Штамп для закрытого деформирования прямоугольных фланцев - RU186383U1
Код документа: RU186383U1
Чертежи
Описание
Полезная модель относится к области обработки металлов давлением, а именно к штампам закрытого деформирования, и предназначена для изготовления прямоугольных фланцев с полым прямоугольным выступом из цветных сплавов, например, алюминия с увеличенным коэффициентом использования металла и равномерной деформацией по объему поковки.
Из уровня техники известен штамп для закрытой объемной штамповки с разъемными матрицами и гидроблоком противодавления (RU 95281 U1 от 23.09.2009).
Недостатком известного штампа является сложность конструкции и необходимость использования дополнительного устройства противодавления и гидравлической станции для привода гидроблока с целью закрытия полости штампа во время рабочего хода пресса.
Наиболее близкими, известными из уровня техники, являются штампы (Ковка и штамповка: Справочник в 4-х томах. / Ред. совет: Е.И. Семенов (пред.) и др. - М.: Машиностроение, 1986. Т.2. Горячая штамповка / Под ред. Е.И. Семенова, 1986. 592 с. Рис. 19 и рис. 20 стр. 192).
Недостатком известных штампов является то, что для центрирования заготовки в ней необходимо заранее сформировать наметку под отверстие, в которое будет входить выступающая часть выталкивателя, при этом сам выталкиватель в центрировании не задействован, а оно производится по элементам оформляющей полости ручья штампа, расположенного в нижней половине штампа.
Отличительным признаком предлагаемой полезной модели является то, что центрирование осуществляется только за счет выталкивателя, а другие элементы штампа в этом процессе не участвуют.
Техническим результатом, на достижение которого направлена заявленная полезная модель, является обеспечение соосности прямоугольного ручья штампа и исходной заготовки круглого сечения при установке последней вдоль оси прямоугольной матрицы. Такое центрирование удлиненной в плане заготовки приводит к увеличению точности ее позиционирования в штампе и более равномерному растеканию металла в ручье, обеспечивающему равномерность деформации по объему штампуемой поковки.
Указанный технический результат достигается посредством того, что в штампе для закрытой штамповки прямоугольного фланца с полым прямоугольным выступом и ребрами жесткости установлен контрпуансон-выталкиватель, на рабочем торце которого выполнена впадина радиусом Rвп=0,2dзаг. При этом, номинальный продольный размер матрицы выполнен равным Lзаг для ограничения течения металла в продольном направлении при заполнении полости штампа.
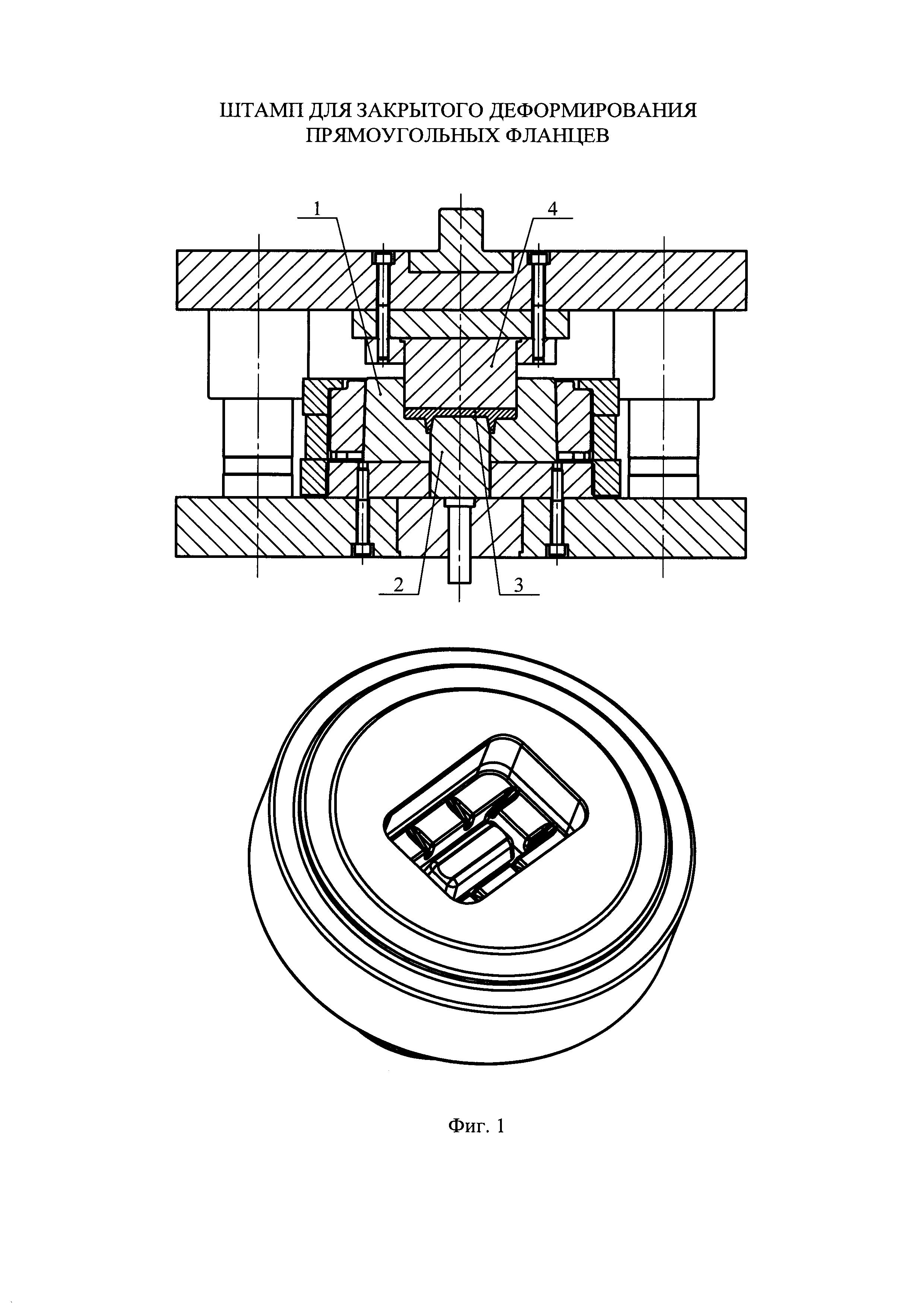
Заявленная полезная модель поясняется графическими материалами, где на фиг. 1 схематично изображен штамп для закрытой штамповки. В матрице 1 выполнена прямоугольная полость с размерами в плане, соответствующими размерам поковки. Для формирования на поковке полого выступа с ребрами жесткости в нижней части установлен контрпуансон-выталкиватель 2 с впадиной на рабочем торце. При установке заготовки 3 в штамп она опирается только на фигурный торец контрпуансона-выталкивателя, что позволяет зацентрировать ее относительно полости матрицы в двух взаимно перпендикулярных направлениях.
