Пуленепробиваемый материал (варианты), объединяющий тканые или нетканые композиты - RU2668488C2
Код документа: RU2668488C2
Описание
Область техники
Настоящее изобретение относится к пуленепробиваемым композитным изделиям, характеризующимся улучшенным сопротивлением к изнаночной деформации, а также превосходным сопротивлением проникновению пуль и осколков.
Уровень техники
Пуленепробиваемые изделия, такие как пуленепробиваемые жилеты, шлемы, панели, устанавливаемые на транспортные средства, и структурные элементы военного оборудования, как правило, изготавливают из композитной бронезащиты, содержащей высокопрочные волокна. Высокопрочные волокна, обычно используемые для изготовления композитной бронезащиты, содержат полиэтиленовые волокна, арамидные волокна, такие как волокна на основе поли(фенилендиаминтерефталамида), графитовые волокна, нейлоновые волокна, стекловолокна и т.п. В ряде практических применений из волокон формируют тканые или вязаные ткани. В других практических применениях волокна покрывают полимерным вяжущим материалом с последующим формированием нетканых тканей.
Известны различные пуленепробиваемые конструкции, из которых могут быть сформированы жесткие и мягкие пуленепробиваемые изделия, такие как шлемы, панели и жилеты. Например, в патентах США №№4,403,012; 4,457,985; 4,613,535; 4,623,574; 4,650,710; 4,737,402; 4,748,064; 5,552,208; 5,587,230; 6,642,159; 6,841,492; и 6,846,758, каждый из которых ссылкой включен в настоящий документ, раскрыты пуленепробиваемые композиты, которые содержат высокопрочные волокна, изготовленные из материалов, таких как сверхвысокомолекулярный полиэтилен с продолжительной цепью. Эти композиты демонстрируют различные степени стойкости к воздействию высокоскоростных поражающих элементов, таких как пули, снаряды, осколки и т.п.
Двумя основными характеристиками композитной бронезащиты являются сопротивление проникновению пуль и осколков и сопротивление запредельному действию пуль (снижение «запреградной травмы»). Одной общей характеристикой
степени сопротивления проникновению пуль и осколков является скорость V50, которая представляет собой полученную экспериментально, статистически вычисленную скорость в момент удара, при которой, как ожидается, поражающий элемент с вероятностью 50% полностью пробьет бронезащиту, и с вероятностью 50% будет полностью остановлен бронезащитой. Для композитов с одинаковой поверхностной плотностью (т.е. массой композитной бронезащиты, разделенной на площадь поверхности) более высокое значение V50 указывает на лучшее сопротивление проникновению.
Независимо от того, пробил ли высокоскоростной поражающий элемент бронезащиту, когда он входит во взаимодействие с бронезащитой, ударное воздействие также вызывает отклонение индивидуальной бронезащиты в области взаимодействия с поражающим элементом, потенциально вызывая значительные не связанные с проникновением травмы от запредельного действия пуль. Величина отклонения индивидуальной бронезащиты под воздействием пули известна как глубина отпечатка, также известная в данной области техники как изнаночная деформация (травмирующее действие бронежилета) или глубина запреградной травмы. Потенциально возможные травмы от запредельного действия пуль могут быть столь же смертельны для человека, как и травмы, нанесенные пулей, полностью пробившей бронезащиту и вошедшей в тело. Это особенно важно в контексте бронезащиты шлема, где кратковременное проникновение, вызванное остановленной пулей, может пересечь плоскость черепа надевшего шлем человека и вызвать тяжелое или смертельное повреждение мозга. Соответственно, существует необходимость в разработке пуленепробиваемых композитов, которые характеризуются как превосходной характеристикой V50 устойчивости к воздействию пуль и осколков, так и низким значением глубины отпечатка.
Известно, что характеристика V50 устойчивости к воздействию пуль и осколков волокнистой композитной бронезащиты прямо связана с прочностью входящих в состав композита волокон. Увеличение прочностных свойств волокон, таких как удельная прочность и модуль упругости при растяжении, как известно, коррелирует с увеличением значения скорости V50. Тем не менее, при увеличении прочностных свойств волокон не было отмечено соответствующее улучшение глубины отпечатка. Как правило, снижение изнаночной деформации достигали путем совместного использования тканевых композитов с высокими значениями V50 и энергопоглощающих материалов подложки, таких как ослабляющие энергию удара пенопласта или материалы сотовой структуры, которые поглощают энергию удара, а не передают ее пользователю. Однако такие материалы подложки, как правило, увеличивают массу и/или объем пуленепробиваемых изделий, делая их тяжелыми и громоздкими, и, следовательно, плохо подходят для практических применений, связанных с индивидуальной бронезащитой.
В связи с этими проблемами существует необходимость в разработке более совершенных решений в области бронезащиты, которые будут характеризоваться как превосходной устойчивостью к проникновению пуль и осколков, так и низким значением глубины отпечатка. Настоящее изобретение предоставляет решение указанных выше недостатков, присущих уровню техники.
Сущность изобретения
Предлагается пуленепробиваемый материал, содержащий:
первый композит, содержащий множество нетканых волокнистых пластов, при этом указанное множество волокнистых пластов скреплено в единое целое; каждый из волокнистых пластов содержит множество однонаправленных волокон, при этом указанные волокна характеризуются удельной прочностью 7 г/денье или более и модулем упругости 150 г/денье или более; причем однонаправленные волокна в каждом волокнистом пласту первого композита ориентированы таким образом, чтобы их продольное направление не было параллельным продольному направлению волокон каждого соседнего пласта указанного первого композита; и
второй композит, прикрепленный к первому композиту, при этом второй композит содержит множество нетканых волокнистых пластов, причем указанное множество волокнистых пластов скреплено в единое целое; каждый из волокнистых пластов содержит множество однонаправленных волокон, при этом указанные волокна характеризуются удельной прочностью 7 г/денье или более и модулем упругости 150 г/денье или более; причем однонаправленные волокна в каждом волокнистом пласту второго композита ориентированы таким образом, чтобы их продольное направление не было параллельным продольному направлению волокон каждого соседнего пласта указанного второго композита;
при этом продольное направление волокон в каждом пласту первого композита отличается от продольного направления волокон в каждом пласту второго композита; и
первый композит характеризуется поверхностной плотностью по меньшей мере приблизительно 100 г/м2, второй композит характеризуется поверхностной плотностью по меньшей мере приблизительно 100 г/м2, и значение поверхностной плотности первого композита составляет более 50% от значения общей поверхностной плотности первого и второго композитов.
Кроме того, предлагается пуленепробиваемый материал, содержащий:
первый композит, содержащий множество нетканых волокнистых пластов, при этом указанное множество волокнистых пластов скреплено с образованием монолитной структуры; каждый из волокнистых пластов содержит множество однонаправленных волокон, которые по существу покрыты полимерным вяжущим, причем указанные волокна характеризуются удельной прочностью 7 г/денье или более и модулем упругости 150 г/денье или более; при этом однонаправленные волокна в каждом волокнистом пласту первого композита ориентированы таким образом, чтобы их продольное направление не было параллельным продольному направлению волокон каждого соседнего пласта указанного первого композита;
второй композит, прикрепленный к первому композиту, при этом второй композит содержит множество нетканых волокнистых пластов, причем указанное множество волокнистых пластов скреплено с образованием монолитной структуры; каждый из волокнистых пластов содержит множество однонаправленных волокон, которые по существу покрыты полимерным вяжущим, при этом указанные волокна характеризуются удельной прочностью 7 г/денье или более и модулем упругости 150 г/денье или более; причем однонаправленные волокна в каждом волокнистом пласту второго композита ориентированы таким образом, чтобы их продольное направление не было параллельным продольному направлению волокон каждого соседнего пласта указанного второго композита; и
третий композит, прикрепленный ко второму композиту, при этом третий композит содержит множество нетканых волокнистых пластов, причем указанное множество волокнистых пластов скреплено с образованием монолитной структуры; каждый из волокнистых пластов содержит множество однонаправленных волокон, которые по существу покрыты полимерным вяжущим, при этом указанные волокна характеризуются удельной прочностью 7 г/денье или более и модулем упругости 150 г/денье или более; причем однонаправленные волокна в каждом волокнистом пласуе третьего композита ориентированы таким образом, чтобы их продольное направление не было параллельным продольному направлению волокон каждого соседнего пласта указанного третьего композита; и
при этом продольное направление волокон в каждом пласту первого композита отличается от продольного направления волокон в каждом пласту второго композита; и продольное направление волокон в каждом пластупервого композита совпадает или отличается от продольного направления волокон в каждом пласту третьего композита; и
первый композит характеризуется поверхностной плотностью по меньшей мере приблизительно 100 г/м2, второй композит характеризуется поверхностной плотностью по меньшей мере приблизительно 100 г/м2, и третий композит характеризуется поверхностной плотностью по меньшей мере приблизительно 100 г/м2; и значение поверхностной плотности первого композита составляет более 50% от значения общей поверхностной плотности первого, второго и третьего композитов.
Дополнительно предлагается пуленепробиваемый материал, содержащий:
первый композит, содержащий множество тканых волокнистых слоев, при этом указанное множество волокнистых слоев скреплено с образованием монолитной структуры; каждый из волокнистых слоев содержит множество волокон, характеризующихся удельной прочностью 7 г/денье или более и модулем упругости 150 г/денье или более; и
второй композит, прикрепленный к первому композиту, при этом второй композит содержит множество тканых волокнистых слоев, при этом указанное множество волокнистых слоев скреплено с образованием монолитной структуры; каждый из волокнистых слоев содержит множество волокон, характеризующихся удельной прочностью 7 г/денье или более и модулем упругости 150 г/денье или более;
при этом каждое волокно в каждом композите характеризуется некоторым продольным направлением, и продольное направление волокон в каждом слое первого композита отличается от продольного направления волокон в каждом слое второго композита; и
первый композит характеризуется поверхностной плотностью по меньшей мере приблизительно 100 г/м2, второй композит характеризуется поверхностной плотностью по меньшей мере приблизительно 100 г/м2, и значение поверхностной плотности первого композита составляет более 50% от значения общей поверхностной плотности первого и второго композитов.
Подробное описание изобретения
Настоящее изобретение предоставляет изделия, которые включают два или более волокнистых композита, каждый из которых содержит множество высокопрочных волокон и, необязательно, полимерный вяжущий материал. Мультикомпозитные изделия характеризуются превосходной устойчивостью к проникновению пуль и осколков и являются чрезвычайно эффективными в снижении величины глубины отпечатка.
Под изделиями, которые характеризуются отличным сопротивлением проникновению пуль и осколков, подразумевают изделия, которые демонстрируют превосходное защитные свойства против проникновения деформируемых поражающих элементов, таких как пули, а также против проникновения осколков, таких как шрапнель. Изделия, демонстрирующие низкую глубину отпечатка, являются изделиями, которые устраняют или минимизируют травмы от запредельного действия пуль. Глубина отпечатка представляет собой показатель глубины отклонения либо мягкой, либо твердой бронезащиты в материал подложки или в тело пользователя вследствие ударного воздействия поражающего элемента. Глубину отпечатка, также известная в данной области техники как «изнаночная деформация», «глубина запреградной травмы» или «травма от запредельного действия пуль» (эти термины в настоящем документе используются взаимозаменяемо), демонстрирует потенциальную глубину запреградной травмы, полученной телом, расположенным под бронезащитой. Стандартный способ измерения глубины отпечатка мягкой брони изложен в стандарте НИЮ 0101.04, тип IIIА, который раскрывает способ передачи физической деформации композита, возникающей в результате непроникающего ударного воздействия поражающего элемента, в материал подложки из деформируемой глины, удерживаемый в приспособлении коробчатой формы с открытой стороной. Согласно стандарту НИЮ испытываемую бронезащиту закрепляют непосредственно на передней поверхности подложки из деформируемой глины, и определяют и измеряют любую деформацию глины, возникающую в результате стандартных условий стрельбы поражающими элементами. Другие способы также могут быть использованы для измерения глубины отпечатка, но в настоящее время для оценки композитов для мягкой брони, предназначенных для военного использования, обычно используют стандарт НИЮ.
В контексте настоящего документа под термином «высокопрочное волокно» подразумевают волокно, которое характеризуется предпочтительной удельной прочностью, составляющей по меньшей мере приблизительно 7 г/денье или более, предпочтительным модулем упругости при растяжении, составляющим по меньшей мере приблизительно 150 г/денье или более, и предпочтительной энергией разрушения, составляющей по меньшей мере приблизительно 8 Дж/г или более, причем каждый показатель измерен по стандарту ASTM D2256. В контексте настоящего документа под термином «денье» подразумевают единицу линейной плотности, которая равна массе в граммах 9000 метров волокна/пряжи. Под термином «удельная прочность» волокна подразумевают растягивающее напряжение, выраженное как усилие (граммы) на единицу линейной плотности (денье) ненапряженного образца. «Модуль упругости при малых кратковременных нагрузках» волокна представляет собой свойство материала, характеризующее его сопротивление деформации. Под термином «модуль упругости при растяжении» подразумевают отношение изменения удельной прочности, выраженной в грамм-сила на одни денье (г/д), к изменению деформации, выраженной я качестве доли исходной длины волокна (дюйм/дюйм).
