Многооперационная установка для прессования и сборки - RU2104817C1
Код документа: RU2104817C1
Чертежи











Описание
Изобретение относится к оборудованию для прессования и сборки.
Известна многооперационная установка для прессования и сборки, содержащая комплект штампа, имеющий базовую плиту, вертикальные направляющие стойки, неподвижно установленные на базовой плите, горизонтальную плиту цилиндра, неподвижно установленную на верхних частях направляющих стоек, подвижную плиту, установленную с возможностью скольжения на направляющих стойках, цилиндр, вертикально установленный на плите цилиндра и имеющий поршневой шток, соединенный с подвижной плитой, устройство для захвата и укладки заготовок при горизонтальном их перемещении одна за другой, имеющее ползуны, расположенные с возможностью горизонтального перемещения и снабженные зажимными элементами и средствами для вертикального перемещения. При этом верхний штамп закреплен на подвижной плите, а нижний штамп на базовой плите [1].
Недостатки известной установки состоят в том, что для изготовления изделий из мелкосортного проката требуется сложное по конструктивному выполнению и дорогостоящее оборудование.
Технический результат, достигаемый изобретением, состоит в снижении затрат на создание установки. Это обеспечивается тем, что в многооперационной установке для прессования и сборки, содержащей комплект штампа, имеющий базовую плиту, вертикальные направляющие стойки, неподвижно установленные на базовой плите, горизонтальную плиту цилиндра, неподвижно установленную на верхних частях направляющих стоек, подвижную плиту, установленную с возможностью скольжения на направляющих стойках, цилиндр, вертикально установленный на плите цилиндра и имеющий поршневой шток, соединенный с подвижной плитой, устройство для захвата и укладки заготовок при горизонтальном их перемещении одна за другой, имеющее ползуны, расположенные с возможностью горизонтального перемещения и снабженные зажимными элементами и средствами для вертикального перемещения, при этом верхний штамп закреплен на подвижной плите, а нижний штамп на базовой плите, согласно изобретению устройство для захвата и укладки заготовок выполнено в виде манипулятора, смонтированного с возможностью поступательного перемещения заготовок первой группы и направления первой заготовки этой группы к нижнему штампу, а установка снабжена средством подачи заготовок второй группы одна за другой к манипулятору и сцепления подаваемой заготовки с первой, размещенной в нижнем штампе, для их сборки, а также устройством для управления последовательной подачей заготовок на позицию прессования и сборки.
Манипулятор содержит пару направляющих штанг, установленных на базовой плите по противоположным сторонам нижнего штампа, расположенные оппозитно на штангах с возможностью скольжения по ним ползуны, соединительный элемент, связывающий ползуны, цилиндр возвратно-поступательного движения для перемещения ползунов и ряд зажимных исполнительных механизмов, расположенных на ползунах, каждый из зажимных исполнительных механизмов имеет оппозитно установленные зажимные цилиндры, и зажимные пальцы для зажима первой заготовки, при этом для управления работой каждого пальца предназначен поршневой шток соответствующего цилиндра.
Установка снабжена механизмом подъема манипулятора, имеющим подъемные цилиндры, расположенные на базовой плите, при этом поршневой шток каждого из подъемных цилиндров соединен с соответствующей направляющей штангой для ее подъема.
Управление установкой и манипулятором обеспечивается контроллером последовательности с запоминающим устройством.
На фиг. 1 представлен вид сбоку установки в соответствии с настоящим изобретением; на фиг. 2 - вертикальный вид установки, спереди; на фиг. 3 - вид сверху манипулятора (типа "взять-положить"); на фиг. 4 - вид сбоку, на котором показана часть манипулятора; на фиг. 5 - вид сбоку, на котором показана другая часть манипулятора; на фиг. 6 показан прозрачный бланк записи программы контроллера последовательности с постоянным запоминающим устройством; на фиг. 7 показана временная диаграмма, прикрепленная непрозрачными лентами на прозрачном бланке записи программ; на фиг. 8 - перспективный вид, на котором показан программатор стираемого программируемого постоянного запоминающего устройства; на фиг. 9 - вид спереди, на котором показан второй вариант воплощения настоящего изобретения; на фиг. 10 - схематический вид, на котором показана подача заготовки в манипулятор; на фиг. 11 - схематический вид термоисполнительного механизма; на фиг. 12 - вид спереди третьего варианта воплощения настоящего изобретения; на фиг. 13 - вид спереди контроллера последовательности с постоянным запоминающим устройством; на фиг. 14 - вид сбоку контроллера последовательности; на фиг. 15 - показана схема контроллера последовательности.
