Способ изготовления пустотелых элементов, пустотелый элемент, монтажный узел, комбинированный инструмент последовательного действия для изготовления пустотелых элементов и прокатное устройство - RU2414985C2
Код документа: RU2414985C2
Чертежи




































Описание
Изобретение относится к способу изготовления пустотелых элементов, таких как гайки, для закрепления на состоящих обычно из листового материала деталях, в частности изготовления пустотелых элементов, по меньшей мере, по существу, квадратного или прямоугольного внешнего контура, за счет отрезания отдельных элементов от профиля в виде прутка или рулона после предварительного вырубания отверстий в профиле, при необходимости с последующим выполнением резьбового цилиндра с использованием комбинированного инструмента последовательного действия с несколькими рабочими позициями, в которых осуществляется соответствующая обработка. Далее, изобретение относится к пустотелым элементам, изготавливаемым предложенным способом, к монтажным узлам, состоящим из пустотелого элемента и листовой детали, а также к комбинированным инструментам последовательного действия для осуществления способа и прокатным устройствам, которые могут использоваться в комбинации с этими комбинированными инструментами.
Способ описанного выше рода, а также соответствующие пустотелые элементы и монтажные узлы известны, например, из РСТ/ЕР2005/003893 от 13 апреля 2005 г.
Задачей настоящего изобретения является усовершенствование способа описанного выше рода так, чтобы пустотелые элементы, в частности прямоугольные гайки, могли изготавливаться рентабельно, не нагружая используемые инструменты до такой степени, чтобы происходил их преждевременный отказ. Далее, изготовленные таким образом пустотелые элементы должны иметь отличные механические свойства, например высокое сопротивление выдергиванию, прекрасную защиту от проворачивания и, кроме того, пониженную концентрацию напряжений, так чтобы даже при динамических нагрузках улучшались усталостные свойства монтажных узлов, состоящих из выполненной обычно из листового материала детали и закрепленных на ней пустотелых элементов. Кроме того, пустотелые элементы должны изготавливаться чрезвычайно экономично. Также в распоряжение должны быть предоставлены особенно благоприятное выполнение комбинированного инструмента последовательного действия, используемого при изготовлении пустотелых элементов, и прокатного устройства, используемого с целью изготовления пустотелых элементов.
Эта задача решается в части способа признаками пункта 1, в части пустотелого элемента признаками пункта 11, в части монтажного узла признаками пункта 18, в части комбинированного инструмента последовательного действия признаками пункта 23, а в части прокатного устройства признаками пункта 30, причем соответствующие зависимые пункты содержат предпочтительные варианты осуществления изобретения.
В способе согласно изобретению используемый профиль имеет, тем самым, прямоугольное сечение и изготавливается поэтому экономично. Этим способом удается изготавливать пустотелые элементы, не подвергая используемые инструменты высокому износу, и без преждевременного отказа используемых пуансонов. Далее, проблема нарезания профильной полосы по длине в комбинированном инструменте последовательного действия высокоэффективно преодолена за счет того, что в зависимости от выполнения входящей профильной полосы необходима только одна или самое большее две позиции пластического формообразования в комбинированном инструменте или, что согласно изобретению больше не требуется позиции выполнения поднутрения в пилотной части пустотелого элемента по сравнению с названной вначале заявкой РСТ/ЕР2005/003893.