В целях настоящего изобретения под термином «волокно» подразумевают удлиненное тело, длина которого намного превышает размеры ширины и толщины. Формы поперечного сечения волокон, используемых в настоящем изобретении, могут значительно варьировать, при этом волокна могут характеризоваться круглым, прямоугольным или овальным поперечным сечением. Они также могут характеризоваться многодольным поперечным сечением правильной или неправильной формы, которое характеризуется наличием одной или нескольких долей правильной или неправильной формы, проходящих от линейной или продольной оси нити. Таким образом, термин «волокно» включает в себя нити, ленточные структуры, полосы и другие структуры, характеризующиеся поперечным сечением правильной или неправильной формы. Предпочтительно, волокна характеризуются поперечным сечением по существу круглой формы. В контексте настоящего документа под термином «пряжа» подразумевают одиночную прядь, состоящую из нескольких волокон. Одиночное волокно может быть сформовано только из одной нити или нескольких нитей. Волокно, сформованное только из одной нити, именуют в настоящем документе либо «однонитевым» волокном, либо «мононитевым» волокном, а волокно, сформованное из нескольких мононитей, именуют в настоящем документе «многонитевым» волокном.
В контексте настоящего документа «слой на основе волокон» может содержать один пласт однонаправленных волокон, множество скрепленных пластов однонаправленных волокон, тканую ткань, вязаную ткань, множество скрепленных тканых тканей или множество скрепленных вязаных тканей. Под термином «слой» подразумевают по существу плоскую структуру. Каждый слой на основе волокон будет характеризоваться наличием внешней верхней поверхности и внешней нижней поверхности. В контексте настоящего документа «одиночный пласт» однонаправленных волокон характеризуется структурой из волокон, которые выровнены в однонаправленном, по существу параллельном массиве. Этот тип расположения волокон также известен в данной области техники под названием «однонаправленная тканая лента», «однонаправленная лента», «ОН» или «ОНЛ». В контексте настоящего документа под термином «массив» подразумевают упорядоченное расположение волокон или пряжи (за исключением тканой и вязанной ткани), а под термином «параллельный массив» подразумевают упорядоченное, компланарное, параллельное расположение бок о бок волокон или пряжи. Под термином «ориентированный», который используют в контексте выражения «ориентированные волокна», подразумевают направление выравнивания волокон, а не растяжение волокон. Под термином «ткань» в настоящем документе подразумевают структуры, которые могут включать в себя один или несколько пластов на основе волокон, при этом пласты могут быть объединены с образованием монолитной структуры в процессе формования/скрепления. Нетканая ткань, сформированная из однонаправленных волокон, как правило, содержит несколько нетканых пластов на основе волокон, которые уложены друг на друга таким образом, чтобы они имели по существу одинаковую протяженность в пространстве, и скреплены с образованием монолитной структуры. В контексте настоящего документа под термином «однослойная структура» подразумевают любую монолитную волокнистую структуру, состоящую из одного или нескольких отдельных пластов или слоев, которые были объединены в монолитную структуру посредством технологий скрепления или формования. Под термином «композит» подразумевают сочетания волокон и полимерного вяжущего материала, наличие которого является предпочтительным, но необязательным.
Чрезвычайно предпочтительные высокопрочные волокна с высокими значениями модуля упругости при растяжении включают полиолефиновые волокна, включая волокна на основе полиэтилена высокой плотности и полиэтилена низкой плотности. Чрезвычайно предпочтительными являются волокна на основе полиолефина с продолжительной углеродной цепью, такие как волокна на основе высокоориентированного, высокомолекулярного полиэтилена, в частности, волокна на основе сверхвысокомолекулярного полиэтилена, и полипропиленовые волокна, в частности, волокна на основе сверхвысокомолекулярного полипропилена. Кроме того, подходят арамидные волокна, в частности, пара-арамидные волокна, полиамидные волокна, полиэтилентерефталатные волокна, полиэтиленнафталатные волокна, волокна на основе поливинилового спирта с продолжительной углеродной цепью, волокна на основе полиакрилнитрила с продолжительной углеродной цепью, волокна на основе полибензоксазола (ПБО), волокна на основе полибензотиазола (ПБТ), волокна на основе жидкокристаллического сополиэфира, жесткие стержневые волокна, такие как волокна М5®, и стекловолокна, включая электротехнические стекловолокна (Е-стекло; малощелочное боросиликатное стекло с хорошими электрическими свойствами), конструкционные стекловолокна (S-стекло; высокопрочный сплав оксида магния-оксида алюминия-силиката) и износостойкие стекловолокна (R-стекло; высокопрочное алюминосиликатное стекло без оксида магния или оксида кальция). Каждый из указанных типов волокон является известным в данной области техники. Кроме того, для производства полимерных волокон подходят сополимеры, блоксополимеры и смеси упомянутых выше материалов.
Наиболее предпочтительные типы волокон включают в себя полиэтиленовые волокна (в частности, волокна на основе полиэтилена с продолжительной углеродной цепью), арамидные волокна, волокна на основе полибензоксазола, волокна на основе жидкокристаллического сополиэфира, полипропиленовые волокна (в частности, волокна на основе высокоориентированного полипропилена с продолжительною углеродной цепью), поливинилспиртовые волокна, полиакрилонитриловые волокна, стекловолокна, а также жесткие стержневые волокна, такие как жесткие стержневые волокна М5®. Самыми предпочтительными волокнами являются полиэтиленовые волокна и арамидные волокна.
В случае полиэтилена предпочтительные волокна представляют собой волокна на основе полиэтиленов с продолжительной углеродной цепью, характеризующихся молекулярной массой по меньшей мере 300000, предпочтительно по меньшей мере один миллион и более предпочтительно от двух до пяти миллионов. Такие волокна на основе полиэтилена с продолжительной углеродной цепью (ПЭПЦ) могут быть выращены в ходе процессов формования из раствора, например, раскрытых в патенте США №4,137,394 или №4,356,138, которые ссылкой включены в настоящий документ, или могут быть спрядены из раствора для формирования гелеподобной (сетчатой) структуры, что раскрыто, например, в патентах США №№4,413,110; 4,536,536; 4,551,296; 4,663,101; 5,006,390; 5,032,338; 5,578,374; 5,736,244; 5,741,451; 5,958,582; 5,972,498; 6,448,359; 6,746,975; 6,969,553; 7,078,099; 7,344,668 и публикации заявки на выдачу патента №2007/0231572, которые также ссылкой включены в настоящий документ. К чрезвычайно предпочтительным типам волокон относятся любые из полиэтиленовых волокон, продаваемых под торговым знаком SPECTRA® компанией Honeywell International Inc. Волокна SPECTRA® хорошо известны в области техники. К другим подходящим типами полиэтиленовых волокон также относится пряжа DYNEEMA® на основе сверхвысокомолекулярного полиэтилена, выпускаемая Royal DSM N.V. Corporation, община Херлен, Нидерланды.
Предпочтительными являются арамидные волокна (на основе ароматического полиамида) или пара-арамидные волокна, которые хорошо известны и коммерчески доступны, при этом описание таких волокон раскрыто, например, в патенте США №3,671,542. Например, пригодные арамидные нити серийно выпускает компания DuPont под товарным знаком KEVLAR®. Кроме того, полезными при практическом осуществлении настоящего изобретения являются волокна на основе поли(метафениленизофталамида), которые серийно выпускает компания DuPont, г. Уилмингтон, штат Делавэр под товарным знаком NOMEX®, и волокна, которые серийно выпускает компания Teijin Aramid Gmbh, Германия под товарным знаком TWARON®; арамидные волокна, которые серийно выпускает Kolon Industries, Inc., Корея, под товарным знаком HERACRON®; пара-арамидные волокна SVM™ и RUSAR™, которые серийно выпускает компания Kamensk Volokno JSC, Россия, и пара-арамидные волокна ARMOS™, которые серийно выпускает компания JSC Chim Volokno, Россия.
Волокна на основе полибензоксазола, подходящие для практического осуществления настоящего изобретения, коммерчески доступны и раскрыты, например, в патентах США №№5,286,833; 5,296,185; 5,356,584; 5,534,205 и 6,040,050, каждый из которых ссылкой включен в настоящий документ. Волокна на основе жидкокристаллического сополиэфира, подходящие для практического осуществления настоящего изобретения, коммерчески доступны и раскрыты, например, в патентах США №№3,975,487; 4,118,372 и 4,161,470, каждый из которых ссылкой включен в настоящий документ, при этом к указанным волокнам относятся волокна VECTRAN® на основе жидкокристаллического сополиэфира, серийно выпускаемые компаниек Kuraray Co., Ltd., г. Токио, Япония. Подходящие полипропиленовые волокна включают в себя волокна на основе высокоориентированного полипропилена с продолжительною углеродной цепью, которые, например, раскрыты в патенте США №4,413,110, который ссылкой включен в настоящий документ. Подходящие поливинилспиртовые волокна раскрыты, например, в патентах США №№4,440,711 и 4,599,267, которые ссылкой включены в настоящий документ. Подходящие полиакрилонитриловые волокна раскрыты, например, в патенте США №4,535,027, который ссылкой включен в настоящий документ. Каждый из этих типов волокон является широко известным и коммерчески доступным.
Волокна М5® сформированы из пиридобисимидазол-2,6-диил(2,5-дигидрокси-пара-фенилена) и изготовлены совсем недавно компанией Magellan Systems International, г. Ричмонд, штат Виргиния, и раскрыты, например, в патентах США №№5,674,969; 5,939,553; 5,945,537; и 6,040,478, каждый из которых ссылкой включен в настоящий документ. Термин «жесткие стержневые волокна» не ограничен типами волокон на основе пиридобисимидазола, и множество разновидностей арамидных волокон и волокон на основе полибензоксазола часто именуют жесткими стержневыми волокнами.
Композиты на основе стекловолокон предпочтительно содержат волокна на основе S-стекла, которые пропитаны термоотверждающейся или термопластичной полимерной смолой, например, термоотверждающейся эпоксидной или фенольной смолой. Такие материалы являются хорошо известными в данной области техники и коммерчески доступными. Предпочтительные примеры включают, кроме прочего, композиты, содержащие волокна S2-Glass®, выпускаемые компанией AGY, г. Айкен, штат Южная Каролина; и композиты, изготовленные из волокон HiPerTex™ на основе Е-стекла, серийно выпускаемые компанией 3В Fibreglass, г. Баттис, Бельгия. Кроме того, подходящими являются композиты, содержащие волокна на основе R-стекла, например, композиты, серийно выпускаемые под товарным знаком VETROTEX® компанией Saint-Gobain, Курбевуа, Франция. Кроме того, подходят сочетания всех упомянутых выше материалов, каждый из которых коммерчески доступен.
Как описано выше, высокопрочное волокно представляет собой волокно, которое характеризуется предпочтительной удельной прочностью, составляющей приблизительно 7 г/денье или более, предпочтительным модулем упругости при растяжении, составляющим приблизительно 150 г/денье или более, и предпочтительной энергией разрушения, составляющей приблизительно 8 Дж/г или более, причем каждый показатель измерен по стандарту ASTM D2256. Предпочтительные волокна характеризуются предпочтительной удельной прочностью, которая составляет приблизительно 15 г/денье или более, предпочтительней приблизительно 20 г/денье или более, предпочтительней приблизительно 25 г/денье или более, предпочтительней приблизительно 30 г/денье или более, предпочтительней приблизительно 40 г/денье или более, предпочтительней приблизительно 45 г/денье или более и предпочтительней приблизительно 50 г/денье или более. Предпочтительные волокна характеризуются предпочтительным модулем упругости при растяжении, который составляет приблизительно 300 г/денье или более, предпочтительней приблизительно 400 г/денье или более, предпочтительней приблизительно 500 г/денье или более, предпочтительней приблизительно 1000 г/денье или более, и наиболее предпочтительно приблизительно 1500 г/денье или более. Предпочтительно волокна также характеризуются предпочтительной энергией разрушения, составляющей приблизительно 15 Дж/г или более, предпочтительней приблизительно 25 Дж/г или более, предпочтительней приблизительно 30 Дж/г или более, и наиболее предпочтительно приблизительно 40 Дж/г или более. Способы формирования каждого из предпочтительных типов волокон, которым присущи указанные прочностные свойства, являются хорошо известными в данной области техники.
Волокна могут характеризоваться любой подходящей величиной денье. Например, волокна могут характеризоваться величиной денье, такой как, например, от приблизительно 50 до приблизительно 5000 денье, более предпочтительно от приблизительно 200 до 5000 денье, еще более предпочтительно от приблизительно 650 до приблизительно 3000 денье и наиболее предпочтительно от приблизительно 800 до приблизительно 1500 денье. Выбор обусловлен соображениями стоимости и эффективности защиты от пуль и осколков. Более тонкие волокна являются наиболее дорогими при изготовлении и переплетении, но могут обеспечить наиболее эффективную защиту от пуль и осколков на единицу массы.
Волокна, формирующие каждый композит согласно настоящему изобретению, предпочтительно, но не обязательно, по меньшей мере, частично покрыты полимерный вяжущим материалом. Полимерный вяжущий материал также часто именую в данной области техники полимерным «матричным» материалом. Эти термины широко известны в области техники и описывают материал, который связывает волокна друг с другом либо благодаря присущим ему адгезивным свойствам, либо после воздействия на указанный материал нагревания и/или давления. В контексте настоящего документа «полимерный» вяжущий материал или матричный материал включает в себя смолы и каучук. Если полимерный вяжущий/матричный материал присутствует в составе композита, он либо частично, либо по существу полностью покрывает отдельные волокна, предпочтительно по существу полностью покрывая каждую из отдельных нитей/волокон, входящих в состав пласта или слоя на основе волокон.
