Спиральный приводной крепежный элемент с фрикционными зацепляемыми поверхностями - RU2357115C2
Код документа: RU2357115C2
Чертежи





Описание
Область техники изобретения
Данная заявка относится, в общем, к приводным системам для резьбовых крепежных элементов, инструментам для их изготовления и инструментам (винтовертам) для приложения крутящего момента к таким резьбовым крепежным элементам. Более конкретно, данная заявка относится к крепежным элементам, для которых используют инструменты лепесткового типа. В особенности к крепежным элементам, имеющим углубление, которое представляет спиральные приводные поверхности.
Краткое описание уровня техники
Резьбовые крепежные элементы, обычно используемые в промышленности, завинчивают инструментами с механическим приводом на высоких скоростях и с высокими нагрузками крутящим моментом. Такие условия представляют собой трудные конструктивные задачи, в частности, в отношении приводных систем, и, более конкретно, в отношении резьбовых крепежных элементов, имеющих в головке зацепляемое углубление для инструмента. В идеале такая приводная система должна быть легка в изготовлении как в отношении геометрии углубления и головки, так и в отношении связанной с ними инструментальной оснастки для выполнения головки крепежного элемента и инструментов (винтовертов) для зацепления с углублением. Углубление не должно оказывать негативного влияния на прочность головки крепежного элемента. Винтоверт должен легко вставляться в углубление и легко выводиться из него. Винтоверт и углубление при сопряжении должны равномерно распределять напряжения во избежание образования областей высококонцентрированного напряжения, которое может привести к деформации углубления, винтоверта или обоих, что приведет к преждевременному отказу приводной системы.
Приводная система должна сопротивляться выведению винтоверта из зацепления с углублением при вращении крепежного элемента. Во многих случаях применения очень важно, чтобы крепежный элемент был способен выдержать несколько циклов, например, в случаях, когда крепежные элементы необходимо извлекать, чтобы ремонтировать или заменять детали или удалять и заменять съемные панели. Приводная система крепежного элемента в идеале должна быть приспособлена для такой повторяющейся циклической работы, особенно в средах, где углубление может быть загрязнено, закрашено краской, подвергнуто коррозии или подвергнуто другому вредному влиянию при использовании. В таких средах обязательно, чтобы приводная система сохраняла приводное зацепление при приложении крутящего момента в направлении извлечения. Может быть необходимым, чтобы приводная система допускала приложение даже более высоких уровней крутящего момента при извлечении крепежного элемента, что может случиться, если крепежный элемент был перетянут во время первоначальной сборки, или при развитии коррозии в области взаимодействия зацепляемых резьб, или если термические условия работы собранных компонентов создали повышенное напряжение в крепежном элементе. Когда одна или более из этих и других характеристик могут представлять конкурирующие возможности, компромисс может быть достигнут ухудшением одной в пользу другой.
Широко используется множество разнообразных конфигураций углубления и инструмента (винтоверта), включая ряд крестообразных выемок, как описано в US 24,878; US 3,237,506 и US 2,474,994. Другие геометрические формы крепежного элемента включают в себя многолепестковые геометрические формы, принадлежащие к типу, описанному в US 3,763,725, и рифленые системы вращения, описанные в US 4,187,892. Также среди распространенных конфигураций углубления встречается система Аллена, которая, по существу, представляет собой гнездо шестигранной формы с прямыми стенками, вмещающее винтоверт подобной формы.
За исключением рифленых систем, стенки и поверхности винтоверта и углубления обычно предназначены для плотной установки друг с другом, с усилием, чтобы достичь поверхностного контакта ведущей и ведомой поверхностей. В случае с крепежными элементами с крестовым углублением такое поверхностное зацепление, если вообще произойдет, может произойти лишь в случае, когда винтоверт правильно выровнен и установлен внутри углубления. На практике, однако, чтобы иметь возможность вставить винтоверт в углубление, между ними обязательно должен быть некоторый зазор.