Сохранено, однако, преимущество решения согласно этой заявке, в соответствии с которым изготовление происходит этапами, когда на одной позиции всегда осуществляют две обработки одного профиля. Это приводит к тому, что производительность установки удваивается без повышения в неприемлемой степени затрат на изготовление комбинированного инструмента последовательного действия. Правда, за счет удвоения числа рабочих элементов требуются определенные дополнительные затраты, однако они вполне могут быть быстро амортизированы за счет соответствующего увеличения объема продукции.
Правда, можно обрабатывать в одном комбинированном инструменте последовательного действия параллельно несколько профилей, однако это необязательно, поскольку при возникновении проблем с одним профилем или с обработкой одного профиля весь комбинированный инструмент приходится останавливать до устранения неполадки, из-за чего может возникнуть значительное снижение производства. Тем не менее, настоящее изобретение можно было бы реализовать с использованием одного комбинированного инструмента, обрабатывающего одновременно несколько профилей.
Особенно предпочтительные варианты способа, пустотелых элементов, монтажных узлов и комбинированного инструмента последовательного действия приведены в зависимых пунктах формулы изобретения.
Другие преимущества способа, пустотелых элементов, монтажного узла и комбинированного инструмента согласно изобретению следуют из чертежей и их описания.
Фиг.1-12 те же, что и в заявке РСТ/ЕР2005/003893, и служат для понимания настоящего изобретения, а фиг.13-21 более подробно поясняют его.
На чертежах конкретно изображено:
фиг.1 - профиль, обрабатываемый в комбинированном инструменте последовательного действия по фиг.2;
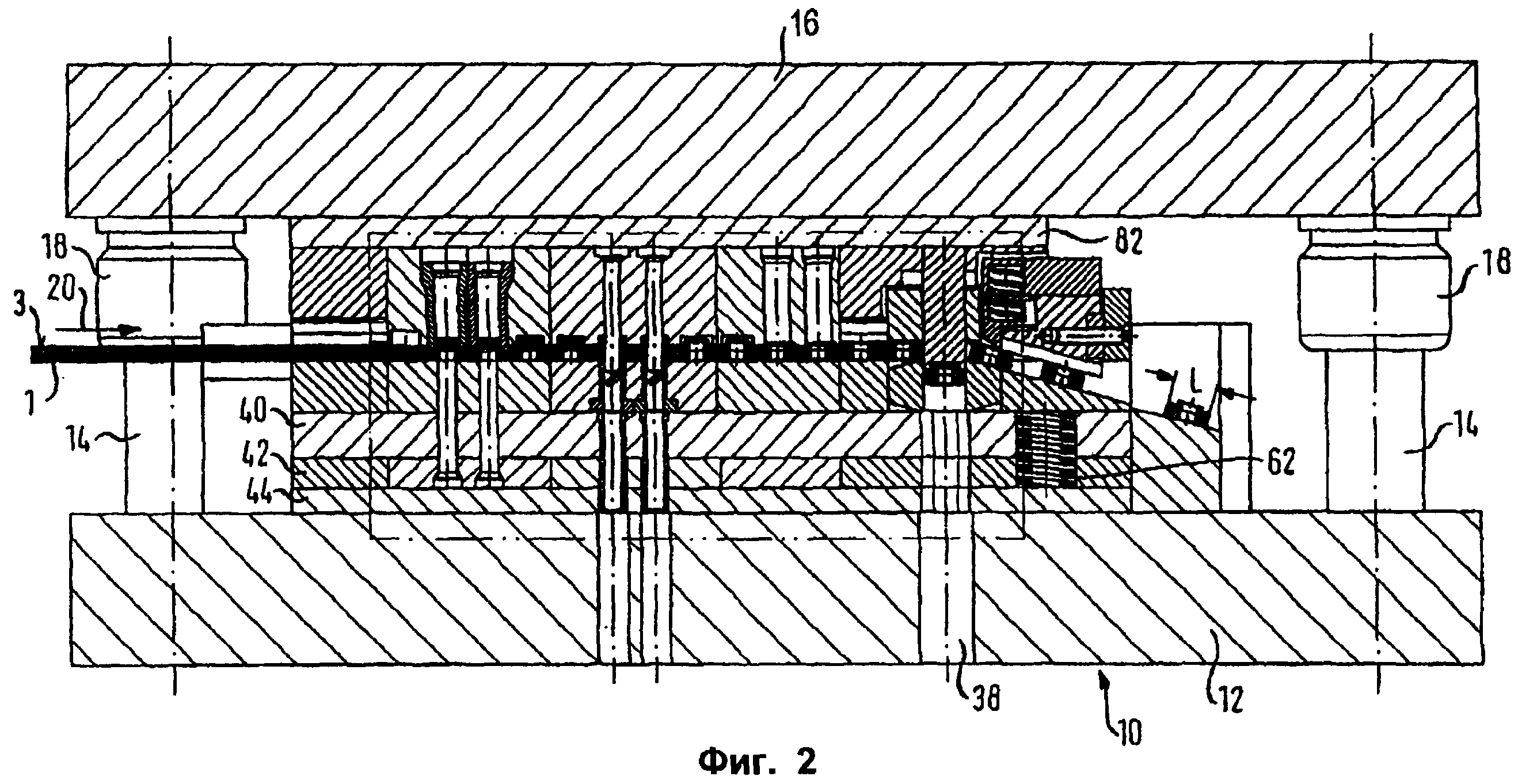
фиг.2 - разрез комбинированного инструмента в направлении обработки профиля;
фиг.3 - комбинированный инструмент из фиг.2 в зоне рабочих позиций в увеличенном виде;
фиг.4А-4Е - отдельные этапы изготовления пустотелого элемента с применением способа и комбинированного инструмента по фиг.2 и 3;
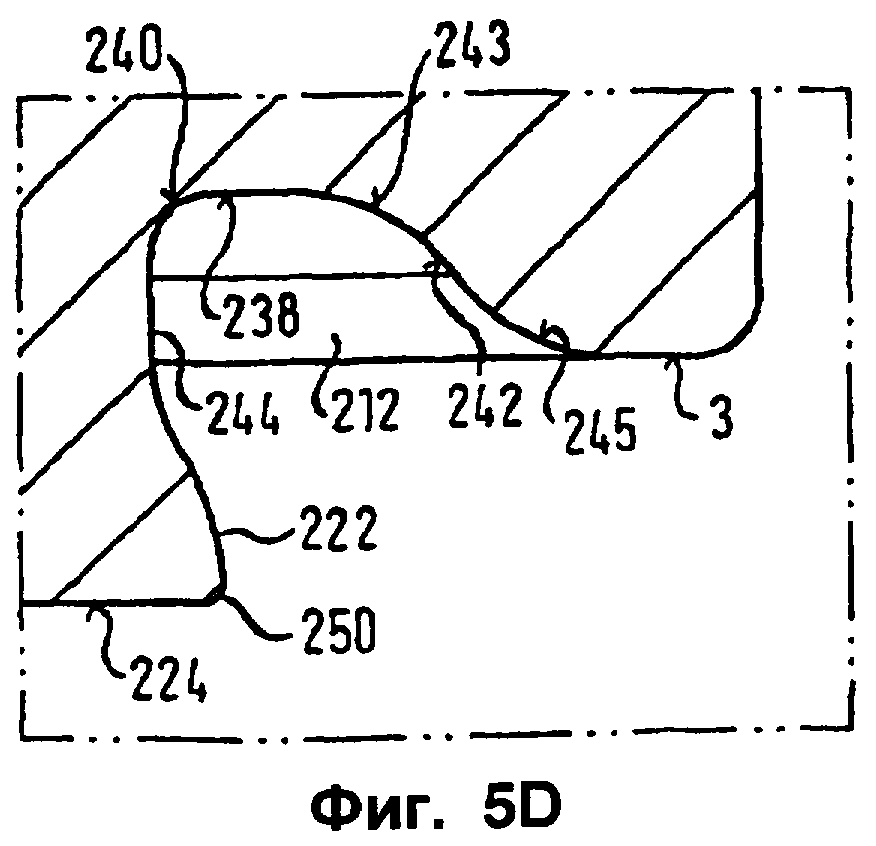
фиг.5А-5N - различные виды готового пустотелого элемента по фиг.4А-4Е, причем на фиг.5А показан перспективный вид пустотелого элемента снизу, на фиг.5В - вид сверху на пустотелый элемент, на фиг.5С - разрез в плоскости С-С из фиг.5В, на фиг.5D - увеличенный вид участка D из фиг.5С, на фиг.5Е-5I - идеальный вариант пустотелого элемента из фиг.5А-5D, а именно рассчитанный на более толстые листовые детали, тогда как на фиг.5J-5N - другой идеальный вариант, рассчитанный на применение с более тонкими листовыми деталями;
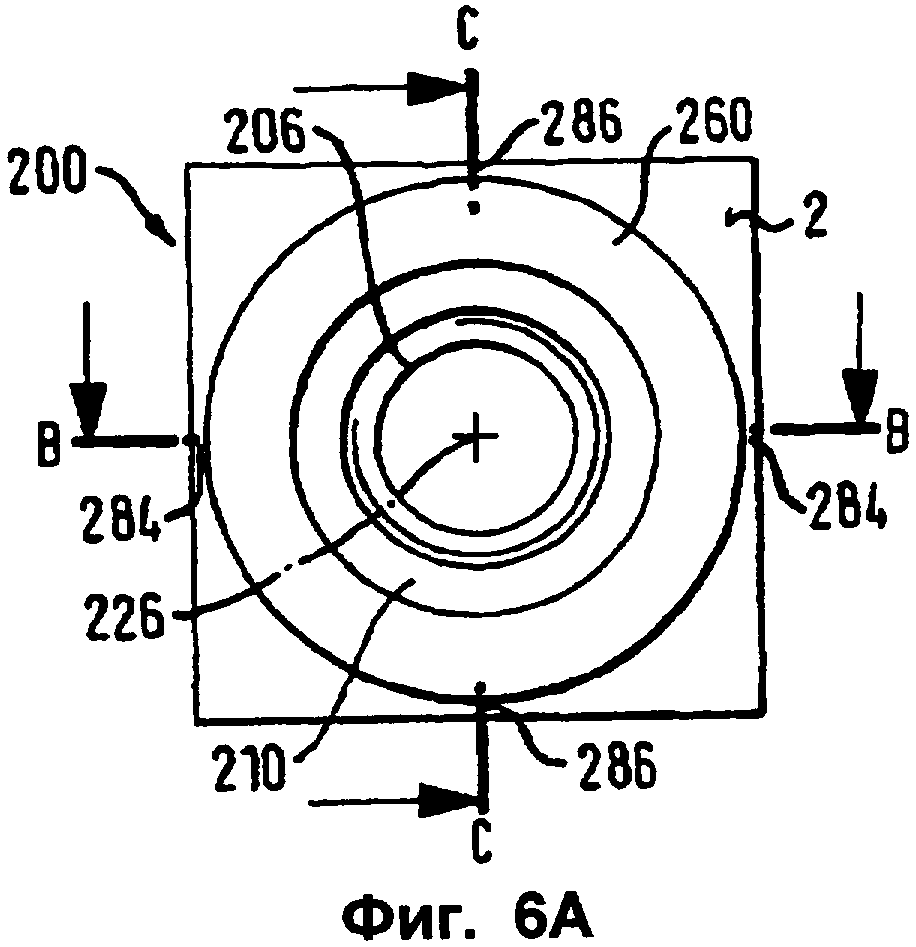
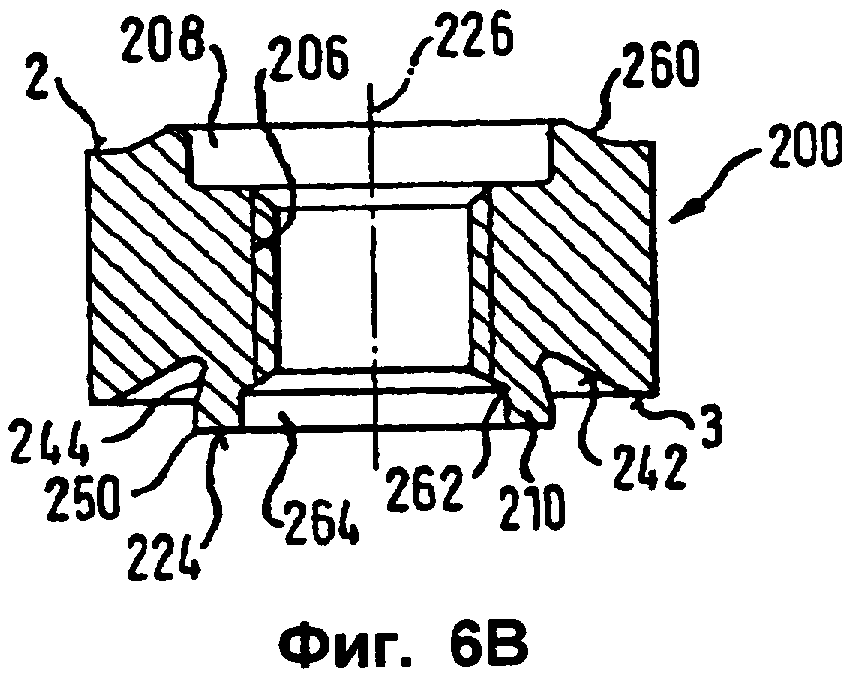
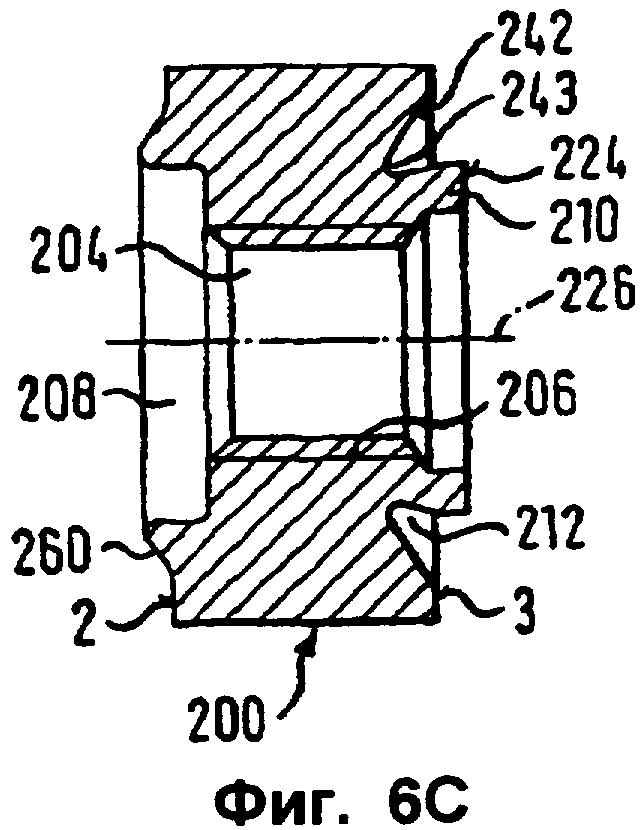
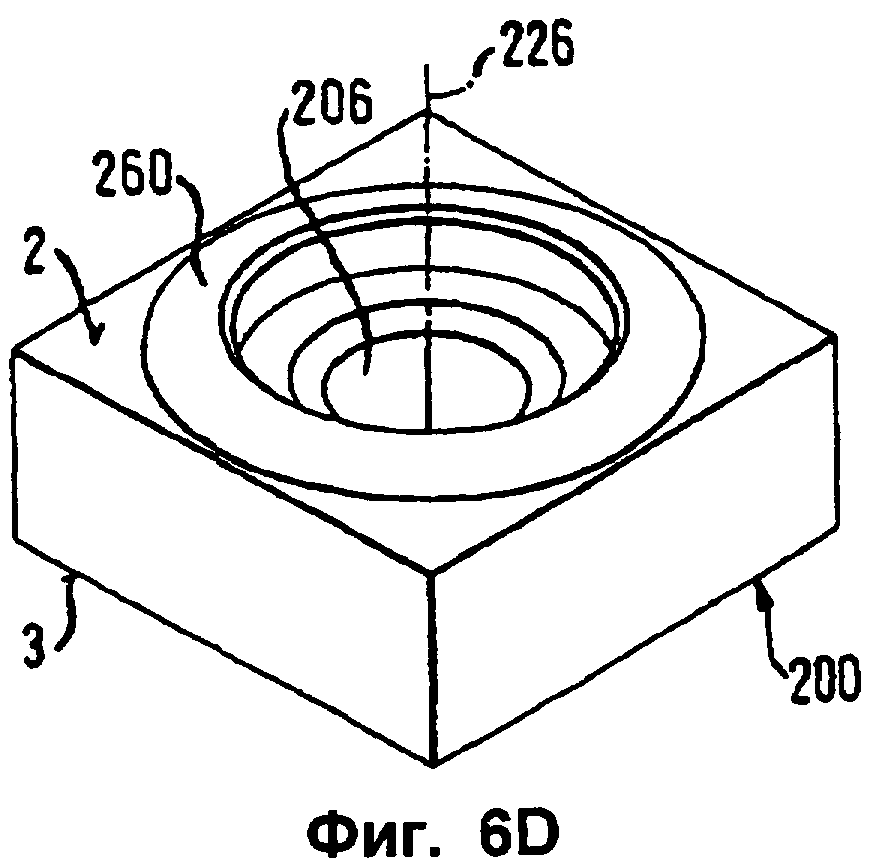
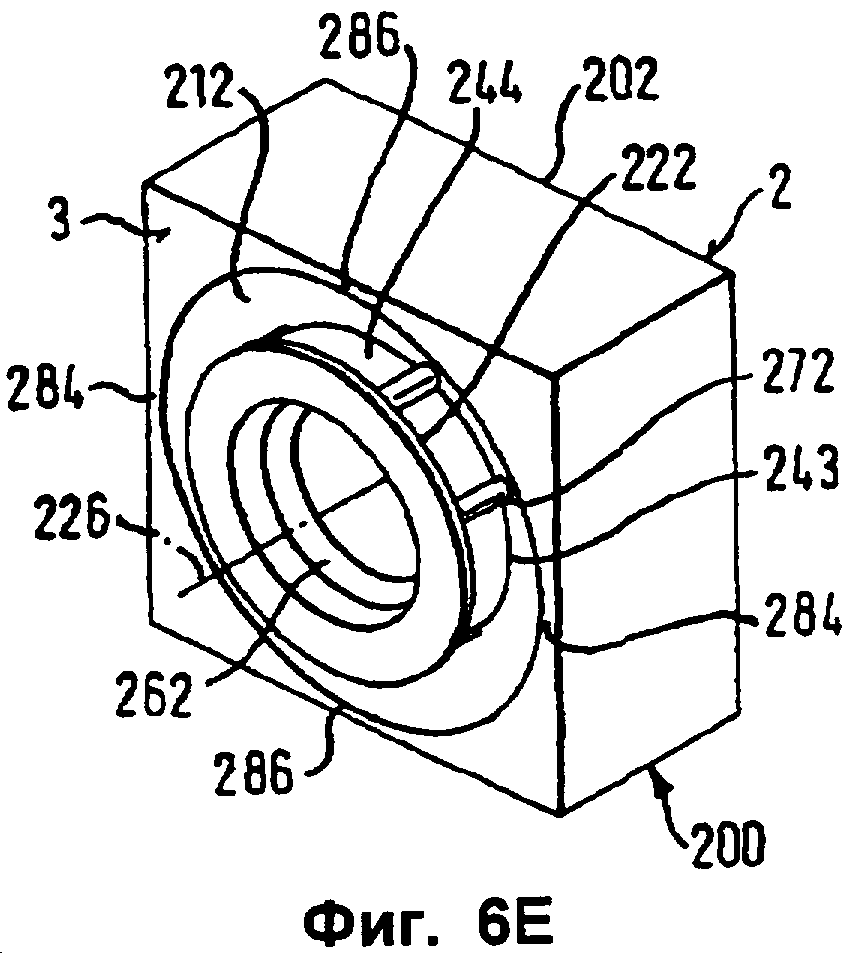
фиг.6А-6Е - другой пустотелый элемент, являющийся небольшим видоизменением пустотелого элемента по фиг.5А-5D, причем на фиг.6А показан вид сверху пустотелого элемента, на фиг.6В - разрез в плоскости В-В из фиг.6А, на фиг.6С - разрез в плоскости С-С из фиг.6А, а на 6D и 6Е показаны перспективные виды функционального элемента сверху и снизу;
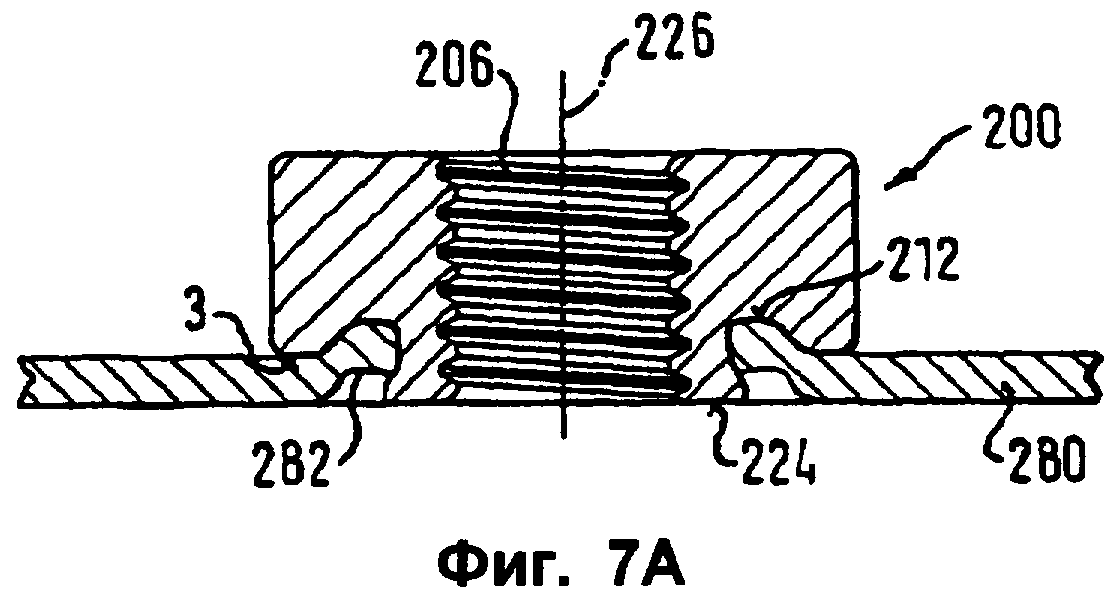
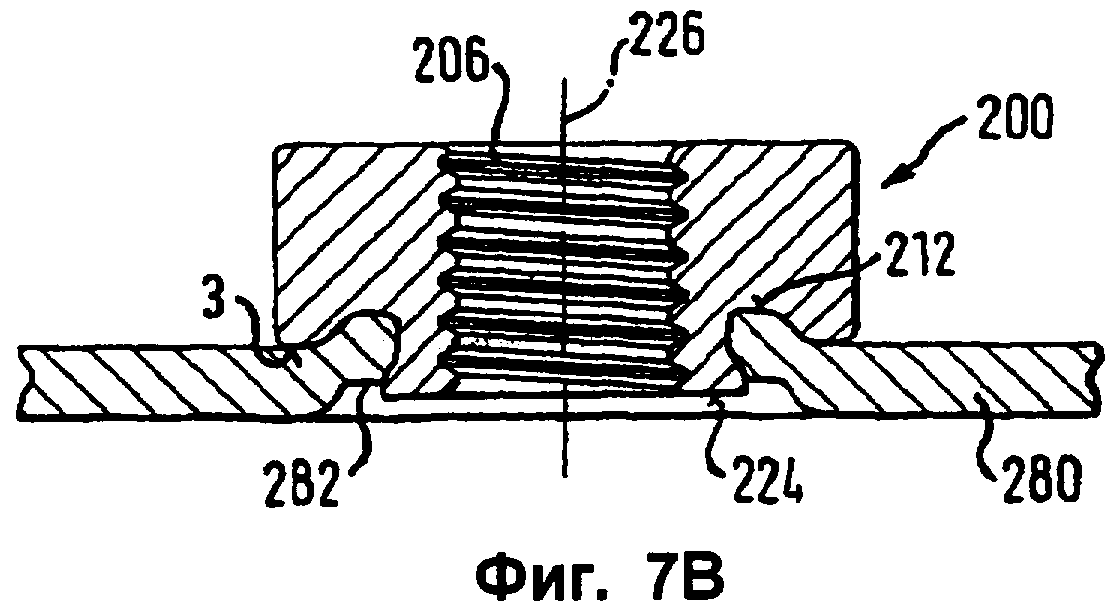
фиг.7А, 7В - закрепление пустотелого элемента на тонкой и толстой деталях;
фиг.8А-8D - другой вариант пустотелого элемента с защитой от проворачивания в виде радиально проходящих ребер, которые перекрывают кольцевое углубление, причем на фиг.8А показан вид пустотелого элемента снизу, на фиг.8В и 8С показаны разрезы в горизонтальной В-В и вертикальной С-С плоскостях из фиг.8А, а на фиг.8D - показан перспективный вид;
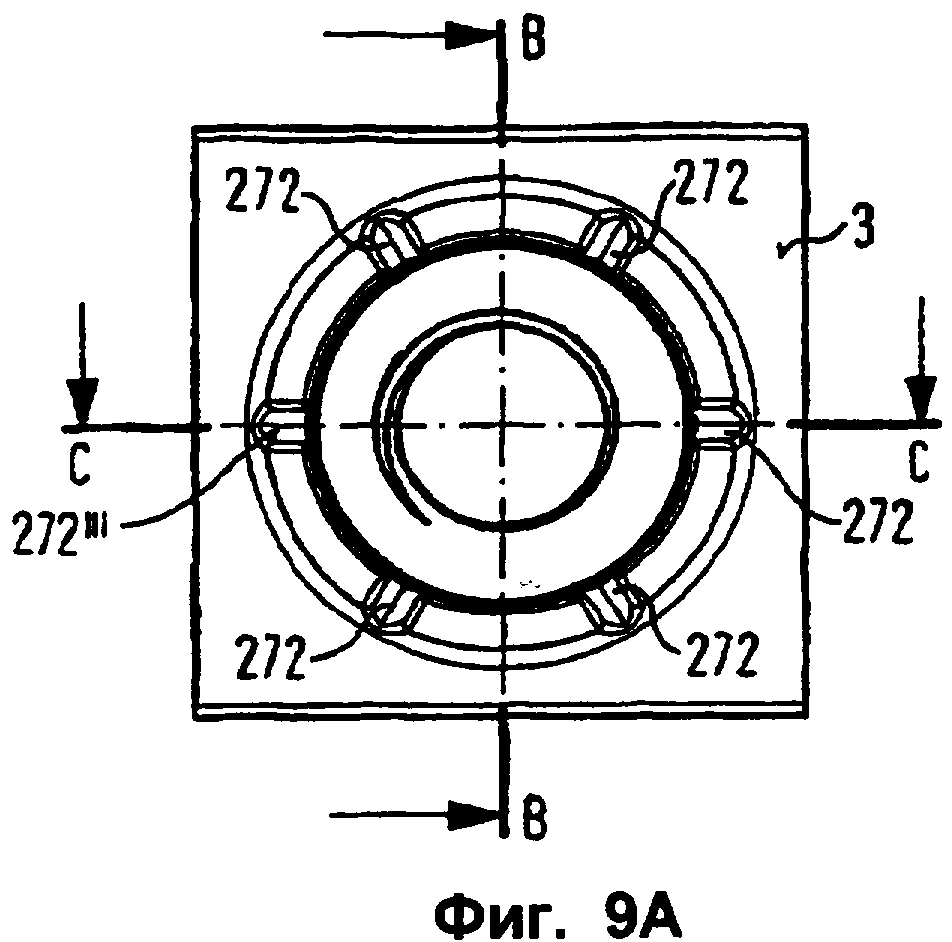
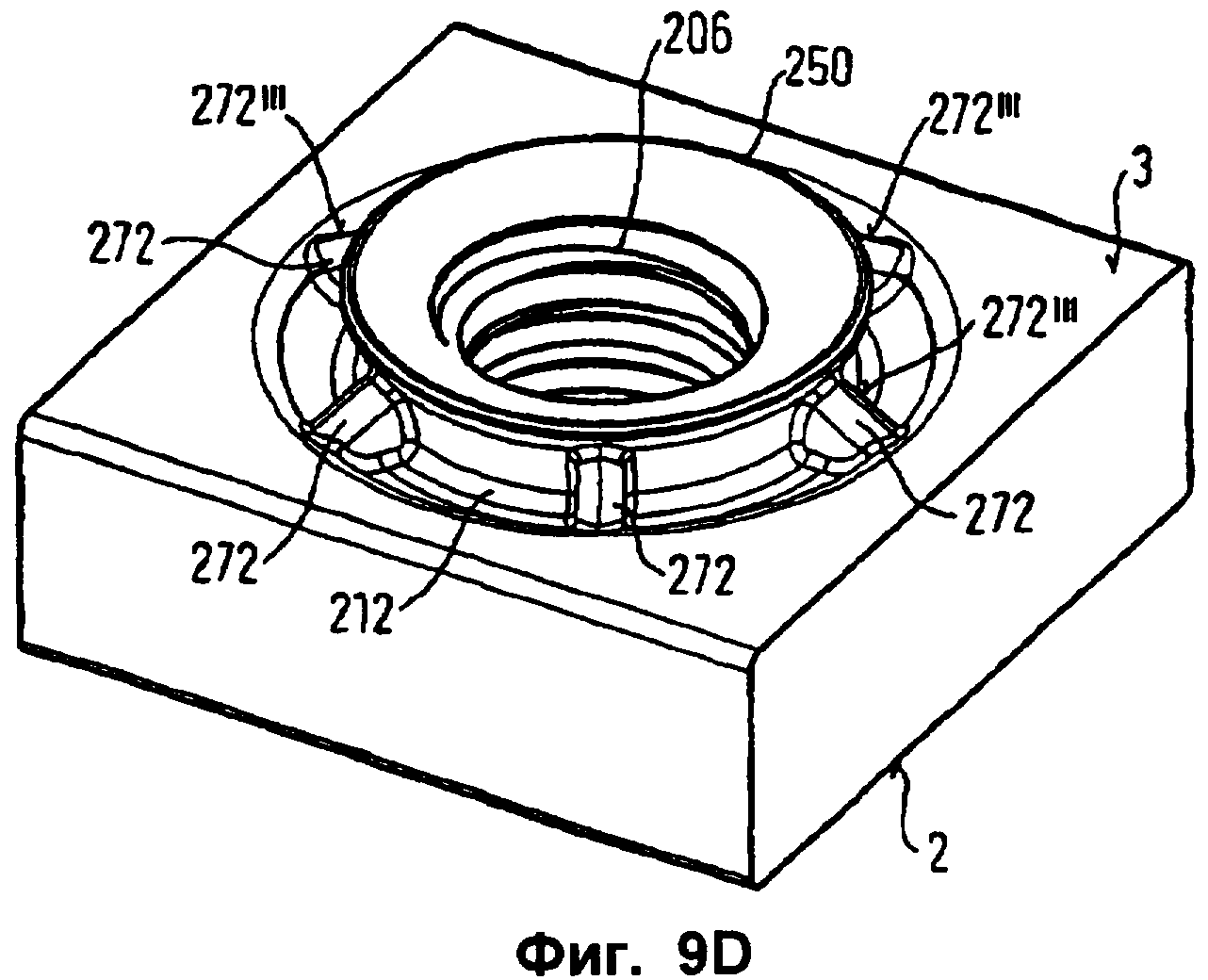
фиг.9А-9D - то же, что и на фиг.8А-8D, однако с косорасположенными ребрами для защиты от проворачивания, которые проходят в радиальном направлении по кольцевому углублению и в осевом направлении вдоль поднутрения вырубного участка;
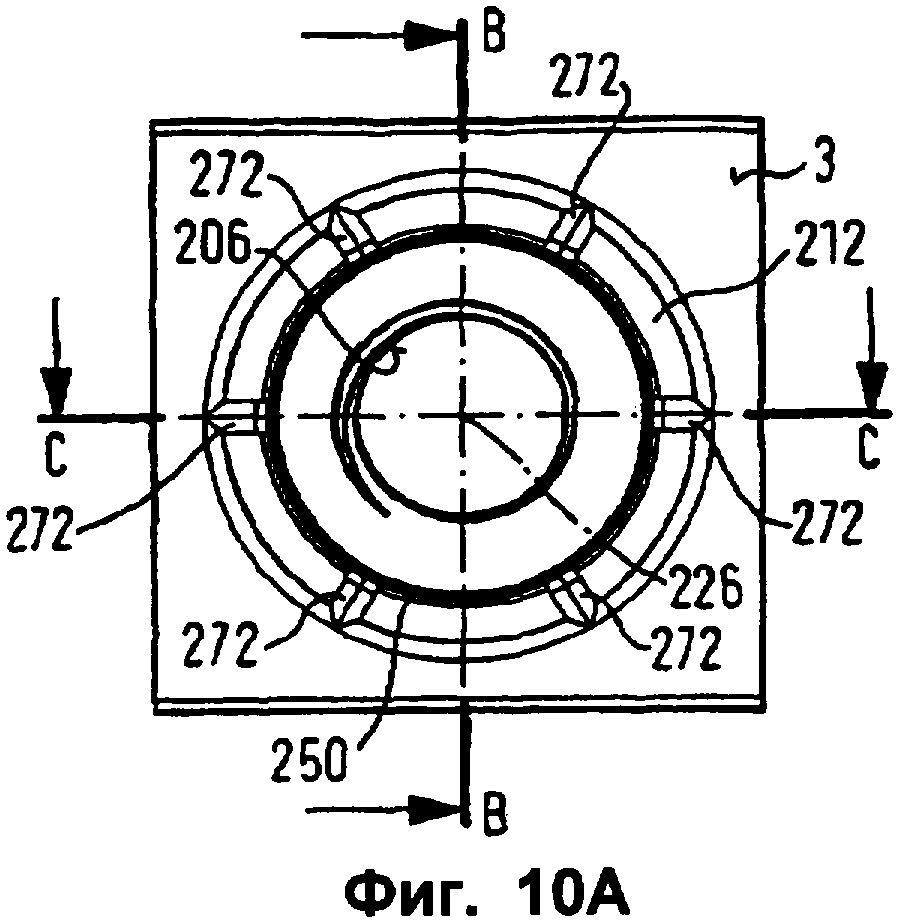