Подходящие полимерные вяжущие материалы включают в себя эластомерные материалы с низкими значениями модуля упругости при растяжении, а также жесткие материалы с высоким значением модулем упругости при растяжении. В контексте настоящего документа под термином модуль упругости при растяжении подразумевают модуль упругости, измеренный по стандарту ASTM D638 для полимерного вяжущего материала. Низкомодульный или высокомодульный вяжущий материал может включать множество полимерных и неполимерных материалов. В целях настоящего изобретения низкомодульный эластомерный материал характеризуется модулем упругости при растяжении, составляющим приблизительно 6000 фунтов на кв. дюйм (41,4 МПа) или менее согласно методике тестирования ASTM D638. Низкомодульный полимер предпочтительно является эластомером, характеризующимся модулем упругости при растяжении, составляющим приблизительно 4000 фунтов на кв. дюйм (27,6 МПа) или менее, более предпочтительно приблизительно 2400 фунтов на кв. дюйм (16,5 МПа) или менее, более предпочтительно 1200 фунтов на кв. дюйм (8,23 МПа) или менее, и наиболее предпочтительно приблизительно 500 фунтов на кв. дюйм (3,45 МПа) или менее. Температура стеклования (Tg) низкомодульного эластомерного материала составляет предпочтительно менее приблизительно 0°С, более предпочтительно менее приблизительно -40°С и наиболее предпочтительно менее приблизительно -50°С. Низкомодульный эластомерный материал также характеризуется предпочтительным удлинением до разрушения, составляющим по меньшей мере приблизительно 50%, более предпочтительно по меньшей мере приблизительно 100% и наиболее предпочтительно по меньшей мере приблизительно 300%.
Большое количество материалов и составов может быть использовано в качестве низкомодульного полимерного вяжущего. Иллюстративные примеры включают в себя: полибутадиен, полиизопрен, природный каучук, сополимеры этилена и пропилена, тройные сополимеры этилена, пропилена и диена, полисульфидные полимеры, полиуретановые эластомеры, хлорсульфированный полиэтилен, полихлоропрен, пластифицированный поливинилхлорид, эластомеры бутадиена и акрилонитрила, поли(сополимер изобутилена и изопрена), полиакрилаты, сложные полиэфиры, простые полиэфиры, фторэластомеры, кремнийорганические эластомеры, сополимеры этилена, полиамиды (используемые в некоторых типах волокон), акрилонитрилбутадиенстирол, поликарбонаты и их сочетания, а также другие низкомодульные полимеры и сополимеры, отверждаемые ниже температуры плавления волокна. Также пригодны смеси различных эластомерных материалов или смеси эластомерных материалов с одним или несколькими термопластами.
Хорошо подходят блоксополимеры диенов с сопряженными двойными связями и винилароматических мономеров. Бутадиен и изопрен являются предпочтительными эластомерами на основе диенов с сопряженными двойными связями. Стирол, винилтолуол и трет-бутилстирол являются предпочтительными ароматическими мономерами с сопряженными двойными связями. Блоксополимеры, включающие полиизопрен, могут быть гидрированы с получением термопластичных эластомеров, характеризующихся насыщенными углеводородными эластомерными сегментами. Полимеры могут быть простыми триблоксополимерами типа А-В-А, мультиблоксополимерами типа (АВ)n (n=2-10) или сополимерами с радиальной конфигурацией типа R-(BA)x (х=3-150); где А представляет собой блок из поливинилароматического мономера, и В представляет собой блок из эластомера на основе диена с сопряженными двойными связями. Многие из этих полимеров серийно выпускаются компанией Kraton Polymers, г. Хьюстон, штат Техас, и раскрыты в бюллетене «Kraton Thermoplastic Rubber», SC-68-81. Также пригодны смоляные дисперсии блоксополимера стирол-изопрен-стирол, продаваемого под товарным знаком PRINLIN® и серийно выпускаемого компанией Henkel Technologies, г. Дюссельдорф, Германия. Стандартные низкомодульные полимерные вяжущие материалы, используемые в пуленепробиваемых композитах, включают в себя блоксополимеры полистирол-полиизопрен-полистирол, продаваемые под товарным знаком KRATON® и серийно выпускаемые компанией Kraton Polymers.
Хотя низкомодульные полимерные вяжущие материалы являются предпочтительными для формирования материалов для гибких средств бронезащиты, высокомодульные полимерные вяжущие материалы являются предпочтительными для формирования жестких пуленепробиваемых изделий. Высокомодульные жесткие материалы, как правило, характеризуются значением модуля упругости при малых кратковременных нагрузках, составляющим более 6000 фунтов на кв. дюйм. Пригодные высокомодульные жесткие полимерные вяжущие материалы включают в себя полиуретаны (как на основе сложного эфира, так и на основе простого эфира), эпоксидные смолы, полиакрилаты, фенольные полимеры/полимеры на основе поливинилбутираля, полимеры на основе сложного винилового эфира, блоксополимеры бутадиена и стирола, а также смеси полимеров, таких как сложный виниловый эфир и диаллилфталат или фенолформальдегид и поливинилбутираль Жестким полимерным вяжущим материалом, хорошо подходящим для использования в настоящем изобретении, является термоотверждающийся полимер, растворимый в растворителе с насыщенными связями углерод-углерод, таком как метилэтилкетон, и обладающий при отверждении высоким модулем упругости при растяжении, который составляет по меньшей мере приблизительно 1×106 фунтов на кв. дюйм (6895 МПа) при измерении согласно ASTM D638. Пригодные жесткие полимерные вяжущие материалы раскрыты в патенте США №6,642,159, описание которого ссылкой включено в настоящий документ.
Наиболее предпочтительными являются полярные смолы или полярные полимеры, в частности, полиуретаны, значение модуля упругости при растяжении которых как для мягких, так и жестких материалов находится в диапазоне от приблизительно 2000 фунтов на кв. дюйм (13,79 МПа) до приблизительно 8000 фунтов на кв. дюйм (55,16 МПа). Предпочтительные полиуретаны наносят в качестве водных полиуретановых дисперсий, которые наиболее предпочтительно, но необязательно не содержат совместного растворителя. К таким дисперсиям относятся водные анионные полиуретановые дисперсии, водные катионные полиуретановые дисперсии и водные неионные полиуретановые дисперсии. Чрезвычайно предпочтительными являются водные анионные полиуретановые дисперсии, водные алифатические полиуретановые дисперсии, при этом наиболее предпочтительны водные анионные, алифатические полиуретановые дисперсии, каждая из которых предпочтительно представляет собой не содержащую совместного растворителя дисперсию. К таким дисперсиям относятся водные анионные полиуретановые дисперсии на основе сложных эфиров; водные алифатические полиуретановые дисперсии на основе сложных эфиров; и водные анионные, алифатические полиуретановые дисперсии на основе сложных эфиров, каждая из которых представляет собой не содержащую совместного растворителя дисперсию. К таким дисперсиям также относятся водные анионные полиуретановые дисперсии на основе простых эфиров; водные алифатические полиуретановые дисперсии на основе простых эфиров; и водные анионные, алифатические полиуретановые дисперсии на основе простых эфиров, каждая из которых представляет собой не содержащую совместного растворителя дисперсию. Кроме того, предпочтительными являются все соответствующие варианты (на основе сложного полиэфира; алифатические на основе сложного полиэфира; на основе простого полиэфира; алифатические на основе простого полиэфира и т.п.) водных катионных и водных неионных дисперсий. Наиболее предпочтительной является алифатическая полиуретановая дисперсия, характеризующаяся модулем при 100% удлинении, составляющим 700 фунтов на кв. дюйм или более, при этом чрезвычайно предпочтительный диапазон для модуля составляет от 700 фунтов на кв. дюйм до приблизительно 3000 фунтов на кв. дюйм. Более предпочтительны алифатические полиуретановые дисперсии, характеризующиеся значением модуля при 100% удлинении, составляющим приблизительно 1000 фунтов на кв. дюйм или более, предпочтительней приблизительно 1100 фунтов на кв. дюйм или более. Наиболее предпочтительным является алифатическая, анионная полиуретановая дисперсия на основе простого полиэфира, характеризующаяся модулем, составляющим 1000 фунтов на кв. дюйм или более, предпочтительно 1100 фунтов на кв. дюйм или более.
Когда композит включает вяжущее, общая масса вяжущего, входящего в состав композита, предпочтительно составляет от приблизительно 2% до приблизительно 50%, более предпочтительно от приблизительно 5% до приблизительно 30%, более предпочтительно от приблизительно 7% до приблизительно 20% и наиболее предпочтительно от приблизительно 11% до приблизительно 16% от массы волокон плюс масса покрытия. Более низкое содержание вяжущего подходит для тканых/вязаных тканей, причем содержание полимерного вяжущего, составляющее более нуля, но менее 10% от массы волокон плюс масса вяжущего, является, как правило, наиболее предпочтительным, при этом этот интервал не следует рассматривать в качестве строго ограничения. Например, тканые арамидные ткани, пропитанные фенольным полимером/ полимером на основе поливинилбутираля, иногда изготавливают с более высоким содержанием смолы, составляющим от приблизительно 20% до приблизительно 30%, хотя, как правило, приблизительно 12% содержание смолы является предпочтительным. Полимерное вяжущее, такое как низкомодульный материал или высокомодульный материал, может также включать наполнители, такие как углеродная сажа или диоксид кремния, может быть разбавлено маслами или может быть вулканизировано серой, перекисью, оксидом металла или системами радиационного отверждения с использованием способов, хорошо известных технологам в данной области техники.
Способы нанесения полимерного вяжущего материала на волокна для пропитывания слоев/пластов на основе волокон являются хорошо известными и могут быть легко определены специалистом в данной области техники. В контексте настоящего документа термин «пропитан» рассматривают в качестве синонима терминам «погружен», «покрыт» или другим образом обработан с образованием полимерного покрытия, при этом в процессе обработки вяжущий материал диффундирует в слой/пласт на основе волокон, а не просто находится на поверхности слоя/пласта. Любой подходящий способ нанесения может быть использован для осуществления нанесения полимерного вяжущего материала, при этом конкретное использование термина, такого как «покрытый», не предназначено для ограничения способа, посредством которого полимерное вяжущее наносят на нити/волокна. Пригодные способы предусматривают, например, распыление, экструдирование или нанесение с помощью валков полимеров или полимерных растворов на волокна, а также перемещение волокон через расправленный полимер или полимерный раствор. Наиболее предпочтительными способами являются способы, которые обеспечивают покрытие или обволакивание по существу каждого индивидуального волокна, а также покрытие полимерным вяжущим материалом всей или по существу всей площади поверхности волокна.
Композиты согласно настоящему изобретению могут включать тканые ткани, нетканые ткани и вязаные ткани. Тканые ткани могут быть сформированы при помощи технологий, которые хорошо известны в данной области техники, с использованием любого процесса изготовления ткани, такого как миткалевое переплетение, саржевое ломаное переплетение, переплетение «рогожка», атласное переплетение, саржевое переплетение, трехмерное переплетение, а также любой из их вариантов. Наиболее часто используемым и наиболее предпочтительным является миткалевое переплетение; при котором волокна переплетают друг с другом при ортогональной ориентации 0°/90°. Более предпочтительными являются ткани, полученные с использованием миткалевого переплетения, характеризующиеся наличием равных количеств нитей при прядении как направлении утка, так и в направлении основы. Согласно одному варианту осуществления один слой тканой ткани предпочтительно характеризуется плотностью, как по основе, так и по утку, составляющей от приблизительно 15 до приблизительно 55 концов волокон/пряжи на один дюйм (от приблизительно 5,9 до приблизительно 21,6 концов на один сантиметр), и более предпочтительно от приблизительно 17 до приблизительно 45 концов на один дюйм (от приблизительно 6,7 до приблизительно 17,7 концов на один сантиметр). Пряжа/волокна, из которых сформирована тканая ткань, предпочтительно характеризуются значением денье от приблизительно 375 до приблизительно 1300. Результатом является тканая ткань, характеризующаяся массой предпочтительно от приблизительно 5 до приблизительно 19 унций на квадратный ярд (от приблизительно 169,5 до приблизительно 644,1 г/м2) и более предпочтительно от приблизительно 5 до приблизительно 11 унций на квадратный ярд (от приблизительно 169,5 до приблизительно 373,0 г/м2). Примерами таких тканых тканей являются ткани SPECTRA® с артикулами 902, 903, 904, 952, 955 и 960, реализуемые компанией JPS Composite Materials, г. Андерсон, штат Южная Каролина, или другие серийно выпускаемые тканые изделия, изготовленные из волокон SPECTRA®, выпускаемых компанией Honeywell International Inc. Другие иллюстративные тканые ткани включают ткани, сформированные из тканых материалов с переплетением «рогожка», таких как ткань SPECTRA® с артикулом 912. Примерами таких тканых тканей на основе арамидных волокон являются ткани KEVLAR® с артикулами 704, 705, 706, 708, 710, 713, 720, 745 и 755, реализуемые компанией DuPont, и ткани TWARON® с артикулами 5704, 5716 и 5931, серийно выпускаемые компанией Kolon Industries, Inc.