Необходимость такого зазора является даже еще более критической в случае с углублениями, имеющими, по существу, вертикальные вращательные стенки, как в US '725 и в головках с системой Аллена. Во всех этих системах практическим результатом необходимости такого зазора является то, что, по существу, поверхностный контакт по обширной площади между поверхностями винтоверта и углубления достигается редко, если вообще достигается. В случае с большинством систем вращения для резьбовых крепежных элементов винтоверт сопрягается с углублением в головке способом, приводящим скорее к точечному или линейному контакту, а не к поверхностному контакту по обширной площади. Фактическая площадь контакта обычно, по существу, меньше полного поверхностного контакта. Следовательно, когда со стороны винтоверта прикладывают крутящий момент, силы, приложенные к головке винта, имеют тенденцию сосредотачивания в локализованных областях, результатом чего являются высокие локализованные напряжения. Такое локализованное высокое напряжение может пластически деформировать углубление, образуя уклоны или другие деформации, приводящие к преждевременному, незапланированному выходу винтоверта из зацепления с углублением. Вышеперечисленные трудности признаны в данной области техники. Например, в US 2,248,695 раскрыта система головки винта и винтоверта, в котором ведущая и ведомая поверхности винтоверта и крепежного элемента, соответственно, изогнуты и расположены эксцентрично относительно оси винта. В крепежном элементе согласно US 2,248,695 любая «подходящая кривизна», такая, как круговая или логарифмическая спираль, может быть использована при условии, что она ориентирована для связи или сцепления с помощью фрикционного зацепления. Вопреки описанной здесь технике Брэдшоу, не похоже, чтобы в последних системах вращения крепежного элемента, как и в вышеупомянутых, была принята технология согласно US 2,248,695, призывающая полагаться на фрикционное зацепление.
Приводная система для максимизации площади зацепляемой поверхности между винтовертом и углублением описана в US 5,957,645, являющемся собственностью заявителя рассматриваемой заявки. Раскрытие US '645 включено в данную заявку в качестве ссылки. Углубление и винтоверт по US '645 сконструированы с поверхностями зацепления, имеющими спиральную конфигурацию.
Преимущества изобретения, описанного в US '645, достигнуты приданием ведущей и ведомой поверхностям винтоверта и крепежного элемента, соответственно, конфигурации, соответствующей сегменту спирали, и, в частности, спиральной конфигурации, которая позволяет наличие существенного и свободного зазора между винтовертом и углублением во время введения и извлечения винтоверта, но в которой полностью установленный винтоверт может вращаться, компенсируя этот зазор. Спиральные конфигурации приводных стенок винтоверта и зацепляемых с винтовертом стенок углубления таковы, что, когда спиральные стенки входят в зацепление, они делают это относительно обширной площади, таким образом, прикладывая и распределяя напряжение по этой обширной площади. Имеющие спиральную конфигурацию ведущие и ведомые стенки ориентированы так, чтобы направлять основную часть приложенного крутящего момента, по существу, по нормали к радиусу крепежного элемента, с небольшой, если вообще существующей зависимостью от фрикционного, приближенного к касательному, зацепления.
Во многих случаях применения, в которых используют приводные системы со спиральной конфигурацией, винтоверт может быть с механическим приводом, или может требовать введения в труднодоступные зоны. В таких ситуациях существует необходимость в разъемном зацеплении крепежного элемента на винтоверте перед установкой, таким образом, чтобы винтоверт можно было использовать не только как вставочный инструмент, но и как монтажный инструмент. Это свойство «посадки с заклиниванием» пытались применить в нескольких различных типах крепежных элементов, например, показанных в US 6,199,455; US 4,457,654; и US 4,084,478.
В US '478 серия ребер 26 вставлена в углубление, чтобы обеспечить посадку с натягом. В US '654 на головку винта установлен колпачок, впрессованный в углубление, и фиксирующий кольцевой выступ 30 предусмотрен на колпачке для зацепления с винтовертом. В модифицированном приводном крепежном элементе с квадратным сечением по US '455 смежные наружные стенки 17 и 23 скошены, обеспечивая свойство посадки с заклиниванием. Поверхности 17 и 23 выбраны за их бульшую площадь относительно ведущих поверхностей 14.
Свойство «посадки с заклиниванием» позволяет разъемным образом ввести крепежный элемент в зацепление с винтовертом, чтобы получить возможность манипулировать винтовертом и крепежным элементом как единым целым в труднодоступных, автоматизированных и других вариантах применения. После установки крепежный элемент и винтоверт можно с минимальным усилием вывести из зацепления.