фиг.10А-10D - то же, что и на фиг.8А-8D, однако с ломаными ребрами для защиты от проворачивания, которые проходят в радиальном направлении по кольцевому углублению и в осевом направлении вдоль поднутрения вырубного участка;
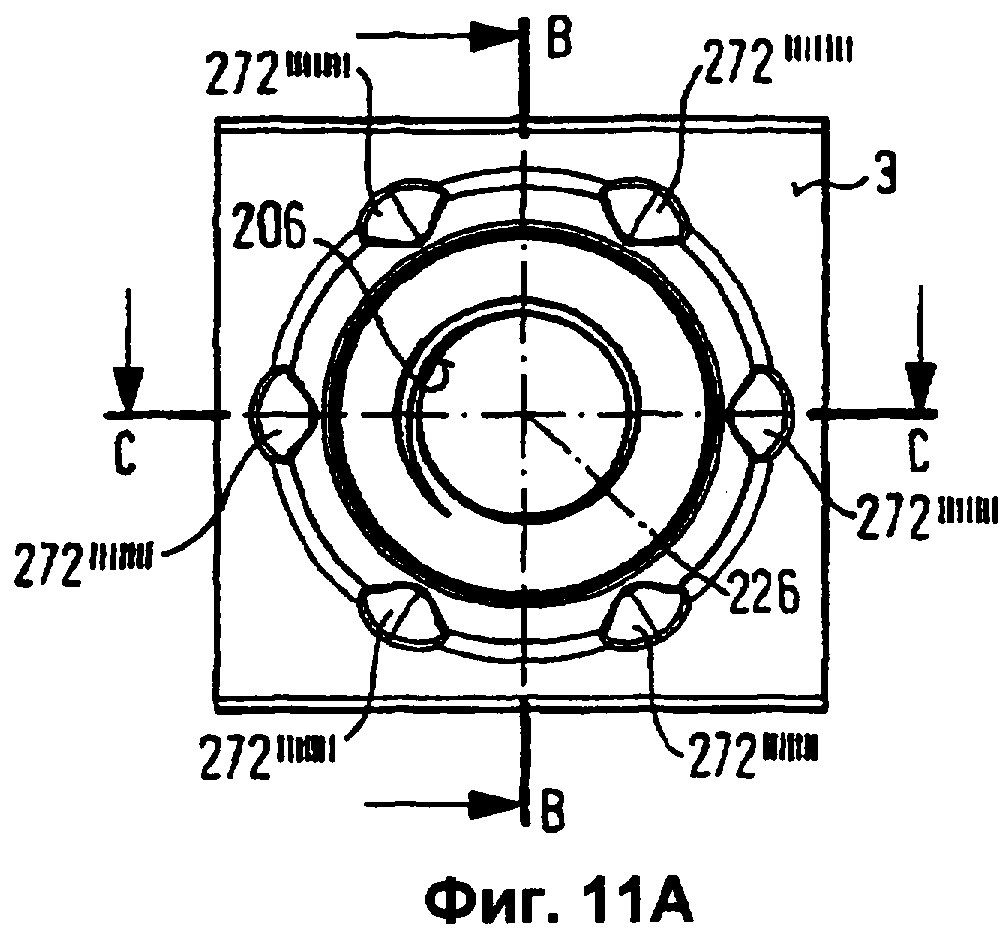
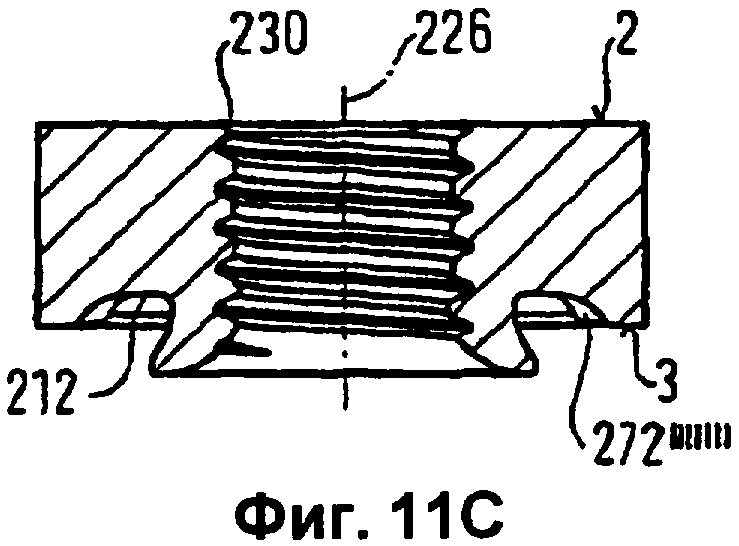
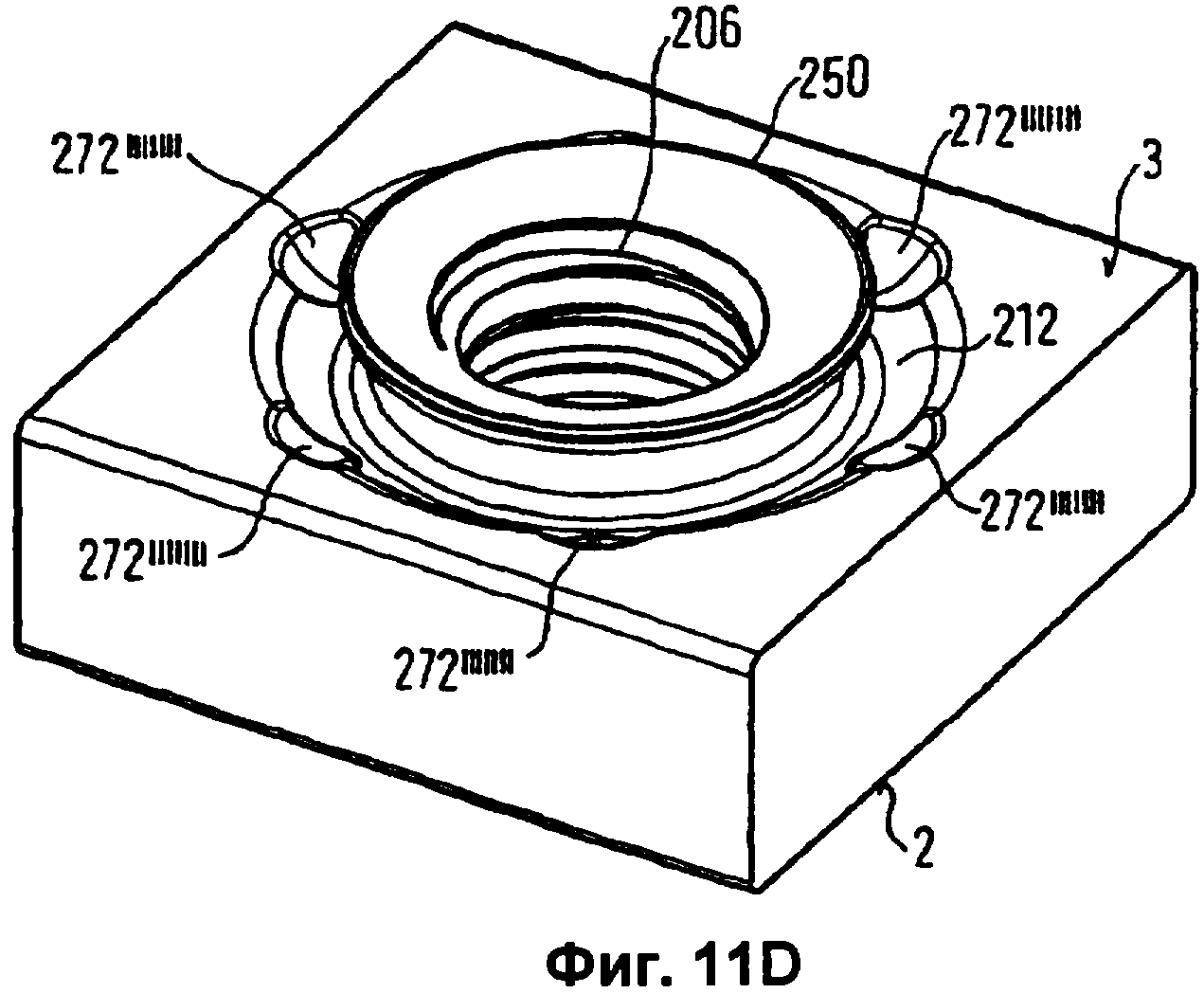
фиг.11А-11D - то же, что и на фиг.8А-8D, однако с защитой от проворачивания, выполненной в виде пазов, соответственно, углублений;
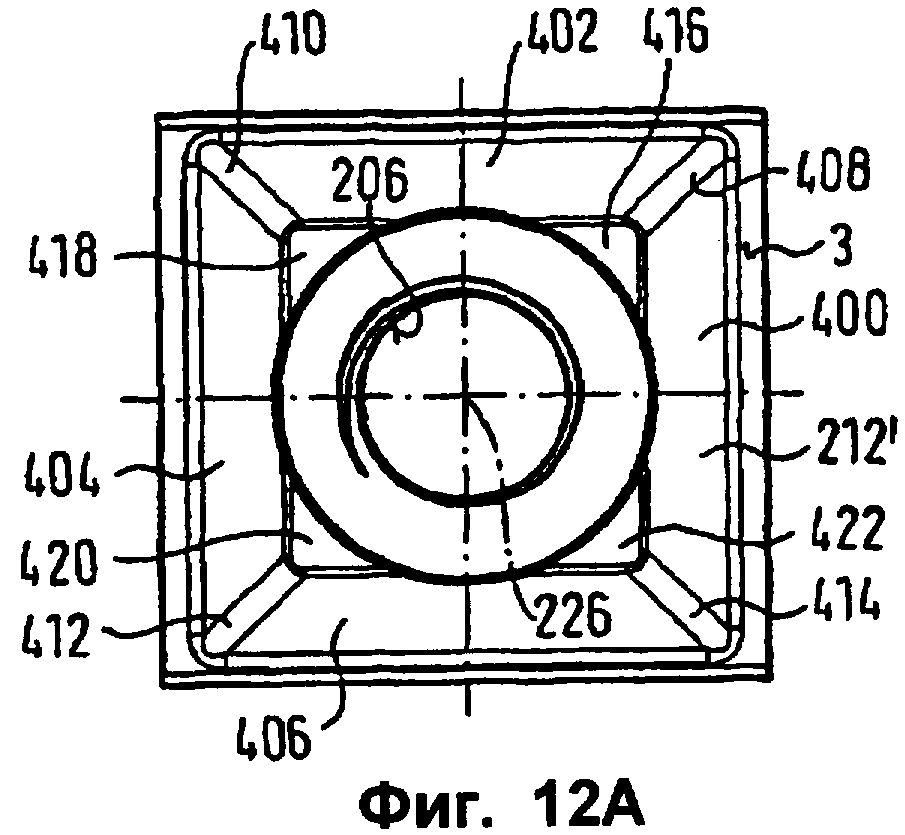
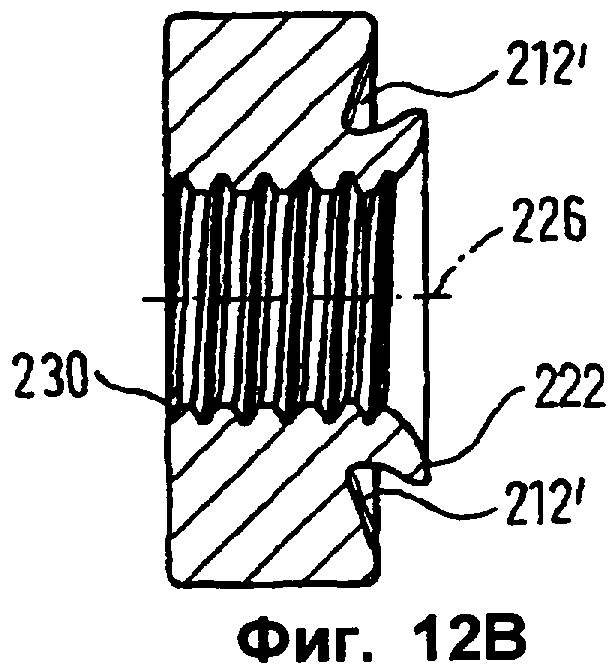
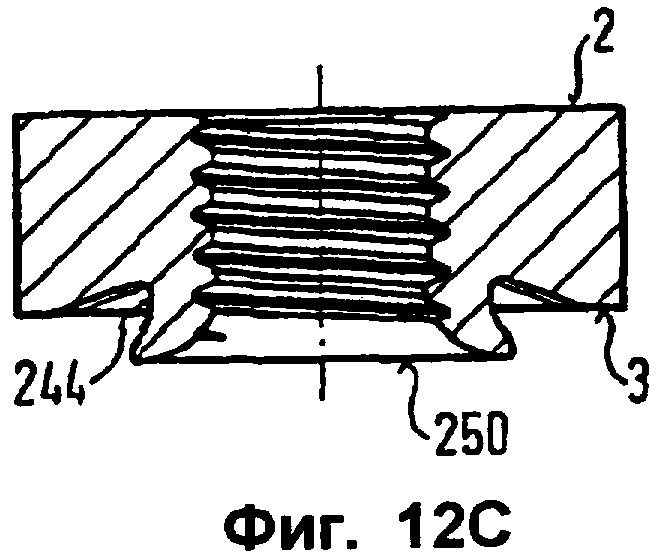
фиг.12А-12D - то же, что и на фиг.8А-8D, однако с многоугольной при виде сверху кольцевой формой, в данном случае квадратной формы;
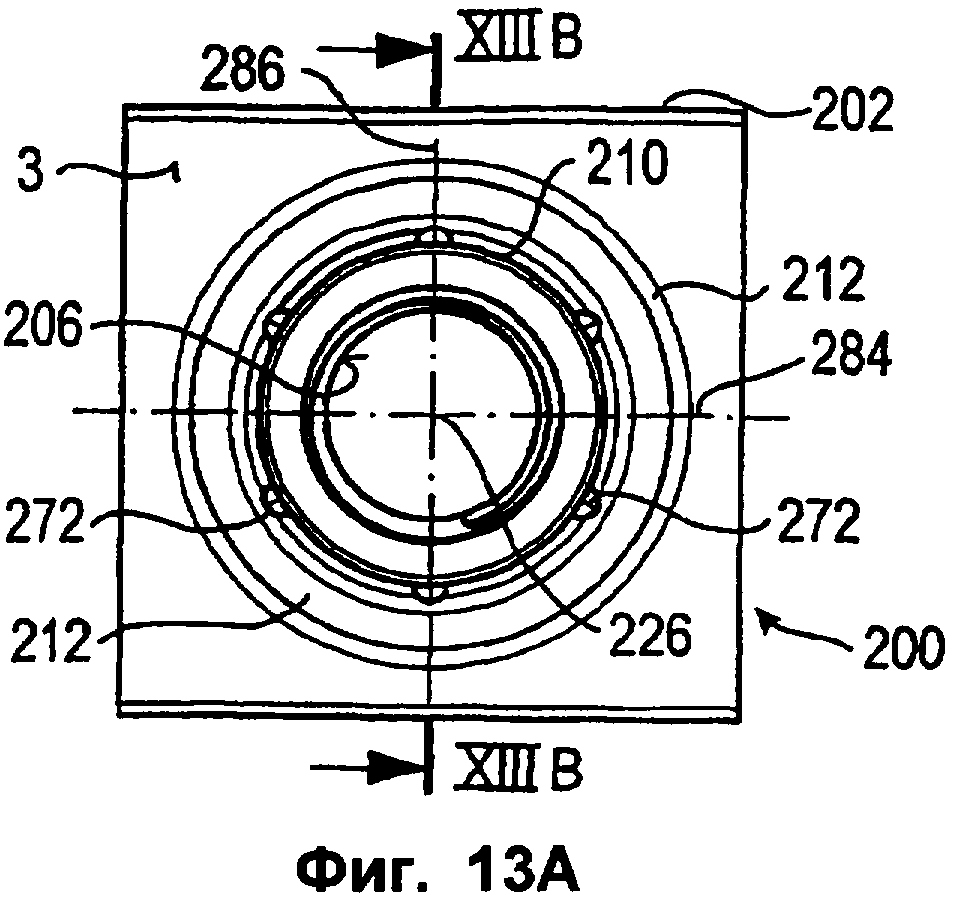
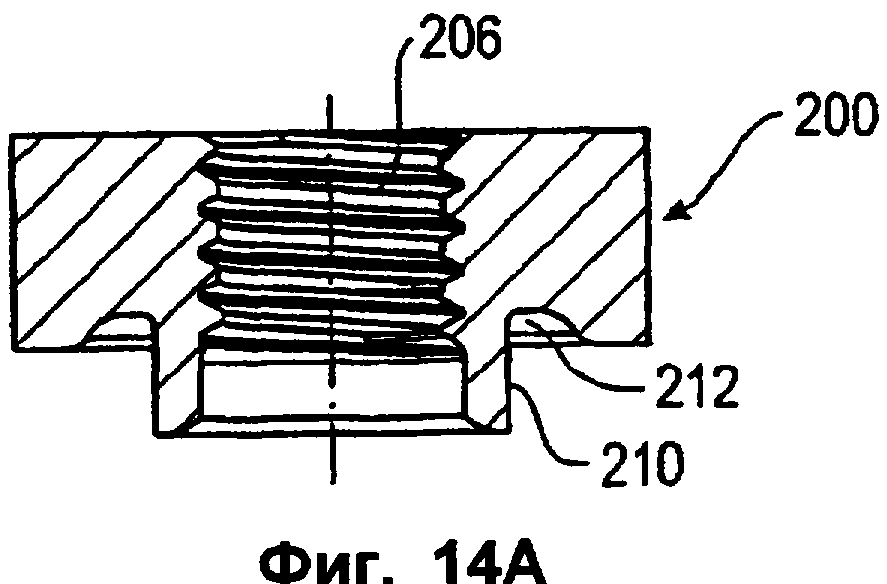
фиг.13А-13D - пустотелый элемент, являющийся видоизменением пустотелого элемента по фиг.5А-5D, причем на фиг.13А показан вид снизу на свободный торцевой конец пустотелого элемента, на фиг.13В - разрез в плоскости XIIIB-XIIIB из фиг.13А, на фиг.13С - увеличенный вид участка XIIIC из фиг.13В, а на фиг.13D - пустотелый элемент в перспективе;
фиг.14А-14D - закрепление пустотелого элемента на предварительно пробитой листовой детали посредством клепки;
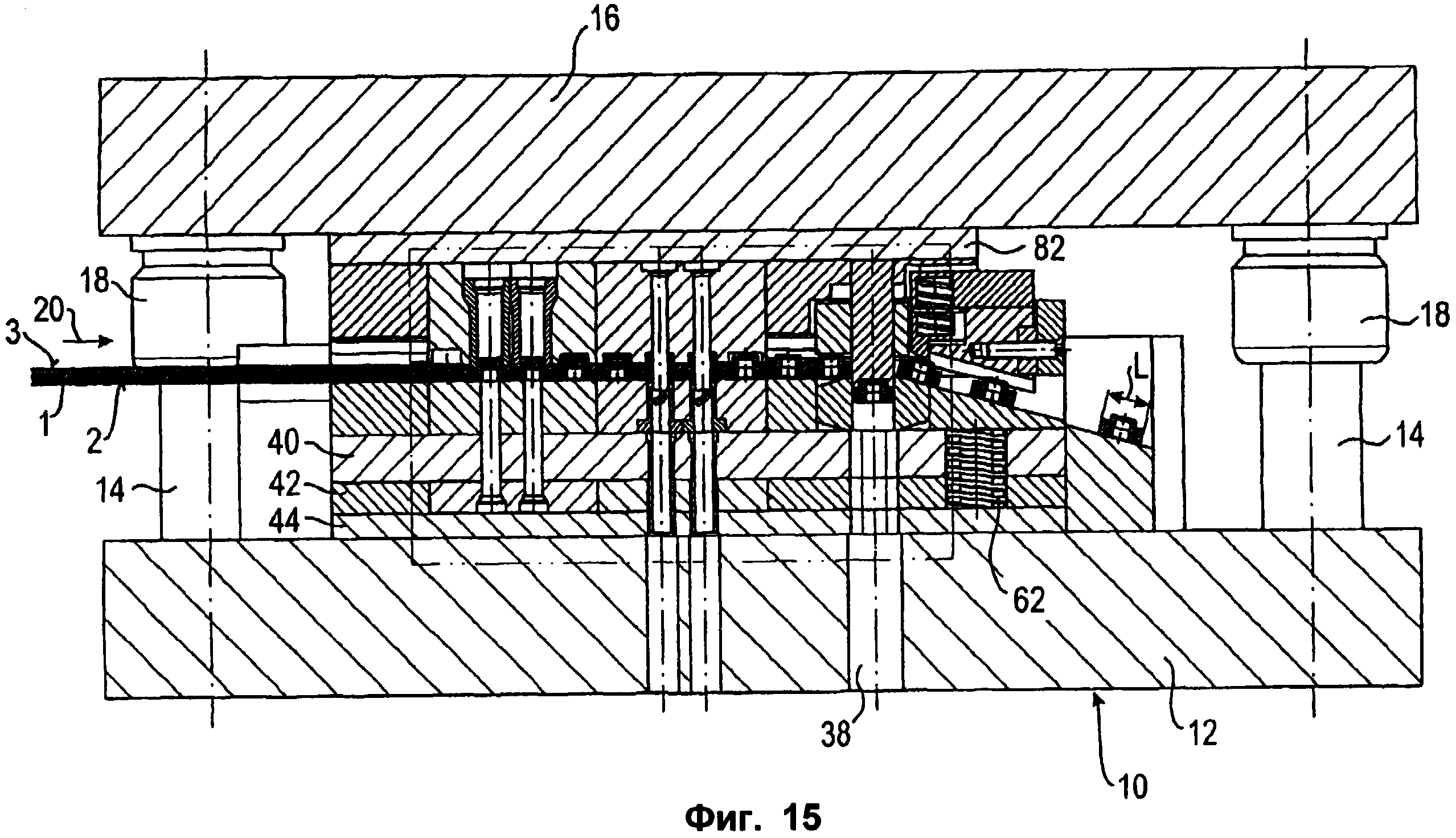
фиг.15 - продольный разрез комбинированного инструмента последовательного действия, аналогичного комбинированному инструменту по фиг.3;
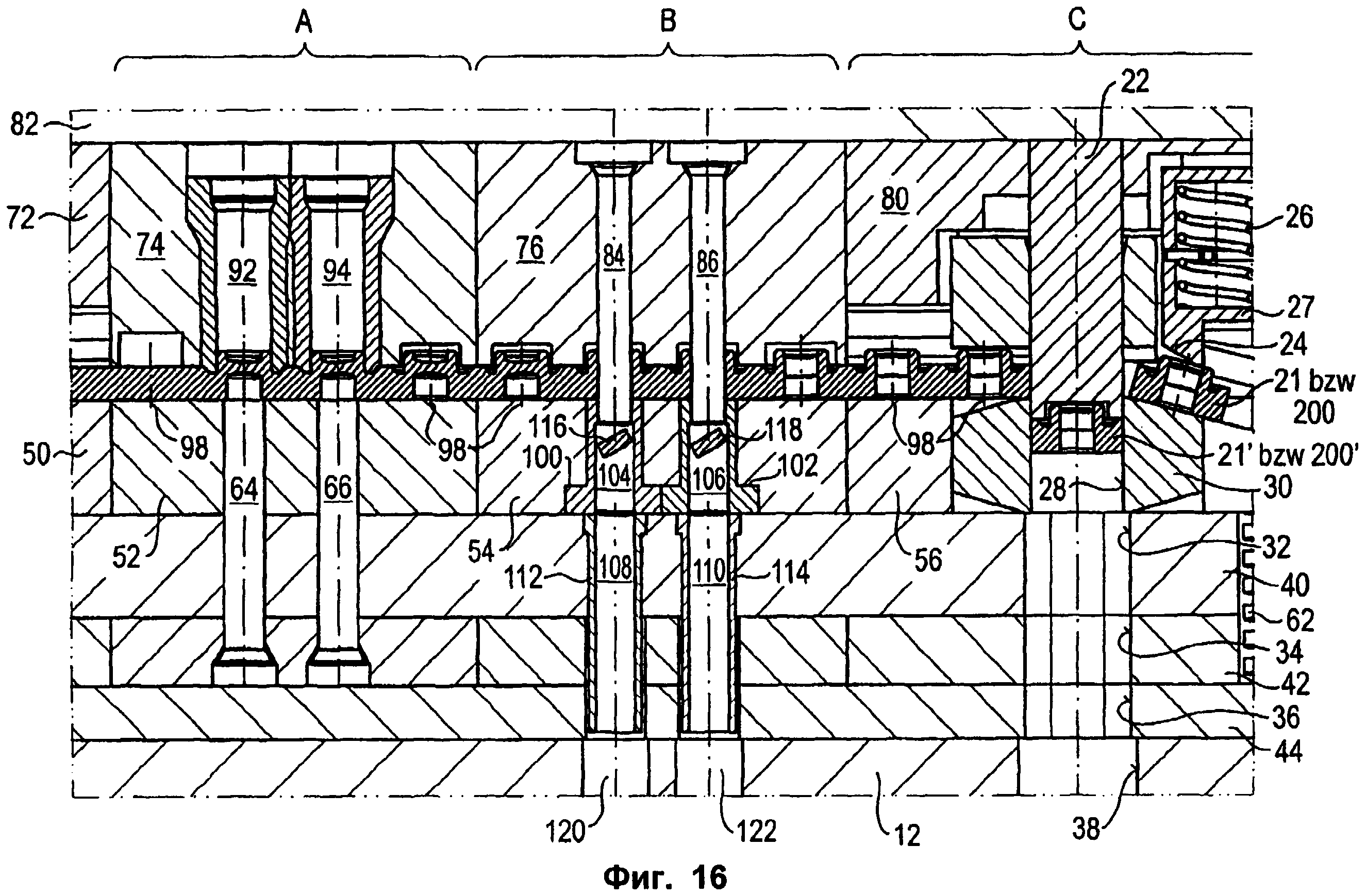
фиг.16 - средняя часть комбинированного инструмента из фиг.15 в увеличенном виде;
фиг.17 - продольный разрез другого комбинированного инструмента, аналогичного комбинированному инструменту по фиг.15;
фиг.18 - средняя часть комбинированного инструмента по фиг.17 в увеличенном виде;
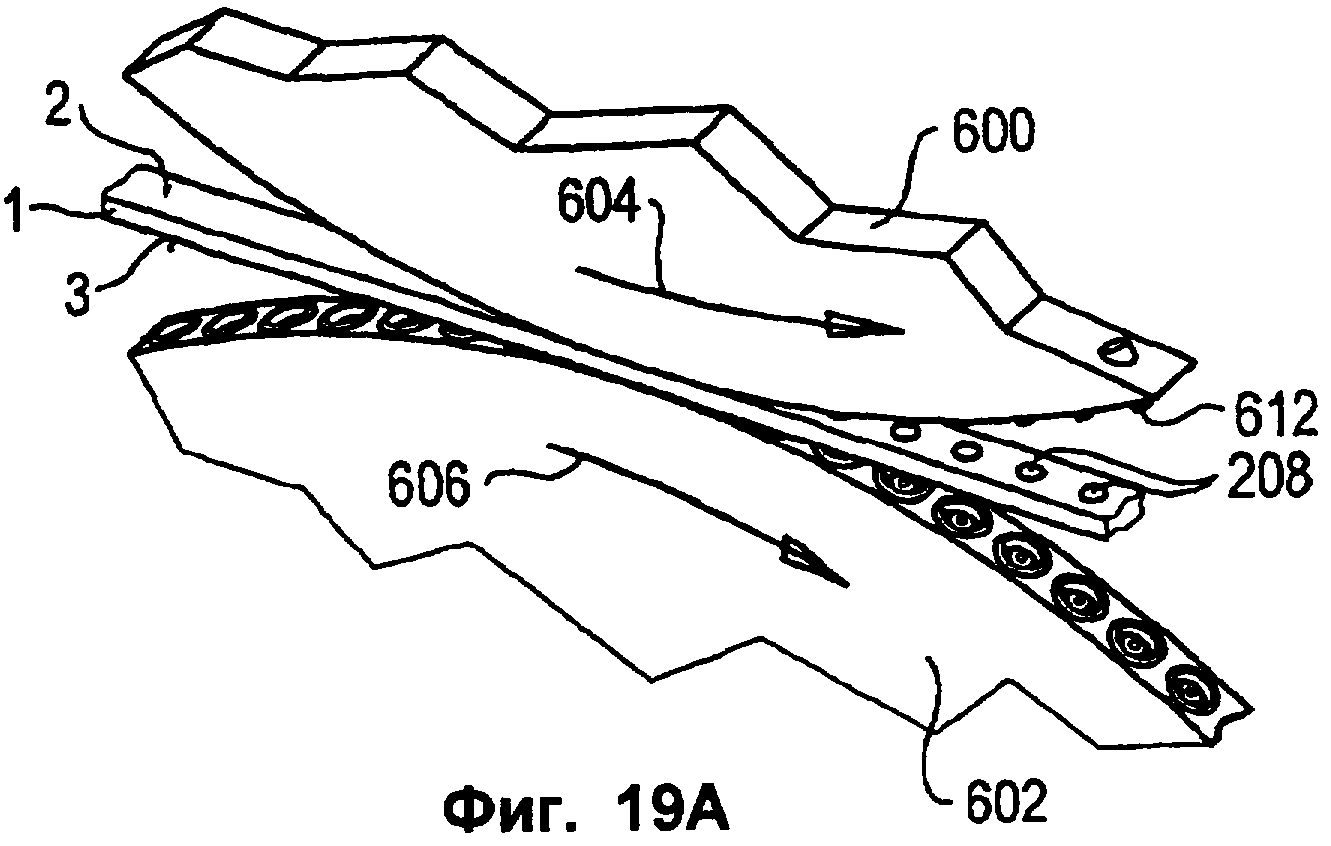
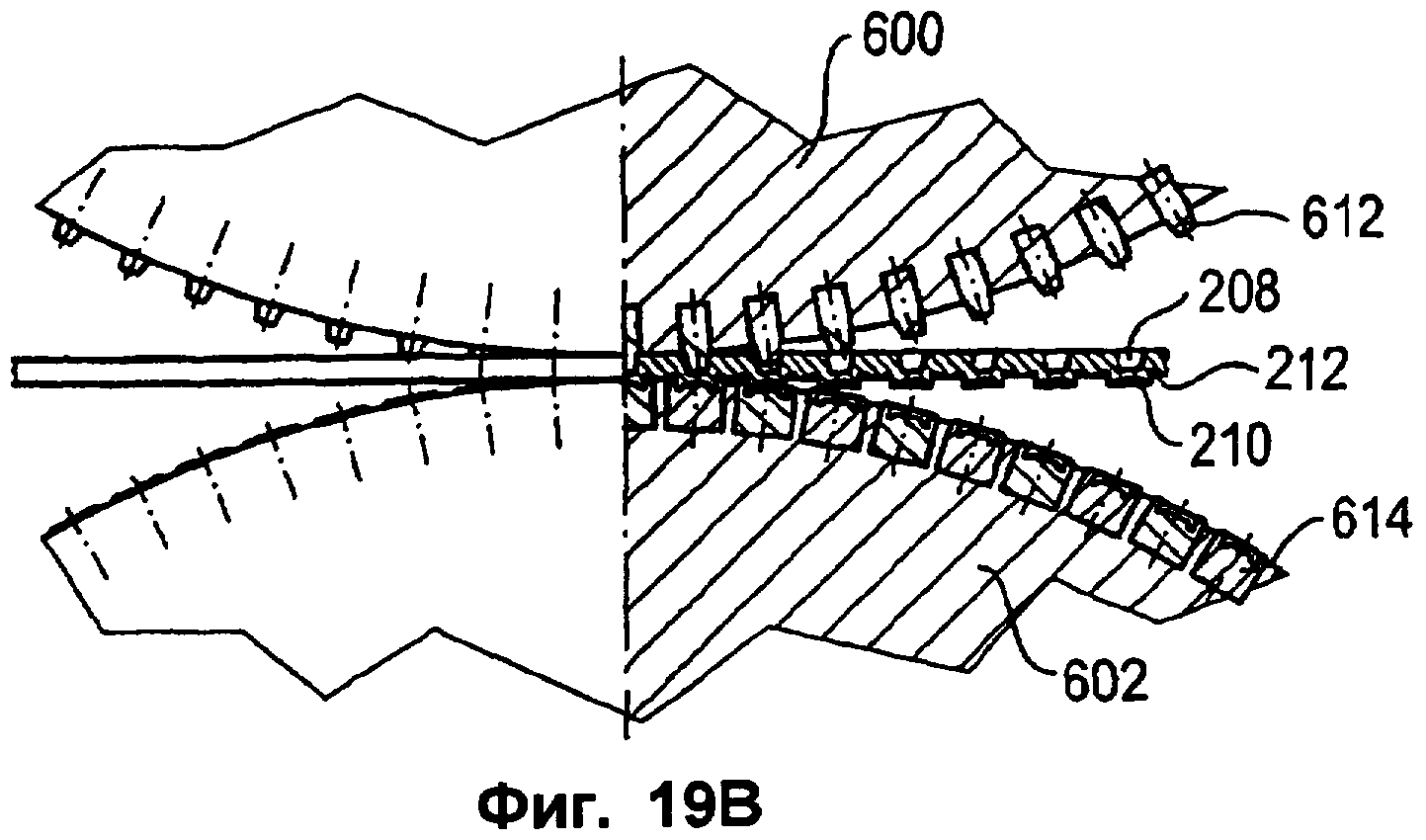
фиг.19А-19С - схематично первое прокатное устройство согласно изобретению;
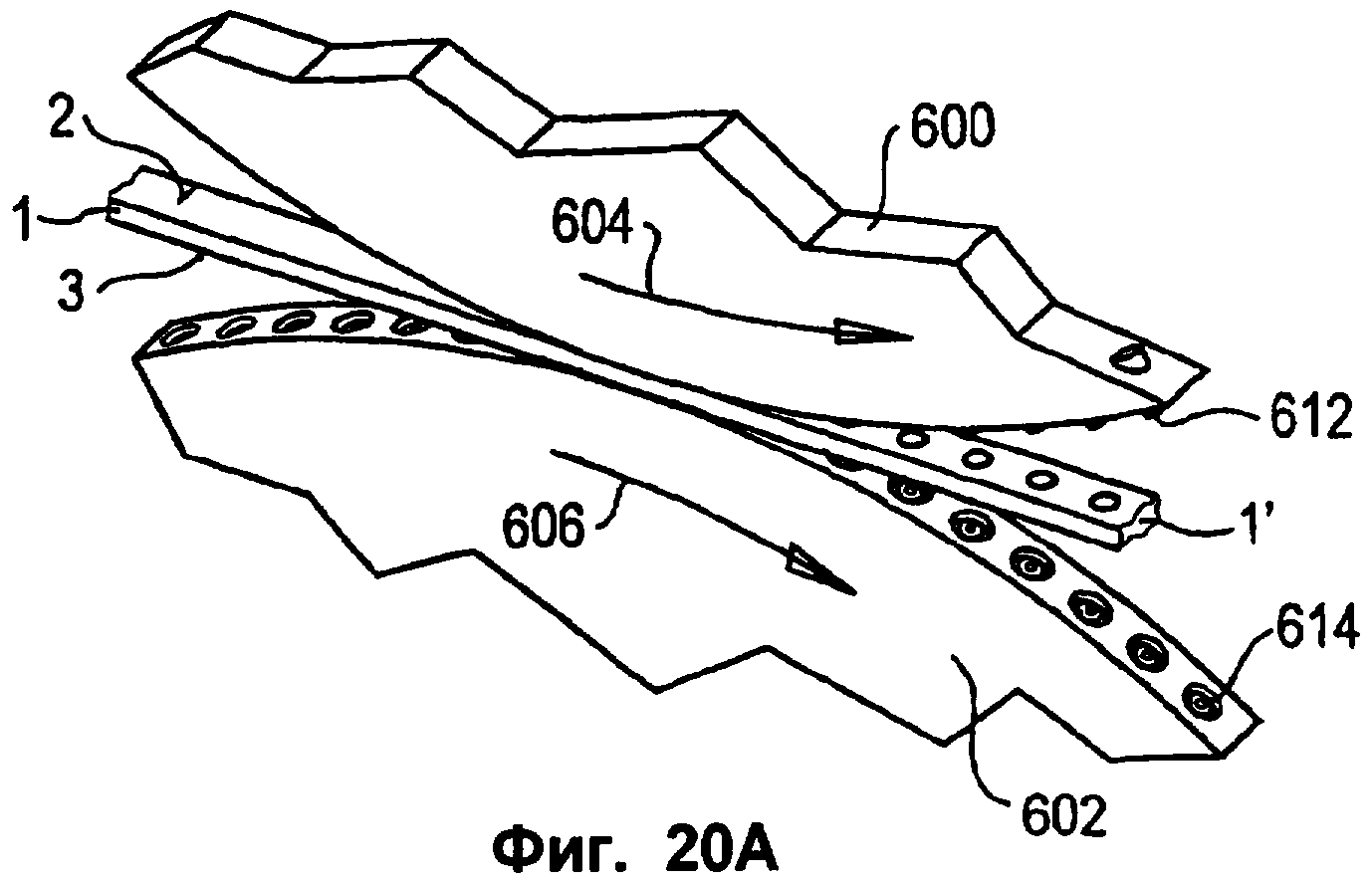
фиг.20А-20С - схематично второе прокатное устройство согласно изобретению;
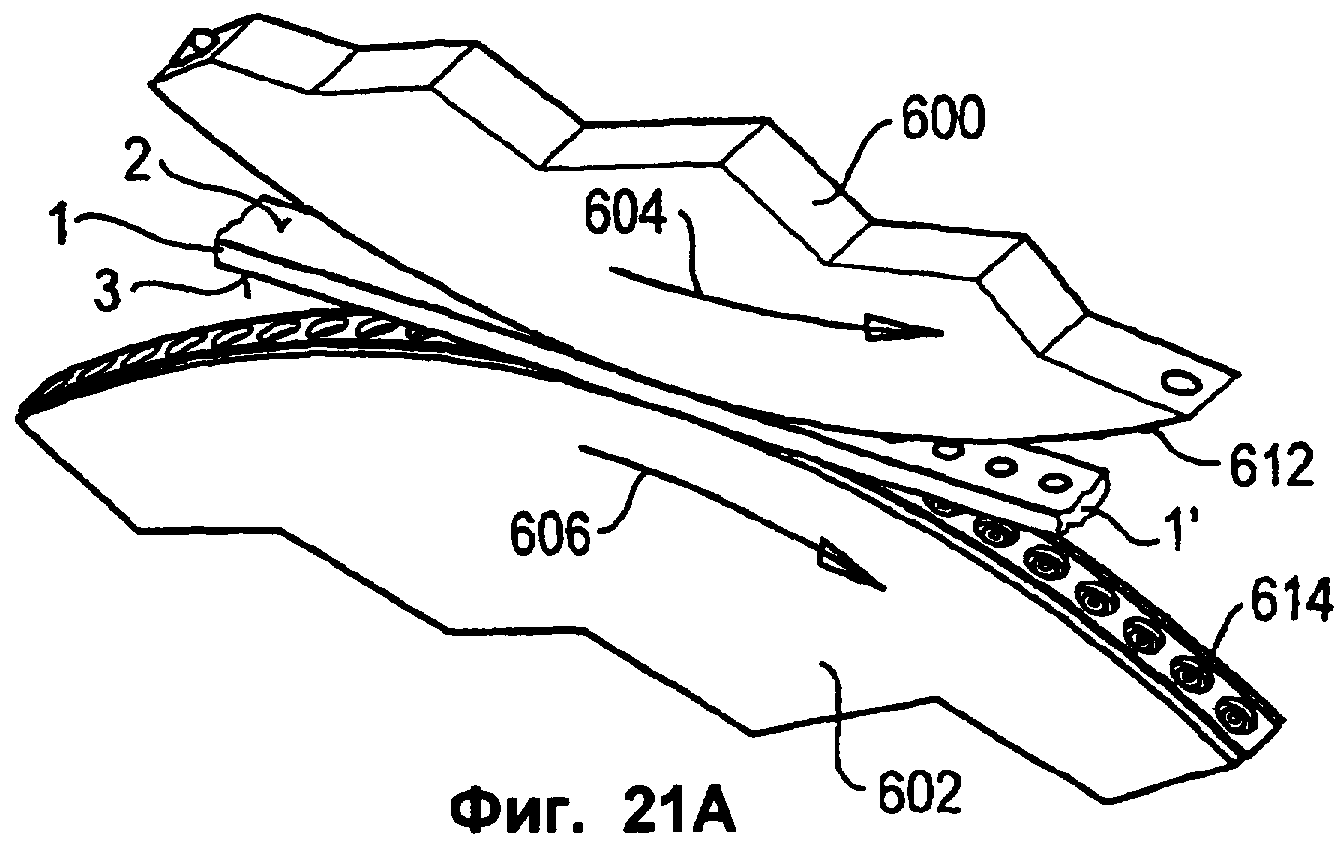
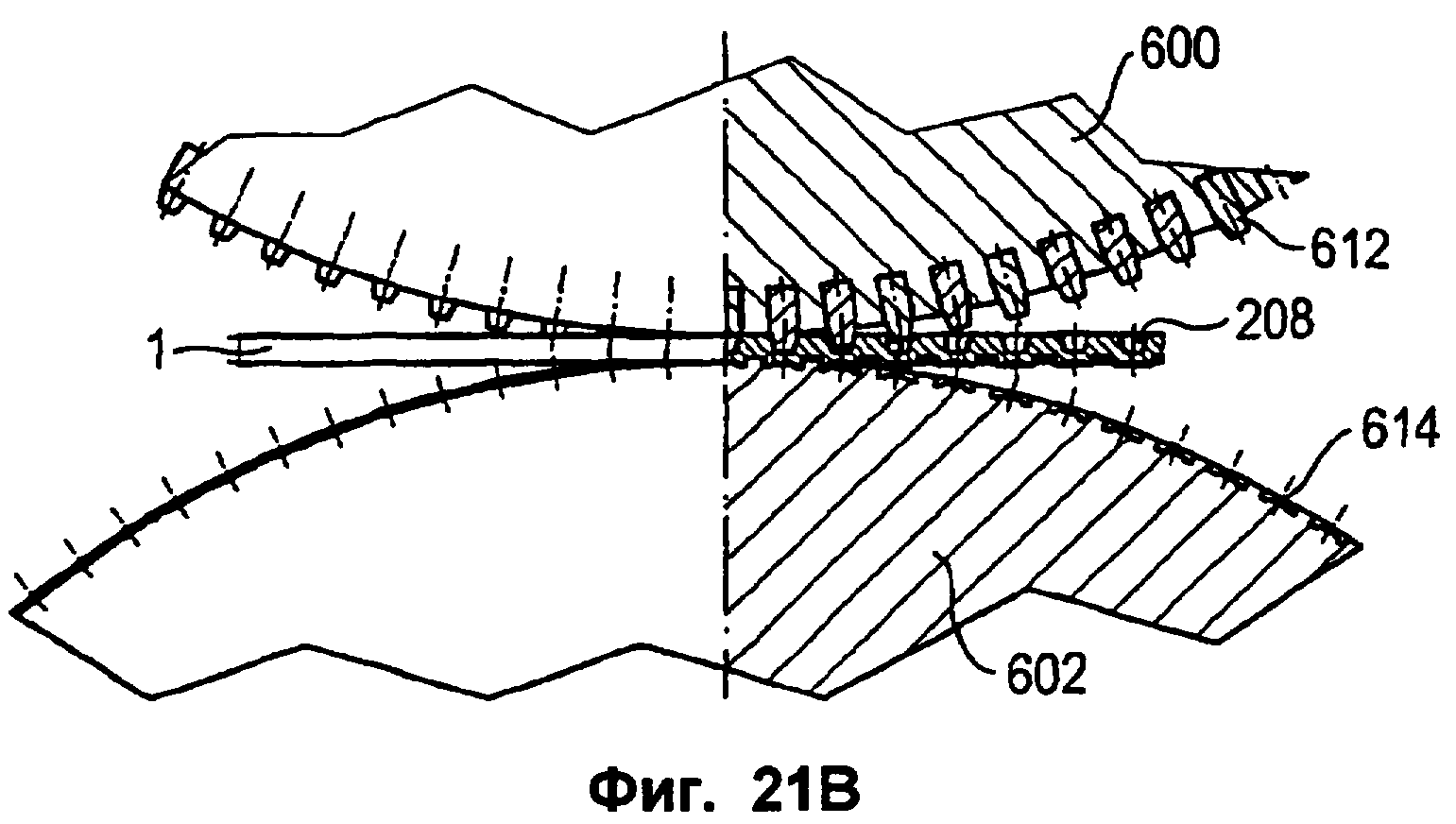
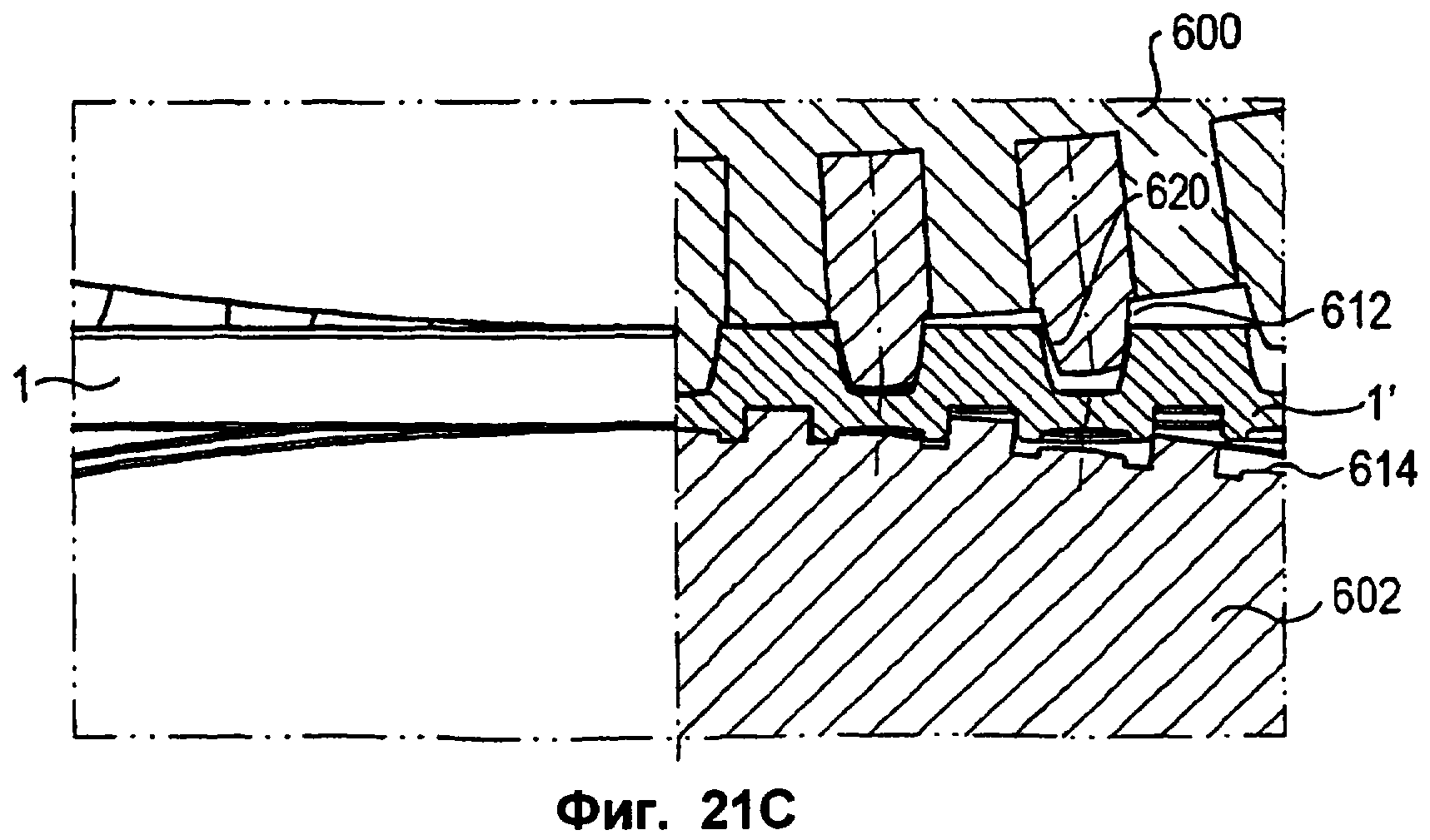
фиг.21А-21С - схематично третье прокатное устройство согласно изобретению;
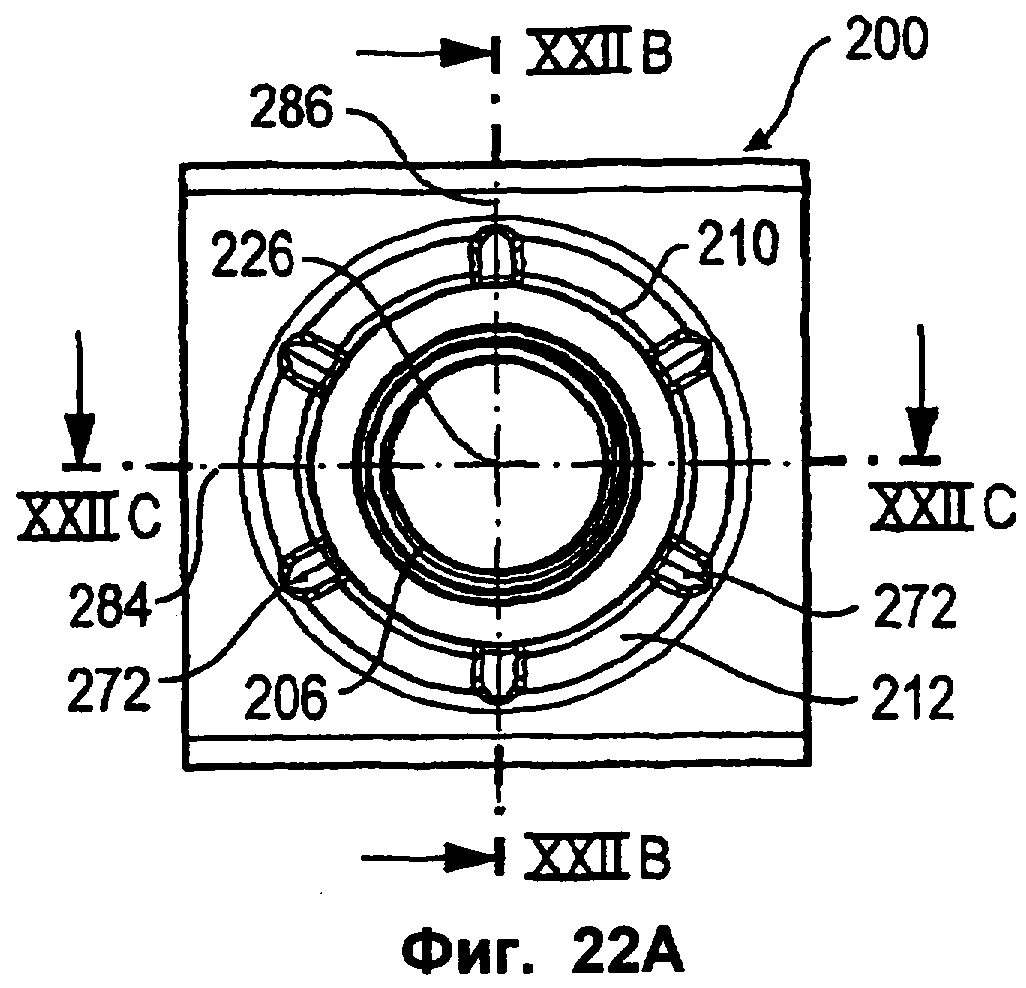
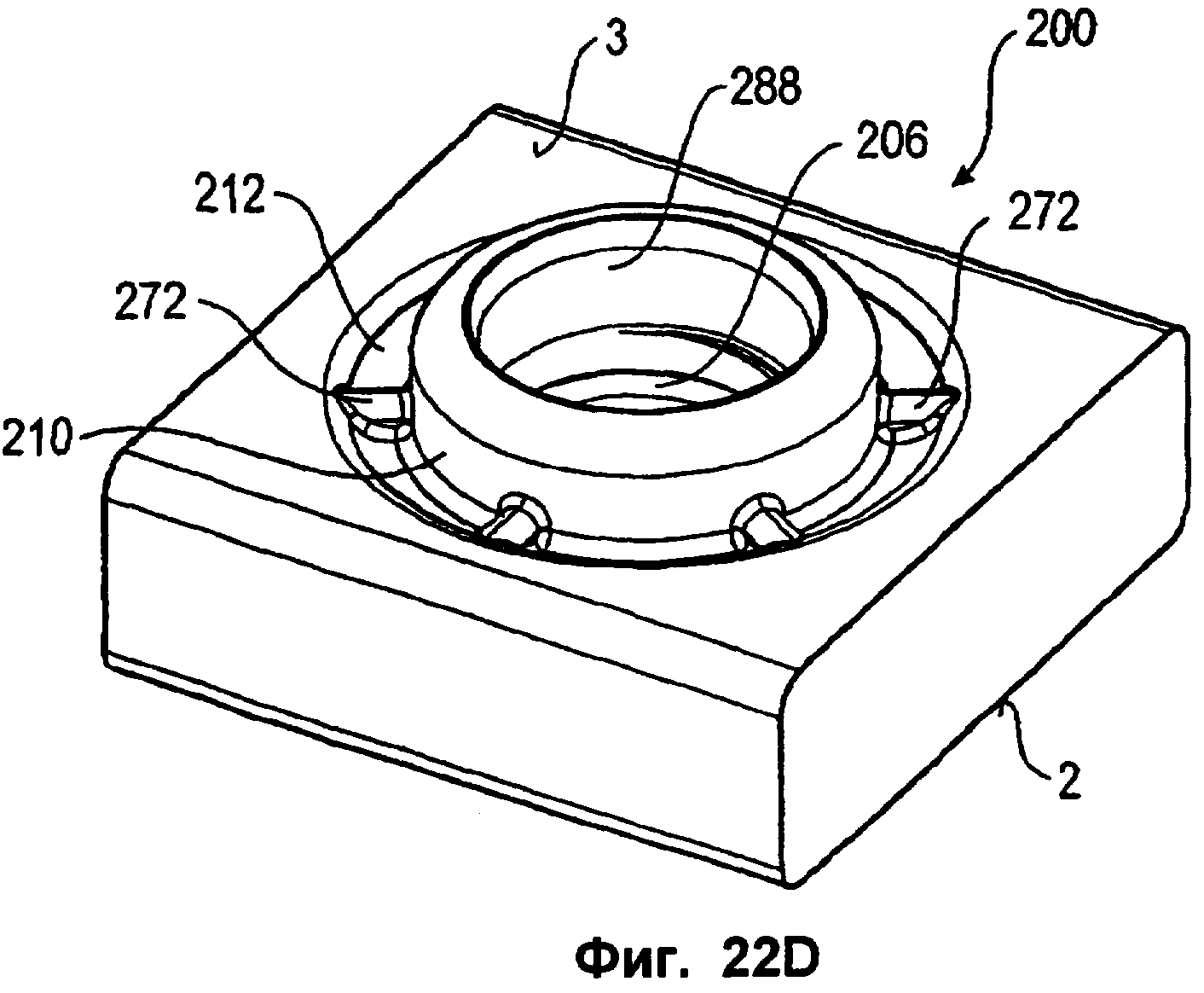
фиг.22А-22D - другой пустотелый элемент согласно изобретению, причем на фиг.22А показан вид снизу, на фиг.22В - разрез в плоскости XXIIB-XXIIB из фиг.22А, на фиг.22С - разрез в плоскости XXIIC-XXIIC из фиг.22А, а на фиг.22D - перспективный вид;
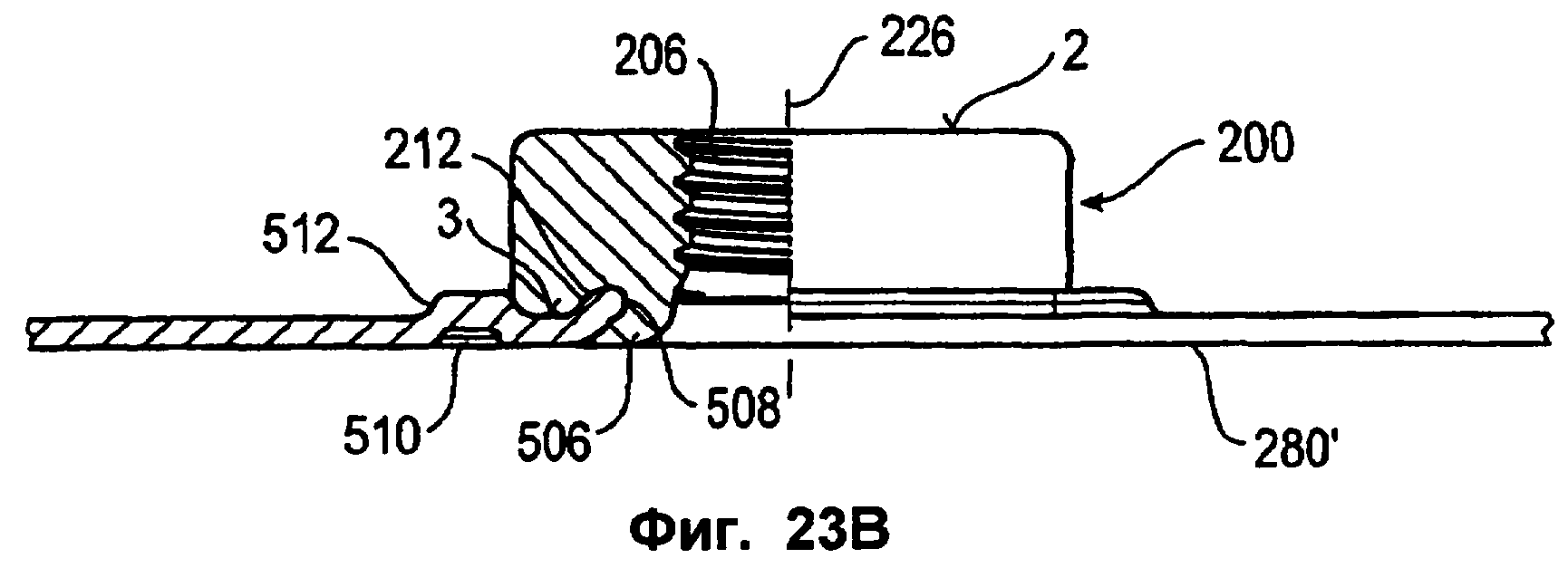
фиг.23А-23D - виды, поясняющие закрепление элемента по фиг.22А-22D на относительно тонкой листовой детали (фиг.23А);
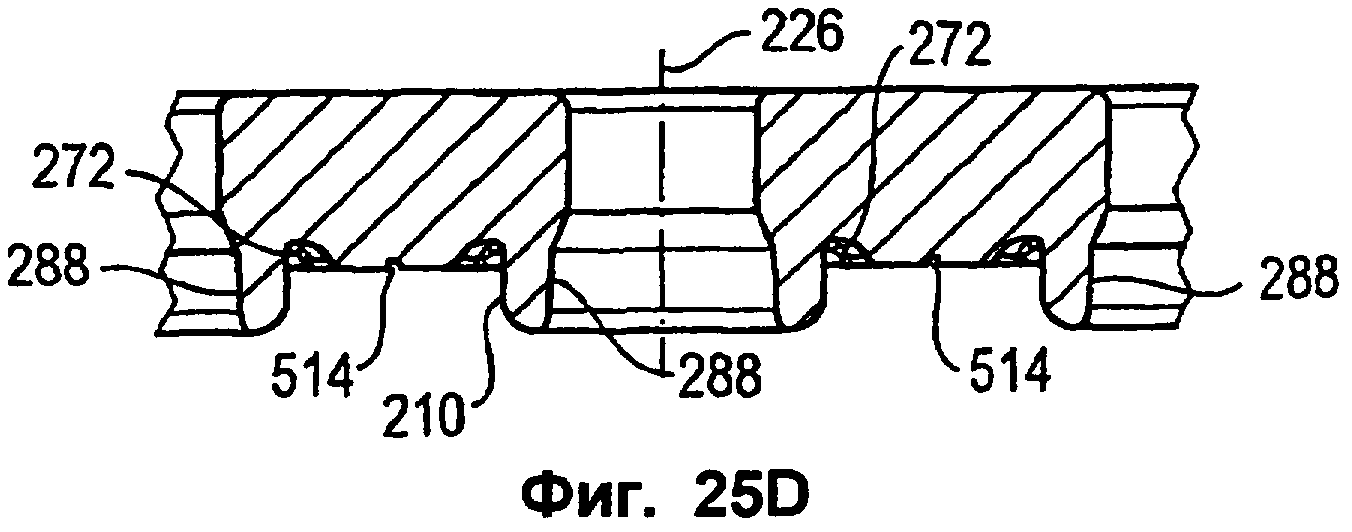
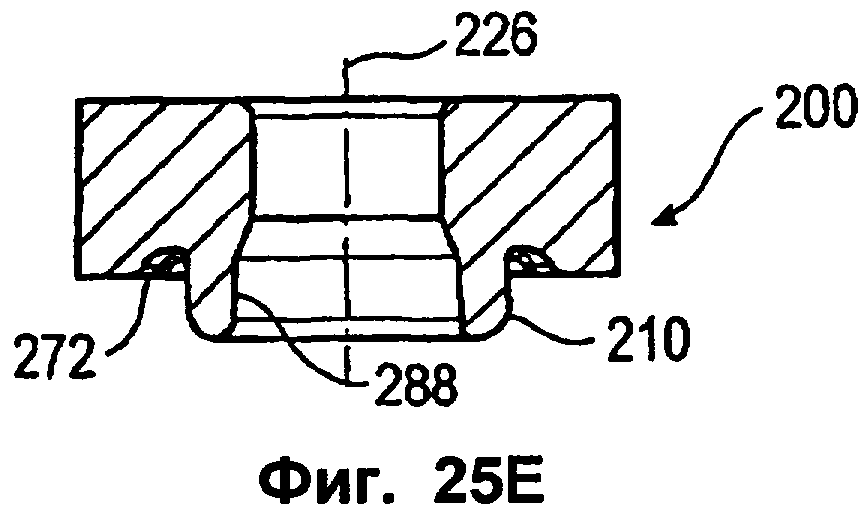
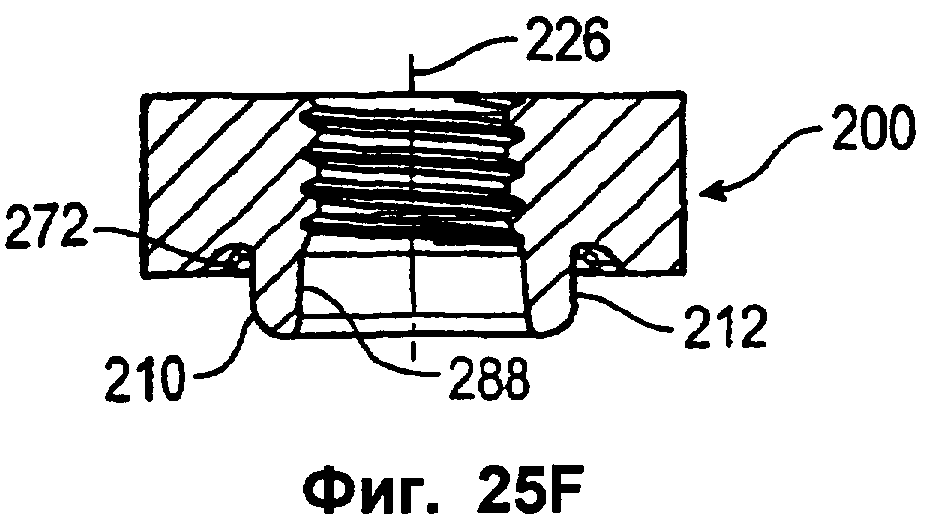
фиг.25А-25F - виды, поясняющие изготовление элемента согласно изобретению по фиг.22А-22D;
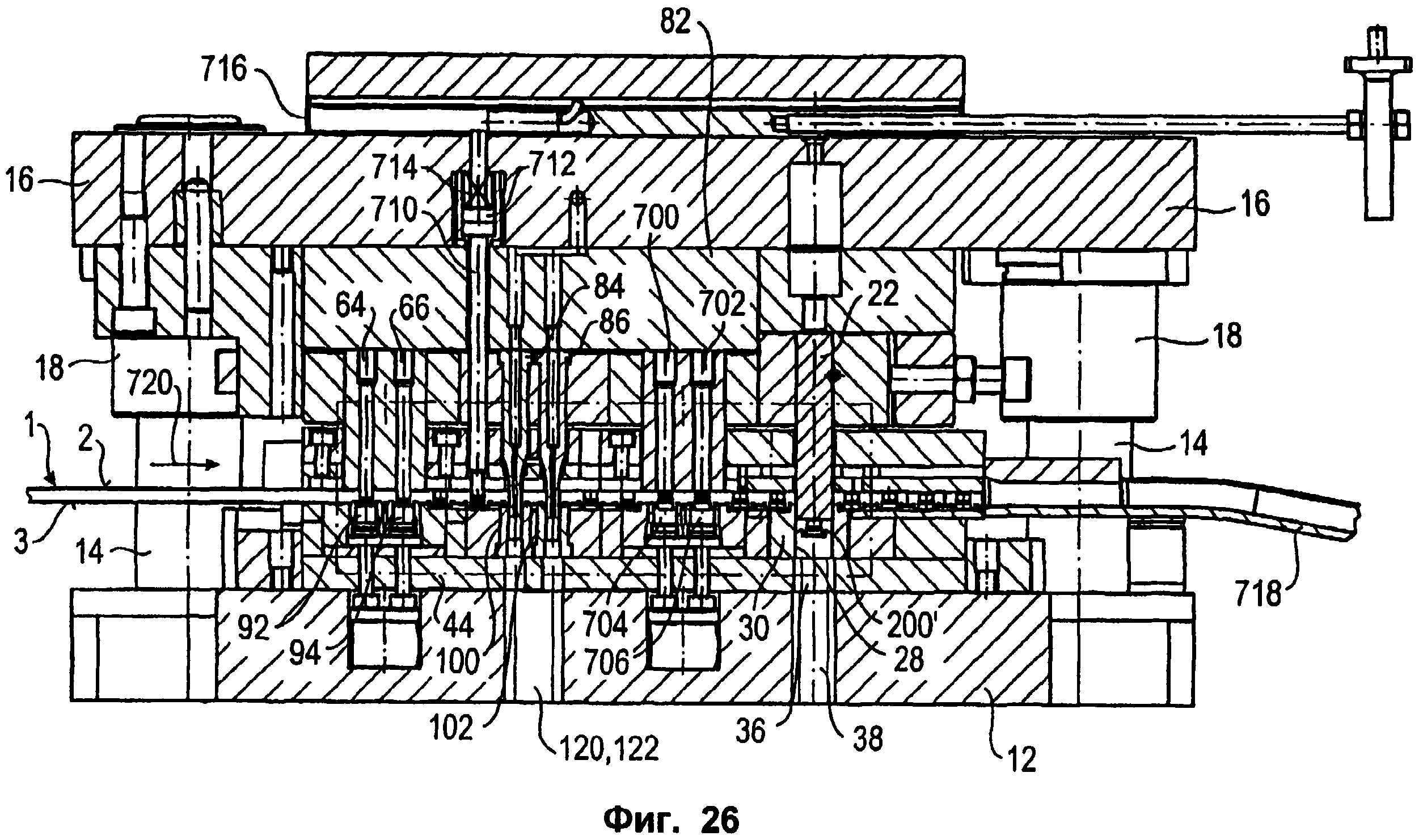
фиг.26 - в разрезе в продольном направлении профильной полосы вид сбоку комбинированного инструмента последовательного действия для изготовления элемента по фиг.22А-22D;
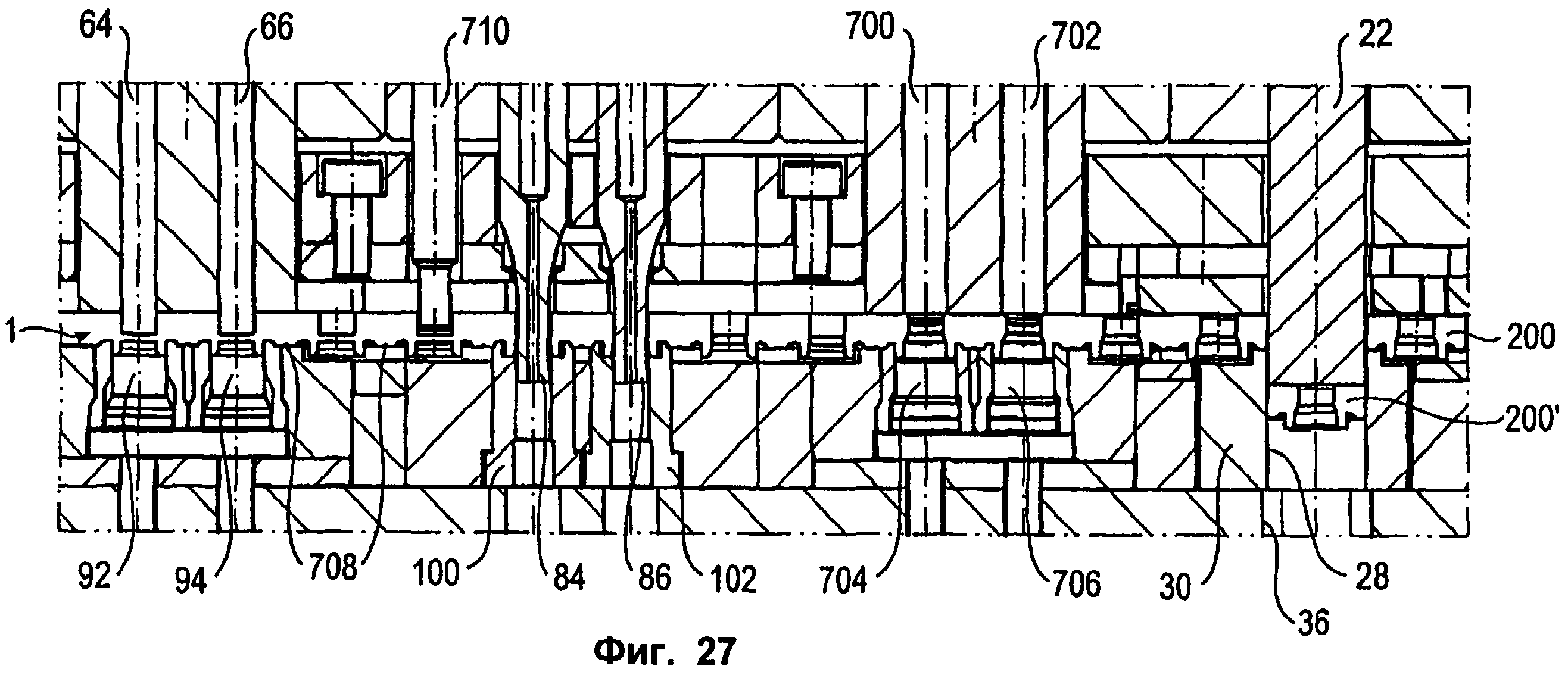
фиг.27 - средняя часть комбинированного инструмента по фиг.26 в увеличенном виде.
На фиг.1 изображен отрезок продолговатого профиля 1 прямоугольного сечения, имеющего первую 2 и вторую 3 широкие стороны и две узкие стороны 7, 8. Продольные кромки 9 профиля могут быть, как показано, скруглены. Однако они могут иметь и другую форму, например фаску или прямоугольную форму. Профиль обрабатывается в комбинированном инструменте последовательного действия для изготовления пустотелых элементов, например гаек, по существу, прямоугольной или квадратной формы. Если пустотелые элементы должны быть реализованы в виде гаек, то в отверстии пустотелого элемента следует нарезать или выполнить резьбу. Это осуществляется обычно за пределами комбинированного инструмента последовательного действия на отдельном станке. Далее, существует возможность изготовления резьбы только после закрепления пустотелого элемента на листовой детали, например посредством резьбоформующего или резьбонарезного винта. Далее необязательно предусматривать резьбу в пустотелом элементе, однако его отверстие может служить в качестве гладкого отверстия для установки с возможностью вращения вала или в качестве гнезда для закрепления вставного штифта.