Вязаные матерчатые конструкции являются конструкциями, состоящими из соединенных между собой петель, при этом основными типами таких конструкций являются трикотажные конструкции, рашелевые трикотажные конструкции, сетчатые конструкции и ориентированные вязаные конструкции. В связи с природой петельчатой структуры трикотажные изделия из первых трех категорий не подходят, так как они не полностью используют преимущества прочности волокна. Однако в ориентированных вязаных конструкциях используются прямые проложенные текстильные нити (пряжа), удерживаемые на месте группой образующих переплетение петель с низким значением денье. Текстильные нити являются абсолютно прямыми без извитости, имеющей место в тканых тканях, в виду рисунка переплетения указанных текстильных нитей (пряжи). Эти проложенные текстильные нити (пряжа) могут быть ориентированы в моноаксиальном, биаксиальном или мультиаксиальном направлений в зависимости от разработанных требований. Предпочтительно, чтобы специализированное вязальное оборудование, используемое для прокладывания несущих текстильных нитей (пряжи), позволяло избежать прокалывания текстильных нитей.
Хотя это не является обязательным, волокна тканых тканей или вязаных тканей могут быть покрыты полимерным вяжущим для того, чтобы способствовать объединению нескольких слоев тканой/вязаной ткани или объединению с другими ткаными/вязаными или неткаными композитами согласно настоящему изобретению. Как правило, процессы переплетения или вязания тканей осуществляют перед покрытием волокон необязательным полимерным вяжущим, при котором ткани пропитывают вяжущим. Альтернативно, несколько тканых тканей могут быть соединены друг с другом при помощи способов трехмерного ткачества, например, путем переплетения основных и уточных нитей, как по горизонтали, так и по вертикали, с образованием стопки тканых тканей. Множество тканых тканей могут также быть прикреплены друг к другу при помощи других средств, например, при помощи приклеивания с использованием промежуточной адгезивной пленки, расположенной между тканями, механического прикрепления с использованием сшивания тканей/иглопробивания тканей в направлении по оси z или их сочетания. Покрытие или пропитывание тканых тканей полимерным вяжущим материалом или нанесение промежуточной адгезивной пленки между слоями тканой ткани также является необязательным при использовании способов трехмерного ткачества. Аналогичные технологии могут быть использованы для объединения множества вязаных тканей.
Наиболее предпочтительно, тканый композит согласно настоящему изобретению формируют путем пропитывания/покрытия множества индивидуальных слоев тканой ткани полимерным вяжущим, после чего укладывают множество пропитанных тканей друг на друга таким образом, чтобы они имели по существу одинаковую протяженность в пространстве, а затем осуществляют объединение указанной стопки с образованием однослойной структуры путем скрепления с низким давлением или формования с высоким давлением. Как правило, такой тканый композит будет включать от приблизительно 2 до приблизительно 100 таких слоев тканой ткани, более предпочтительно от приблизительно 2 до приблизительно 85 слоев и наиболее предпочтительно от приблизительно 2 до приблизительно 65 слоев тканой ткани. Аналогичные технологии и предпочтительные параметры могут быть применены для объединения множества вязаных тканей.
Нетканый композит согласно настоящему изобретению может быть сформирован при помощи стандартных способов, известных из области техники. Например, согласно предпочтительному способу формирования нетканых тканей множество волокон располагают по меньшей мере в одном массиве, как правило, располагают в качестве полотна на основе волокон, содержащего множество волокон, выровненных по существу в параллельном, однонаправленном массиве. В типичном процессе пучки волокон подают из катушечной рамки и далее через направляющие и одну или несколько планок раскладочной машины в придающий параллельность гребень. За этим, как правило, следует покрытие волокон полимерным вяжущим материалом. Как правило, пучок волокон будет содержать от приблизительно 30 до приблизительно 2000 отдельных волокон. Планки раскладочной машины и придающий параллельность гребень распределяют находящиеся в пучке волокна так, чтобы расположить их параллельно в одной плоскости. В результате идеального распределения волокон отдельные нити или отдельные волокна будут расположены рядом друг с другом в одной плоскости, формируя по существу однонаправленный, параллельный массив волокон без взаимного перекрытия волокон. Аналогично тканым тканям, одиночный пласт тканой ткани предпочтительно характеризуется плотностью, составляющей от приблизительно 15 до приблизительно 55 концов волокон/пряжи на один дюйм (от приблизительно 5,9 до приблизительно 21,6 концов на один сантиметр), и более предпочтительно от приблизительно 17 до приблизительно 45 концов на один дюйм (от приблизительно 6,7 до приблизительно 17,7 концов на один сантиметр). Нетканая ткань из двух пластов с ориентацией 0°/90° будет характеризоваться наличием одинакового количества концов волокон/пряжи на один дюйм в обоих направлениях. Пряжа/волокна, из которых сформированы нетканые пласты, предпочтительно также характеризуются значением денье от приблизительно 375 до приблизительно 1300.
Затем, если волокна были покрыты, обычно осуществляют сушку покрытия, за которой следует формирование из покрытых волокон одиночного пласта, характеризующегося желаемой длиной и шириной. Непокрытые волокна могут быть связаны друг с другом при помощи адгезивной пленки, нагревания или любого другого известного способа для формирования одиночного пласта. Затем несколько таких нетканых одиночных пластов укладывают друг на друга таким образом, чтобы они были одинаковыми по протяженности в пространстве, и объединяют друг с другом.
Наиболее типично слои на основе нетканой ткани включат в себя от 1 до приблизительно 6 пластов, при этом они могут включать в себя от приблизительно 10 до приблизительно 20 пластов, что может быть желательно для некоторых практических применений. Большее количество пластов увеличивает устойчивость к воздействию пуль и осколков, но также увеличивает массу. Как правило, такой нетканый композит будет включать от приблизительно 2 до приблизительно 100 таких слоев ткани, более предпочтительно от приблизительно 2 до приблизительно 85 слоев и наиболее предпочтительно от приблизительно 2 до приблизительно 65 слоев нетканой ткани. Количество слоев в каждом из первого композита, второго композита и любых дополнительных композитов может отличаться или быть одинаковым, при этом слои могут характеризоваться любыми подходящими значениями толщины.
Как известно из уровня техники, превосходная устойчивость к воздействию пуль и осколков обеспечивается тогда, когда индивидуальные пласты на основе волокон, которые уложены друг на друга таким образом, чтобы они были одинаковыми по протяженности в пространстве, перекрещены так, чтобы однонаправленные волокна в каждом волокнистом слое характеризовались таким продольным направлением, которое не параллельно продольному направлению волокон каждого соседнего пласта. Более предпочтительно, пласты на основе волокон располагают ортогонально под углами 0° и 90°, но соседние пласты могут быт выровнены фактически под любым углом от приблизительно 0° до приблизительно 90° относительно продольной ориентации волокон другого пласта. Например, нетканая конструкция из пяти пластов может содержать пласты, расположенные под углами 0°/45°/90°/45°/0°, или под другими углами. Примеры выравнивания однонаправленных пластов под разными углами раскрыты, например, в патентах США №№4,457,985; 4,748,064; 4,916,000; 4,403,012; 4,623,574; и 4,737,402, каждый из которых ссылкой включен в настоящий документ в степени, согласующейся с настоящим. Как правило, волокна в соседних пластах будут ориентированы под углом от 45° до 90°, предпочтительно от 60° до 90°, более предпочтительно от 80° до 90° и наиболее предпочтительно приблизительно 90° относительно друг друга, при этом углы ориентации волокон в расположенных через один слоях предпочтительно по существу одинаковы.
Согласно предпочтительному варианту осуществления предпочтительно, чтобы однонаправленные волокна в каждом волокнистом пласту первого композита были ориентированы под углом 90° или приблизительно 90° относительно продольного направления волокон в каждом соседнем пласту указанного первого композита, и однонаправленные волокна в каждом волокнистом пласту второго композита были ориентированы под углом 90° или приблизительно 90° относительно продольного направления волокон в каждом соседнем пласту указанного второго композита. Аналогичная конфигурация является предпочтительной индивидуально для каждого дополнительного композита согласно настоящему изобретению.
Хотя описанные выше структуры с ориентациями 0°/90° являются предпочтительными для изготовления каждого индивидуального композита, в мультикомпозитном пуленепробиваемом материале согласно настоящему изобретению, содержащем несколько композитов, продольное направление волокон в каждом пласту одного композита должно характеризоваться углом, отличающимся от угла продольного направления волокон в каждом пласту каждого соседнего композита. В частности, продольное направление волокон в каждом пласту первого композита отличается от продольного направления волокон в каждом пласту второго композита, и продольное направление волокон в каждом пласту первого композита совпадает или отличается от продольного направления волокон в каждом пласту третьего композита. Изменение ориентации волокон каждого композита относительно соседних композитов обеспечивает дополнительную жесткость, что, в свою очередь, снижает запреградную травму без снижения эффективности сопротивления проникновению пуль и осколков. Как продемонстрировано в примерах, каждый из первого композита, второго композита и необязательного третьего композита (а также любых дополнительных композитов) может включать группы подслоев, которые входят в состав соответствующих композитов, при этом продольные направления волокон пластов на основе волокон, входящих в состав одного или нескольких композитов, могут проходить под несколькими различными углами относительно друг друга. Этот тип варианта осуществления представляет особый интерес для гибридных изделий, при создании которых в одно изделие объединяют, например, один или несколько композитов на основе арамида и один или несколько композитов на основе полиэтилена.
Это отличие в продольных ориентациях волокон может фактически быть равно любому углу от приблизительно 0° до приблизительно 90° (или от 90° до 180 в зависимости от способа измерения). Согласно предпочтительному варианту осуществления настоящего изобретения, предусматривающему наличие двух композитов, первый композит и второй композит прикреплены друг к другу так, чтобы внешний пласт первого композита был прикреплен к внешнему пласту второго композита, при этом продольное направление волокон во внешнем пласту первого композита проходит под углом от 22,5° до 112,5° относительно продольного направления волокон во внешнем пласту второго композита. Согласно другому варианту осуществления первый композит и второй композит прикреплены друг к другу так, чтобы внешний пласт первого композита был прикреплен к внешнему пласту второго композита, при этом продольное направление волокон во внешнем пласту первого композита проходит под углом от 45,0° до 135,0° относительно продольного направления волокон во внешнем пласту второго композита. Согласно еще одному варианту осуществления первый композит и второй композит прикреплены друг к другу так, чтобы внешний пласт первого композита был прикреплен к внешнему пласту второго композита, при этом продольное направление волокон во внешнем пласту первого композита проходит под углом от 67,5° до 157,5° относительно продольного направления волокон во внешнем пласту второго композита. Продольная ориентация волокон в указанных внешних пластах предпочтительно по существу совпадает с продольной ориентацией волокон в каждом расположенном через один пласту на основе волокон (т.е. в каждом четном пласту или каждом нечетном пласту) внутри одного и того же композита.
Каждый из первого композита, второго композита и любых дополнительных композитов согласно настоящему изобретению может быть идентичным по химическому составу с другими композитами или отличаться по химическому составу от одного или нескольких других композитов. Согласно одному варианту осуществления волокна и полимерное вяжущее, образующие первый композит, по химическому составу идентичны соответственно волокнам и полимерному вяжущему, образующим второй композит. Например, каждый композит может содержать волокна на основе полиэтилена с продолжительной углеродной цепью, покрытые полиуретановым вяжущим. Согласно другом варианту осуществления волокна и полимерное вяжущее, образующие первый композит, по химическому составу отличаются соответственно от волокон и полимерного вяжущего, образующих второй композит. Например, первый композит может содержать волокна на основе полиэтилена с продолжительной углеродной цепью, покрытые полиуретановым вяжущим, а второй композит может содержать арамидные волокна, покрытые полиуретановым вяжущим.
Согласно варианту осуществления изделия, в состав которого входят три композита (первый композит/второй композит/третий композит), волокна и полимерное вяжущее, образующие первый композит, по химическому составу идентичны соответственно волокнам и полимерному вяжущему, образующим второй композит и третий композит. Согласно другому варианту осуществления изделия, в состав которого входят три композита (первый композит/второй композит/третий композит), волокна и полимерное вяжущее, образующие первый и третий композиты, по химическому составу идентичны, при этом они отличаются соответственно от волокон и полимерного вяжущего, образующих второй композит. Согласно еще одному варианту осуществления изделия, в состав которого входят три композита (первый композит/второй композит/третий композит), каждый композит образован из различных волокон и различных полимерных вяжущих материалов.
Согласно другим вариантам осуществления волокна, входящие в состав каждого композита, могут быть идентичными, при этом полимерные вяжущие могут отличаться друг от друга. Например, каждый из первого и второго композитов могут содержать волокна на основе полиэтилена с продолжительной углеродной цепью, при этом первый композит (предпочтительно расположенный с внешней стороны пуленепробиваемого материала) содержит высокомодульный полимерный вяжущий материал, а второй композит (расположенный позади первого композита) содержит низкомодульный полимерный вяжущий материал. Согласно одному предпочтительному варианту осуществления первый композит характеризуется значением модуля упругости при изгибе, которое по меньшей мере приблизительно на 15% превышает значение модуля упругости при изгибе второго композита или более предпочтительно на 25% превышает значение модуля упругости при изгибе второго композита.
Предпочтительно все композиты в пуленепробиваемом материале индивидуально характеризуются одинаковым типом структуры ткани (например, характеризуются тканой, вязаной или нетканой структурой). Альтернативно, может иметь место комбинирование различных типов тканей с образованием гибридной конструкции. Согласно одному предпочтительному варианту осуществления все слои волокон в каждом композите представляют собой нетканые ткани. Согласно другому предпочтительному варианту осуществления все слои волокон в каждом композите представляют собой нетканые ткани, содержащие только однонаправленные волокна. Согласно другому предпочтительному варианту осуществления все слои волокон в каждом композите представляют собой нетканые ткани, содержащие только однонаправленные волокна. Согласно еще одному варианту осуществления все слои волокон в первом композите представляют собой нетканые ткани, содержащие только однонаправленные волокна, а все слои волокон во втором композите представляют собой тканые ткани. Согласно еще одному варианту осуществления все слои волокон в первом композите представляют собой тканые ткани, а все слои волокон во втором композите представляют собой нетканые ткани, содержащие только однонаправленные волокна. В изделии, состоящем из трех композитов (первый композит/второй композит/третий композит), первый и третий композит предпочтительно характеризуются одинаковой конструкцией, а расположенный между ними второй композит может характеризоваться другой конструкцией.