В US '645 указано, что может быть образован положительный уклон в установочной поверхности, поверхности для извлечения и других поверхностях углубления. Хотя это не ясно из описания, такой уклон может иметь целью содействие зацеплению винтоверта в углублении или обеспечение некоторой степени свободы ориентации винтоверта, отличной от прямого осевого выравнивания. Нет указаний на то, что такой уклон можно использовать с целью обеспечить свойство «посадки с заклиниванием» для данного типа крепежного элемента. Фактически предложенный уклон, до 6 градусов, является немного большим, чем нужно и значительно мешает выполнению предназначения спиральной установочной поверхности, а именно - обеспечения зацепления винтоверта и крепежного элемента по расширенной площади поверхности, в противоположность касательному зацеплению в других системах вращения. Поэтому необходимо предоставить подходящее средство обеспечения свойства «посадки с заклиниванием» на крепежном элементе со спиральной конфигурацией.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Цель данного изобретения - обеспечить посадку с натягом между винтовертом и крепежным элементом, в которой поверхности углубления и винтоверта зацепляются вдоль поверхности со спиральной конфигурацией. Чтобы достичь этой цели, углубление имеет размеры, как можно более близкие к стандартному спиральному углублению, чтобы вместить соответствующие имеющиеся в настоящее время в распоряжении винтоверты. Крылья или лепестки углубления выполнены с установочной поверхностью и поверхностью для извлечения. Смежные лепестки разделены по внутреннему радиусу переходной поверхностью.
Чтобы создать посадку с натягом, переходную поверхность выполняют с небольшим сужением до 2°, при котором расстояние у дна углубления между противолежащими переходными поверхностями слегка уменьшено. Стандартный винтоверт можно будет ввести нормальным образом до заданной глубины, после чего уменьшенный размер вызовет натяг с сопрягаемыми переходными поверхностями винтоверта. Это выполняется при минимизации каких-либо изменений размеров верхнего отверстия углубления. Таким способом обеспечивается свойство «посадки с заклиниванием» без значительного изменения желаемого зацепления по всей площади поверхности на установочных поверхностях.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Сцепление по данному изобретению более подробно объяснено ниже, со ссылками на приложенные чертежи, на которых:
фиг.1 - вид в перспективе винта с плоской головкой, имеющего спиральное углубление;
фиг.2 - вид в перспективе винта с плоской головкой, имеющего спиральное углубление, модифицированное согласно данному изобретению;
фиг.3 - вид сверху винта с плоской головкой, показанного на фиг.2;
фиг.4 - вид в разрезе винта с плоской головкой, показанного на фиг.2, по линии разреза 4-4 на фиг.3;
фиг.5 - вид в перспективе формы для выполнения пуансона, используемого при изготовлении винта с плоской головкой согласно данному изобретению;
фиг.6 - вид в перспективе заготовки формы перед операцией электроэрозионной обработки;
фиг.7 - схематичный вид, на котором показан контроль формы;
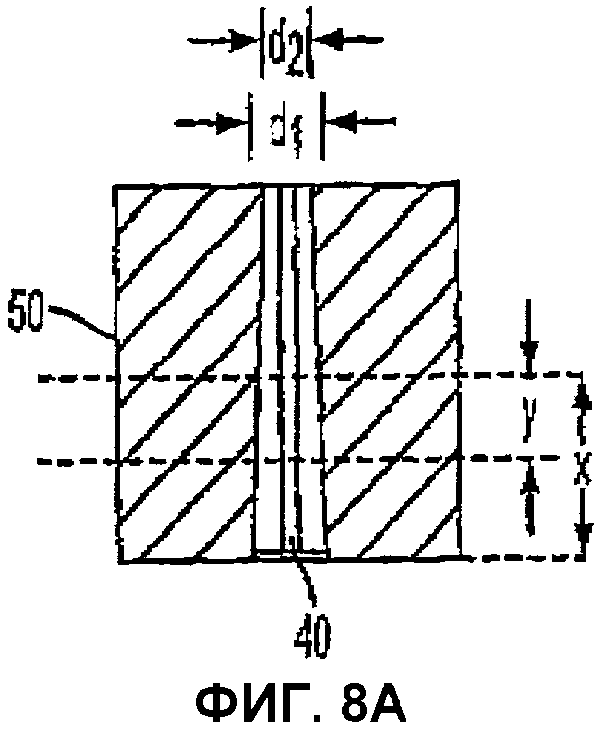
фиг.8а и 8b - виды сверху и в разрезе формы, показанной на фиг.5; и
фиг.9а и 9b - виды сверху и в разрезе формы, показанной на фиг.5, обработанной до заданной глубины.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Фиг.1 иллюстрирует пример резьбового крепежного элемента 10, имеющего стержень 12 с резьбой 14, выполненной с одного конца, и головкой 16 с углублением 18, выполненной с другого конца. Головка 16 может быть выполнена на обычной двухударной высадочной машине, в которой один конец прутка или другого материала, из которого изготавливают крепежный элемент, удерживают в матрице высадочной машины, и его головку ударяют сначала пуансоном, который частично формирует головку, а затем пуансоном для окончательной обработки, который окончательно обрабатывает головку и формирует углубление для зацепления с инструментом (винтовертом). Углубление 18 проиллюстрировано как имеющее центральный участок 20 и множество продолжающихся радиально наружу крыльев (лепестков) 22. Углубление в варианте осуществления на фиг.1 выполнено таким образом, что каждый из этих лепестков 22 имеет установочную стенку 24 (если принять, что резьба 14 является правой) и стенку 26 для извлечения. Установочную стенку 24 и стенку 26 для извлечения предпочтительно выполняют, по существу, вертикально, образуя цилиндрическую поверхность, параллельную продольной оси винта, или приближаясь к ней. Дно углубления может быть образовано конической нижней стенкой 28. Радиально наружный конец каждого лепестка может иметь контур, обеспечивающий плавный изогнутый переход 30 между установочной стенкой 24 лепестка и стенкой 26 лепестка для извлечения. Углубление также включает в себя внутреннюю переходную стенку 32 между установочной стенкой 24 одного лепестка 22 и стенкой 26 для извлечения следующего смежного лепестка 22. Следует понимать, что изобретение может быть включено в резьбовые крепежные элементы в виде широкого разнообразия конфигураций, включая углубления, имеющие один или более лепестков, в которых только одна из стенок, а именно - установочная стенка 24 или стенка 26 для извлечения, снабжена спиральным сегментом.