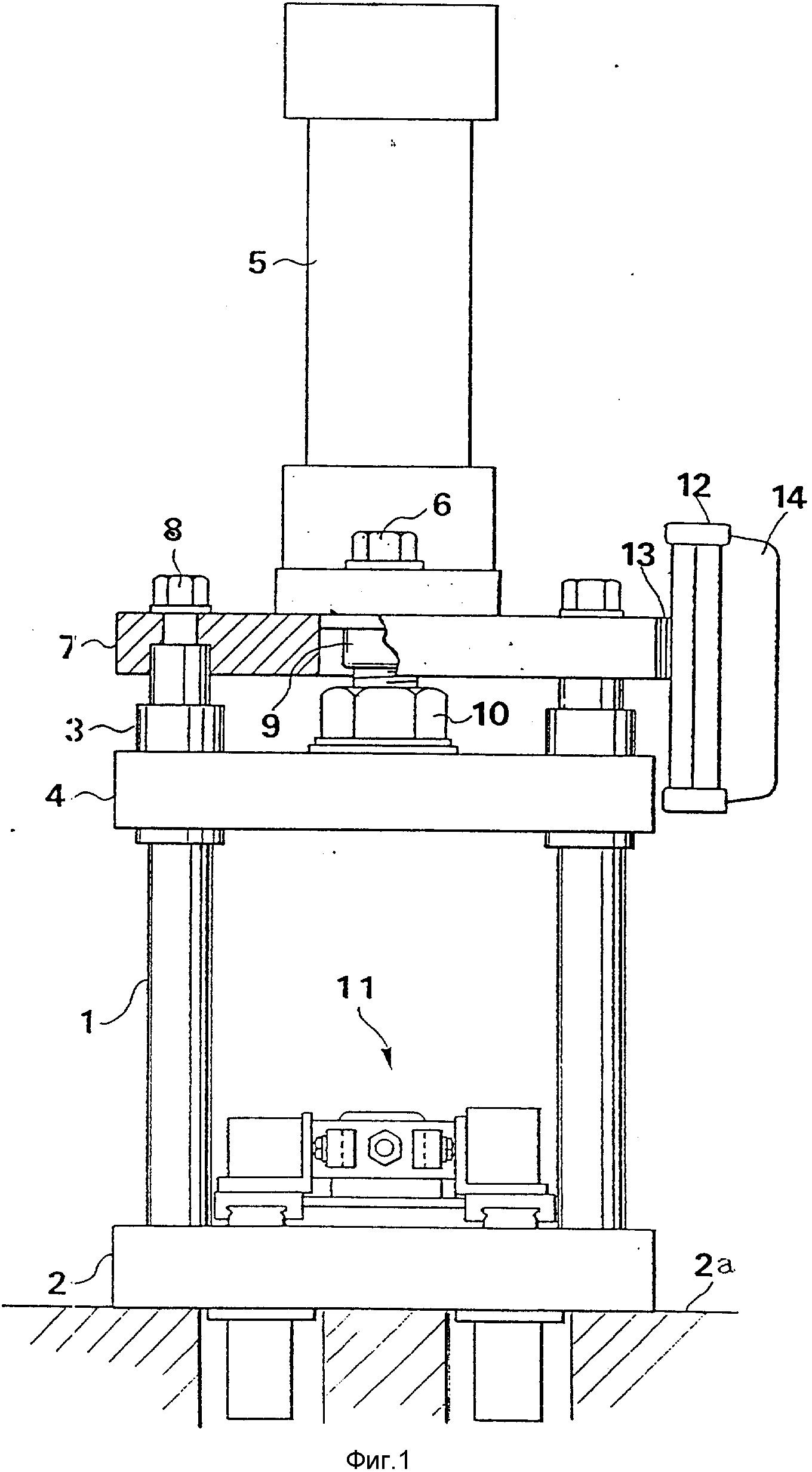
Согласно изобретению в многооперационной установке для прессования и сборки вертикальные направляющие стойки 1 постоянно установлены на базовой плите 2, которые закреплены на столе 2а. Подвижная плита 4 установлена с возможностью скольжения на направляющих стойках 1 с помощью сцепляющей направляющей втулки 3 с каждой направляющей стойкой 1.
Таким образом, обычный комплект штампа состоит из четырех элементов 1, 2, 3 и 4. Горизонтальную плиту цилиндра 7 крепят к направляющей стойке 1 на верхней части каждой стойки болтами 8. Гидравлический цилиндр 5, например, масляный гидравлический цилиндр или пневматический цилиндр, вертикально устанавливают на плите цилиндра 7 и крепят к ней болтами 6. Поршневой шток 9 цилиндра 5 имеет резьбу. Поршневой шток 9 крепят к подвижной плите 4 путем сцепления резьбы с резьбой, сформированной в подвижной плите и фиксируют контргайкой 10. На базовой плите 2 монтируют нижний штамп 17, а верхний штамп 17а крепят к нижней стороне подвижной плиты 4. Таким образом, с помощью рабочего цилиндра 5 между штампами 17 и 17а может быть выполнено прессование заготовки. Контроллер последовательности с постоянным запоминающим устройством 12, который закрывают крышкой 14, крепят к плите цилиндра 7 через соединитель 13 для автоматического управления установкой для прессования.
На базовой плите 2 монтируют прогрессивный многооперационный манипулятор типа "взять-положить" 11 для подачи заготовок A и B в штамп 17 и для вынимания образованной детали.
На фиг. 3 и 4, на которых показан манипулятор типа "взять-положить" 11, пару направляющих штанг 16 устанавливают на базовой плите 2 параллельно друг другу на противоположных сторонах нижнего штампа 17. Пару ползунов 15 устанавливают с возможностью скольжения на каждой направляющей штанге 16 на заданном расстоянии между ними. 1 - образную опорную плиту 19 крепят к каждой паре ползуна 15. На опорных плитах 19 предусматривают две пары зажимных исполнительных механизмов. Каждый зажимной исполнительный механизм содержит расположенные напротив пневматические цилиндры 18 и 18а закрепленные на расположенных напротив опорных плитах 19. Цилиндры 18 и 18а размещают, соответственно, в первом положении P1 и втором положении P2 на заданном одинаковом расстоянии. Торцы опорных плит 19 соединяют соединительной плитой 20.
Расположенные напротив зажимные пальцы 21 для зажима заготовки 4 крепят к поршневым штокам 18b цилиндров 18 и 18а каждого зажимного исполнительного механизма и с помощью гаек 22.
Опорную плиту 20а крепят к торцам направляющих штанг 16. Пневматический цилиндр 23 крепят к опорной плите 20а и поршневой шток 25 соединяют с соединительной плитой 20. Таким образом, цилиндры 18 и 18а на опорных плитах 19 совершают возвратно-поступательное движение на направляющих штангах 16 между положениями P1, P2 и P3 с помощью работы цилиндра 23, которая подробно будет описана ниже.