Согласно еще одним вариантам осуществления некоторые композиты могут содержать большее количество полимерного вяжущего, чем другие композиты, или некоторые композиты могут содержать полимерное вяжущее, тогда как другие композиты не содержат полимерного вяжущего (т.е. не содержат матрицы). Согласно одному особо предпочтительному варианту осуществления изделия, в состав которого входят два композита, содержание полимерного вяжущего во втором композите превышает содержание вяжущего первого композита. Согласно этому варианту осуществления будет иметь место увеличение жесткости второго композита для снижения запреградной травмы.
Тип и количество слоев на основе волокон также влияет на поверхностную плотность композитов, при этом количество слоев, входящих в состав каждого композита, будет варьировать в зависимости от желаемого конечного использования готового пуленепробиваемого изделия. Например, в бронежилетах для военного применения, чтобы сформировать изделие, которое характеризуется поверхностной плотностью 1,0 фунт/фут2 (фунт на кв. фут) (4,88 кг/м2), могут потребоваться всего 22 индивидуальных слоя, состоящие из двух пластов (например, с ориентацией 0°/90°), или 22 тканых или вязаных тканей, сформированных из высокопрочных волокон, описанных в настоящем документе. Как известно в данной области техники, минимальные уровни стойкости индивидуальной бронезащиты к воздействию пуль и осколков для военного использования приведены в классах защиты по стандарту Национального Института Юстиции.
Каждый композит согласно настоящему изобретению имеет поверхностную плотность по меньшей мере 100 г/м2, предпочтительно имеет поверхностную плотность по меньшей мере 200 г/м2 и более предпочтительно имеет поверхностную плотность по меньшей мере 976 г/м2. Более предпочтительно, каждый из первого композита, второго композита и каждого дополнительного композита характеризуется поверхностной плотностью по меньшей мере 4000 г/м2 (4,0 кг/м2) (приблизительно 0,82 фунта на кв. фут). Согласно предпочтительным вариантам осуществления при объединении первого композита, второго композита и любых дополнительных композитов получают пуленепробиваемый материал, который характеризуется общей поверхностной плотностью, составляющей от приблизительно 0,2 фунта на кв. фут (0,976 кг/м2) до приблизительно 8,0 фунтов на кв. фут (39,04 кг/м2), более предпочтительно от приблизительно 0,3 фунта на кв. фут (1,464 кг/м2) до приблизительно 6,0 фунтов на кв. фут (29,28 кг/м2), более предпочтительно от приблизительно 0,5 фунта на кв. фут (2,44 кг/м2) до приблизительно 5,0 фунтов на кв. фут (24,4 кг/м2), предпочтительней от приблизительно 0,5 фунта на кв. фут (2,44 кг/м2) до приблизительно 3,5 фунта на кв. фут (17,08 кг/м2), предпочтительней от приблизительно 1,0 фунта на кв. фут (4,88 кг/м2) до приблизительно 3,0 фунтов на кв. фут (14,64 кг/м2) и наиболее предпочтительно от приблизительно 1,5 фунтов на кв. фут (7,32 кг/м2) до приблизительно 3,0 фунтов на кв. фут (14,64 кг/м2). Согласно наиболее предпочтительным вариантам осуществления настоящего изобретения при объединении первого композита, второго композита и любых дополнительных композитов получают пуленепробиваемый материал, который характеризуется общей поверхностной плотностью, составляющей 1,62 фунта на кв. фут (7,9056 кг/м2) или более, предпочтительней 1,63 фунтов на кв. фут (7,9544 кг/м2) или более, еще более предпочтительно 1,64 фунтов на кв. фут (8,0032 кг/м2) или более, и наиболее предпочтительно 1,65 фунтов на кв. фут (8,052 кг/м2) или более.
Во время использования первый композит предпочтительно располагают так, чтобы он находился с внешней стороны пуленепробиваемого материала, т.е. поражающий элемент первым столкнется с указанным композитом. Согласно другим вариантам осуществления любой из второго композита, третьего композита или дополнительных композитов может быть расположен так, чтобы он находился с внешней стороны, но наиболее предпочтительно, чтобы первый композит являлся композитом внешней стороны. Для того чтобы обеспечить максимальную устойчивость к возникновению изнаночной деформации, когда первый композит расположен в качестве композита внешней стороны, первый композит должен характеризоваться значением поверхностной плотности, составляющим более 50% от значения общей поверхностной плотности первого композита и второго композита. Если пуленепробиваемый материал содержит более двух композитов, значение поверхностной плотности первого композита составляет более 50% от общей поверхностной плотности всех композитов, входящих в состав материала. Согласно одному варианту осуществления значение поверхностной плотности первого композита составляет более приблизительно 60% от общей поверхностной плотности всех композитов, входящих в состав материала. Согласно другому варианту осуществления значение поверхностной плотности первого композита составляет более приблизительно 70% от общей поверхностной плотности всех композитов, входящих в состав материала. Согласно наиболее предпочтительным вариантам осуществления, предусматривающим наличие двух композитов, поверхностная плотность первого композита составляет от приблизительно 60% до приблизительно 75% обшей поверхностной плотности первого и второго композитов, и поверхностная плотность второго композита составляет от приблизительно 25% до приблизительно 40% от общей поверхностной плотности первого и второго композитов. Согласно другому варианту осуществления поверхностная плотность первого композита может быть равна поверхностной плотности второго композита, предпочтительно когда в состав пуленепробиваемого изделия входит по меньше мере один третий композит. В предпочтительном изделии, состоящем из трех композитов (первый композит/второй композит/третий композит), суммарная поверхностная плотность первого и третьего композитов составляет от приблизительно 60% до приблизительно 75% от общей поверхностной плотности изделия, а поверхностная плотность второго композита составляет от приблизительно 25% до приблизительно 40% от общей поверхностной плотности.
Согласно особо предпочтительной конфигурации, предусматривающей наличие двух композитов, поверхностная плотность первого композита составляет приблизительно 75% от общей поверхностной плотности, а поверхностная плотность второго композита составляет приблизительно 25% от общей поверхностной плотности. Согласно другой особо предпочтительной конфигурации, предусматривающей наличие двух композитов, поверхностная плотность первого композита составляет приблизительно 63% от общей поверхностной плотности, а поверхностная плотность второго композита составляет приблизительно 37% от общей поверхностной плотности. Согласно особо предпочтительной конфигурации, предусматривающей наличие трех композитов (первый композит/второй композит/третий композит), суммарная поверхностная плотность первого и третьего композитов составляет приблизительно 75% от общей поверхностной плотности изделия, а поверхностная плотность второго композита составляет приблизительно 25% от общей поверхностной плотности. Согласно другой особо предпочтительной конфигурации, предусматривающей наличие трех композитов (первый композит/второй композит/третий композит), суммарная поверхностная плотность первого и третьего композитов составляет приблизительно 63% от общей поверхностной плотности изделия, а поверхностная плотность второго композита составляет приблизительно 37% от общей поверхностной плотности. Эти конфигурации являются особенно предпочтительными, так как они сочетают в себе превосходную устойчивость к проникновению пуль и осколков и максимальную устойчивостью к возникновению изнаночной деформации.
Толщина каждого композита будет соответствовать толщине отдельных волокон и количеству слоев/пластов на основе волокон, включенных в состав композита. Например, предпочтительная тканая ткань/вязаная ткань будет характеризоваться предпочтительной толщиной от приблизительно 25 мкм. до приблизительно 600 мкм на каждый пласт/слой, более предпочтительно от приблизительно 50 мкм до приблизительно 385 мкм и наиболее предпочтительно от приблизительно 75 мкм до приблизительно 255 мкм на каждый пласт/слой. Предпочтительный композит из двух пластов нетканой ткани будет характеризоваться предпочтительной толщиной от приблизительно 12 мкм до приблизительно 600 мкм, более предпочтительно от приблизительно 50 мкм до приблизительно 385 мкм и наиболее предпочтительно от приблизительно 75 мкм до приблизительно 255 мкм.
Когда композиты формируют индивидуально, стандартные условия, известные в данной области техники, используют для объединения индивидуальных пластов/слоев с образованием однослойных композитных структур. Как указано выше, объединение без давления или с использованием небольшого давления, как правило, именуют в данной области техники «скреплением» («отверждением»), а объединение с использованием высокого давления, как правило, именуют «формованием», при этом эти термины часто используют взаимозаменяемо. Каждую стопку из перекрывающихся нетканых пластов на основе волокон, слоев тканой ткани или слоев вязаной ткани объединяют под воздействием нагревания и давления или путем склеивания покрытий индивидуальных пластов на основе волокон для того, чтоб сформировать однослойный, монолитный элемент. Способы скрепления пластов/слоев на основе волокон для формирования сложных композитов являются широко известными, например, способы, раскрытые в патенте США №6,642,159. Скрепление может произойти посредством сушки, охлаждения, нагревания, прикладывания давления или их сочетания. Тепловое воздействие и/или прикладывание давления могут быть необязательными, так как волокна или слои ткани могут быть просто склеены, например, при помощи процесса влажного ламинирования. Скрепление может быть осуществлено при значениях температуры от приблизительно 50°С до приблизительно 175°С, предпочтительно от приблизительно 105°С до приблизительно 175°С, а также значениях давления, составляющих от приблизительно 5 индикаторных фунтов на кв. дюйм (0,034 МПа) до приблизительно 2500 индикаторных фунтов на кв. дюйм (17 МПа), за период от приблизительно 0,01 секунды до приблизительно 24 часов, предпочтительно от приблизительно 0,02 секунды до приблизительно 2 часов. Вполне возможно, что в процессе нагревания полимерное вяжущее покрытие может стать липким или текучим без полного плавления. Тем не менее, как правило, если полимерный вяжущий материал полностью расплавился, то относительно небольшое давление необходимо для формирования композита, но если вяжущий материал нагрет только до температуры, при которой он становится липким, то обычно потребуется большее давление. Как известно в данной области техники, скрепление может, быть осуществлено посредством группы каландровых валов, ламинатора с плоской платформой, пресса или автоклава. Скрепление может быть также выполнено путем вакуумного формования материала в форме, в которой создано разряжение. Технология вакуумного формования является хорошо известной в области техники. Наиболее часто, множество волокнистых полотен с ортогональным расположением волокон «склеивают» друг с другом при помощи вяжущего полимера, а затем пропускают через ламинатор с плоской платформой для улучшения равномерности и прочности склеивания. Кроме того, стадии скрепления и нанесения полимера/связывания могут представлять собой две отдельные стадии или одну стадию скрепления/ламинирования.
Альтернативно, скрепление может быть осуществлено при помощи формования с определенными значениями температуры и давления в подходящих установках для формования. Как правило, формование осуществляют при давлении от приблизительно 50 фунтов на кв. дюйм (344,7 кПа) до приблизительно 5000 фунтов на кв. дюйм (34470 кПа), более предпочтительно от приблизительно 100 фунтов на кв. дюйм (689,5 кПа) до приблизительно 3000 фунтов на кв. дюйм (20680 кПа), наиболее предпочтительно от приблизительно 150 фунтов на кв. дюйм (1034 кПа) до приблизительно 1500 фунтов на кв. дюйм (10340 кПа). Формование может альтернативно быть проведено при более высоких значениях давления, составляющих от приблизительно 5000 фунтов на кв. дюйм (34470 кПа) до приблизительно 15000 футов на кв. дюйм (103410 кПа), более предпочтительно от приблизительно 750 фунтов на кв. дюйм (5171 кПа) до приблизительно 5000 фунтов на кв. дюйм, и более предпочтительно от приблизительно 1000 фунтов на кв. дюйм до приблизительно 5000 фунтов на кв. дюйм. Стадия формования может занимать от приблизительно 4 секунд до приблизительно 45 минут. Предпочтительные значения температуры формования составляют от приблизительно 200°F (~93°С) до приблизительно 350°F (~177°С), более предпочтительно от приблизительно 200°F до приблизительно 300°F и наиболее предпочтительно от приблизительно 200°F до приблизительно 280°F. Значение давления, при котором осуществляют формование слоев на основе волокон, напрямую влияет на жесткость или гибкость полученного в результате формованного продукта. В частности, чем выше давление, при котором осуществляю формование, тем выше жесткость и vice-versa. Дополнительно к давлению формования на жесткость композитов также непосредственное влияние оказывают количество, толщина и состав пластов на основе волокон, а также тип полимерного вяжущего покрытия.
Хотя описанные в настоящем документе технологии формования и скрепления подобны друг другу, каждый процесс является отличным. В частности, формование представляет собой периодический процесс, а скрепление, как правило, представляет собой непрерывный процесс. Кроме того, формование, как правило, предусматривает использование пресс-формы, такой как фасонная пресс-форма или пресс-форма с двумя сопрягаемыми формами при формировании плоской панели, и необязательно приводит к получению плоского изделия. Обычно процесс скрепления осуществляют в ламинаторе с плоской платформой, при помощи группы каландровых валов или как влажное ламинирование для получения тканей для мягкой (гибкой) индивидуальной бронезащиты. Формование, как правило, используют для изготовления твердой бронезащиты, например, жестких плит. В любом из процессов подходящие значения температуры, давления и времени, как правило, зависят от типа материалов полимерного вяжущего покрытия, содержания полимерного вяжущего, используемого процесса, а также типа волокон.