Первый комбинированный инструмент 10 последовательного действия, служащий для изготовления пустотелых элементов из профиля 1 по фиг.1 или аналогичного профиля, изображен на фиг.2 в продольном разрезе, причем разрез сделан через середину профиля.
На фиг.2 видна нижняя плита 12, закрепляемая обычно на столе пресса непосредственно или косвенно над промежуточной плитой (не показана). Нижняя плита 12 несет несколько колонок 14, в данном примере четыре, из которых видны две, а именно лежащие за плоскостью разреза. Над колонками находится дополнительная плита 16, закрепленная обычно на верхней инструментальной плите пресса или на промежуточной плите пресса. К плите 16, например, винтами (не показаны) привинчены направляющие 18, причем направляющие 18 рассчитаны на скольжение вверх и вниз по колонкам 14 в соответствии с ходом пресса. При каждом ходе пресса профиль 1 продвигается по стрелке 20, а именно на величину, составляющую двойной размер L длины отдельных, изготовленных из профиля пустотелых элементов. Видно, что на фиг.2 и 3 профиль 1 направляется через комбинированный инструмент последовательного действия, будучи обращен второй широкой стороной 3 вверх. Как видно из увеличенного изображения средней части комбинированного инструмента на фиг.3, последний включает в себя в этом примере четыре рабочие позиции А, В, С, D, в каждой из которых при каждом ходе пресса одновременно производятся две обработки.
На первой позиции А в качестве первого этапа а) осуществляется так называемый процесс выдавливания.
На второй позиции В на втором этапе б) осуществляется процесс пробивания отверстий, а на третьей позиции С на третьем этапе в) - процесс плющения или обжима. Наконец, на четвертой позиции D используется обрубочный пуансон 22 для отделения при каждом ходе пресса от профиля 1 двух пустотелых элементов. При этом правая сторона пуансона прорезает профиль в месте разделения, находящемся за первым пустотелым элементом, т.е. пустотелым элементом 21 на фиг.3, и в месте разделения за вторым пустотелым элементом 21′. На фиг.2 и 3 комбинированный инструмент последовательного действия изображен в сомкнутом положении, в котором от профиля 1 как раз отделены два пустотелых элемента 21, 21′. Незадолго до процесса обрубания передняя сторона гайки 21 касается косой поверхности 24 прямоугольного кулачка 27, прижимаемого винтовой пружиной 26 сжатия вниз. При подаче профильной полосы она прижимает поэтому кулачок 27 через его косую поверхность вверх, в результате чего пружина 26 сжимается. После отделения первого пустотелого элемента 21 кулачок 27 давит на правую сторону гайки 21 и наклоняет ее в положение, показанное справа на фиг.3. Гайка 21 падает затем из рабочей зоны комбинированного инструмента на склиз и, например, в положении на фиг.2 может быть отведена из комбинированного инструмента в сторону, например, по его боковому склизу под действием силы тяжести или посредством пневмоимпульса и т.д.
Второй пустотелый элемент 21′ проваливается через отверстие 28 в обрубочной матрице 30, а затем через соответствующие отверстия 34, 36, 38 в плитах 40, 42, 44, 12.
Отверстия, соответственно, отверстие 38 в плите 12 могут совпадать с дополнительным отверстием (не показано) в столе пресса или в возможно имеющейся промежуточной плите между плитой 12 и столом пресса, обеспечивающим отвод гаек 21′, например, под действием силы тяжести или по боковому склизу или посредством пневмоимпульса.
