Устройство для изготовления шариковой цепи - SU738744A1
Код документа: SU738744A1
Чертежи
Описание
(54) УСТРОЙСт ВО ДЛЯ ИЗГОТОВЛЕНИЯ ШАРИКОВОЙ ЦЕПИ
Изобретение относится к устройствам холодной обработки металлов и может быть применено для производства шариковых цепей, используемых в раз- 5 личных отраслях промышленности, где необходима гибкая связь, а также в бижутерии.
Известно устройство для изготовления шариковых цепей, состоящее из Q станины, на которой установлены друг за другом несколько комплектов вращающихся штампов, последовательно формирующих соединительные звенья . шариковой цепи 1,. с
Звенья соединены тонкими перемычками в бесконечный стержень, поступающий внутрь трубки, свертываемой фильерой, из металлической ленты. Трубка с заключенным внутри ее cTepw-jn нем, состоящим из соединительных звеньев шариковой цепи, поступает к установленным на станине друг за другом враидающимся штампам, последовательно формирующим шарики, кото- 25 рые соединяются при этом звеньями.
Для этой цели используется несколько комплектов штампов. Все штампы получают вращение от одного вала посредством фрикционных передач. «/ - .
Недостаток данного устройства .заключается в том, что для формирования соединительных звеньев и шариков требуется установка нескольких комплектов вращающихся штампов для изготовления одного типоразмера шариковой цепи.
Регулирование скорости вращения отдельных комплектов штампов друг относительно друга производится посредством фрикционных передач. Следовательно , устройство громоздко и сложно в изготовлении, отличается сложностью в настройке, обсл уживании и неудовлетворительной: надежносЛгью в работе. Кроме того, требует водяное охлаждение.
Целью изобретения является упрощение конструкции и повышение надежности устройства.
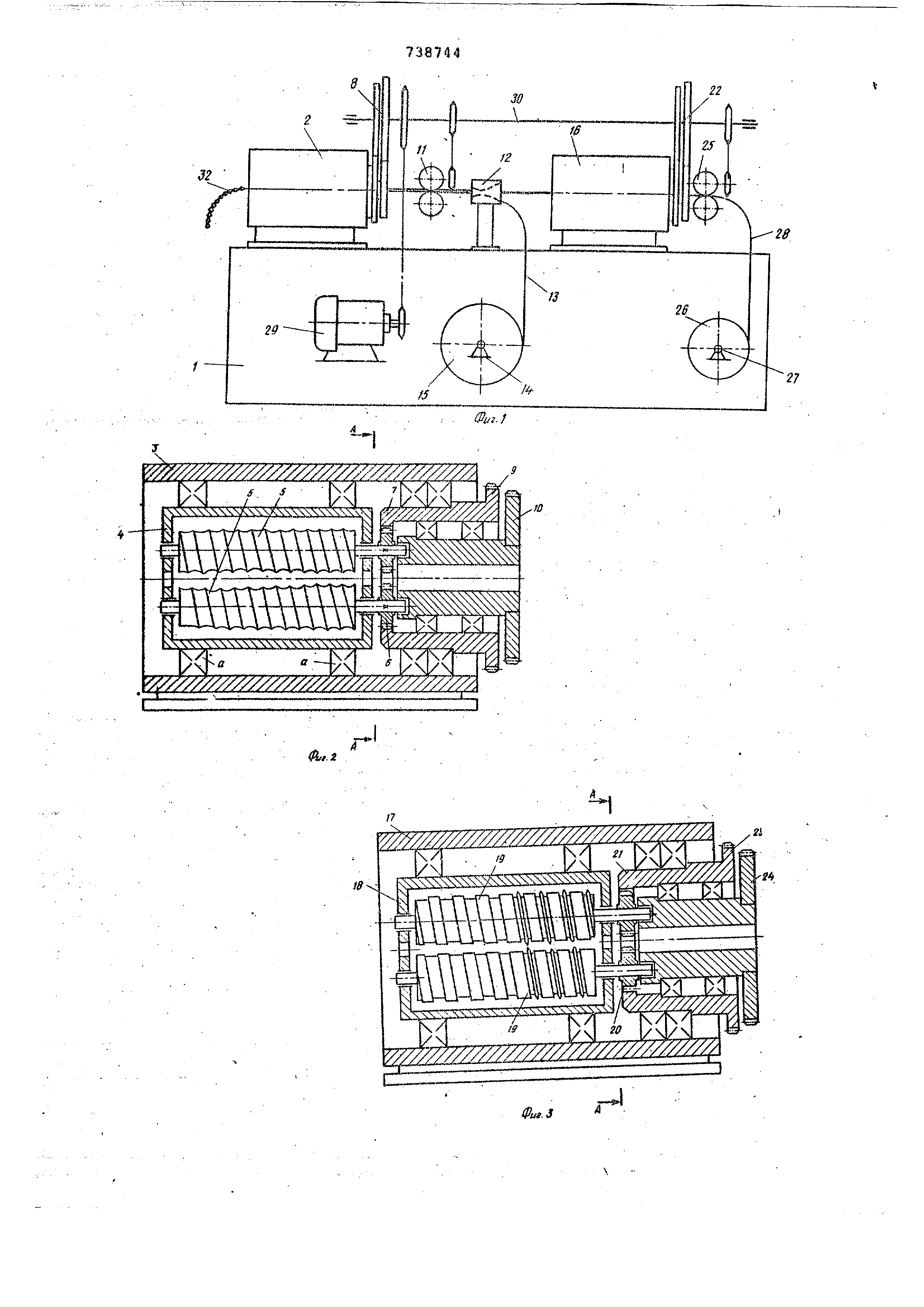
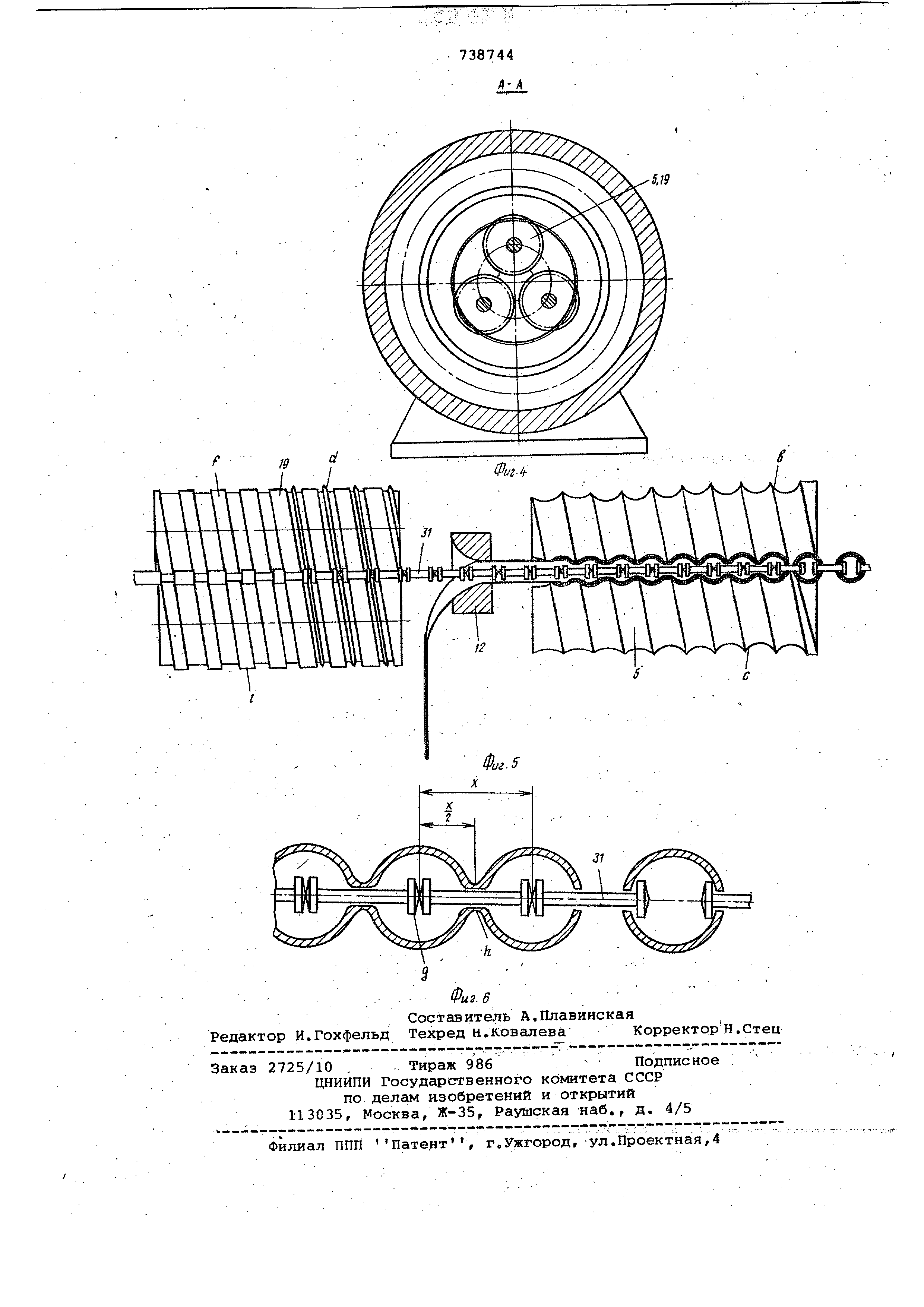
Поставленная цель достигается тем, что узел формирования центргшьного стержня депи и узел формирования шариков выполнены в виде установленных в корпусе на подшипниках обойм, каждая из которых снабжена валиками с винтовой нарезкой, расположенными сиколетрично и параллельно оси i вращения обоймы и связанными с ней механической передачей. Iter последнего витка винтовой нарезки валиков узлаформирования шариков по меньшей мере на Y/3 больше длины шага основной нарезки. На фиг. 1 представлено пр едлагаемое устройство; на фиг. 2 узел изготовления шариков, разрез; на фиг. 3 - узел изготовления центрального стержня, разрез;на фиг. 4 - раз рез А-А фиг. 2 (3); нафиг. 