Как показано на фиг. 4 на нижней стороне направляющей штанги 16 предусматривают пару подъемных механизмов для подъема манипулятора типа "взять-положить". Каждый из подъемных механизмов имеет направляющую стойку 25, которая крепится к направляющей штанге 16 и сцепляется с возможностью скольжения в направляющей втулке 26, внедренной в базовую плиту 2 пригонкой при приложении усилия. Вертикальный пневматический цилиндр 27 крепят на нижней стороне базовой плиты 2, соответствующей каждой направляющей штанге 25, а поршневой шток 28 цилиндра 27 соединяют с направляющей стойкой 25. Таким образом, направляющие штанги 16 являются вертикально перемещаемыми с помощью работы цилиндров 27.
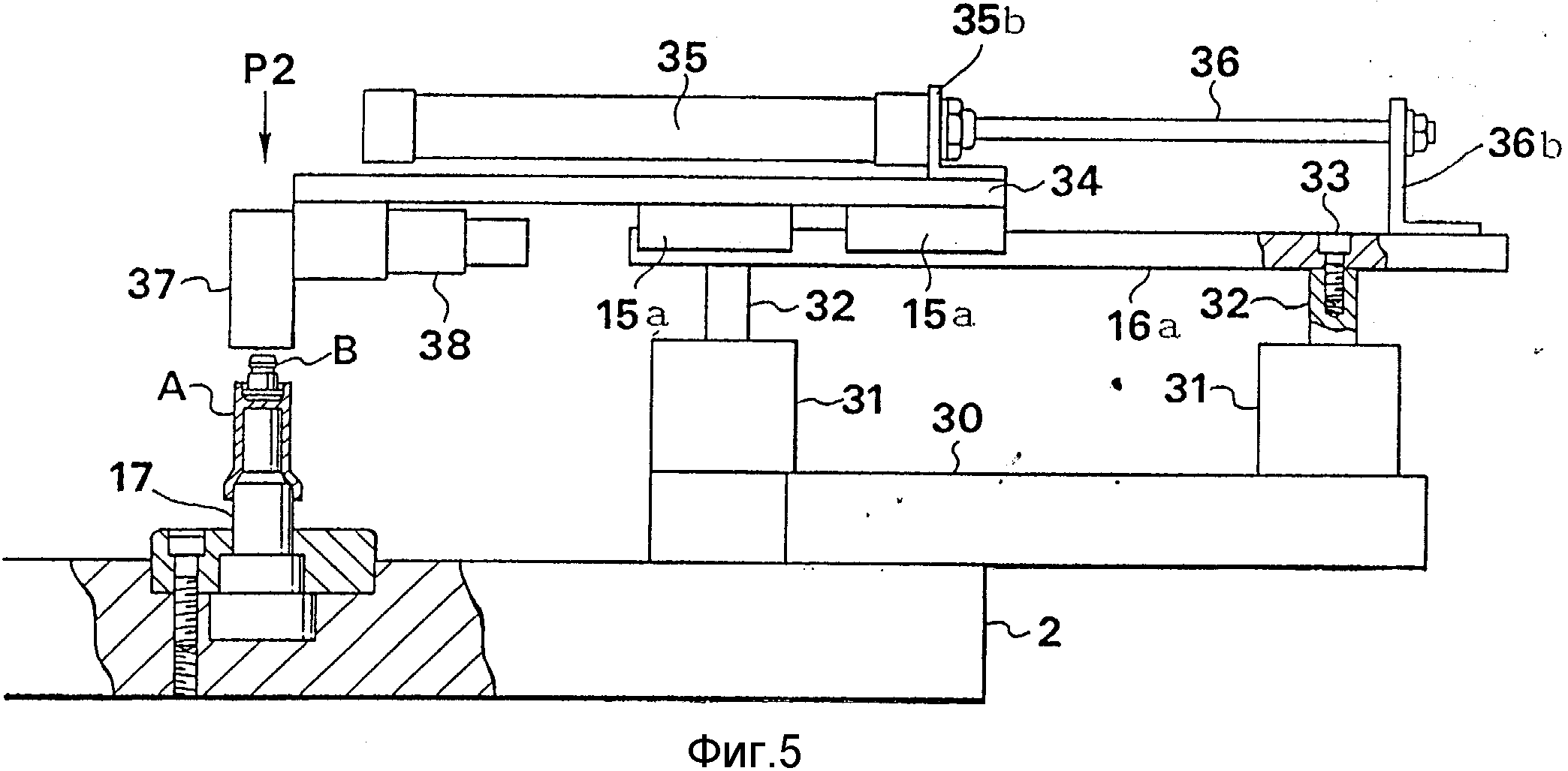
На фиг. 3 и 5 следует, что механизм подачи деталей 29 служит для автоматического выстраивания множества заготовок В. Пару вертикальных пневматических цилиндров 31 крепят к поддерживающей плите 30, которую неподвижно устанавливают на базовой плите 2. Направляющую штангу 16а крепят к поршневым штокам 32 цилиндров 31 винтами 33. Пару ползунов 15а устанавливают с возможностью скольжения на направляющей штанге 16а. Опорную плиту 34 крепят к ползунам 15а. Горизонтальный пневматический цилиндр 35 крепят в опорной плите 34 через соединительную плиту 35b, а поршневой шток 36 цилиндра 35 соединяют с направляющей штангой 16а через соединительную плиту 36b. На нижней стороне опорной плиты 34 крепят горизонтальный пневматический цилиндр 38, имеющий зажимной патрон 37.
Зажимной патрон 37 в нормальном состоянии открыт. Зажимной патрон закрывается для зажима заготовки B и вновь открывается для освобождения заготовки в соответствии с работой цилиндра 38.
Ниже будет описана последовательность работы установки для прессования.
Заготовка A является теплопроводным цилиндром для термоисполнительного механизма, предусматриваемого в термостатах с гранулированным парафином для системы охлаждения автомобильного двигателя.