Заявленный крепежный элемент 20 показан на фиг.2 и обеспечивает надежную «посадку с заклиниванием» для приема стандартного спирального инструмента (винтоверта) по посадке с натягом. «Посадка с заклиниванием» обеспечена выполнением ограниченной поверхности 40 натяга на переходной поверхности 32. Поверхность 40 натяга выполнена с углом θ сужения в диапазоне 1є-2є к оси 41 крепежного элемента, как показано на фиг.4.
Как видно на фиг.3, противолежащие поверхности 40 натяга обеспечивают противолежащие конические поверхности внутри углубления 20 в нижних участках переходных поверхностей 32. Углубление 20 выполнено таким образом, что имеет отверстие, по существу, стандартного размера d1 на верху углубления, но уменьшенного размера d2 внизу. Поверхность 40 натяга создает посадку с натягом со спиральным винтовертом, когда винтоверт полностью введен в углубление 20. Так как натяг появляется лишь тогда, когда винтоверт полностью введен в углубление 20, свойство «посадки с заклиниванием» по данному изобретению не ухудшает поверхностное зацепление установочных стенок 24 и стенок 26 для извлечения с ведущими поверхностями винтоверта.
Чтобы изготовить конические поверхности 40 на переходной поверхности 32, используют операцию электроэрозионной обработки прутка для выполнения формы или мастер-пуансона 50, как показано на фиг.5, для холодного формования пуансона, с помощью которого может быть изготовлено углубление по данному изобретению. Форму 50 изготавливают из заготовки 51 из стального прутка, например, длиной в один дюйм и диаметром в один дюйм, которая не имеет центра по причине допуска в один дюйм +0,0005/-0,0000. Торцы заготовки должны быть параллельными и точно соответствовать размеру наружного диаметра. Жесткие допуски необходимы для обеспечения успешной операции электроэрозионной обработки. Как показано на фиг.6, в заготовке 51 сверлят по оси центральное отверстие 52 с диаметром, меньшим, чем размер d1, показанный на фиг.3.
Просверленную заготовку 51, которой приданы все нужные размеры, затем помещают в оправку электроэрозионного станка с введенной в отверстие 52 проволокой. Электроэрозионный станок программируют на вырезание куска материала, чтобы образовать формовочную полость 53 в форме пуансона для спирального углубления, как показано на фиг.2. Для получения конфигурации «посадки с заклиниванием» верхнее отверстие полости между противолежащими поверхностями 40 натяга будет иметь размер d1, а в нижнем отверстии полости это расстояние будет соответствовать размеру d2, где d1>d2. Эту коническую конфигурацию выполняют только на переходных поверхностях 32, чтобы создать поверхности 40 натяга.
Чтобы построить формовочную полость 53 формы 50 желаемой глубины для образования пуансона (не показан), важно определить местонахождение «точки заклинивания», в которой происходит заклинивание. Чтобы определить местонахождение этой калибровочный отметки, устанавливают специализированный измерительной прибор 54, имеющий шкалу 55 и щуп 56, в котором щуп 56 имеет форму винтоверта для стандартного спирального крепежного элемента 10, например, показанного на Фиг.1. Щуп 56 вводят в полость 53, пока на шкале 55 не будет показан натяг. Это будет глубина x калибровочной отметки, которая используется в качестве точки, от которой определяют глубину у полости. Верхнюю поверхность 57 формы 50 затем подвергают обработке на станке, чтобы получить глубину у. Это показано на фиг.8 и 9. После полного измерения и обработки пуансон 50 закаляют и доводят до уровня твердости от 60 до 63 по шкале «С» устройства измерения прочности. Этот процесс позволяет осуществить надежное выполнение множества форм 50, имеющих одинаковые размеры.