5 - схем изготовления шариковой цепи; на фиг. 6 - шариковая цепь с расположением ее элементов в процессе изготов ления, разрез. Устройство состоит из станины 1, на которой установлен узел 2 формирования шариков, представляющий собой корпус 3 (фиг. 2), В корпусе установлена с возможностью вращения в нем, в частности, на подшипниках обойма 4, несущая три валика 5, расположенных симметрично и параллельно оси вращения обоймы 4. Рабочая поверхность вгшйков 5 имеет винтовую нарезку, профиль которой соответствует форме поперечного сечения шарика в шариковой цепи Причем шаг последнего витка винтрвой нарезки увеличен в сравнении с предйдущими на величину не менее 1/3 длины его основного шага, что обеспечивает отделение шариков при подрёзке их перемычек,, . Выполнение увеличенного шага последнего витЛа винтовой нарезки вали ков предпочтительно. Однако не.яв-, ляется обязательным, так как возможны варианты разделения звеньев в цеГ1бчку , например, посредством изгиба ее в ручную или йа роликовбм приспособлений . -Валйкй распоЛр5кёнй -fak, чтб вершины- выступов в винтовой нарезки одного совпадают с вершинами, звыступов с другого и также с боответствую шими вершинами выступов третьего валика. Валики 5 (фиг. 2) кинёмати чески связаны друг с дрругЬм, н111Йрймёр7 посредством; шестерен б, жестко закре ленных на валиках 5, входящих в заце ление с; охватывающей шестерней 7. Обойма 4 и охватывающая шестерня 7 кинематически связаны друг с другом , например, при: помощи блдКй гчестерен 8 (фиг. 1),входящих в ,зацепление с зубчатым венцом 9 и мёстерней 10, жестко сйязанной с обоймой 4. Тянущие ролики 11 закреплены на станине 1 и кинематически связаны с узлом 2 формирования шариков, причем периферийная линейная скорость тянущих роликов обеспечена подбором шестерен и равна аксиальному перемещению винтовых линий валиков 5 при вращении обоймы 4 узла 2 формирования шариков, которая обеспеченалибо
738744 подбором шестерен, изменением диаметра роликов 11. Фильера 12, предназначенная для свертывания ленты 13 в трубку, закреплена на станине 1, на которой установлен на.оси 14 барабан 15 для этой ленты. . Узел 16 формирования стержня для шариковой цепи фиг. 3 состоит из установленного на станине 1 корпуса 17, в котором установлена с возможностью вращения в нем, в частности, на подшипниках , оорйма 18, несущая три валика 19 (фиг, 4), расположенных симметрично друг другу и параллельно оси вращения обоймы 18, Рабочая поверхность валиков имеет винтовую нарезку d, формирующую стержни для шариковых цепей. Расположение валиков 19 таково, что вершины выступов 6 винтовой нарезки одного совпадают с вершинами выступов f другого и также с соответствующими вершинами выступов третьего валика. валики кинематически связаны друг с другом, например, посредством жестко закрепленных .на валиках 19 шестерен. 