На фиг. 9 показан автоматический пресс для холодной ковки мощностью 160 т в соответствии с настоящим изобретением для обработки заготовок A. Пресс 123 имеет механизм подачи деталей 124 и комплект штампа 125, обеспеченный манипулятором типа "взять-положить" в соответствии с настоящим изобретением. Базовую плиту 2A комплекта штамма 125 устанавливают с возможностью скольжения на направляющих стойках 1A и крепят к стеллажу валков 126, а подвижную плиту 4AI комплекта штампа крепят к ползуну 127 пресса. Индикатор 40 предусматривают на лотке 42а, а контроллер последовательности 12 устанавливают на прессе. Таким образом, образуют прогрессивный многооперационный пресс для холодной ковки.
Пресс последовательно работает в трех процессах при полном автоматическом управлении прессованием пруткового материала меди внешним диаметром 15 мм и длиной 14 мм для получения цилиндрических заготовок A.
Как показано на фиг. 10, заготовки A подают с помощью лотка 42а автоматического пресса для холодной ковки к механизму подачи деталей 29а (фиг. 3) и выстраивают в направляющем пазу 42, сформированном в направляющей плите 30а, установленной на базовой плите 2. Головная заготовка из заготовок A останавливается в первом положении P1.
Как следует из фиг. 3, направляющие штанги 16 опускаются с помощью работы цилиндров 27 к нижним цилиндрам 18 и 18а, а поршневые штоки 18b цилиндров 18 и 18а перемещаются в направлении вперед так, чтобы соответствующие пальцы 21 закрылись, чтобы захватить головную заготовку A в направляющей канавке 42 в первом положении P1. Затем направляющие штанги 16 перемещаются вверх, а цилиндр 23 работает, чтобы в горизонтальном направлении перемещать опорные плиты 19 на ползунах 15 вдоль направляющих штанг 16. Таким образом, цилиндры 18 и 18а в первом положении P1 перемещаются во второе положение P2, а цилиндры 18 и 18а во втором положении P2 перемещаются в третье положение P3. Направляющие штанги 16 снова опускаются в положение P2, заготовка A сцепляется с нижним штампом 17 и затем извлекаются поршневые штоки 18b цилиндров 18 и 18а так, чтобы пальцы 21 разжали заготовку A. После этого цилиндры 18 и 18а поднимаются и возвращаются в первое положение P1 и во второе положение P2, соответственно.
Как описано ниже, в устройстве цилиндра предусматривают автоматическое центрирующее приспособление.
Внутренний диаметр каждого из цилиндра 18а на одной стороне пресса устанавливают большей величины, чем внутренний диаметр цилиндра 18 на другой стороне так, чтобы каждый цилиндр 18а имел большее давление воздуха, чем давление воздуха цилиндра 18. Следовательно заготовка A, захваченная пальцем 21 цилиндра 18, не перемещается, если заготовка A проталкивается пальцем 21 цилиндра 18. В частности, положение заготовки A определяется только пальцем 21 цилиндра 18а. Таким образом, центрирование заготовки точно определяется относительно штампа 17 цилиндром 18а. Следовательно, предотвращается разрушение штампа вследствие эксцентричного положения заготовки.
С другой стороны, направляющая штанга 16а опускается с помощью цилиндров 31 к нижнему цилиндру 38 на опорной плите 34. Зажимной патрон 37, оперативно соединенный с поршневым штоком цилиндра 38, захватывает головную заготовку B и направляющая штанга 16а перемещается вверх. Опорная плита 34 на ползунах 15а горизонтально перемещается вдоль направляющей штанги 16а с помощью работы цилиндра 35 к штампу 17. Направляющая штанга 16а опускается в положение P2 и зажимной патрон 37 открывается так, чтобы заготовка B вставлялась в заготовку A. После этого опорная плита 34 возвращается в исходное положение.
Следовательно, как показано на фиг. 2, подвижная плита 4 опускается с помощью работы гидравлического цилиндра 5 для запрессовывания заготовки B в заготовку A верхним и нижним штампами 17 и 17а. Таким образом, заготовку B запрессовывают в заготовку A. Затем плита 4 перемещается вертикально вверх.
После этого направляющие штанги 16 опускаются. Пальцы 21 цилиндров 18 и 18а во втором положении P2 зажимают прессованную заготовку и пальцы 21 цилиндров 18 и 18а в первом положении P1 зажимают следующую заготовку A. Опорные плиты 19 поднимаются и перемещаются вправо, как показано на фиг. 3, так, чтобы цилиндры 18 и 18а во втором положении P2 перемещались в третье положение P3. Затем цилиндры опускаются и пальцы разжимаются. Таким образом, прессованная заготовка освобождается от пальцев 21 для выгрузки на лоток. В то же самое время, цилиндры 18 и 18а в первом положении P1 перемещаются во второе положение P2, где следующая заготовка A зажимается штампом 17 с помощью пальцев 21.
Следующая заготовка B зажимается в заготовке A и прессуется с помощью штампов 17 и 17а тем же образом, как описано выше.
На фиг. 11 показан термоисполнительный механизм, содержащий заготовки A и B, предусматриваемые в термостате с гранулированным парафином для системы охлаждения автомобильного двигателя.
Путем последовательного размещения множества многооперационных установок для прессования и оборки настоящего изобретения можно получить прогрессивную сборочную линию для производства термостатов.
На фиг. 12 показан пресс с механическим приводом 128 в качестве третьего варианта воплощения настоящего изобретения. Пресс 128 имеет на входе механизмы подачи деталей 124а и комплект штампа 129, предусмотренный манипулятором типа "взять-положить" в соответствии с настоящим изобретением. Базовую плиту 2B комплекта штампа 129 крепят к стеллажу для валков 130, а подвижную плиту 4B комплекта штампа устанавливают с возможностью скольжения на направляющие стойки 1B и крепят к ползуну 131 пресса с механическим приводом. Индикатор 40 предусматривают на лотке 42а и контроллер последовательности 12 устанавливают на прессе. Таким образом, образуют прогрессивную многооперационную установку для прессования с механическим приводом и сборки.