Затем изготавливают пуансон, прижимая форму 50 в механическом прессе к заготовке из мягкой (низкоуглеродистой) стали, как хорошо известно, в данной области техники.
В то время как изобретение описано со ссылками на конкретные варианты осуществления, описание предпочтительных вариантов осуществления носит всего лишь иллюстративный характер, и не должно истолковываться как ограничивающее объем изобретения. Специалисты в данной области техники могут осуществить другие различные модификации и изменения без отступления от идеи и объема изобретения, определяемого формулой изобретения.
Реферат
Изобретение относится к крепежным элементам. Крепежный элемент имеет углубление. Углубление имеет центральный участок и множество лепестков, расходящихся радиально наружу от центрального участка. Каждый из лепестков имеет установочную стенку и стенку для извлечения, причем лепестки имеют такую конфигурацию, что, по меньшей мере, одна из установочной стенки и стенки для извлечения образует сегмент спирали. Указанное углубление дополнительно содержит переходную поверхность, соединяющую указанную установочную стенку и стенку для извлечения смежных лепестков, поверхность натяга, выполненную как участок указанной переходной поверхности, причем указанная поверхность находится на первом радиальном расстоянии от продольной оси в своем верхнем участке и на втором радиальном расстоянии от указанной продольной оси в своем нижнем участке, при этом указанное первое радиальное расстояние больше второго указанного радиального расстояния. Способ изготовления крепежного элемента содержит следующие этапы. Формируют цилиндрическую стальную заготовку, сверлят осевое отверстие, вставляют через указанное отверстие проволоку для обеспечения операции электроэрозионной обработки. Затем подвергают указанное углубление машинной обработке, используя указанную операцию электроэрозионной обработки, чтобы образовать полость формы. Во время указанной операции машинной обработки выполняют переходную поверхность. Затем определяют уровень в указанном углублении, где происходит указанная посадка с натягом, измеряют заданную глубину указанного углубления от указанного уровня, где происходит указанная посадка с натяго
Формула
переходную поверхность, соединяющую указанную установочную стенку и стенку для извлечения смежных лепестков, причем указанная переходная поверхность продолжается от верхнего участка указанного углубления до нижнего участка указанного углубления;
поверхность натяга, выполненную как участок указанной переходной поверхности, причем указанная поверхность находится на первом радиальном расстоянии от продольной оси в своем верхнем участке и на втором радиальном расстоянии от указанной продольной оси в своем нижнем участке; и
при этом указанное первое радиальное расстояние больше второго указанного радиального расстояния.
формируют цилиндрическую стальную заготовку, имеющую заданную длину;
сверлят осевое отверстие сверху донизу указанной заготовки;
вставляют через указанное отверстие проволоку для обеспечения операции электроэрозионной обработки;
подвергают указанное углубление машинной обработке, используя указанную операцию электроэрозионной обработки, чтобы образовать полость формы;
во время указанной операции машинной обработки выполняют переходную поверхность, соединяющую указанные установочную стенку
и стенку для извлечения смежных лепестков, причем указанная переходная поверхность продолжается от указанного верхнего участка указанного отверстия до нижнего участка указанного отверстия;
при этом указанную переходную поверхность выполняют на первом радиальном расстоянии от продольной оси в указанном верхнем участке указанного отверстия и на втором радиальном расстоянии от указанной продольной оси в указанном нижнем участке указанного отверстия, причем указанное первое радиальное расстояние больше, чем указанное второе радиальное расстояние;
определяют уровень в указанном углублении, где происходит указанная посадка с натягом;
измеряют заданную глубину указанного углубления от указанного уровня, где происходит указанная посадка с натягом; и
подвергают машинной обработке верхнюю часть указанной заготовки до указанной заданной глубины.
указанную заготовку закаляют для образования формы, имеющей формовочную полость для использования при формировании пуансона;
формируют пуансон, используя указанную форму.
выполняют углубление в стержне, используя указанный пуансон.
выполняют щуп, имеющий форму, соответствующую стандартному спиральному инструменту;
оперативно соединяют указанный щуп с измерительным прибором для измерения расстояния вглубь указанного углубления, на котором происходит указанная посадка с натягом; и вводят указанный щуп в указанное углубление.
Комментарии