Затем первый композит, второй композит и любые дополнительные композиты прикрепляют друг к другу. К пригодным технологиям для объединения композитов относятся технологии скрепления или формования, описанные ранее, которые предусматривают укладывание композитов в ламинатор с плоской платформой, пресс или автоклав с последующим объединением. Когда композиты изготовлены с использованием полимерного вяжущего материала, указанный материал может служить в качестве адгезива для связывания композитов друг с другом. Альтернативно, независимо от наличия в составе композитов вяжущего материала, указанные композиты могут быть прикреплены друг к другу при помощи отдельного адгезива. Подходящие адгезивы включают, кроме прочего, эластомерные материалы, такие, как полиэтилен, сшитый полиэтилен, сульфохлорированный полиэтилен, сополимеры этилена, полипропилен, сополимеры пропилена, полибутадиен, полиизопрен, натуральный каучук, сополимеры этилена и пропилена, тройные сополимеры этилена, пропилена и диена, полисульфидные полимеры, полиуретановые эластомеры, полихлоропрен, пластифицированный поливинилхлорид, для пластификации которого используют один или несколько пластификаторов, которые хорошо известны из уровня техники (такие как диоктилфталат), эластомеры бутадиена и акрилонитрила, поли(сополимер изобутилена и изопрена), полиакрилаты, полиэстеры, ненасыщенные полиэстеры, полиэфиры, фторэластомеры, кремнийорганические эластомеры, сополимеры этилена, термопластичные эластомеры, фенольные смолы, полибутирали, эпоксидные полимеры, стирольные блок-сополимеры, например, типа стирол-изопрен-стирол или типа стирол-бутандиен-стирол, и другие подходящие адгезивные композиции, широко известные из уровня техники. Чрезвычайно предпочтительные адгезивы содержат метакрилатные адгезивы, цианакрилатные адгезивы, адгезивы, закрепляющиеся под действием УФ-излучения, уретановые адгезивы, эпоксидные адгезивы и смеси приведенных выше материалов. Среди них предпочтительным является адгезив, содержащий полиуретановый термопластичный адгезив, в частности, смесь одного или нескольких полиуретановых термопластиков с одним или нескольким другими термопластичными полимерами. Наиболее предпочтительно адгезив представляет собой алифатический полиуретан на полиэстеровой основе. Такие адгезивы могут быть нанесены, например, в форме расплава, пленки, пасты или аэрозоля, или в качестве двухкомпонентного жидкого адгезива.
Другие подходящие средства для прямого прикрепления элементов включают, кроме прочего, сшивание, а также крепление болтами или винтами таким образом, чтобы их поверхности контактировали друг с другом. Согласно предпочтительному варианту осуществления композиты прикрепляют друг к другу при помощи адгезива, а также укрепляют в направлении оси z при помощи стандартных способов иглопробивания. Использование обоих средств соединения увеличит прочность на расслаивание композитов, что будет способствовать более высокой жесткости и снижению запреградной травмы.
Кроме того, в объем настоящего изобретения входит вариант осуществления, согласно которому индивидуальные слои каждого индивидуального композита могут быть оставлены нескрепленными, при этом последующее скрепление/формование изделия, содержащего множество нескрепленных секций композитов, осуществляют в ходе одной стадии. Согласно этому варианту осуществления каждая из индивидуальных секций может необязательно быть сшита с другими секциями для того, чтобы сохранить их целостность перед единой стадией скрепления/формования.
Композиты согласно настоящему изобретению могут также необязательно содержать один или несколько термопластичных полимерных слоев, прикрепленных к одной или обеим внешним поверхностям указанных композитов. Подходящие полимеры для термопластичного полимерного слоя включают, кроме прочего, полиолефины, полиамиды, сложные полиэфиры (в частности, полиэтилентерефталат (ПЭТ) и сополимеры ПЭТ), полиуретаны, винилполимеры, сополимеры этилена и винилового спирта, этилен-октановые сополимеры, сополимеры акрилонитрила, акриловые полимеры, виниловые полимеры, поликарбонаты, полистиролы, фторполимеры и т.п., а также их сополимеры и смеси, включая этиленвинилацетат (ЭВА) и сополимер этилена и акриловой кислоты. Кроме того, пригодны полимеры на основе природных и синтетических каучуков. При этом наиболее предпочтительными являются слои на основе полиолефинов и полиамидов. Предпочтительным полиолефином является полиэтилен. Неограничивающими примерами пригодных полиэтиленов являются полиэтилен низкой плотности (ПЭНП), линейный полиэтилен низкой плотности (ЛПЭНП), полиэтилен средней плотности (ПЭСП), линейный полиэтилен средней плотности (ЛПЭСП), линейный полиэтилен очень низкой плотности (ЛПЭОНП), линейный полиэтилен ультра низкой плотности (ЛПЭУНП), полиэтилен высокой плотности (ПЭВП) и их сополимеры и смеси. Кроме того, пригодными являются полиамидные полотна SPUNFAB®, серийно выпускаемые компанией Spunfab, Ltd., г. Каяхога-Фолс, штат Огайо (товарный знак, зарегистрированный на Keuchel Associates, Inc.), а также полотна, сети и пленки THERMOPLAST™ и HELIOPLAST™, серийно выпускаемые компанией, Protechnic S.A., Серне, Франция.
Любые термопластичные полимерные слои предпочтительно являются очень тонким, при этом предпочтительные значения толщины слоя составляют от приблизительно 1 мкм до приблизительно 250 мкм, более предпочтительно от приблизительно 5 мкм до приблизительно 25 мкм и наиболее предпочтительно от приблизительно 5 мкм до приблизительно 9 мкм. Предпочтительно применяют несплошные полотна, такие как нетканые полотна SPUNFAB®, характеризующиеся плотностью 6 грамм на кв. метр (г/м2). Хотя такие значения толщины являются предпочтительными, следует понимать, что другие значения толщины могут быть получены для удовлетворения конкретных потребностей, что также попадает под объем настоящего изобретения.
Такие термопластичные полимерные слои могут быть связаны с поверхностями композита с использованием хорошо известных технологий, таких как термическое ламинирование. Обычно ламинирование осуществляют посредством укладки друг на друга отдельных слоев при значениях температуры и давлении, которые достаточны для обеспечения объединения слоев с образованием цельной структуры. Ламинирование может быть осуществлено при значениях температуры от приблизительно 95°С до приблизительно 175°С, предпочтительно от приблизительно 105°С до приблизительно 175°С, при значениях давления от приблизительно 5 индикаторных фунтов на кв. дюйм (0,034 МПа) до приблизительно 100 индикаторных фунтов на кв. дюйм (0,69 МПа) за период от приблизительно 5 секунд до приблизительно 36 часов, предпочтительно от 30 секунд до приблизительно 24 часов. Такие термопластичные полимерные слои альтернативно могут быть связаны с поверхностями композита при помощи волокон на основе клея для горячего склеивания или термоплавкого клея, что будет понятно специалисту в данной области техники.
Пуленепробиваемые изделия согласно настоящему изобретению хорошо подходят для любого применения, связанного с индивидуальной бронезащитой, которой должна быть присуща небольшая изнаночная деформация, т.е. оптимальное сопротивление запредельному действию пуль, включая гибкие, мягкие пуленепробиваемые изделия, а также жесткие, твердые пуленепробиваемые изделия, и для защиты транспортных средств и структурных элементов, таких как стены зданий. Во время использования пуленепробиваемые изделия согласно настоящему изобретению должны быть ориентированы так, чтобы первый композит находился с внешней стороны изделия.
Для иллюстрации настоящего изобретения служат приведенные ниже примеры.
Примеры
Осуществляли баллистические испытания различных мультикомпозитных изделий для определения влияния состава композитного материала и ориентации слоев на основе волокон на устойчивость к проникновению пуль и осколков (V50) и характеристики изнаночной деформации. Изготовили семнадцать различных конфигураций композитных изделий, которые характеризуются различными сочетаниями армированных полиэтиленовыми волокнами композитов и армированных арамидными волокнами композитов, при этом каждая конфигурация характеризуется различными пропорциями каждого типа композита, и каждому типу композита присущи различные ориентации слоев на основе волокон.
Каждый армированный полиэтиленовыми волокнами слой композита изготовили из четырех перекрестных нетканых пластов на основе полиэтиленовых волокон с конфигурацией 0°/90°/0°/90°, при этом волокна в соседних пластах ориентированы продольно под углом 90° (или приблизительно 90°) друг к другу и скреплены в монолитный слой (т.е. 0°/90°/0°/90° или 90°/0°/90°/0°). Каждый пласт индивидуально сформировали из массива однонаправленных, параллельных полиэтиленовых волокон, покрытых полиуретановым вяжущим. Удельная прочность полиэтиленовых волокон составляла 37 г/денье, и содержание смолы в каждом пласту на основе волокон составляло приблизительно 16%. Полиуретановое вяжущее имело запатентованный состав. Волокна и вяжущее, используемые для изготовления каждого из пластов, входящих в состав каждого из армированных полиэтиленовыми волокнами композитов, были одинаковым.
Каждый армированный арамидными волокнами слой композита изготовили из четырех перекрестных нетканых пластов на основе арамидных волокон с конфигурацией 0°/90°/0°/90°, при этом волокна в соседних пластах ориентированы продольно под углом 90° (или приблизительно 90°) друг к другу и скреплены в монолитный слой (т.е. 0°/90°/0°/90° или 90°/0°/90°/0°). Каждый пласт индивидуально сформировали из массива однонаправленных, параллельных арамидных волокон, покрытых полиуретановым вяжущим. Арамидные волокна представляли собой волокна KEVLAR® 129 с линейной плотностью 1000 денье, которые характеризуются удельной прочностью 23 г/денье, и содержание смолы в каждом пласту на основе волокон составляло 18,5%. Полиуретановое вяжущее представляло собой анионную, алифатическое полиуретановое вяжущее на основе сложных эфиров. Волокна и вяжущее, используемые для изготовления каждого из пластов, входящих в состав второго композита, были одинаковым.
Для формирования индивидуальных слоев пласты складывали в стопку друг на друга таким образом, чтобы они были одинаковыми по протяженности в пространстве, и скрепляли под воздействием нагревания и давления. Температура скрепления составляла от приблизительно 220°F (104,4°С) до приблизительно 250°F (121,1°С) и давление скрепления составляло приблизительно 100 фунтов на кв. дюйм (689,5 кПа).
Слои каждого типа, необходимые для сборки каждой желаемой конфигурации, предоставили в необходимом количестве в качестве квадратов с ориентацией 0°/90°/0°/90°, при этом указанные квадраты характеризовались длиной 25 дюймов и шириной 25 дюймов. Слои уложили друг на друга в стопку таким образом, чтобы они были одинаковыми по протяженности в пространстве, при этом каждый слой на основе волокон в стопке расположен поверх предыдущего слоя на основе волокон так, чтобы продольная ориентация волокон в каждом пласту на основе волокон изменялась как установлено ниже. Затем множество слоев объединили для формирования монолитного изделия путем формования в прессе с нагреваемыми плитами при давлении 2777 фунтов на кв. дюйм (19,15 МПа) и температуре 280°F (137,77°С) в течение 15 минут, при этом вначале композиты предварительно нагревали до температуры 280°F в течение 10 минут под воздействием лишь контактного давления. Для некоторых конфигураций, которые обозначены ниже, отдельную адгезивную пленку размещали между армированным полиэтиленовыми волокнами композитом и армированным арамидными волокнами композитом для увеличения прочности сцепления. После прессования изделия охлаждали до температуры ниже 100°F (37,8°С), извлекали из пресса, разрезали на четыре квадрата с длиной 12 дюймов и шириной 12 дюймов и подвергали баллистическому испытанию.
Измерение глубины отпечатка
Во время проведения баллистических испытаний желаемая поверхность каждого изделия была расположена в качестве композита внешней стороны, который примет на себя начальный удар поражающего элемента, при этом остальные слои расположены позади композита внешней стороны. Для каждого примера глубину отпечатка измеряли для 9 мм пуль с цельнометаллической оболочкой вокруг носа (FMJ RN) с номинальной массой 124 грана, выстреливаемых со скоростью примерно 1430±30 футов/с. Образцы с размерами 25 дюймов ×25 дюймов изготовили для каждой конфигурации изделия, а затем разрезали на четыре квадрата с размерами 12 дюймов ×12 дюймов и подвергли баллистическому испытанию. Два таких квадрата подвергли испытанию для определения глубины отпечатка под воздействием 9 мм пули, при этом в ходе этого испытания пулю выстреливают в центр четырех квадрантов панели. Соответствующие данные глубины отпечатка приведены в таблице 1 в качестве среднего значения восьми измерений глубины деформирования глины для каждого образца. При измерении данных глубины отпечатка мультикомпозитное изделие было смещено от глиняного блока на расстояние

Измерения величины скорости V50
Для каждого примера величину скорости V50 измеряли для поражающего элемента в форме круглого цилиндра с номинальной массой 16 грана, выстреливаемого со скоростью по меньшей мере приблизительно 3200 футов/с (975,36 м/с). Данные скорости V50 были получены посредством широко известных стандартных технологий, в частности, в соответствии с условиями метода испытаний по стандарту Министерства Обороны США MIL-STD-662F. Два оставшихся образца с размерами 12 дюймов ×12 дюймов для каждой конфигурации изделия подвергли испытанию, позволяющему измерить величину скорости V50 для поражающего элемента в форме прямого кругового цилиндра массой 16 гран. Каждый образец испытали четыре раза и данные скорости V50 занесли в таблицу 2 как среднее всех восьми результатов определения скорости V50.