Описанной выше последовательностью операций управляют с помощью контроллера последовательности с постоянным запоминающим устройством 12.
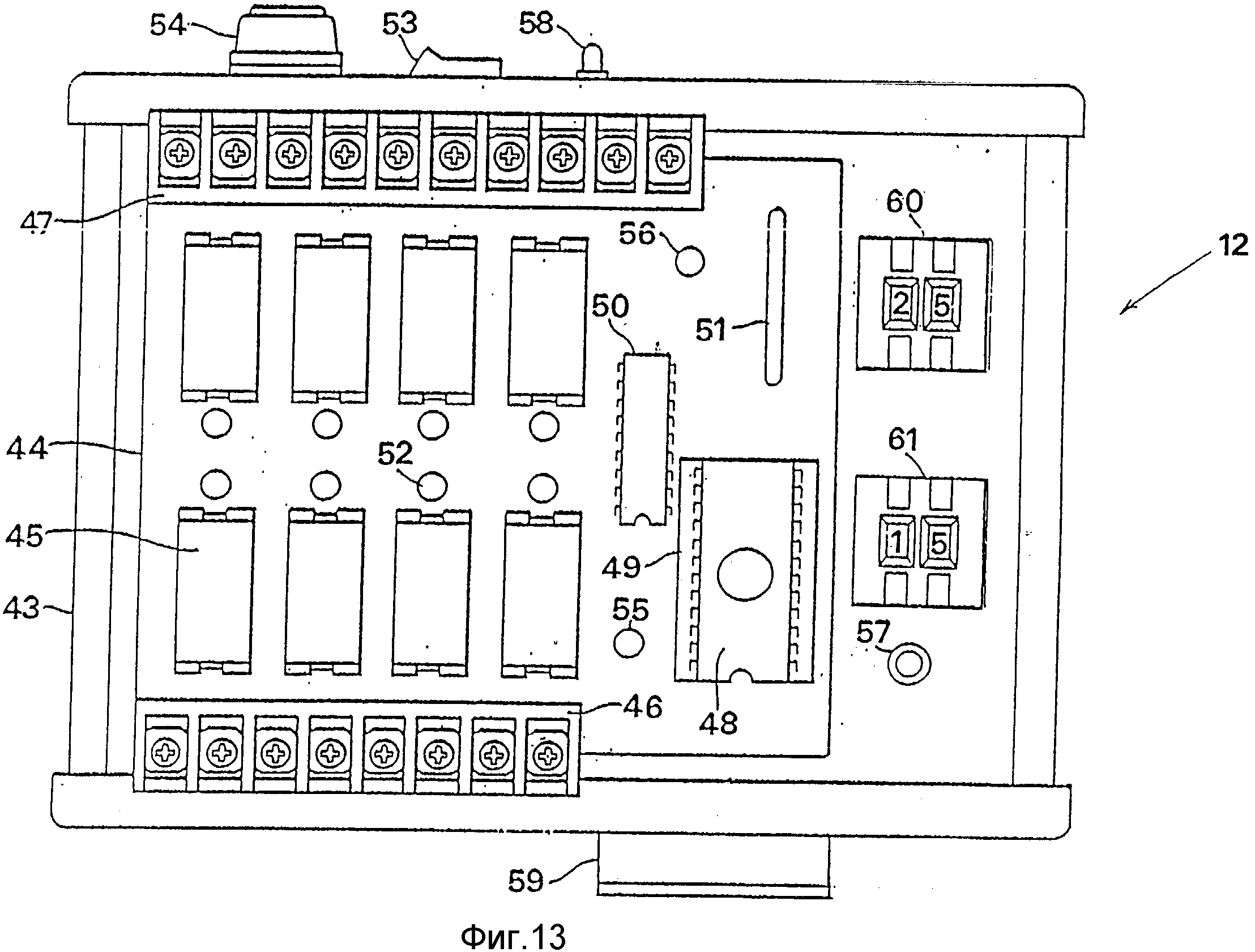
Из фиг. 13 и 14 следует, что контроллер последовательности с постоянным запоминающим устройством 12 содержит устройство управления считываемыми синхронизирующими импульсами 43, имеющие источник питания и комплект выходных реле 44, установленный на устройстве управления считываемыми синхронизирующими импульсами 43.
Комплект выходных реле 44 содержит плату съемно закрепленную на устройстве управления 43. Ряд реле 45, например, восемь реле, устанавливают на плату. Оконечные устройства 46 и 47 размещают смежно комплекту реле 44. Оконечное устройство 46 имеет восемь клемм для четырех реле, а оконечное устройство 47 имеет десять клемм для других четырех реле и для источника питания переменным током. Стираемое программируемое запоминающее устройство 48 съемно крепят на соединителе 49. Ссылочным номером 50 обозначена транзисторная матрица, а ссылочным номером 51 - соединитель для устройства управления синхронизирующими импульсами 43 и комплекта выходных реле 44. Восемь устройств отображения 52, каждый из которых содержит светодиод, предусматривают для отображения работы каждого реле.
На устройстве управления считываемыми синхронизирующими импульсами 43 предусматривают сетевой переключатель 53, плавкий предохранитель 54, контрольную лампу 55 светодиода, устройство отображения от нормы 56 светодиода, пусковой выключатель 57, переключатель сброса 58, входные клеммы 59, переключатель предварительной установки кода 60 для основной схемы A и переключатель предварительной установки кода 61 для вспомогательной схемы B. Программа для управления описанной выше последовательностью работы хранится в стираемом программируемом постоянном запоминающем устройстве 48.