В конкретной конструкции по фиг.3 плита 44 свинчена с плитой 12 винтами (не показаны). Плита 42 состоит из нескольких секций, которые предназначены для соответствующих рабочих позиций и свинчены со сплошной плитой 44 дополнительными винтами (не показаны, поскольку расположены за пределами плоскости разреза). Сплошная плита 40 также свинчена с позициями плиты 42 винтами (не показаны). Над сплошной плитой 40 находятся свинченные с ней плиты 50, 52, 54, 56, 58, 60. Плита 50 является опорной плитой, образующей нижнюю направляющую для профиля 1, точнее, для его первой широкой стороны 2, которая образует здесь нижнюю сторону. Плиты 52, 54, 56 предназначены для рабочих позиций А, В, С, тогда как плиты 58, 60, образующие посадочное место для обрубочной матрицы 30, относятся к рабочей позиции D.
В нескольких местах между сплошной плитой 44 и плитами 50, 52, 54, 56, 58, 60 находятся мощные винтовые пружины 62 сжатия, из которых на фиг.2 и 3 видна только одна, поскольку другие расположены за пределами плоскости разреза. Эти пружины 62 выполняют функцию подъема плит 50-60 при раскрытии пресса, в результате чего поднимается также профильная полоса 1, которая выходит из рабочей зоны выдавливающих пуансонов 64, 66, и профиль может быть продвинут дальше на двойную величину длины L пустотелых элементов 21.
Плоскость разъема комбинированного инструмента последовательного действия находится над профилем 1 и обозначена на фиг.3 позицией Т.
Над профильной полосой находятся плиты 72, 74, 76, 78, 80, свинченные со сплошной плитой 82 винтами (не показаны). Плита 82 свинчена с верхней плитой 16.
При раскрытии пресса плиты 72, 74, 76, 78, 80 с плитами 82 и 16 поднимаются, а именно настолько, что два пробивных пуансона 84, 86, два верхних обрубочных пуансона 88, 90 и матрицы 92, 94, взаимодействующие с выдавливающими пуансонами 64, 66, а также обрубочный пуансон 22 выходят из контакта с профильной полосой 1. За счет этого движения, связанного с подъемом профильной полосы 1 посредством пружины 62, профильная полоса 1 может быть продвинута дальше на двойной размер длины пустотелых элементов 21 для подготовки следующего хода пресса.
Видно, что позиции А и В имеют размер по длине, т.е. в направлении 20 движения профильной полосы 1, соответствующий четырехкратному размеру по длине пустотелого элемента 21. Позиция С имеет размер по длине, соответствующий трехкратному размеру по длине пустотелого элемента 21, тогда как позиция D - размер по длине, соответствующий многократному размеру по длине пустотелого элемента 21, в этом примере шестикратному. Это значит, что имеются так называемые пробелы 98, в которых не происходит обработка профильной полосы 1. Эти пробелы создают, однако, место, необходимое для достаточно стабильного выполнения и поддержания отдельных монтажных узлов используемых инструментов.
Далее, из фиг.3 видно, что пробивные матрицы 100, 102, взаимодействующие с пробивными пуансонами 84, 86, имеют центральные отверстия 104, 106, совпадающие с другими отверстиями 108, 110 во вставных втулках 112, 114, которые позволяют удалять отходы 116, 118. Они падают вниз через отверстия 108, 114, диаметр которых больше диаметра отверстий 104, 106, и через дополнительные отверстия 120, 122 в плите 12 и могут быть отведены по соответствующим каналам в столе пресса или в промежуточной плите так же, как и гайки 21′.
Хотя это и не показано, однако слева и справа от профильной полосы 1, т.е. за плоскостью фиг.3 и перед ней расположены направляющие элементы, которые могут быть образованы, например, щеками плит 50, 52, 54, 56, 58 и обеспечивают перемещение профильной полосы через комбинированный инструмент по нужной траектории. Может быть предусмотрено небольшое боковое свободное пространство, обеспечивающее возможное растяжение профильной полосы в поперечном направлении.