Заявленная полезная модель работает следующим образом. Отрезанная от прутка круглого сечения мерная заготовка необходимой длины после нанесения на ее поверхность технологической смазки устанавливается в полость матрицы с центрированием во впадине контрпуансона-выталкивателя. Верхний пуансон 4 при рабочем ходе пресса центрируется по полости матрица на ходе 10-15 мм до касания заготовки. После касания пуансоном поверхности заготовки начинается процесс осадки в направлении, перпендикулярном продольной оси заготовки. На первом этапе штамповки происходит свободная осадка, и металл равномерно течет в полости матрицы, частично заполняя ребра жесткости и прямоугольную полость, оформляющую выступ. При заполнении фланцевой части течение металла в продольном направлении ограничивается боковыми стенками полости матрицы. Однако в перпендикулярном направлении все еще реализуется свободное течение металла с затеканием в ребра жесткости и в полость под выступ. С этапом окончания свободного течения, когда металл заготовки достигает стенок полости матрицы в поперечном направлении, одновременно с уменьшением высотного размера фланца будут заполняться труднодоступные места ребер жесткости и полости, оформляющей полый прямоугольный выступ и образованной матрицей и контрпуансоном-выталкивателем. При обратном ходе подвижных частей штампа в действие приводится контрпуансон-выталкиватель, удаляя поковку из полости матрицы. После смазки полости матрицы и верхнего пуансона цикл штамповки повторяется.
Исходя из выше сказанного, можно сделать вывод, что при реализации полезной модели поставленная задача - обеспечение соосности прямоугольного ручья штампа и исходной заготовки круглого сечения при установке последней вдоль оси прямоугольной матрицы - решена, и заявленный технический результат - центрирование удлиненной в плане заготовки в закрытом штампе - приводит к увеличению точности позиционирования в двух взаимно перпендикулярных направлениях и более равномерному растеканию металла в ручье, обеспечивающем равномерность деформации по объему штампуемой поковки, а также заполнению ребер жесткости в виде узких пазов - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для осуществления процесса обработки давлением металлов и сплавов;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «уровень техники» и «промышленная применимость» по действующему законодательству.
Реферат
Полезная модель относится к области обработки металлов давлением, а именно к штампам для закрытой объемной штамповки, и предназначена для изготовления прямоугольных фланцев из цветных сплавов, например алюминиевых, с увеличенным коэффициентом использования металла и повышения равномерности деформации по объему поковки.Техническим результатом, на достижение которого направлена заявленная полезная модель, является обеспечение соосности прямоугольного ручья штампа и исходной заготовки круглого сечения при установке последней вдоль оси прямоугольной матрицы. Такое центрирование удлиненной в плане заготовки приводит к увеличению точности ее позиционирования в штампе и более равномерному растеканию металла в ручье, обеспечивающему равномерность деформации по объему штампуемой поковки.Указанный технический результат достигается применением закрытой объемной штамповки и фасонированием рабочего торца контрпуансона-выталкивателя.
Комментарии