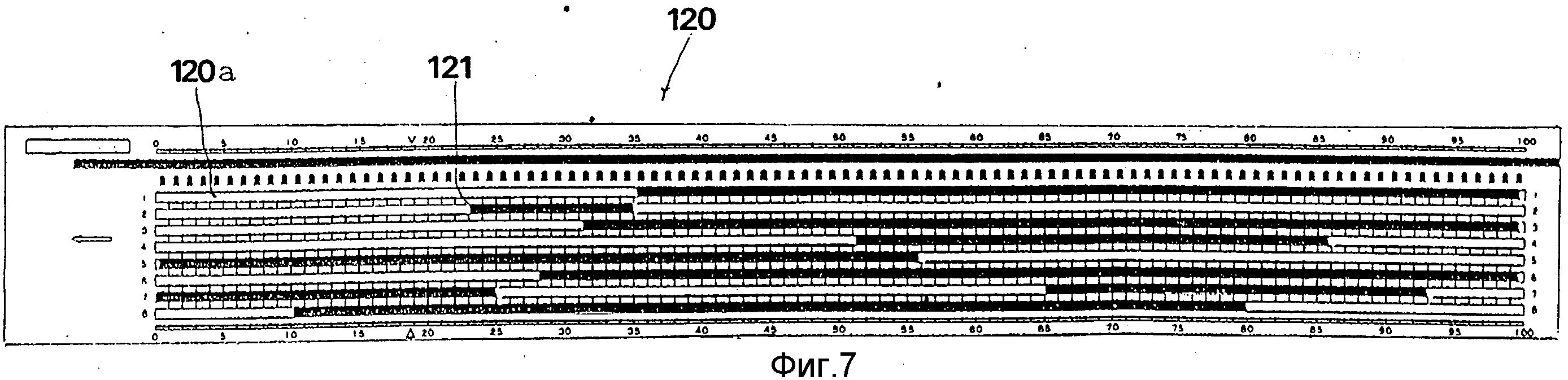
На фиг. 6 показан прозрачный бланк записи программы 120 для хранения программы. Бланк предусматривают с заданными элементами, например, строками данных 120а, напечатанными на нем непрозрачными чернилами. Как показано на фиг. 7, программу, содержащую восьмиэтапную временную диаграмму, формируют приклеиванием непрозрачных лент 121 на параллельные строки данных 120а.
Для изменения временной диаграммы, непрозрачную ленту 121 подрезают режущим инструментом. Таким образом, временная диаграмма является просто изменяемой.
На фиг. 8 показан программатор стираемого программируемого постоянного запоминающего устройства 122 для хранения программы, хранимой на бланке записи программы 120 в стираемом программируемом постоянном запоминающем устройстве 48. Бланк записи программы 120 вставляют в отверстие 41 программатора 122, а извлекают из другого отверстия (не показано), предусмотренного на его противоположной стороне. Таким образом, данные на бланке записи программ 120 хранятся в стираемом программируемом постоянном запоминающем устройстве 48. Стираемое программируемое постоянное запоминающее устройство 48 съемно крепят к контроллеру последовательности с постоянным запоминающим устройством 12.
Из фиг. 15, на которой показана схема контроллера, схема содержит основную схему A и вспомогательную схему B, которые разделены на фиг. 15 штрихпунктирной линией. Время цикла основной схемы A устанавливают равным 2,5 секундам с помощью переключателя предварительной установки кода 60. Время цикла вспомогательной схемы B устанавливают равным 1,5 секунд с помощью переключателя предварительной установки кода 61. Когда нажимают сетевой переключатель 53 и переключатель сброса 58, напряжение питания Uсс получают с помощью импульсного стабилизатора 62 и напряжение питания системы подают на начальную схему сброса 63, так что инвертор дает выход на уровне 1. Выход преобразуется в уровень 0 с помощью инвертора 65 для сброса или установки каждой из P-S регисторов-фиксаторов от первого до шестого триггеров.
Когда сбрасывается первый триггер 66, транзистор 67 выключается, вынуждая выход инвертора 69 принимать значение 1 через схему C предотвращения нестабильных вибраций и схему Шмитта 68. Выход инвертора 70 основной схемы A изменяется на "0", который прикладывается к входу C1 предварительно устанавливаемого обратного счетчика 71, так что предварительно устанавливаемые обратные счетчики 71, 72 начинают считать включенные состояния.
Второй триггер 73 сбрасывается через логический элемент И НЕ с двумя видами 74. Один импульс "0" появляется на выходе схемы генерирующей один импульс 75.
Когда третий триггер 76 сбрасывается через логический элемент И НЕ с двумя входами 77, выход 1 подается к входу CЕ стираемого программируемого постоянного запоминающего устройства 48 через соединитель 51, так что стираемое программируемое постоянное запоминающее устройство 48 прекращает производить данные.
Когда четвертый триггер 78 сбрасывается через логический элемент с двумя входами И НЕ 79, выход на уровне 0 подается на вход сброса P схемы, генерирующей синхронизирующие импульсы 80, чтобы остановить его работу. Выход уровня 0 дополнительно прикладывается к входам PE предварительно устанавливаемых обратных счетчиков 82 и 83 через логический элемент с двумя входами И НЕ 81, чтобы предварительно установить цифру "15" переключателя предварительной установки кода 61 в счетчиках 83 и 82, соответственно.
Когда пятый триггер 84 сбрасывается через логический элемент И НЕ с двумя входами 85, выход на уровне 0 подается к логическому элементу И НЕ с двумя входами 86 как к выходному логическому элементу сигнала отклонения от нормы.
Когда шестой триггер 87 в основной схеме A сбрасывается через инвертор 88, производится выход на уровне 0, а выход уровня 1 подается к ходам PE предварительно устанавливаемых обратных счетчиков 71 и 72 через логический элемент И НЕ с двумя входами 89, чтобы предварительно установить цифру "25" переключателя предварительной установки кода 60 в счетчиках 72 и 71, соответственно.