Конструктивные подробности выдавливающих пуансонов 64, 66, взаимодействующих с ними матриц 92, 94, пробивных пуансонов 84, 86, взаимодействующих с ними матриц 100, 102 и обжимных пуансонов 88, 90 следуют из фиг.2, 3 и более подробно поясняются на последующих фигурах.
Посредством комбинированных инструментов по фиг.2, 3 реализуется способ изготовления пустотелых элементов, таких как гайки, для закрепления на состоящих обычно из листового материала деталях. Способ служит для изготовления пустотелых элементов 21, 21', по меньшей мере, по существу, квадратного или прямоугольного внешнего контура, за счет отрезания отдельных элементов от профиля 1 в виде прутка или рулона после предварительного вырубания отверстий 23 в профиле 1, при необходимости с последующим выполнением резьбового цилиндра с использованием комбинированного инструмента последовательного действия из нескольких рабочих позиций А, В, С, D, в которых осуществляется соответствующая обработка. Способ отличается тем, что в каждой позиции А, В, С, D при каждом ходе комбинированного инструмента одновременно осуществляются по две обработки профиля 1 или нескольких расположенных рядом друг с другом профилей. Т.е., принципиально можно в одном комбинированном инструменте одновременно обрабатывать рядом друг с другом несколько профилей 1 при условии наличия соответствующего числа отдельных инструментов, таких как выдавливающие пуансоны, пробивные пуансоны и соответствующие матрицы.
На последней рабочей позиции посредством обрубочного пуансона 22 от профиля 1 или от каждого профиля 1 отделяются по два пустотелых элемента 21, 21′.
Обрубочный пуансон 22 пробивает профиль в первом месте за первым пустотелым элементом 21 и во втором месте за вторым пустотелым элементом 21′, причем второй пустотелый элемент 21′ отводится из траектории движения профиля в направлении движения обрубочного пуансона поперек продольного направления профиля 1. Первый пустотелый элемент 21 отводится на обрубочной позиции комбинированного инструмента, по меньшей мере, прежде всего, в общем, в направлении траектории движения профиля.
Каждая рабочая позиция комбинированного инструмента последовательного действия имеет длину в направлении движения профиля, которая соответствует трех- или четырех- или многократному размеру по длине готового пустотелых элемента 21, 21′.
В изображенном выполнении комбинированного инструмента подпружиненный кулачок 27 со скошенной к траектории движения профиля поверхностью 24 предварительно натяжен от передней кромки переднего конца профиля на выходном конце последней позиции против усилия пружинящего устройства 26. После отделения выполненный на переднем конце профиля пустотелый элемент 21 наклоняется подпружиненным кулачком вниз, чтобы облегчить его удаление из комбинированного инструмента.
В выполнении по фиг.2 и 3 нижние пуансоны 64, 66 для осуществления процесса выдавливания и пробивные пуансоны 84, 86 для осуществления процесса пробивания воздействуют на профиль 1 с его противоположных сторон. При осуществлении процесса обжима на профильную полосу 1 сверху воздействуют соответствующими обжимными пуансонами 88, 90, в то время как полоса в зоне пробивания поддерживается плитой 56. Вместо этого можно расположить на плите 56 поддерживающие стержни в местах отверстий в профильной полосе, в случае если потребуется поддержать профильный материал в этой зоне в процессе обжима, например чтобы достичь более острокромочного выполнения торцевой стороны полого вырубного участка.
Следует привести несколько примеров, описывающих изготовление конкретных пустотелых элементов.
Со ссылкой на фиг.4А-4Е и 5А-5D ниже описан способ изготовления пустотелых элементов, таких как гайки, предназначенных для закрепления на состоящих обычно из листового материала деталях. В частности, здесь речь идет о способе изготовления пустотелых элементов 200, по меньшей мере, по существу, квадратного или прямоугольного внешнего контура 202, за счет отрезания отдельных элементов от профиля в виде прутка (1, фиг.1) или рулона после предварительного вырубания отверстий 204 в профиле, при необходимости с последующим выполнением резьбового цилиндра 206 с использованием комбинированного инструмента последовательного действия (фиг.2, 3) с несколькими рабочими позициями А, В, С, D, в которых осуществляется соответствующая обработка. Способ отличается тем, что включает в себя следующие этапы.
а) На первом этапе, исходя из профиля (1, фиг.4А) прямоугольного сечения, осуществляют процесс выдавливания с использованием воздействующих сверху выдавливающих матриц 92, 94 и выдавливающих пуансонов 64, 66. Процесс выдавливания приводит к образованию цилиндрического углубления 208 в первой широкой стороне 2 профиля 1 и окруженного кольцеобразным углублением 212 (фиг.4В) полого цилиндрического выступа 210 во второй широкой стороне 3 профиля, противоположной его первой широкой стороне 2. При смыкании пресса, соответственно, комбинированного инструмента профильная полоса 1 прижимается к выступающим над плитой 52 концам выдавливающих пуансонов 64, 66. Выступающие концы выдавливающих пуансонов имеют форму, соответствующую форме цилиндрического углубления 208 на фиг.4В. Аналогичным образом торцевые концы взаимодействующих с выдавливающими пуансонами матриц 92, 94 имеют форму, соответствующую формам полого цилиндрического выступа 210 и окружающего его кольцеобразного углубления 212 по фиг.4В.
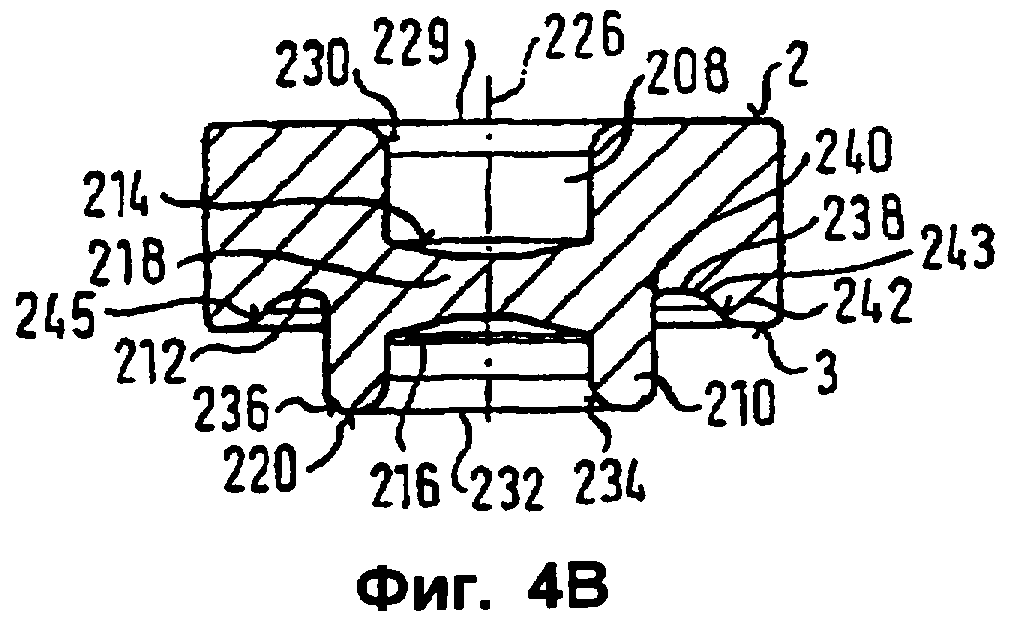
б) На втором этапе при смыкании пресса или комбинированного инструмента 10 перемычку 218, оставшуюся между дном 214 цилиндрического углубления 208 и дном 216 полого цилиндрического выступа 210, пробивают пробивными пуансонами 88, 90 для образования сквозного отверстия 204 (фиг.4С). Отходы удаляют, как уже сказано, через отверстия 104, 106, 108, 110.
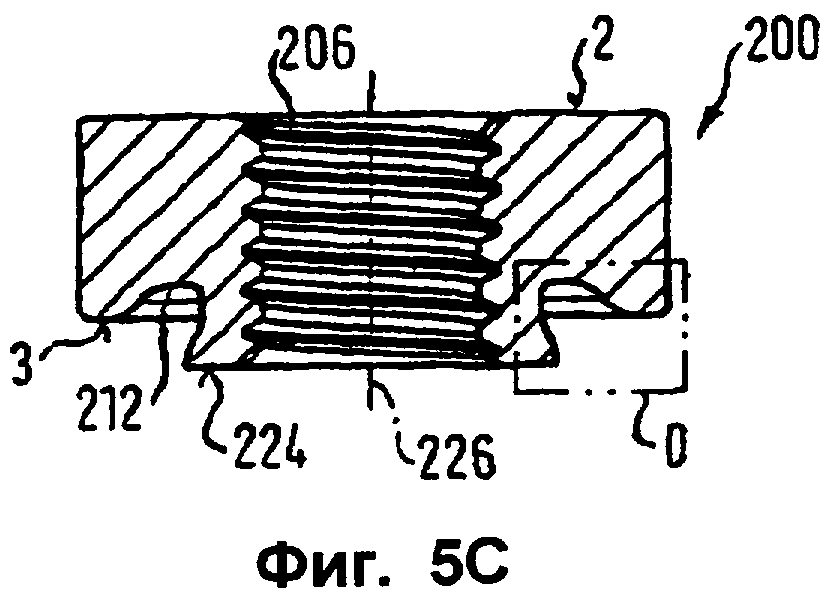
в) На третьем этапе полый цилиндрический выступ 210 обжимают на своем свободном торцевом конце 220 для образования поднутренного на наружной стороне вырубного участка 222, в результате чего образуется торцевая поверхность 224 по фиг.4D, лежащая в плоскости параллельно широким сторонам 2, 3 и перпендикулярно средней продольной оси 226 отверстия 204. После этого пустотелые элементы на позиции D могут быть отделены от профиля, а затем, при необходимости, снабжены резьбой 206 (фиг.4Е, 5С).
Третий этап может быть, при необходимости, комбинирован с этапом б).
В процессе выдавливания на этапе а) диаметр цилиндрического углубления и внутренний диаметр полого цилиндрического выступа выполняют, по меньшей мере, по существу, одинаковыми.
Далее, предпочтительно в процессе выдавливания на этапе а) или в процессе пробивания на этапе б) или в процессе обжима на этапе в) устье 229 цилиндрического углубления 208 в первой широкой стороне 2 профиля выполняют со скругленной или снабженной фаской входной кромкой 230, которая при использовании элемента образует сбег резьбы.
В процессе выдавливания на этапе а) или в процессе пробивания на этапе б) или в процессе обжима на этапе в) предпочтительно также и устье 232 полого цилиндрического выступа 210 снабжают на его свободном конце скругленной или снабженной фаской выходной кромкой 234, которая в готовом элементе образует забег резьбы.
При пробивании перемычки на этапе б) получают отверстие 204, диаметр которого, по меньшей мере, по существу, соответствует диаметру цилиндрического углубления 208 и внутреннему диаметру полого цилиндрического выступа 210. Далее в процессе выдавливания на первом этапе а) свободный конец полого цилиндрического выступа 210 снабжают снаружи фаской 236. Кроме того, в процессе выдавливания кольцевое углубление 212 снабжают кольцеобразным донным участком 238, который лежит, по меньшей мере, приблизительно в плоскости параллельно первой 2 и второй 3 широким сторонам профильной полосы, на радиально внутренней стороне, по меньшей мере, по существу, скругленным переходом 240 переходит в наружную сторону полого цилиндрического выступа 210, а на радиально внешней стороне - в конусообразную поверхность 242, имеющую угол при вершине конуса в диапазоне 60-120°, предпочтительно около 90°.
Переход 243 от кольцеобразного участка 238 кольцевого углубления 212 в конусообразную поверхность 242 скругляется, как и сход 245 конусной поверхности кольцевого углубления 212 в широкую сторону 3 профиля. Конусная поверхность 242 может быть выполнена на практике так, что скругленный переход 243 переходит по касательной в скругленный сход 245.
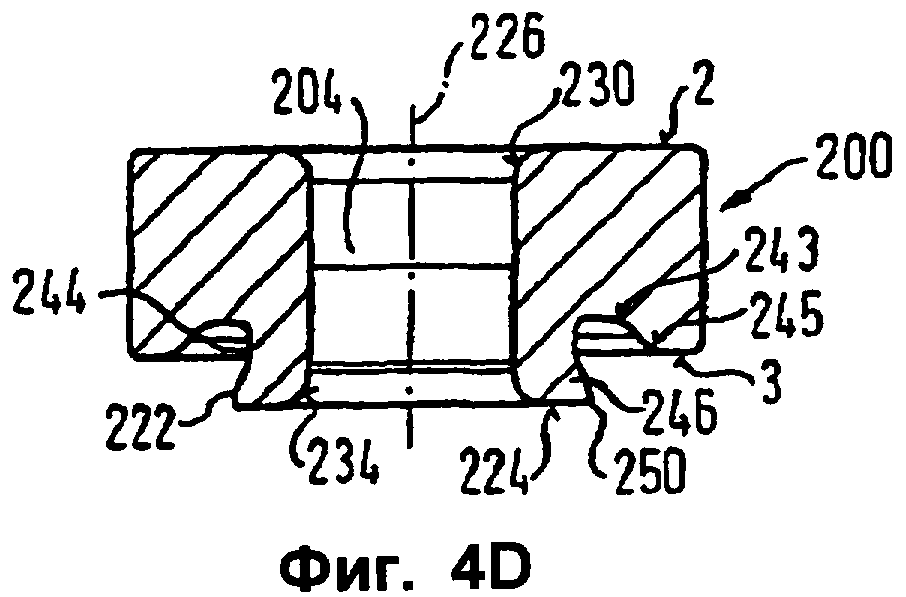
При выполнении поднутрения 244 оно образуется за счет цилиндрической части полого цилиндрического выступа 210, которая приблизительно на высоте второй широкой стороны 3 профиля 1 переходит в утолщенный при осуществлении этапа в) участок 246 полого цилиндрического выступа 210, по меньшей мере, по существу, выступающий за вторую широкую сторону 3 профиля.
Утолщенный участок 246 полого цилиндрического выступа 210 выполняется, по меньшей мере, по существу, конусообразным и расходится от первой и второй широких сторон, причем угол конуса утолщенного участка полого цилиндрического выступа рядом с торцевой стороной 224 лежит в диапазоне 30-70°, предпочтительно около 50°.
После процесса обжима полый цилиндрический выступ 210 заканчивается на своем свободном конце снаружи максимально острой вырубной кромкой 250.
Как видно, в частности, из фиг.5А и 5В, кольцевое углубление 212 выполнено с наружным диаметром, который лишь немного меньше минимального поперечного размера прямоугольного при виде сверху пустотелого элемента, в результате чего кольцевое углубление 212 образует с широкой стороной 3 профиля 1 оставшиеся в самых узких местах в ее плоскости перемычки 284, 286, составляющие 0,25-1 мм, предпочтительно около 0,5 мм.
На фиг.5E-5I и 5J-5N изображен, по существу, тот же элемент, что и на фиг.5А-5D, однако с небольшими отклонениями в отношении выполнения вырубного участка 222, который в обоих вариантах на фиг.5E-5I и 5J-5N имеет идеальную форму.
На фиг.5E-5I и 5J-5N использованы те же ссылочные позиции, что и в связи с предыдущими примерами. Понятно, что прежнее описание относится и к фиг.5E-5I и 5J-5N, т.е. для прежнего описания признаков с теми же ссылочными позициями или для описания фиг.5E-5I и 5J-5N. Это обстоятельство справедливо и для других фигур, так что здесь особо описаны только существенные отличия или важные признаки.
Основное отличие вариантов по фиг.5E-5I и 5J-5N заключается в том, что вариант по фиг.5E-5I рассчитан на более толстые листы в диапазоне, например, 1,2-2,0 мм, тогда как вариант на фиг.5J-5N рассчитан, скорее, на более тонкие листы, например в диапазоне 0,4-1,2 мм.
Конкретно на фиг.5Е показан вид снизу на нижнюю торцевую сторону вырубного участка 222, т.е. по стрелке Е на фиг.5Н. На фиг.5F показан разрез в вертикальной плоскости F-F на фиг.5Е, так что на фиг.5F в разрезе видны два ребра 272 для защиты от проворачивания, проходящих в осевом направлении и находящихся в 12- и 6-часовом положениях на фиг.5Е. Напротив, четыре других ребра 272' для защиты от проворачивания, изображенных на фиг.5Е, не видны ни на фиг.5F, ни на фиг.5G, показывающей разрез в плоскости G-G. Они могут быть обнаружены лишь схематично на фиг.5Е, поскольку они, в принципе, в значительной степени скрыты за вырубным участком 222. В разрезе на фиг.5G они не видны, поскольку плоскость разреза выбрана так, что ребра 272, 272′ не лежат в плоскости разреза или рядом с ней и они не настолько большие, что их можно было бы обнаружить на виде сбоку в плоскости разреза.
На фиг.5Н и 5I в увеличенном виде изображены участки, обозначенные штрихпунктирными прямоугольниками на фиг.5G и 5F. Из фиг.5Н и 5I видно, что нижняя торцевая сторона 224 вырубного участка 222 образована в плоскости разреза радиусом, проходящим по касательной к режущей кромке 250.
Это является отличием от торцевой стороны 224 в варианте на фиг.5А-5D, который имеет заметную долю кольцевой поверхности в плоскости, перпендикулярной средней продольной оси 226 пустотелого элемента.
Далее, в частности из фиг.5Н и 5I, видно, что обозначенный в виде конусообразной косой поверхности 242 на фиг.5D участок кольцевого углубления 212 образован двумя радиусами, переходящими друг в друга в точке поворота, в данном примере на очень коротком прямом отрезке, который обозначен двумя линиями 301, 303 и на практике необязателен, т.е. два радиуса, образующих косую стенку углубления (криволинейные участки 243, 245), могут по касательной непосредственно переходить друг в друга. Тем не менее, в зоне точки поворота имеется участок поверхности, который можно назвать приблизительно плоским, так что выражение «по меньшей мере, по существу, конусообразно» оправдано. Конечно, может быть предусмотрен также четкий, строго конусообразный участок.
За счет использования одинаковых ссылочных позиций видно, что фиг.5J-5N следует понимать точно так же, как и фиг.5E-5I. Их единственное отличие в том, что носики 272' для защиты от проворачивания на фиг.5Е не видны на фиг.5J, и именно потому, что они скрыты за кольцеобразной вырубной кромкой 250. Таким образом, носики 272 для защиты от проворачивания видны только на фиг.5K и 5N.
В одном альтернативном способе, при осуществлении которого получается пустотелый элемент на фиг.6А-6Е, в процессе выдавливания на этапе а) за счет использования соответствующей формы выдавливающих пуансонов 64, 66 и выдавливающих матриц 92, 94 в первой широкой стороне 2 профиля вокруг цилиндрического углубления 208 выполняют кольцеобразное возвышение 260, которое, по меньшей мере, по существу, представляет собой объем материала, соответствующий объему кольцевого углубления 212 вокруг полого цилиндрического выступа 210. В этом примере диаметр цилиндрического углубления 208 больше внутреннего диаметра полого цилиндрического выступа 210. Далее, резьба 206 заканчивается на коническом участке 262 ступенчатого отверстия 264, которое в этом примере может использоваться, при необходимости, вместо скругленного сбега резьбы, что было бы возможно также в варианте по фиг.4А-4С, 5А-5D.
Дно кольцевого углубления в этом варианте образовано только скругленным переходом 243 от полого цилиндрического выступа 210 к конусной поверхности 242, что было бы возможно также в варианте на фиг.4А-4Е, 5А-5D.
В процессе выдавливания на этапе а), как видно на фиг.5А и 6Е, за счет соответствующего профилирования выдавливающих матриц 92, 94 выполняют защиту 272 от проворачивания снаружи на полом цилиндрическом выступе 210 и внутри в зоне кольцевого углубления 212 вокруг полого цилиндрического выступа 210.
Эта защита от проворачивания может быть образована ребрами 272 и/или пазами (не показаны) на радиально внешней стороне полого цилиндрического выступа 210. Эти ребра 272 проходят в осевом направлении 226 и перекрывают поднутрение 244 полого цилиндрического выступа 210. Они имеют радиальную ширину, которая, по меньшей мере, по существу, в диапазоне 40-90% соответствует максимальной радиальной глубине поднутрения.
Таким образом, возникает пустотелый элемент 200 для закрепления на состоящей обычно из листового материала детали 280 (фиг.7А, 7В), имеющий, по меньшей мере, по существу, квадратный или прямоугольный внешний контур 202, первую 2 и вторую 3 широкие стороны, снабженный поднутрением 244 вырубной участок 246, который выступает за широкую сторону 3 и окружен кольцевым углублением 212 в ней, а также отверстие 204, проходящее от первой широкой стороны 2 через вырубной участок 246, причем отверстие имеет, при необходимости, резьбовой цилиндр 206, при этом пустотелый элемент отличается тем, что ребра 272 для защиты от проворачивания выполняются снаружи на полом цилиндрическом выступе 210 и/или внутри в зоне кольцевого углубления 212 вокруг полого цилиндрического выступа 210.
Пустотелый элемент отличается далее тем, что широкая сторона 3 лежит радиально вне кольцевого углубления 212 в одной плоскости, т.е. за исключением возможных скруглений или фасок на переходах в боковые стороны пустотелого элемента, и, тем самым, не имеет никаких поперечин, пазов или поднутрений в зоне вне кольцевого углубления.
Кольцевое углубление 212 выполнено с наружным диаметром, который немного меньше минимального поперечного размера прямоугольного при виде сверху пустотелого элемента, благодаря чему кольцевое углубление образует с широкой стороной 3 профиля оставшиеся в самых узких местах 284, 286 в ее плоскости перемычки в диапазоне 0,25-1 мм, предпочтительно около 0,5 мм.
На фиг.7А, 7В показано, как один и тот же элемент 200 по фиг.5А-5D может быть использован с более тонкой деталью (фиг.7А) толщиной, например, 0,7 мм и с более толстой деталью (фиг.7В) толщиной, например, 1,85 мм. После запрессовывания посредством матрицы листовой материал заполняет все кольцевое углубление 212 и прилегает ко всей поверхности кольцевого углубления и ребер 272 для защиты от проворачивания в зоне поднутрения. В обоих случаях происходят поэтому хорошее закрывание ребрами 272 для защиты от проворачивания и хорошая защита от проворачивания между пустотелым элементом 200 и листовой деталью 280. Вырубной участок 246, который в этих примерах, по меньшей мере, по существу, не деформируется, выполняется в листовой детали самовырубкой. Обжатая торцевая сторона 224 вырубного участка 246 лежит в случае тонких листов (фиг.7А) на высоте нижней стороны листовой детали, а в случае более толстых листовых деталей (фиг.7В) - под нижней стороной, т.е. обращенной к корпусной части пустотелого элемента стороной листовой детали. В обоих случаях вокруг вырубного участка образуется кольцевое углубление 282, форма которого задана за счет конкретной формы соответственно выполненной матрицы при самовырубном закреплении пустотелого элемента в прессе или с помощью робота или в С-образной станине. При этом матрица, как это принято при самовырубном закреплении крепежных элементов, имеет центральное отверстие, через которое удаляется возникающий отход. Хотя пустотелые элементы выполнены самовырубными, они могут быть, тем не менее, использованы в предварительно пробитых листовых деталях. Со вторым вариантом пустотелого элемента может быть покрыт другой диапазон толщин листовых деталей, например 1,85-3 мм. Вырубной участок следует выполнить лишь немного длиннее.