20, входящих в зацепление с охватывающей шестерней 21. Обойма 18 и охватывающая шестер- ня 21 кинематически связаны друг с другом, например, посредством блока ijrecTepeH 22, входящих в зацепление с венцом 23 и шестерней 24, жестко связанной С обоймой 18. Перед узлом. 16 формирования стержней установлены подающие ролики 25, связанные с ним кинематически,с обеспечением равенства периферийной скорости тянущих роликов с аксиальным перемещением винтовых линий валиков 19 при вращении обоймы 18 узла формирования стержней. . кинематически узел 16 формирования стержней связан с узлом 2 формирования шариков с обеспечением равенства линейных скоростей аксиального перемещения винтовых линий узлов и направления, что может быть достигнуто соединением их единым валом. Барабан 26, установленный на оси 27 с возможностью вращения на ней,Ьлужит для размещения заготовки 28 для стержней шариковой депи. Ось 27 закреплена на станине 1. Электродвигатель 29 сЛужит для приведения во вращение промежуточного вала 30,. на котором неподвижнй закреплены блоки шестерен 8 и |22, Устройство работает следующим образом. Приводиглый во вращение электродвигателем 29 Промежуточный вал 30 посредством блоков шестерен б и 22 вращает узел формирования шариков и узел формирования стержней, шариковой цепи. Связанные с узлом формирования стержня шариковой цепи ролики 25 (фиг. 1) размагничивают заготовку стержней с бухты, установленной на барабане 26, и подают ее в узел 16 формирования стержня, где, проходя между валиками 18 (фиг. 3), заготовка обкатывается ими, приобретая заданную форму, т.е. формируются звенья в виде гантелей, соединенных тон«ими перемычками д. При Этом скорости вращения, валиков 19 относительно обоймы 18 и скорость врашения обоймы 18 подобрана шестернями так, что-исключается возможность закручивания стержня при его обкатке, т.е. практически стержень не вращается. Сформированный стержень 31 (фиг.5 в виде гантелей, скрепленных между собой тонкой перемычкогй g (фиг. 6), одновременно d Лентой 13 (фиг. 1) поступает в фильеру 12 (фиг. 1.и 5) где из ленты формируется трубка с одновременным охватом его звеньев центрального соединительного стержня 31 (фиг. 5), Сформированная в фильере 12 труб ка вместе с заключенным внутри неё центральным стержнем 31 подается роликами 11 (фиг. 1) к узлу 2 формир вания шариков, где, проходя между валиками 5, трубка обкатывается ими и приобретает форму шариков, соединенных Между собой перемычками 32. При этом расположение перемычек h (фиг. б), шариков долягно приходит| ся посередине звеньев центрального стержня 31. Указанное положение цен рального стержня и шариков обеспечивается тем, что узел 16 формирова ния стержня установлен с возможност перемещения относительно узла 2 в Осевом направлении, а это позволяет устанавливать необходимое взаимное расположение перемычек h шариков от носительно середины стержня (Фиг. 6 с помощью измерительного инструмент . например, индикатора. : , Сочетание скоростей врашения вал ков 5 относительно обоймы 4 и скоро ти вращения обоймы 4 подбором йесте рен исключена возможность закручи вания трубки при ее обкатке валиками 5, т.