Выход 0 шестого триггера 87 дополнительно подается к седьмому триггеру 91 через логический элемент И НЕ с двумя входами 90 и к схеме, генерирующей синхронизирующие импульсы 94, предусмотренной с кварцевым генератором, через инвертор 92 и логический элемент ИЛИ НЕ с двумя входами 93, чтобы остановить формирование синхронизирующих импульсов.
Когда нажимают пусковой выключатель 57 основной схемы A, шестой триггер 97 сбрасывается через схему предотвращения вибрации C и инвертор 95. Таким образом, выход на уровне 1 подается к схеме, генерирующей синхронизирующие импульсы, 94 через инвертор 92 и логический элемент ИЛИ НЕ с двумя входами 93.
Выход схемы, генерирующей синхронизирующие импульсы, 94, предусмотренной с кварцевым генератором, составляет 10 Гц в качестве синхронизирующих импульсов. Синхронизирующие импульсы прикладываются к линиям синхронизации C предварительно устанавливаемых обратных счетчиков 71 и 72, соответственно.
Каждый раз, когда один синхронизирующий импульс прикладывается к предварительно устанавливаемому счетчику 71, предварительно установленный в нем отсчет уменьшается на единицу. Когда к предварительно устанавливаемым счетчикам прикладывается 25 согласующих импульсов, оба входа логического элемента ИЛИ НЕ с двумя входами 96 становятся 0. Таким образом, логический элемент ИЛИ НЕ с двумя входами 96 производит один считываемый синхронизирующий импульс.
С другой стороны, когда инвертор 97 производит выход "1", логический элемент И НЕ с двумя входами 98 на выходе дает "0". Таким образом, на клемму PE каждого предварительно устанавливаемого счетчика через логический элемент И НЕ с двумя входами 89 подается импульс "1". В то же самое время, "25" переключателя предварительной установки кода 60 снова предварительно устанавливается в предварительно устанавливаемых обратных счетчиках 71 и 72.
Выход "0" логического элемента 98 дополнительно подается к клемме установки седьмого триггера 91 через инвертор 99. Командный сигнал уровня 1 подается от седьмого триггера 91 к вспомогательной схеме 8 через транзистор 100 и инвертор 101. В мгновение, выход инвертора 97 инвертируется в "0", чтобы сбросить седьмой триггер 91 через логический элемент и НЕ с двумя входами 90. Таким образом, производится один командный сигнал. Командный сигнал непрерывно подается к клемме сброса P второго триггера 73 вспомогательной схемы B каждые 2,5 секунды.
Когда сбрасывается второй триггер 73, выход на уровне 0 прикладывается к схеме, генерирующей один импульс 75. Один импульс "1" появляется на выходе схемы 75. Этот один импульс "1" прикладывается к схеме установки S четвертого триггера 78 для формирования выхода 1, который прикладывается к схеме, генерирующей синхронизирующие импульсы, 80. Ее выход составляет 1000 Гц, в качестве синхронизирующих импульсов. Синхронизирующие импульсы прикладываются к линиям синхронизации C предварительно устанавливаемых обратных счетчиков 82 и 83, соответственно.
Выход "1" четвертого триггера 78 подается к логическому элементу И НЕ с тремя входами 102 и три его входа становятся "1". Логический элемент 102 производят выход на уровне 0, который прикладывается к клемме C1 предварительно устанавливаемого обратного счетчика 82, чтобы формировать синхронизирующие импульсы.
Каждый раз, когда один синхронизирующий импульс прикладывается к предварительно устанавливаемому счетчику, предварительно установленный в нем счет уменьшается на единицу. Когда к предварительно устанавливаемым счетчикам прикладывается 15 синхронизирующих импульсов, оба входа логического элемента ИЛИ НЕ с двумя входами 103 становятся "0". Таким образом, логический элемент ИЛИ НЕ с двумя входами 103 производят один считываемый синхронизирующий импульс.
Один импульс "1" схемы, генерирующей один импульс, 75 дополнительно прикладывается к клемме сброса третьего триггера 76, его выход 0 подается к клемме CE стираемого программируемого постоянного запоминающего устройства 48 через соединитель 51 и стираемое программируемое постоянное запоминающее устройство, в свою очередь, устанавливается в состояние выхода.
С другой стороны, когда выход логического элемента ИЛИ НЕ с двумя входами 13 становится "1", логический элемент И НЕ с двумя входами 105 имеет на выходе "0", когда инвертор 104 производит выход "1". Таким образом, к клемме PE каждого предварительно устанавливаемого счетчика через логический элемент И НЕ с двумя входами 81 прикладывается импульс "1". В это время, "15" переключателя предварительной установки кода 61 снова предварительно устанавливается в предварительно устанавливаемых обратных счетчиках 82 и 83.
Таким образом, каждый раз 15 синхронизирующих импульсов прикладывается к предварительно устанавливаемым счетчикам 82 и 83, один считываемый синхронизирующий импульс генерируется из логического элемента 105. Считываемый синхронизирующий импульс прикладывается к линии синхронизации C двоичного счетчика 106. Соответственно, двоичный счетчик 106 формирует выходы через адресные линии Q1-Q7 так, чтобы выходы прикладывались, чтобы адресовываться в стираемое программируемое постоянное запоминающее устройство 48 через соединитель 51.
С другой стороны, стираемое программируемое постоянное запоминающее устройство 48 формирует сигнал данных в ответ на адресные сигналы так, чтобы соответствующие исполнительные механизмы цилиндров пресса работали через комплект реле 44.
Время одного цикла определяется числом считываемых синхронизирующих импульсов. Ниже будет объясняться работа в случае 100 считываемых синхронизирующих импульсов в одном цикле.