Поскольку квадратные при виде сверху пустотелые элементы закрепляются так, что вторая широкая сторона 3 прилегает непосредственно к верхней стороне листовой детали 280, однако не врезается или, по существу, не врезается в листовую деталь, можно не опасаться концентрации напряжений, так что возникает хорошая усталостная характеристика благодаря высокому сопротивлению усталости даже при динамических нагрузках. Хотя пустотелые элементы при виде сверху квадратные, не требуется особой ориентации матрицы относительно используемой замыкающей головки, поскольку вырубной участок при виде сверху круглый и поэтому имеет свободную ориентацию. Следует лишь позаботиться о том, чтобы замыкающая головка и матрица были коаксиальны друг другу и продольной оси 226 пустотелого элемента. При закреплении дополнительной детали на сборной детали на фиг.7А или 7В дополнительная деталь обычно крепится снизу на ней винтом (не показан), который ввинчивается снизу в резьбу. За счет этого при затяжке винта усиливается соединение между пустотелым элементом 200 и листовой деталью.
Далее следует указать на то, что возможны ребра для защиты от проворачивания, которые в радиальном направлении пересекают или перекрывают кольцевое углубление 212, как это показано, например, на фиг.8А-8D, 9А-9D или 10А-10D. Такие ребра для защиты от проворачивания могут лежать в одной плоскости с широкой стороной 3 (фиг.8А-8D) или могут быть углублены в кольцевом углублении (такая защита от проворачивания не показана).
В варианте по фиг.8А-8D свободные верхние стороны ребер 272′′ для защиты от проворачивания лежат в той же плоскости, что и поверхность широкой стороны 3 вне кольцевого углубления 212. Стороны 272′′ могут быть расположены также со смещением назад от широкой стороны 3. Поскольку ребра для защиты от проворачивания перекрывают кольцевое углубление 212, они должны находиться также со стороны кольцеобразного вырубного участка 222 в зоне поднутрения 244.
На фиг.9А-9С изображен другой вариант, в котором защита от проворачивания имеет форму ребер, проходящих в радиальном направлении по кольцевому углублению 212, однако верхние стороны 272′′′ ребер 272 на фиг.9А-9D скошены, так что они поднимаются в направлении вырубного участка 222 и поэтому проходят не только в радиальном направлении по кольцевому углублению и перекрывают его, но и в осевом направлении по поднутрению 244 вырубного участка 222 на значительной или на всей длине поднутрения 244.
На фиг.10А-10D изображен вариант, очень похожий на вариант по фиг.9А-9D, однако здесь ребра для защиты от проворачивания выполнены ломаными, так что они имеют радиальный 272′′′′ и осевой 272′′′′′ отрезки, переходящие друг в друга посредством радиуса 272′′′′′′, и потому, в общем, упомянутую ломаную форму.
На фиг.11А-11D изображен другой вид защиты от проворачивания, здесь в виде углублений 272′′′′′′′ или пазов, выполненных в косой боковой стенке кольцевого углубления 212, причем углубления 272′′′′′′′ имеют здесь при виде сверху приблизительно чашеобразную форму. Возможны и другие формы углублений, например вытянутые пазы, выполненные более узкими в зоне широкой стороны 3.
Наконец на фиг.12А-12D изображена несколько иная форма пустотелого элемента.
Существенное отличие формы пустотелого элемента по фиг.12А-12D состоит в том, что здесь кольцевое углубление 212′ имеет многоугольную форму, а именно в данном конкретном случае квадратную при виде сверху форму, причем кольцевое углубление имеет соответствующее число, т.е. четыре, косых поверхностей 400, 402, 404, 406, переходящих друг в друга посредством радиусов 408, 410, 412, 414. В самом глубоком месте многоугольного при виде сверху кольцевого углубления 212′ находится участок поверхности, образованный четырьмя угловыми зонами 416, 418, 420, 422 и расположенный в плоскости, перпендикулярной средней продольной оси 226 элемента. Вырубной участок 222 переходит посредством радиуса 424 в эти угловые зоны, причем радиус имеет в радиально самом крайнем месте диаметр, который незначительно больше максимального поперечного размера образованного четырьмя углами 416, 418, 420, 422 участка поверхности, так что этот радиус переходит в самую нижнюю сторону четырех косых поверхностей. Все тонкие параллельные линии 426, 426′, 426′′ обозначают радиусы или скругленные поверхности, которые, в том числе, обеспечивают плавное сгибание листовой детали.
В этом варианте не требуются отдельные ребра для защиты от проворачивания, поскольку сама многоугольная форма кольцевого углубления 212′ обеспечивает необходимую защиту от проворачивания. Этот вариант также предпочтителен, поскольку косые поверхности и угловые зоны в зоне дна кольцевого углубления относятся к поверхности прилегания элемента, так что можно работать с соответственно низкими удельными давлениями на листовую деталь, и устранена опасность осадки элемента. Тем не менее, могут быть достигнуты высокие значения защиты от проворачивания, как и высокое сопротивление выдергиванию.
Скругленные участки между косыми поверхностями имеют также то преимущество, что в этих местах в листовой детали отсутствуют выдавленные острые кромки, которые могут привести к усталости, в частности при динамической нагрузке на деталь. Поскольку вырубной участок 222, как и в других вариантах, создает круглое отверстие в листовой детали, также здесь не следует ожидать концентраций напряжений, которые могут привести при эксплуатации к усталостным трещинам. При закреплении пустотелого элемента на листовой детали элемент, по меньшей мере, по существу, не деформируется, и деформация нежелательна, а листовая деталь за счет подходящей соответствующей формы матрицы входит в квадратное углубление 212′ в зоне вокруг вырубного участка 222 и полностью прилегает к этому вырубному участку вокруг него.
Во всех вариантах на фиг.8A-8D - 12A-12D пустотелый элемент выполнен на первой широкой стороне 2 плоским, т.е. с торцевой стороной, перпендикулярной средней продольной оси 226 элемента, в соответствии с прежним вариантом по фиг.5A-5N. Однако вполне возможно, чтобы соответствующая торцевая сторона в вариантах по фиг.8A-8D - 12A-12D была выполнена аналогично варианту по фиг.6D. На фиг.12A-12D это означает, что вместо кольцеобразного возвышения, как на фиг.6D, оно будет иметь тогда соответствующую многоугольную форму, здесь квадратную.
Если в заявке речь идет о многоугольной форме, то в это понятие входят в любом случае многоугольники с тремя-двенадцатью поверхностями, т.е. косыми поверхностями.
В варианте по фиг.12A-12D в зоне квадратного при виде сверху углубления происходит значительное вытеснение материала, так что здесь вполне можно получить полый цилиндрический выступ, переходящий при обжиме в вырубной участок 222, только за счет вытеснения материала от второй широкой стороны 3 пустотелого элемента, т.е. не требуется осуществлять на первом этапе изготовления процесс выдавливания, при котором материал смещается от первой широкой стороны 2. Это значит, что первый этап а) по п.1 может быть заменен здесь процессом формования, при котором полый цилиндрический выступ 210 образуется только за счет вытеснения материала из зоны многоугольного при виде сверху кольцевого углубления и в зоне полости полого цилиндрического выступа 210. При последующем процессе пробивания полученное, таким образом, тело пробивается от первой широкой стороны 2 до дна 216 полости 232.
Кольцевое углубление 212 необязательно должно выполняться одновременно с процессом выдавливания, а может быть комбинировано с процессом пробивания или обжима, т.е. пробивные пуансоны 84, 86 и обжимные пуансоны 88, 90 должны иметь в этом случае соответствующую форму.
Не требуется отделять друг от друга пустотелые элементы в комбинированном инструменте последовательного действия, а после изготовления общей формы пустотелых элементов профиль может быть сохранен или использован в отрезках или в снова намотанном виде, причем разъединение на отдельные пустотелые элементы происходит только тогда, когда профиль используется в замыкающей головке для их закрепления на детали.
Ниже описаны способы, пустотелые элементы, монтажные узлы, комбинированные инструменты последовательного действия и прокатные устройства согласно изобретению, которые возникают за счет модификации или упрощения описанных выше в связи с фиг.1-12 способов, пустотелых элементов, монтажных узлов и комбинированных инструментов последовательного действия. Чтобы облегчить описание изобретения по фиг.13-27, используются те же ссылочные позиции, что на фиг.1-12. Понятно, что прежнее описание справедливо и для фиг.13-27, т.е. прежнее описание признаков с теми же ссылочными позициями справедливо и для фиг.13-27, так что требуется лишь описать существенные отличия. Поэтому здесь отдельно описаны только существенные отличия или важные признаки.
Со ссылкой на фиг.13A-13D описан пустотелый элемент, соответствующий элементу по фиг.5A-5D, за исключением того факта, что пилотная часть, т.е. полый выступ 210, здесь выполнена без поднутрения. Вследствие этого лучше видны осевые ребра 272 для защиты от проворачивания, поскольку они не скрыты в поднутрении, а отстоят в радиальном направлении от полого цилиндрического выступа 210. Далее видно, что резьба в пустотелых элементах заканчивается непосредственно перед выступом 210, т.е. не входит в него, поскольку иначе при деформации выступа или заклепочного участка 210 она деформировалась бы, что затруднило или сделало бы невозможным ввинчивание винта.
Хотя пустотелый элемент был описан только в связи с модификацией варианта по фиг.5A-5D, все описанные выше варианты пустотелых элементов, т.е. в том числе пустотелые элементы по фиг.5E-5N, 6A-6E, 8A-8D, 9A-9D, 10A-10D, 11A-11D и 12A-12D, могут быть реализованы в виде пустотелых элементов согласно изобретению за счет того, что поднутрение полого выступа 210 опускается, так что возникает цилиндрический выступ, как показано на фиг.13A-13D, однако с выполнением соответствующей защиты от проворачивания, как на названных фигурах.
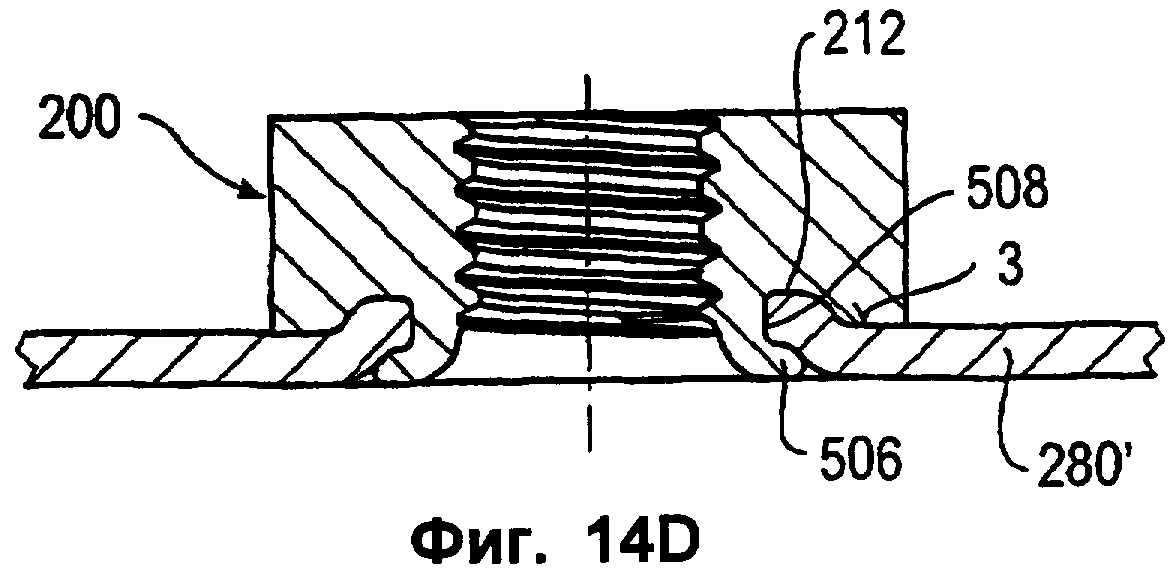
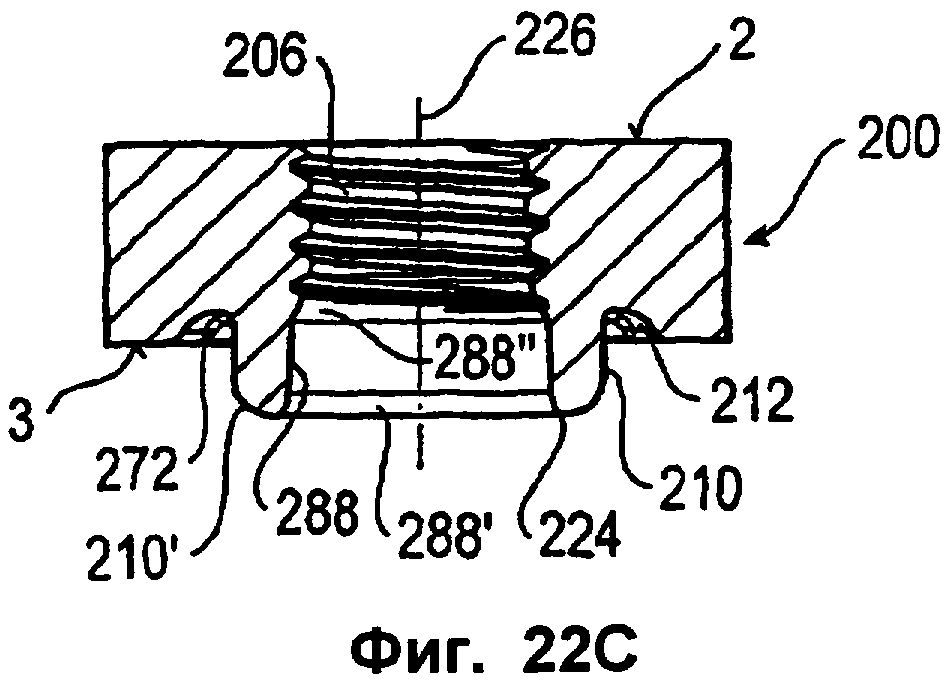
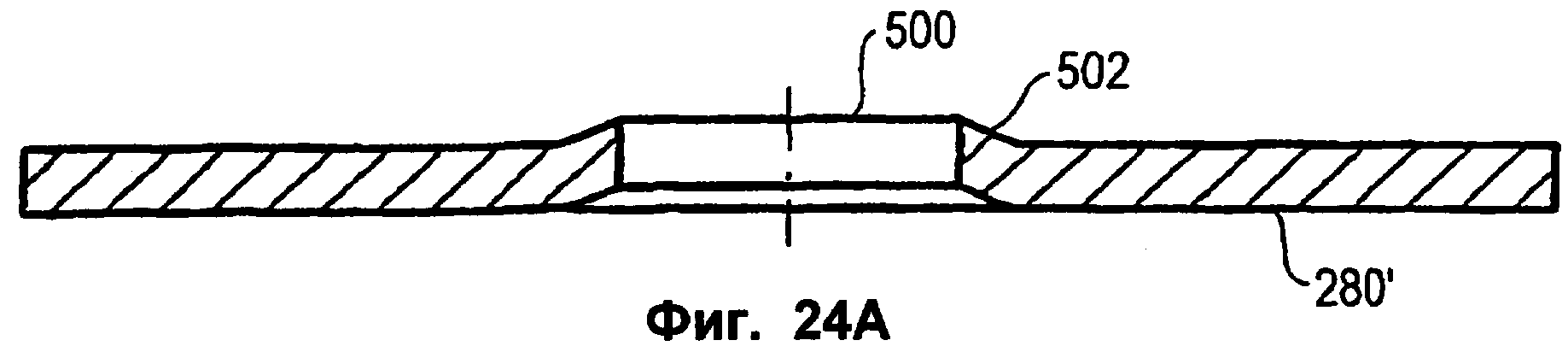
Встает вопрос, как такие пустотелые элементы согласно изобретению могут быть закреплены на листовой детали с защитой от выпрессовывания, выдавливания и «отстегивания» и могут ли они использоваться самовырубными. Ответом на первый вопрос является то, что соответствующие пустотелые элементы выполнены в виде заклепочных элементов, а именно так, что полый цилиндрический выступ после его ввода через отверстие в листовой детали развальцовывается в буртик заклепки. Как это может происходить, показано с помощью предварительно пробитой листовой детали 280′ на фиг.14В, причем отверстие 500 предусмотрено в зоне основания гофра 502. Здесь речь идет о предварительно пробитой листовой детали. После ввода полого цилиндрического выступа в отверстие 500 в листовой детали выступ, образующий заклепочный участок, развальцовывается посредством клепальной матрицы 504 в буртик 506, который зажимает листовую деталь в краевой зоне отверстия 500 в кольцевой канавке 508, образованной между буртиком 506 и поверхностью дна кольцеобразного углубления 212 в широкой стороне 3.
Хотя полый цилиндрический выступ не снабжен поднутрением, он, тем не менее, может быть закреплен с самовырубкой на листовой детали, если это происходит в две ступени. На первой ступени или на первой позиции полый цилиндрический выступ используется с подходящей пробивной матрицей, расположенной на другой стороне листовой детали, чтобы вырубить отверстие в ней и удалить отход через средний канал пробивной матрицы (не показана). После этого пустотелый элемент остается «висеть» в листовой детали, а именно за счет стенки отверстия выступа или защиты или ребер для защиты от проворачивания, поскольку они входят в край отверстия. На второй ступени или на второй позиции образованный выступом заклепочный участок развальцовывается с помощью подходящей клепальной матрицы, как, например, по фиг.14С, в буртик заклепки.
Предложенная в изобретении форма пустотелого элемента позволяет также упростить комбинированный инструмент последовательного действия. Поскольку поднутрение на полом выступе отсутствует, третьей позиции С инструмента, на которой происходит обжим полого выступа вокруг поднутрения, больше не требуется, так что эта позиция отпадает при соответствующем упрощении комбинированного инструмента. Возникающая за счет этого форма инструментов показана на фиг.15 и 16. Использовавшиеся прежде ссылочные позиции фиг.2 и 3 сохранены, где это уместно, на фиг.15 и 16 и ниже не описаны, поскольку прежнее описание относится и к этим соответствующим признакам или деталям.
Это упрощение означает, что требуется только позиция пластического формообразования (позиция А), а именно позиция, на которой происходит процесс выдавливания и на которой может возникать удлинение, т.е. продольное растяжение профильной полосы, что нежелательно. На оставшихся позициях В и D, где происходят соответственно процесс пробивания и процесс разъединения, не возникает удлинения профильной полосы. Эти процессы на позициях В и D означают, что они не считаются позициями пластического формообразования. Возможно также дальнейшее упрощение комбинированного инструмента последовательного действия, а именно процесс выдавливания может осуществляться вне него, например в прокатном устройстве по фиг.19А-19С или 20А-20С или 21А-21С, более подробно поясняемом ниже. В таком варианте прокатное устройство может быть связано с инструментом таким образом, что оно подает профильную полосу непосредственно к нему. Этого, однако, не требуется. Прокатное устройство может выдавать профильную полосу с необходимыми выдавливаниями в виде промежуточного продукта, который может подаваться к инструменту в виде отрезков или рулона. Прокатка может осуществляться на другом заводе, нежели дальнейшее изготовление в инструменте. Если позиция выдавливания отсутствует в инструменте, то отсутствует и позиция пластического формообразования (деформации), и проблемы удлинения больше не возникает. Это является оптимальным решением.
При удалении позиции А выдавливания из комбинированного инструмента или вообще при ее отсутствии он имеет выполнение по фиг.17 и 18. Использовавшиеся прежде ссылочные позиции фиг.2 и 3 сохранены, где это уместно, на фиг.17 и 18 и ниже не описаны, поскольку прежнее описание относится и к этим соответствующим признакам или деталям.
На фиг.19А-19С прокатное устройство рассчитано на изготовление из входящей профильной полосы 1, по меньшей мере, по существу, прямоугольного сечения с первой 2 и противоположной ей второй 3 широкими сторонами выходящей профильной полосы 1′ из равномерно чередующихся участков, которая образует входящую полосу для комбинированного инструмента по фиг.17 и 18. Для этой цели выходящая профильная полоса 1′ состоит из чередующихся участков, состоящих из первых участков, имеющих, по меньшей мере, по существу, форму сечения входящей профильной полосы 1, и вторых участков, изготовленных из входящей профильной полосы 1 и имеющих цилиндрическое углубление 208 в первой широкой стороне 2 и окруженный кольцеобразным углублением 212 полый цилиндрический выступ 210 во второй широкой стороне 3.
Прокатное устройство состоит из первого 600 и второго 602 дискообразных валков, из которых показаны только их участки, а именно в перспективе на фиг.19А, частично при виде сбоку и в радиальной плоскости разреза на фиг.19В и в увеличенном виде в зоне зажимной щели на фиг.19С, причем фиг.20А-20С и 21А-21С показаны соответственно. Валки 600, 602 синхронизированы между собой и вращаются во встречных направлениях 604, 606. Входящая профильная полоса 1 деформируется между валками в щелевой зоне 608, т.е. в зажимной щели 610. Валок 600 имеет несколько расположенных на равном угловом расстоянии выступов 612, форма которых соответствует форме цилиндрического углубления 208. Валок 602 также имеет несколько расположенных на таком же расстоянии, что и выступы 612, формующих частей или формующих зон 614, имеющих средний участок 616, форма которого соответствует форме полого цилиндрического выступа 210, и окружающий средний участок 616 кольцевой выступ 618, форма которого соответствует форме окружающего выступ 210 кольцеобразного углубления 212.
У прокатного устройства по фиг.20А-20С и 21А-21С валки выполнены аналогично, лишь у валка 602 отсутствует формующий выступ 618, как на фиг.19С, который служит для выполнения кольцевого углубления в профильной полосе. Это означает, что кольцевое углубление 212, желательное для пустотелых элементов, должно выполняться в комбинированном инструменте, например, за счет того, что выполнение углубления 212 комбинируется с процессом пробивания и в результате может способствовать корректировке стенки отверстия, или за счет того, что это происходит на другой рабочей позиции, например на дополнительной позиции деформации.
Во всех прокатных устройствах благоприятно, если выступы 612 валка 600 и формующие части или формующие зоны 614 валка 602 имеют выпуклости 620, т.е. приблизительно бочкообразную форму, отличающуюся от круглой цилиндрической формы, которые обеспечивают чистое обкатывающее движение валков, т.е. чтобы не происходило никаких столкновений валков с выходящей профильной полосой при выходе из нее.
Вытесненный каждым выступом первого валка объем материала профильной полосы должен предпочтительным образом, по меньшей мере, по существу, соответствовать вытесненному объему материала на стороне второго валка, т.е. объему, имеющему следующий состав: объем полого цилиндрического выступа 210 плюс объем проходящей по второй широкой стороне 3 зоны его дна и минус объем возможного, окружающего его кольцеобразного углубления 212.
Наконец, выступы 612 первого валка 600 и/или формующие части 614 второго валка 602 могут быть образованы вставками соответствующего валка 600, 602, как это показано на фиг.19-21, причем только на фиг.21А-21С формующие части 614 не выполнены в виде вставок. Использование вставок облегчает замену изношенных или сломанных вставок без необходимости замены всего валка.
Хотя настоящее изобретение применимо для изготовления элементов прямоугольного или квадратного внешнего контура, оно может применяться также для изготовления элементов многоугольного, овального или круглого внешнего контура или другой формы, если используемые инструменты рассчитаны на изготовление из профильной полосы нужной формы контура, например за счет использования штамповочных инструментов соответствующей формы.