е. практически формируема трубка не вращается, а обкатывается валиками, т.е. V. где X - расстояние между перемыгчкам ., стержня; - расстояние от одной из ближайших перемычек 32 шарика до перемычки g звена в ту и другую CTojpoHy. После окончания формирования валиками 5 шариков перемьика h между ними подрезается выступами винтовой нарезки валиков 5, и шарики разъединятся вследствие того, что шаг последнего витка винтовой нарезки валиков ормирования шариков увеличен на 1 Но отношению к основному шагу винтовой нарезки валиков 5. Раздвигающиеся разрываю центральный стержень по перемычке g между головками соединительных звеньев , в результате чего на выходе узла 2 формирования шариков получается готовая шариковая цепь 32 фиг. 1. Предлагаемое устройство отличается от прототипа как компактностью, так и простотой в изготовлении, позволяет выполнять работу по изготовлению шариковых/цепей в надежном режиме без подстройки. Надёжность работы предлагаемого устройства обеспечивается использованием валиков со специальной винтовой нарезкой, формируюгдих соединительные звенья и шарики, что позволяет значительно упростить конструкцию .. Формула изобретения ;liУстройство для изготовления ; шариковой цепи, содержащее закрепленные ,на станине в технологической.последовательности узел предварительного формирования листовой заготовки шариков в трубку, узел формирования центрального стержня звеньев цепи, кинематически связанный с роликами, подающими заготовку стержня, узел форг шрования шариков из трубки, кинематически связанной с роликами, подающими заготовку шариков, и центральный стержень, отличающее с я тем, что, с целью упройеяня конструкции и повышения надежности узел формирования центрального стержня цепи и узел формирования шариков выполнены в виде установленных в корпусе на подшипниках обойм, каждая из которых снабжена валиками с винтовой нарезкой, расположенными CHNweTрйчно .и параллельно оси вращения обоймы и связанньЕчМ с ней механической передачей. 2. Устройство ПОП.1, отличаю щ е е с я тем, что шаг последнего витка винтовой нарез-ки валиков узла, формирования{шариковПО меньшей мере на 1/3 больше длины шага основной нарезки, Источники информации, щ инятые во внимание при экспертизе 1. Патент США 1548677, кл 59.2
.,v..
1
7/77/y///%y/ /// /////////
С
Реферат
Формула
Комментарии