Для формирования сигнала конца одного цикла на 100 считываемых синхронизирующих импульсов, адресные линии Q3, Q6 и Q7 двоичного счетчика 106 выбираются как входы логического элемента и НЕ с тремя входами 107. Поскольку двоичным числом "100" является 1100100, когда к входу двоичного счетчика 106 прикладывается сотый считываемый синхронизирующий импульс, выходы на адресных линиях Q3, Q6 и Q7 становятся "1" и логический элемент И НЕ с тремя входами 107 производит сигнал конца одного цикла "0".
Когда цикл завершается, третий триггер 76 устанавливается через логический элемент И НЕ с двумя входами 77 так, чтобы выход 1 прикладывался к CE стираемого программируемого постоянного запоминающего устройства 48, чтобы остановить формирование выхода. Пятый триггер 84 устанавливается через инвертор 108. Первый вход управляющего электрода выхода сигнала отклонения от нормы логического элемента И НЕ с двумя входами 86 изменяется на "1". Сигнал конца одного цикла 0 прикладывается к логическому элементу И НЕ с тремя входами 102 так, чтобы сигнал на уровне "1" прикладывался к C1 счетчика 82 через логический элемент 102. Четвертый триггер 78 сбрасывается через логический элемент И НЕ с двумя входами 79, чтобы остановить схему, генерирующую синхронизирующие импульсы 80. Таким образом, останавливается каждый исполнительный механизм установки.
Когда изделие после процесса изготовления проходит индикатор 40, предусмотренный на выходе установки, сигнал, имеющий уровень 0, прикладывается к клемме установки второго триггера 73 через входную клемму 109, схему, предотвращающую вибрацию, C, схему Шмитта, инвертор и логический элемент И НЕ с двумя входами 74. Пятый триггер 84 сбрасывается через логический элемент И НЕ с двумя входами 85, чтобы изменить первый входной сигнал управляющего электрода выхода сигнала отклонения от нормы логического элемента И НЕ с двумя выходами 86 на "0". Кроме того, второй триггер 73 сбрасывается с помощью командного сигнала основной схемы A в следующие 2,5 секунды, вследствие чего повторно запускают операции вспомогательной схемы B и исполнительных механизмов установки. Операции исполнительных механизмов продолжаются до тех пор, пока не будет иметь место отклонение от нормы.
Если сигнал от индикатора 40 не прикладывается ко второму триггеру 73 в конце операции одного цикла, а командный сигнал прикладывается ко второму триггеру 73, оба входа управляющего электрода выхода сигнала отклонения от нормы логического элемента И НЕ с двумя входами 86 становятся "1", чтобы формировать выход "0" так, чтобы устанавливался первый триггер 66. Таким образом, включаются транзисторы 110 и 67. Устройство отображения отклонения от нормы 56 излучает свет и инвертор 69 формирует выход 0. Сигнал, имеющий уровень 1, который инвертируется через логический элемент И НЕ с тремя входами 102, прикладывается к C1 предварительно устанавливаемого обратного счетчика 82, чтобы остановить синхронизирующие импульсы. Выход инвертора 70 изменяется на "1", который прикладывается к предварительно устанавливаемому обратному счетчику 71, чтобы остановить операции обоих счетчиков. Логический элемент ИЛИ НЕ с двумя входами 93 формирует выход "0", чтобы остановить схему, генерирующую синхронизирующие импульсы 94. Таким образом, выход синхронизирующих импульсов останавливается и установка полностью останавливается.
После выполнения осмотра и ремонта установки нажимают переключатель сброса 58 и пусковой выключатель 57 с тем, чтобы установка начала работать.
В соответствии с настоящим изобретением для обеспечения прогрессивной автоматической установки для прессования и сборки комбинируют прессование и сборку. Поскольку образуется установка для прессования очень небольших размеров, эта установка может работать на столе, вследствие чего увеличивая действенность при низкой стоимости.
Несмотря на то, что настоящее изобретение было описано в связи с его предпочтительным конкретным вариантом воплощения, понятно, что это описание предназначено для иллюстрации, а не для ограничения объема изобретения, которое ограничено следующей формулой изобретения.
Реферат
Сущность: многооперационная установка для прессования и сборки, содержит комплект штампа, имеющий базовую плиту, вертикальные направляющие стойки, неподвижно установленные на базовой плите, горизонтальную плиту цилиндра, неподвижно установленную на верхних частях направляющих стоек, подвижную плиту, установленную с возможностью скольжения на направляющих стойках, цилиндр, вертикально установленный на плите цилиндра и имеющий поршневой шток, соединенный с подвижной плитой, устройство для захвата и укладки заготовок при горизонтальном их перемещении одна за другой, имеющее ползуны, расположенные с возможностью горизонтального перемещения и снабженные зажимными элементами и средствами для вертикального перемещения. Верхний штамп закреплен на подвижной плите, а нижний штамп - на базовой плите. Устройство для захвата и укладки заготовок выполнено в виде манипулятора, смонтированного с возможностью поступательного перемещения заготовок первой группы и направления первой заготовки этой группы к нижнему штампу. Установка снабжена средством подачи заготовок второй группы одна за другой к манипулятору и сцепления подаваемой заготовки с первой. Манипулятор содержит пару направляющих штанг, расположенных оппозитно на штангах с возможностью скольжения по ним ползунов, соединительный элемент, связывающий ползуны, цилиндр возвратно-поступательного движения для перемещения ползунов и ряд зажимных исполнительных механизмов, расположенных на ползунах. Каждый из зажимных исполнительных механизмов имеет оппозитно установленные зажимные цилиндры и зажимные пальцы, для зажима фиксации первой заготовки. Для управления работой каждого пальца предназначен поршневой шток соответствующего цилиндра. Установка снабжена механизмом подъема манипулятора, имеющим подъемные цилиндры, расположенные на базовой плите, при этом поршневой шток каждого из подъемных цилиндров соединен с соответствующей направляющей штангой для ее подъема. 1 с. и 2 з.п. ф-лы, 15 ил.
Комментарии