Измерение расслоения
Данные расслоения, приведенные в таблице 2, относятся к измерению после испытания глубины деформации в направлении назад фактических испытанных панелей, а не глубины вмятины в материале подложки. Это именуется «расслоением», поскольку измеряется не вмятина в глине. Результат измерения расслоения будет меньше результата измерения глубины отпечатка плюс толщина воздушного промежутка
Примеры 1 и 2 (сравнительные)
Конфигурация изделия 1
31 четырехпластовых слоя армированной полиэтиленовыми волокнами ткани, при этом все нечетные пласты характеризовались одинаковой продольной ориентацией волокон, и все четные пласты характеризовались одинаковой продольной ориентацией волокон.
Общая поверхностная плотность конфигурации изделия 1: 1,63 фунт/фут2 (7,95 кг/м2 (килограмм на кв. метр)).
Примеры 3 и 4
Конфигурация изделия 2
(A) 23 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались одинаковой продольной ориентацией волокон, и все четные пласты характеризовались одинаковой продольной ориентацией волокон;
(B) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 22,5° относительно пласта с ориентацией 0° (А), и все четные пласты характеризовались продольной ориентацией волокон 112,5° относительно пласта с ориентацией 0° (А);
(C) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 45,0° относительно пласта с ориентацией 0° (А), и все четные пласты характеризовались продольной ориентацией волокон 135,0° относительно пласта с ориентацией 0° (А);
(D) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 67,5° относительно пласта с ориентацией 0° (А), и все четные пласты характеризовались продольной ориентацией волокон 157,5° относительно пласта с ориентацией 0° (А); и
(E) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 90,0° относительно пласта с ориентацией 0° (А), и все четные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° (А).
Общая поверхностная плотность конфигурации изделия 2: 1,63 фунт/фут2 (7,95 кг/м (килограмм на кв. метр)).
Примеры 5 и 6
Конфигурация изделия 3
(A) Первый композит (композит внешней стороны): 26 четырехпластовых слоев армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались одинаковой продольной ориентацией волокон, и все четные пласты характеризовались одинаковой продольной ориентацией волокон;
(B) второй композит: 8 четырехпластовых слоев армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° композита внешней стороны (А); и
(C) третий композит: 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° композита внешней стороны (А).
Общая поверхностная плотность конфигурации изделия 3: 1,67 фунт/фут2 (8,15 кг/м2 (килограмм на кв. метр)).
Примеры 7-8
Конфигурация изделия 4
(A) Первый композит (композит внешней стороны): 26 четырехпластовых слоев армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались одинаковой продольной ориентацией волокон, и все четные пласты характеризовались одинаковой продольной ориентацией волокон;
(B) второй композит: 8 четырехпластовых слоев армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 45,0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 135,0° относительно пласта с ориентацией 0° композита внешней стороны (А); и
(C) третий композит: 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° композита внешней стороны (А).
Общая поверхностная плотность конфигурации изделия 4: 1,67 фунт/фут2 (8,15 кг/м2 (килограмм на кв. метр)).
Примеры 9 и 10
Конфигурация изделия 5:
(А) первый композит (композит внешней стороны): 26 четырехпластовых слоев армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались одинаковой продольной ориентацией волокон, и все четные пласты характеризовались одинаковой продольной ориентацией волокон;
(B) термопластичная полиуретановая адгезивная пленка толщиной 4 мил, серийно выпускаемая компанией Adhesives Films, Inc., г. Пайн-Брук, штат Нью-Джерси;
(C) второй композит: 8 четырехпластовых слоев армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 45,0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 135,0° относительно пласта с ориентацией 0° композита внешней стороны (А);
(D) термопластичная полиуретановая адгезивная пленка толщиной 4 мил, серийно выпускаемая компанией Adhesives Films, Inc., г. Пайн-Брук, штат Нью-Джерси; и
(С) третий композит: 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° композита внешней стороны (А).
Общая поверхностная плотность конфигурации изделия 5: 1,67 фунт/фут2 (8,15 кг/м2 (килограмм на кв. метр)).
Примеры 11 и 12
Конфигурация изделия 6:
Этот образец был идентичен конфигурации образца 5 за исключением того, что адгезивные пленки, используемые между композитами, были пленками NOLAX® А21.2007 и NOLAX® А21.2017, серийно выпускаемыми компанией Nolax AG, Швейцария. Пленка А21.2007 представляет собой пленку на основе сополимера этилена и винилацетата и расположена вплотную к композиту на основе полиэтилена. Пленка А21.2017 расположена вплотную к композиту на основе арамида. Пленка А21.2017 содержит слой на основе сополимера этилена и винилацетата, совместно экструдированный с полиуретановым слоем. Слой на основе сополимера этилена и винилацетата расположен рядом с пленкой А21.2007, а слой полиуретана расположен рядом с композитом на основе арамида.
Общая поверхностная плотность конфигурации изделия 6: 1,67 фунт/фут2 (8,15 кг/м2 (килограмм на кв. метр)).
Примеры 13 и 14
Конфигурация изделия 7:
(A) первый композит (композит внешней стороны): 26 четырехпластовых слоев армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались одинаковой продольной ориентацией волокон, и все четные пласты характеризовались одинаковой продольной ориентацией волокон;
(B) второй композит:
(i) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 22,5° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 112,5° относительно пласта с ориентацией 0° композита внешней стороны (А);
(ii) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 45,0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 135,0° относительно пласта с ориентацией 0° композита внешней стороны (А);
(iii) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 67,5° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 157,5° относительно пласта с ориентацией 0° композита внешней стороны (А); и
(iv) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 90,0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° композита внешней стороны (А); и
(C) третий композит: 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 112,5° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 22,5° относительно пласта с ориентацией 0° композита внешней стороны (А).
Общая поверхностная плотность конфигурации изделия 7: 1,67 фунт/фут2 (8,15 кг/м (килограмм на кв. метр)).
Примеры 15 и 16
Конфигурация изделия 8:
(A) первый композит (композит внешней стороны):
(i) 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 45,0° относительно пласта с ориентацией 0° (A) (iii), и все четные пласты характеризовались продольной ориентацией волокон 135,0° относительно пласта с ориентацией 0° (A) (iii);
(ii) 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 22,5° относительно пласта с ориентацией 0° (А) (iii), и все четные пласты характеризовались продольной ориентацией волокон 112,5° относительно пласта с ориентацией 0° (A) (iii); и
(iii) 22 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались одинаковой продольной ориентацией волокон, и все четные пласты характеризовались одинаковой продольной ориентацией волокон; и
(B) второй композит: 8 четырехпластовых слоев армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° (A) (iii), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° (A) (iii); и
(C) третий композит: 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° (A) (iii), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° (A) (iii).
Общая поверхностная плотность конфигурации изделия 8: 1,67 фунт/фут2 (8,15 кг/м2 (килограмм на кв. метр)).
Примеры 17 и 18
Конфигурация изделия 9:
(A) первый композит (композит внешней стороны):
(i) 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° (A) (v);
(ii) 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 67,5° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 157,5° относительно пласта с ориентацией 0° (A) (v);
(iii) 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 45,0° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 135,0° относительно пласта с ориентацией 0° (A) (v);
(iv) 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 22,5° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 112,5° относительно пласта с ориентацией 0° (A) (v); и
(v) 18 четырехпластовых слоев армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались одинаковой продольной ориентацией волокон, и все четные пласты характеризовались одинаковой продольной ориентацией волокон; и
(B) второй композит: 8 четырехпластовых слоев армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° (A) (v); и
(С) третий композит: 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° (A) (v).
Общая поверхностная плотность конфигурации изделия 9: 1,67 фунт/фут2 (8,15 кг/м2 (килограмм на кв. метр)).
Примеры 19 и 20
Конфигурация изделия 10:
В этом образце первый композит был идентичен первому композиту конфигурации изделия 9 и дополнительно включал следующие композиты, присоединенные после (A)(v):
(В) второй композит:
(i) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 22,5° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 112,5° относительно пласта с ориентацией 0° (A) (v);
(ii) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 45,0° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 135,0° относительно пласта с ориентацией 0° (A) (v);
(iii) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 67,5° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 157,5° относительно пласта с ориентацией 0° (A) (v); и
(iv) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° (А)
(v), и все четные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° (A) (v); и
(С) третий композит: 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 112,5° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 22,5° относительно пласта с ориентацией 0° (A) (v).
Общая поверхностная плотность конфигурации изделия 10: 1,67 фунт/фут2 (8,15 кг/м2 (килограмм на кв. метр)).
Примеры 21 и 22
Конфигурация изделия 11:
(A) первый композит (композит внешней стороны): 22 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались одинаковой продольной ориентацией волокон, и все четные пласты характеризовались одинаковой продольной ориентацией волокон;
(B) второй композит: 11 четырехпластовых слоев армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° композита внешней стороны (А); и
(C) третий композит: 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° композита внешней стороны (А).
Общая поверхностная плотность конфигурации изделия 11: 1,65 фунт/фут2 (8,05 кг/м2 (килограмм на кв. метр)).
Примеры 23 и 24
Конфигурация изделия 12:
(А) первый композит (композит внешней стороны): 22 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались одинаковой продольной ориентацией волокон, и все четные пласты характеризовались одинаковой продольной ориентацией волокон;
(B) второй композит:
(i) 4 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° композита внешней стороны (А); и
(ii) 7 четырехпластовых слоев армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 45,0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 135,0° относительно пласта с ориентацией 0° композита внешней стороны (А); и
(C) третий композит: 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° композита внешней стороны (А).
Общая поверхностная плотность конфигурации изделия 12: 1,65 фунт/фут2(8,05 кг/м2 (килограмм на кв. метр)).
Примеры 25 и 26
Конфигурация изделия 13:
(A) первый композит (композит внешней стороны): 22 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались одинаковой продольной ориентацией волокон, и все четные пласты характеризовались одинаковой продольной ориентацией волокон;
(B) термопластичная полиуретановая адгезивная пленка толщиной 4 мил, серийно выпускаемая компанией Adhesives Films, Inc., г. Пайн-Брук, штат Нью-Джерси;
(C) второй композит:
(i) 4 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° композита внешней стороны (А); и
(ii) 7 четырехпластовых слоев армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 45,0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 135,0° относительно пласта с ориентацией 0° композита внешней стороны (А); и
(D) термопластичная полиуретановая адгезивная пленка толщиной 4 мил, серийно выпускаемая компанией Adhesives Films, Inc., г. Пайн-Брук, штат Нью-Джерси; и
(E) третий композит: 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° композита внешней стороны (А).
Общая поверхностная плотность конфигурации изделия 13: 1,65 фунт/фут2 (8,05 кг/м2 (килограмм на кв. метр)).
Примеры 27 и 28
Конфигурация изделия 14:
(A) первый композит (композит внешней стороны): 22 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались одинаковой продольной ориентацией волокон, и все четные пласты характеризовались одинаковой продольной ориентацией волокон;
(B) второй композит:
(i) 4 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° композита внешней стороны (А);
(ii) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 22,5° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 112,5° относительно пласта с ориентацией 0° композита внешней стороны (А);
(iii) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 45,0° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 135,0° относительно пласта с ориентацией 0° композита внешней стороны (А);
(iv) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 67,5° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 157,5° относительно пласта с ориентацией 0° композита внешней стороны (А); и
(v) 1 четырехпластовый слой армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° композита внешней стороны (А); и
(С) третий композит: 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 112,5° относительно пласта с ориентацией 0° композита внешней стороны (А), и все четные пласты характеризовались продольной ориентацией волокон 22,5° относительно пласта с ориентацией 0° композита внешней стороны (А).
Общая поверхностная плотность конфигурации изделия 14: 1,65 фунт/фут2 (8,05 кг/м2 (килограмм на кв. метр)).
Примеры 29 и 30
Конфигурация изделия 15:
(A) первый композит (композит внешней стороны):
(i) 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 45,0° относительно пласта с ориентацией 0° (A) (iii), и все четные пласты характеризовались продольной ориентацией волокон 135,0° относительно пласта с ориентацией 0° (A) (iii);
(ii) 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 22,5° относительно пласта с ориентацией 0° (A) (iii), и все четные пласты характеризовались продольной ориентацией волокон 112,5° относительно пласта с ориентацией 0° (A) (iii); и
(iii) 18 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались одинаковой продольной ориентацией волокон, и все четные пласты характеризовались одинаковой продольной ориентацией волокон; и
(B) второй композит: 11 четырехпластовых слоев армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° (A) (iii), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° (A) (iii); и
(C) третий композит: 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° (A) (iii), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° (A) (iii).
Общая поверхностная плотность конфигурации изделия 15: 1,65 фунт/фут2 (8,05 кг/м2 (килограмм на кв. метр)).
Примеры 31 и 32
Конфигурация изделия 16:
(А) первый композит (композит внешней стороны):
(i) 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° (A) (v);
(ii) 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 67,5° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 157,5° относительно пласта с ориентацией 0° (A) (v);
(iii) 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 45,0° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 135,0° относительно пласта с ориентацией 0° (A) (v);
(iv) 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 22,5° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 112,5° относительно пласта с ориентацией 0° (A) (v); и
(v) 14 четырехпластовых слоев армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались одинаковой продольной ориентацией волокон, и все четные пласты характеризовались одинаковой продольной ориентацией волокон; и
(B) второй композит: 11 четырехпластовых слоев армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° (A) (v); и
(C) третий композит: 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° (A) (v).
Общая поверхностная плотность конфигурации изделия 16: 1,65 фунт/фут2 (8,05 кг/м2 (килограмм на кв. метр)).
Примеры 33 и 34 Конфигурация изделия 17:
В этом образце первый композит был идентичен первому композиту конфигурации изделия 17 и дополнительно включал следующие композиты, присоединенные после (A) (v):
(В) второй композит:
(i) 4 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° (А) (v), и все четные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° (A) (v);
(ii) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 22,5° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 112,5° относительно пласта с ориентацией 0° (A) (v);
(iii) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 45,0° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 135,0° относительно пласта с ориентацией 0° (A) (v);
(iv) 2 четырехпластовых слоя армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 67,5° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 157,5° относительно пласта с ориентацией 0° (A) (v); и
(v) 1 четырехпластовый слой армированного полиэтиленовыми волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 90° относительно пласта с ориентацией 0° (А) (v), и все четные пласты характеризовались продольной ориентацией волокон 0° относительно пласта с ориентацией 0° (A) (v); и
(С) третий композит: 2 четырехпластовых слоя армированного арамидными волокнами композита, при этом все нечетные пласты характеризовались продольной ориентацией волокон 112,5° относительно пласта с ориентацией 0° (A) (v), и все четные пласты характеризовались продольной ориентацией волокон 22,5° относительно пласта с ориентацией 0° (A) (v).
Общая поверхностная плотность конфигурации изделия 17: 1,65 фунт/фут2 (8,05 кг/м2 (килограмм на кв. метр)).
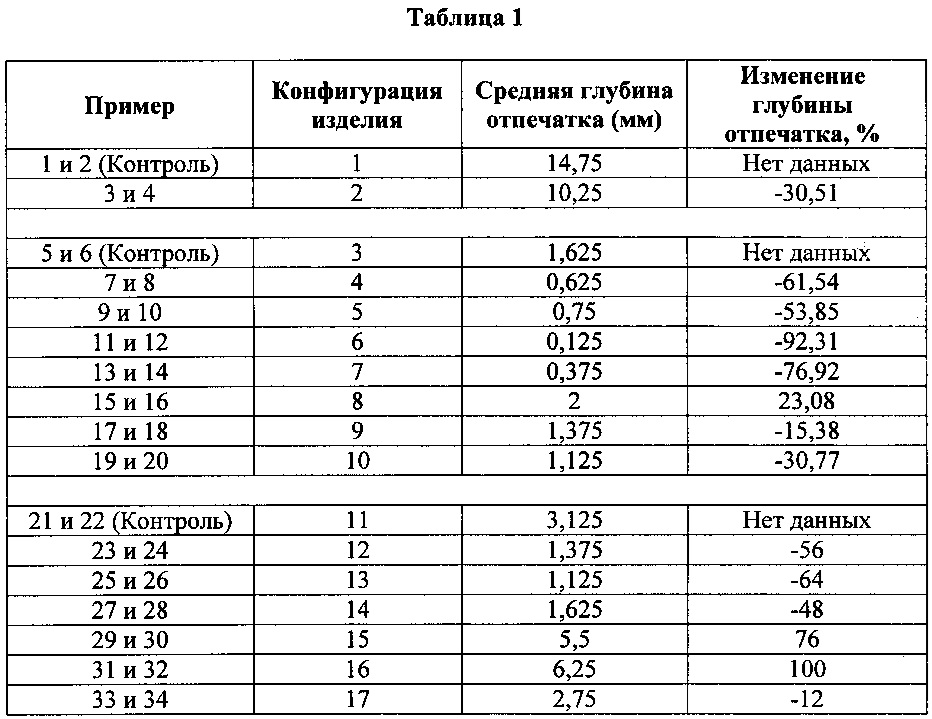
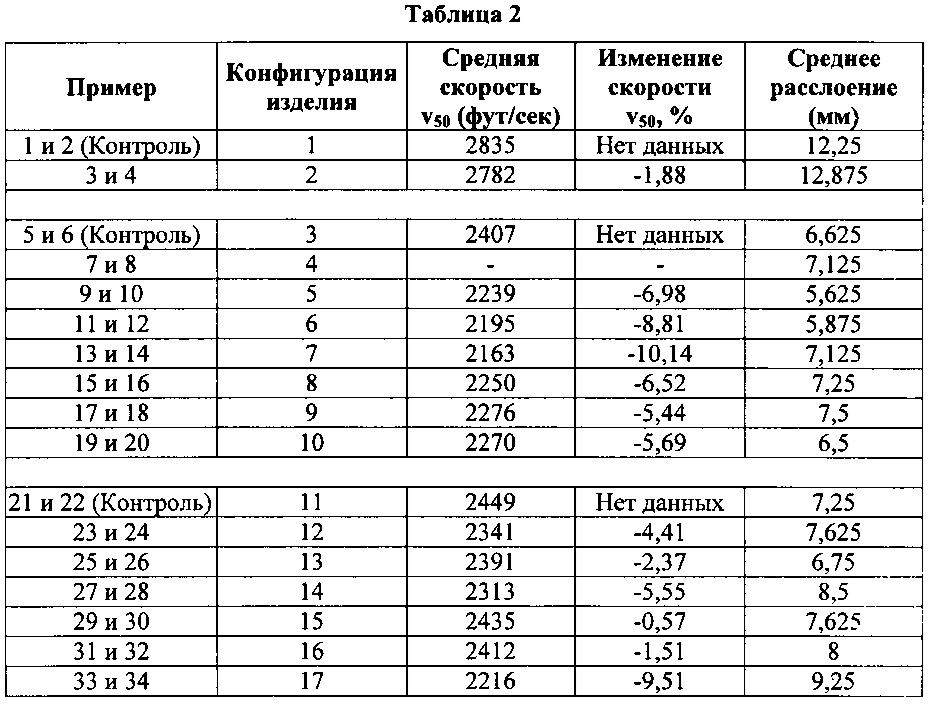
Заключение
Согласно данным, приведенным в таблицах 1 и 2, гибридные изделия, объединяющие в одно целое композиты на основе арамида с композитами на основе полиэтилена, продемонстрировали значительно лучшие характеристики глубины отпечатка при воздействии 9 мм пули (т.е. глубина деформации уменьшилась), при этом изменение ориентации слоя на основе волокон в отношении продольных направлений волокон также положительно влияет на указанные характеристики.
Сравним конфигурации 1 и 2, изделия согласно указанными конфигурациям представляют собой панели с поверхностной плотностью 1,67 фунтов на кв. фут, изготовленные из одного и того же материала, однако в конфигурации 2 последние 25% слоев панели повернуты, при этом каждые два слоя повернуты с приращением 22,5°. Эта конфигурация демонстрирует улучшение характеристик глубины отпечатка при воздействии 9 мм пули на 30% (30% уменьшение измеренной глубины отпечатка при воздействии 9 мм пули) с очень небольшим влиянием на характеристику V50 (1,8% изменение в конфигурации 2). Подобные эффекты наблюдаются в гибридных композитах на основе арамида и полиэтилена. Конфигурации 3-10 состоят приблизительно на 75% из композита на основе арамида и на 25% из композита на основе полиэтилена, при этом конфигурация 3 была использована в качестве контроля.
Сравнение данных испытаний, полученных для конфигурации 3, с данными, полученными для конфигурации 1, показывает, что гибридизация обеспечивает улучшение глубины отпечатка при воздействии 9 мм пули на 89% (89% снижения в измеренной глубине отпечатка при воздействии 9 мм пули) при лишь 15% снижении характеристики V50. Сравнение конфигураций 3-10 иллюстрирует влияние смещения ориентации слоев и расположения смещенных слоев на характеристики глубины отпечатка при воздействии 9 мм пули и V50. Конфигурации 4-7 содержат смещенные слои только в задней половине (25 масс. %) панели, тогда как конфигурации 8 и 9 характеризуются наличием смещенных слоев только в передней половине (соответственно 10 масс. % и 22 масс. %) панели. Конфигурация 10 была гибридом, характеризующимся наличием смещенных слоев соответственно в передней и задней половинах панели. Сравнение данных испытаний, полученных для конфигураций 4, 5, 6 и 7, с данными испытаний, полученных для конфигурации 3, показало, что панели, содержащие смещенные слои в задней половине (до 25 масс. %), характеризовались улучшением глубины отпечатка при воздействии 9 мм пули, составляющим от 54% до 93% (уменьшение измеренной глубины отпечатка), при лишь 10,1% снижении характеристики V50.
В конфигурации 8 только передняя часть панели содержит смещенные слои, масса которых составляют 10% от общей массы панели. В этом случае измеренные характеристики глубины отпечатка при воздействии 9 мм пули были хуже данных контрольной панели согласно конфигурации 3. Конфигурация 9 иллюстрирует то, что повышение количества смещенных слоев с внешней стороны до приблизительно 22% понизит измеренную характеристику глубины отпечатка при воздействии 9 мм пули ниже указанной характеристики для контрольного образа (конфигурации 3), но не настолько низко, как достигается путем смещения ориентации слоев в задней половине панели. Характеристика V50 конфигураций 8 и 9 опускается ниже характеристики, наблюдаемой для контрольной конфигурации 3 и панелей, которые были сконструированы путем смещения ориентации слоев в задней половине панели (конфигурации 4-7).
Конфигурация 10 характеризуется смещением как передних, так и задних слоев. Она аналогична конфигурации 7, при этом приблизительно 22 масс. % слоев ее передней стороны смещены в дополнение к смещению задней половины панели. Конфигурация 10 продемонстрировала немного меньшие данные измерения глубины отпечатка при воздействии 9 мм пули, чем конфигурация 9, из чего можно заключить, что смещение ориентации задних слоев обеспечивает дополнительное улучшение характеристики глубины отпечатка. Сравнение конфигураций 7 и 9 показывает то, что улучшение характеристики глубины отпечатка было более заметным при смещении ориентации слоев в задней половине конструкции панели без смещения ориентации слоев в передней половине.
Данные также демонстрируют то, что 1) смещение ориентации слоев в задней половине (25 масс. %) панели с приращениями 22,5° для каждых двух слоев конечного продукта более эффективно снижает измеренную глубину отпечатка при воздействий 9 мм пули, чем смещение ориентации слоев в задней части панели (25 масс. %) на 45°; и 2) использование адгезива NOLAX® (А21.2007+А21.2017) между различными типами композитов (на основе арамида и полиэтилена) улучшает измеренную характеристику глубины отпечатка при воздействии 9 мм пули по сравнению с панелями, которые выполнены без использования указанного адгезива (см. конфигурацию 6 и конфигурацию 4). Подобные тенденции также наблюдались в конфигурациях 11-17.
Настоящее изобретение было конкретно показано и описано со ссылкой на предпочтительные варианты осуществления. Однако специалистам ясно, что возможно различные изменения и модификации в пределах сущности и объема настоящего изобретения. Формула изобретения должна интерпретироваться таким образом, чтобы охватывать раскрытый вариант осуществления, те альтернативы, которые рассмотрены выше, и все их эквиваленты.
Реферат
Изобретение относится к пуленепробиваемым композитным изделиям, характеризующимся улучшенным сопротивлением к изнаночной деформации, а также превосходным сопротивлением проникновению пуль и осколков. Пуленепробиваемый материал содержит первый композит и второй композит. Первый композит содержит множество нетканых волокнистых пластов, при этом указанное множество волокнистых пластов скреплено с образованием монолитной структуры, причем аждый из волокнистых пластов содержит множество однонаправленных волокон, при этом указанные волокна характеризуются удельной прочностью 7 г/денье или более и модулем упругости 150 г/денье или более; причем однонаправленные волокна в каждом волокнистом пласту первого композита ориентированы таким образом, чтобы их продольное направление не было параллельным продольному направлению волокон каждого соседнего пласта указанного первого композита. Второй композит прикреплен к первому композиту, при этом второй композит содержит множество нетканых волокнистых пластов, причем указанное множество волокнистых пластов скреплено с образованием монолитной структуры; каждый из волокнистых пластов содержит множество однонаправленных волокон, при этом указанные волокна характеризуются удельной прочностью 7 г/денье или более и модулем упругости 150 г/денье или более; причем однонаправленные волокна в каждом волокнистом пласту второго композита ориентированы таким образом, чтобы их продольное направление не было параллельным продольному направлению волокон каждого соседнего пласта указанного второго композита. Продольное направление волокон в каждом пласту первого композита отличается от продольного направления волокон в каждом пласту второго композита. Первый композит характеризуется поверхностной плотностью по меньшей мере приблизительно 100 г/м, второй композит характеризуется поверхностной плотностью по меньшей мере приблизительно 100 г/м, и значение поверхностной плотности первого композита составляет более 50% от значения общей поверхностной плотности первого и второго композитов. Технический результат: обеспечение превосходной устойчивости к проникновению пуль и осколков, так и низким значением глубины отпечатка. 3 н. и 9 з.п. ф-лы, 2 табл., 34 пр.
Формула
Документы, цитированные в отчёте о поиске
Устойчивое к удару ножом непробиваемое метательными снарядами изделие
Пуленепробиваемое изделие
Комментарии