Таким образом, согласно изобретению предусмотрен способ изготовления пустотелых элементов 200, таких как гайки, для закрепления на состоящих обычно из листового материала деталях 280, в частности изготовления пустотелых элементов, по меньшей мере, по существу, квадратного или прямоугольного внешнего контура 202, за счет отрезания отдельных элементов от профиля в виде прутка 1 или рулона после предварительного вырубания отверстий 204 в профиле, при необходимости с последующим выполнением резьбового цилиндра 206 с использованием комбинированного инструмента 10 последовательного действия с несколькими рабочими позициями А, В и D или B и D, на которых осуществляется соответствующая обработка. Способ отличается тем, что включает в себя следующие этапы:
а) на первом этапе, исходя из профиля 1 прямоугольного сечения, осуществляют процесс выдавливания, который приводит к образованию цилиндрического углубления 208 в первой широкой стороне 2 профиля и окруженного кольцеобразным углублением 212 полого цилиндрического выступа 210 в противоположной первой широкой стороне 2 второй широкой стороне 3 профиля;
б) на втором этапе пробивают или вырубают оставшуюся между дном 214 цилиндрического углубления и дном 216 полого цилиндрического выступа 210 перемычку 218 для образования сквозного отверстия 204;
в) на третьем этапе пустотелые элементы 200 отделяют от профиля и, при необходимости, снабжают резьбой 206.
Процесс выдавливания может осуществляться, как уже сказано, в комбинированном инструменте или в предшествующей операции, например, в прокатном устройстве.
В процессе выдавливания на этапе а) диаметр цилиндрического углубления 208 и внутренний диаметр полого цилиндрического выступа 210 должны быть, по меньшей мере, по существу, одинаковыми.
При пробивании перемычки на этапе б) выполняют предпочтительно одно отверстие 204 диаметром, который, по меньшей мере, по существу, соответствует диаметру цилиндрического углубления 208 и внутреннему диаметру полого цилиндрического выступа 210.
При изготовлении полого цилиндрического выступа 210 его выполняют предпочтительно так, что выдается за вторую широкую сторону 3 профиля.
В процессе выдавливания на этапе а) в широкой стороне 2 профиля вокруг цилиндрического углубления 208 может быть выполнено кольцеобразное возвышение 260.
В процессе выдавливания на этапе а) снаружи на полом цилиндрическом выступе 210 и/или внутри в зоне кольцевого углубления 212 вокруг выступа 210 может быть выполнена защита 272 от проворачивания.
Защита от проворачивания может быть образована ребрами 272 и/или пазами на радиально внешней стороне полого цилиндрического выступа 210.
Защита от проворачивания образована предпочтительно ребрами 272, которые проходят в осевом направлении вдоль части полого цилиндрического выступа 210 между дном кольцеобразного углубления 212 и местом между второй широкой стороной 3 профиля и свободным торцевым концом выступа 210.
При этом ребра 272 для защиты от проворачивания имеют радиальную ширину, которая, по меньшей мере, по существу, в диапазоне 40-90% соответствует максимальной радиальной глубине поднутрения 244.
В отличие от предыдущего способа на этапе а), также исходя из прямоугольного в сечении профиля 1, может осуществляться процесс формования, при котором в первой широкой стороне 2 профиля 1 на выбор не предусмотрено цилиндрическое углубление 208, однако который приводит к предпочтительно многоугольному при виде сверху, в частности квадратному, углублению 212′ во второй широкой стороне 3 профиля 1, окружающему полый цилиндрический выступ 210, образованный частично материалом, вытесненным при выполнении углубления 212′, а частично - материалом, вытесненным при выполнении полости выступа 210, причем углубление 212′ снабжается одной или несколькими наклоненными к средней продольной оси пустотелого элемента кольцевой поверхностью, соответственно, поверхностями, а на втором этапе б) пробивается или вырубается материал между широкой стороной 2 профиля 1 и дном 216 выступа 210 для образования сквозного отверстия 204.
Предложенный в изобретении пустотелый элемент для закрепления на состоящей обычно из листового материала детали 280, имеющий, в частности, по меньшей мере, по существу, квадратный или прямоугольный внешний контур, первую 2 и вторую 3 широкие стороны, полый цилиндрический выступ 210, выдающийся за вторую широкую сторону 3 и окруженный кольцевым углублением 212 в ней, и отверстие 204, проходящее от первой широкой стороны 2 через полый цилиндрический выступ 210 или вырубной участок 222, причем отверстие имеет, при необходимости, резьбовой цилиндр 206, отличается тем, что снаружи на полом цилиндрическом выступе 210 и/или в зоне кольцевого углубления 212 вокруг выступа 210 выполняются элементы 272 защиты от проворачивания, и на полом цилиндрическом выступе не предусмотрено поднутрение.
Элементы защиты от проворачивания образованы предпочтительно ребрами 272 и/или пазами на радиально внешней стороне полого цилиндрического выступа 210.
Элементы защиты от проворачивания могут быть образованы ребрами 272, проходящими в осевом направлении вдоль полого цилиндрического выступа 210.
Ребра 272 для защиты от проворачивания могут иметь радиальную ширину, которая, по меньшей мере, по существу, лежит в диапазоне 10-60% толщины стенки полого цилиндрического выступа 210.
Элементы защиты от проворачивания могут быть выполнены также в виде радиально проходящих ребер, перекрывающих кольцевое углубление. Такое выполнение показано на фиг.22А-22D и более подробно поясняется ниже.
Кроме того, элементы защиты от проворачивания могут быть выполнены в виде косых ребер, проходящих в радиальном направлении по кольцевому углублению и в осевом направлении вдоль полого цилиндрического выступа.
Далее, элементы защиты от проворачивания могут быть выполнены в виде углублений, располагаемых в косой поверхности кольцевого углубления.
Вторая широкая сторона 3 лежит предпочтительно радиально вне кольцевого углубления 212 в одной плоскости, т.е. за исключением возможных скруглений или фасок на переходах в боковые стороны пустотелого элемента, и, тем самым, не имеет никаких поперечин, пазов или поднутрений в зоне вне кольцевого углубления 212.
Кольцевое углубление 212 выполнено с наружным диаметром, который лишь немного меньше минимального поперечного размера прямоугольного при виде сверху пустотелого элемента 200, благодаря чему кольцевое углубление образует со второй широкой стороной 3 профиля оставшиеся в самых узких местах в ее плоскости перемычки в диапазоне 0,25-1 мм, предпочтительно около 0,5 мм.
Далее изобретение предусматривает пустотелый элемент для закрепления на состоящей обычно из листового материала детали 280, имеющий, в частности, по меньшей мере, по существу, квадратный или прямоугольный внешний контур, первую 2 и вторую 3 широкие стороны, полый цилиндрический выступ, выдающийся за вторую широкую сторону 3 и окруженный кольцевым углублением 212' в ней, и отверстие 204, проходящее от первой широкой стороны 2 через полый цилиндрический выступ 210 или вырубной участок 222, причем отверстие имеет, при необходимости, резьбовой цилиндр 206, отличающийся тем, что кольцевое углубление 212' выполнено при виде сверху многоугольным и, в частности, квадратным и что оно снабжено одной или несколькими наклоненными к средней продольной оси пустотелого элемента поверхностью или поверхностями, а полый цилиндрический выступ 210 не имеет поднутрения.
Предложенный в изобретении монтажный узел состоит из пустотелого элемента 200 согласно изобретению, закрепленного на детали, например листовой детали 280, причем материал детали или листовой детали 280 прилегает к поверхности кольцевого углубления 212 пустотелого элемента, к поверхности элементов 272 защиты от проворачивания и к поверхности развальцованного в буртик заклепки полого цилиндрического выступа 210.
При этом осевая глубина кольцевой канавки 282 в листовой детали выбирается в зависимости от длины полого цилиндрического выступа 210 и толщины листовой детали 280 так, что буртик заклепки не выступает или лишь незначительно выступает за сторону листовой детали, которая обращена от тела элемента 200 и находится в зоне под его второй широкой стороной 3 вокруг кольцевого углубления 212.
Вторая широкая сторона 3 пустотелого элемента 200 в зоне вокруг его кольцевого углубления 212 предпочтительно, по меньшей мере, в основном, не вдавлена в листовой материал или вдавлена в высшей степени незначительно.
Предложенный в изобретении комбинированный инструмент последовательного действия для изготовления пустотелых элементов 200, таких как гайки, для закрепления на состоящих обычно из листового материала деталях 280, в частности для изготовления пустотелых элементов, по меньшей мере, по существу, квадратного или прямоугольного внешнего контура 202, за счет отрезания отдельных элементов от профиля 1 в виде прутка или рулона после предварительного вырубания отверстий 204 в профиле, при необходимости с последующим выполнением резьбового цилиндра 206, причем на каждой рабочей позиции за каждый ход инструмента одновременно осуществляются две обработки профиля или нескольких расположенных рядом друг с другом профилей, отличается тем, что на позиции В осуществляется процесс пробивания, а на следующей позиции D - отделение по два пустотелых элемента от профиля или каждого профиля посредством обрубочного пуансона.
При этом на первой позиции А может осуществляться процесс пробивания, например для образования цилиндрического углубления 208 в первой широкой стороне, по меньшей мере, по существу, прямоугольного в сечении профиля 1 и окруженного кольцеобразным углублением 212 полого цилиндрического выступа во второй широкой стороне профиля, противоположной его первой широкой стороне.
При этом осуществляется процесс пробивания перемычки, оставшейся после процесса выдавливания между дном цилиндрического углубления 208 и средним каналом полого цилиндрического выступа.
Комбинированный инструмент последовательного действия в одном варианте рассчитан на обработку входящей профильной полосы 1, по меньшей мере, по существу, прямоугольного сечения с первой 2 и противоположной ей второй 3 широкими сторонами, состоящей из равномерно чередующихся профильных участков 1 и профильных участков, которые изготовлены из профильной полосы 1 и имеют цилиндрическое углубление 208 в первой широкой стороне 2 и окруженный кольцеобразным углублением 212 полый цилиндрический выступ 210 во второй широкой стороне 3.
Как уже сказано, в пустотелом элементе 200 существует также возможность выполнения ребер 272 для защиты от проворачивания так, что они перекрывают кольцеобразный паз 212 в радиальном направлении. Такое выполнение пустотелого элемента 200 показано на фиг.22А-22D. Единственное заметное отличие от элемента на фиг.13А-13D состоит в том, что ребра 272 перекрывают кольцеобразную канавку 212 в радиальном направлении, причем материал, образующий ребра 272, посредством заметных радиусов переходит в заклепочный участок 210, а также в зону дна и во внешнюю косую сторону кольцеобразного углубления 212. Верхние стороны ребер 272 на фиг.22D незначительно смещены назад относительно второй широкой стороны 3 элемента, однако могут лежать также в одной плоскости с ней. Здесь видно также, что внутренняя цилиндрическая сторона 288 цилиндрического заклепочного участка 210 имеет внутренний диаметр, который немного больше внешнего диаметра резьбы 206, чтобы облегчить в склепанном состоянии ввод винта в резьбу 206 на фиг.22С снизу, причем и здесь внутренний диаметр 288 через конусообразный участок 288′′ образует забег резьбы и переходит в нее, что служит также для центрирования винта при его вводе в резьбу 206.
В этом варианте радиус на внешней стороне цилиндрического заклепочного участка 210 выполнен немного более выраженным, чем в варианте по фиг.13А-13D. Внутренняя конусообразная поверхность 288′, напротив, меньше. Здесь она слегка скруглена, однако может быть выполнена также известным образом в виде конусообразной режущей поверхности.
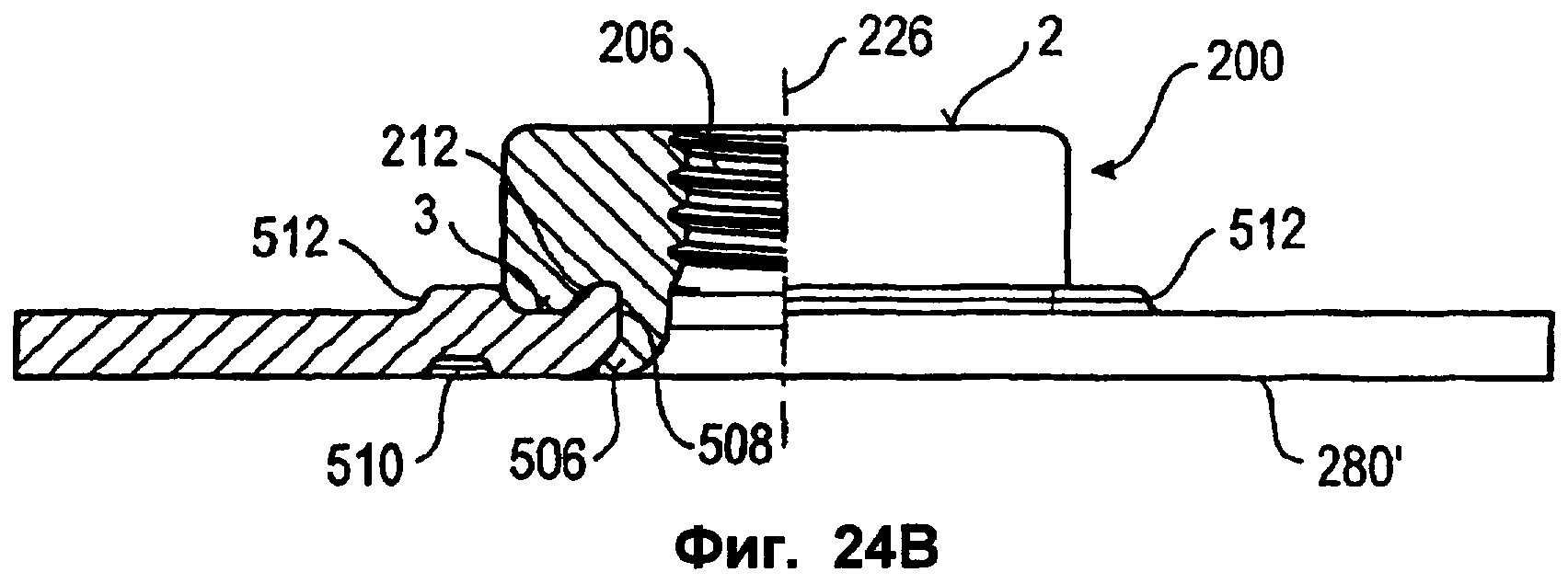
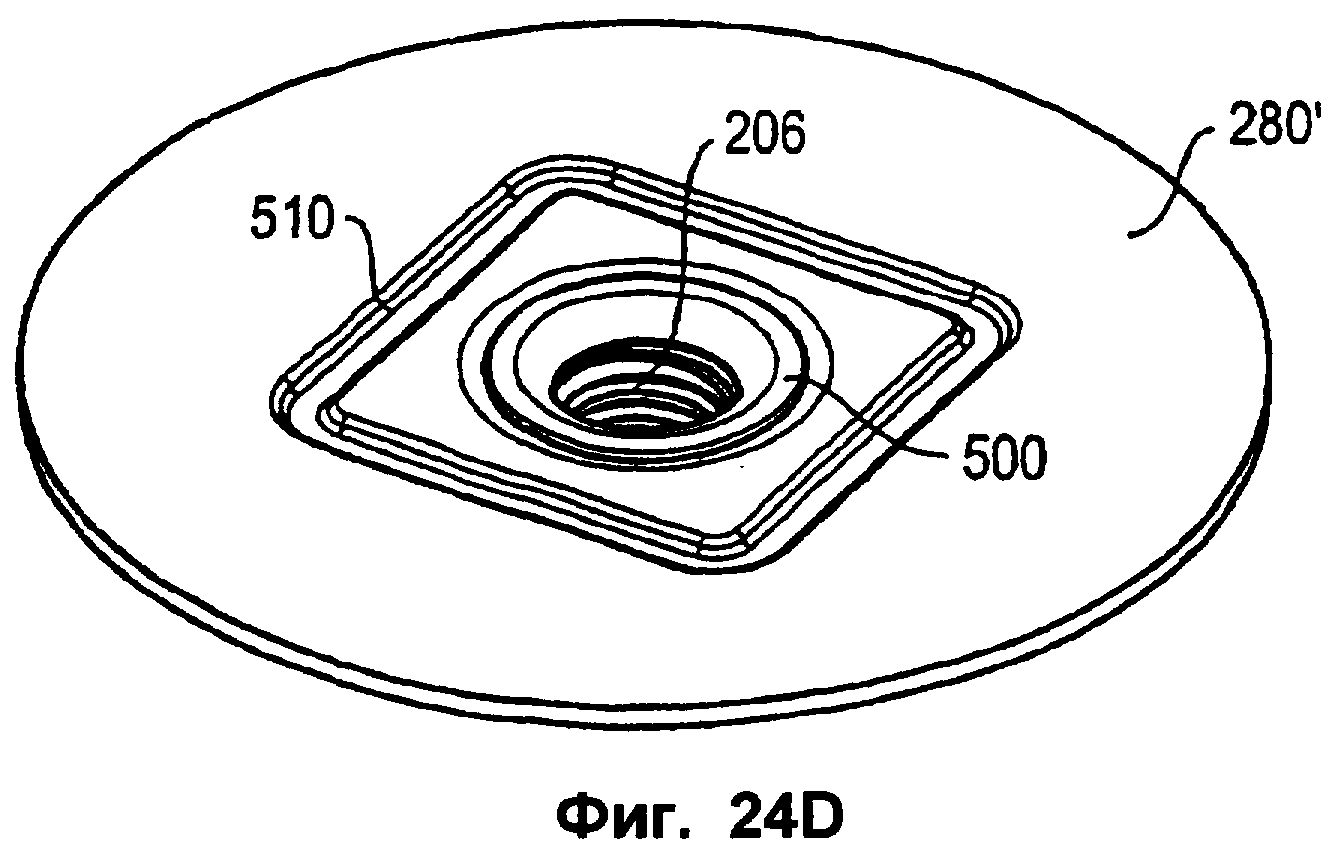
На фиг.22С ребра 272 для защиты от проворачивания расположены слева и справа от цилиндрического заклепочного участка, причем заштрихованная область изображает перспективный вид радиусов, с которыми материал ребер 272, лежащих за плоскостью разреза, переходит в косую поверхность осевой канавки или кольцеобразного углубления 212. На фиг.23А-23D изображен возможный вид закрепления пустотелого элемента по фиг.22А-22D на относительно тонкой листовой детали 280′, а на фиг.24А-24D - на относительно толстой. Само закрепление осуществляется способом, аналогичным способу, уже описанному в связи с фиг.14А-14D, т.е. также с использованием матрицы 504, причем здесь матрица дополнительно к центральному выступу или возвышению на фиг.14С, служащему для образования буртика 506 заклепки, имеет вокруг этого центрального выступа квадратное при виде сверху возвышение, форма сечения которого соответствует форме углубления 510 на фиг.23В, и форму при виде сверху, соответствующую форме огибающей канавки 510 на фиг.23D. Эта квадратная при виде сверху форма внешнего возвышения матрицы приводит к углублению 510 на фиг.23А-23D и 24А-24D и одновременно к соответствующему возвышению 512 на этих фигурах, которое имеет соответственно квадратную форму и плотно охватывает пустотелый элемент 200 в зоне закрепления на листовой детали 280′. За счет этого создается дополнительная защита от проворачивания, т.е. дополнительно к защите от проворачивания, осуществляемой ребрами 272 (на фиг.23А-23D и 24А-24D не показаны, однако присутствуют). При определенных обстоятельствах ребра 272 могут отсутствовать или могут быть выполнены менее высокими, а квадратное возвышение 512, охватывающее внешнюю сторону пустотелого элемента 200, может использоваться в качестве единственного элемента защиты от проворачивания.
Квадратное при виде сверху возвышение 512 обеспечивает также привлекательный внешний вид перехода нижней стороны пустотелого элемента 200 в листовую деталь 280′.
Сравнение фиг.23А-23D и 24А-24D показывает, что один и тот же пустотелый элемент 200 может использоваться с листовыми деталями 280' разной толщины и, тем не менее, обеспечивать прочное закрепление на листовой детали 280′. Таким образом, например, только с двумя разными вариантами пустотелого элемента 200 в смысле разных длин полого заклепочного участка 210 удается покрыть диапазон толщин листов 0,6-3,5 мм (без ограничения). Предпочтительно также, что нижняя сторона листовой детали лежит за пределами элемента в одной плоскости, что благоприятно для привинчивания другой детали к нижней стороне листовой детали. Это может быть достигнуто вне зависимости от того, какую толщину имеет листовая деталь в пределах допустимого диапазона для установленной один раз длины заклепочного участка.
Способ изготовления пустотелого элемента 200 по фиг.22А-22D в значительной степени соответствует описанному выше способу и более подробно поясняется ниже с помощью фиг.25A-25F, 26, 27.
На фиг.25А профильная полоса, из которой изготавливаются элементы, представляет собой, по существу, прямоугольную полосу, причем, однако, боковые поверхности 7, 8 слегка скошены друг к другу, т.е. наклонены, а именно так, что расстояние между ними в зоне первой широкой стороны 2 профиля меньше, чем в зоне его второй широкой стороны 3. Это видно из заштрихованной области профильной полосы 1 на фиг.25А, представляющей ее сечение.
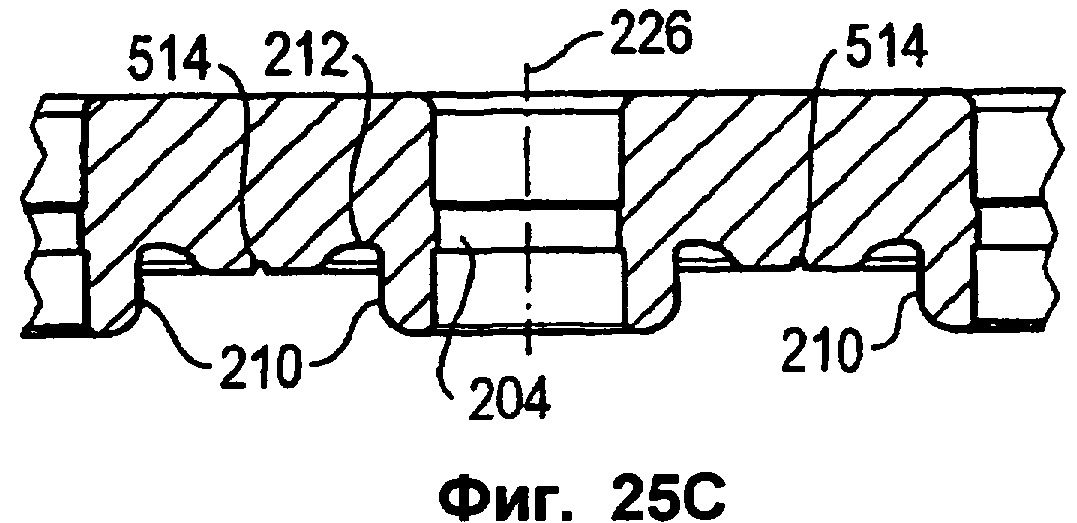
На фиг.25В профильная полоса показана после осуществления процесса выдавливания, при котором в первой широкой стороне 2 выполняется цилиндрическое углубление 208 с радиусом 230, а во второй широкой стороне 3 выполняются цилиндрический заклепочный участок 210 и окружающая его кольцеобразная канавка 212. Хотя это и не видно на фиг.25В, однако на этом первом этапе деформации выполняются заодно и ребра 272 для защиты от проворачивания, перекрывающие кольцеобразную канавку 212. Далее, во второй широкой полосе 3 выполняются насечки 514, проходящие перпендикулярно продольному направлению профильной полосы, т.е. от одной узкой стороны 7 к другой узкой стороне 8.
Эти насечки образуют места ослабленной прочности, которые облегчают последующее отделение элементов от профильной полосы. Они образуют на фиг.25В ограничение показанной средней части полосы, которая позднее образует пустотелый элемент 200, причем слева от левой насечки 514 видна часть другого пустотелого элемента, а справа от правой насечки 514 - часть еще одного пустотелого элемента 200.
Комбинированный инструмент последовательного действия для изготовления элемента по фиг.22А-22D соответствует изображенным на фиг.25A-25F и описанным в этой связи этапам изготовления, изображен на фиг.26 и в увеличенном виде на фиг.27.
Инструмент, по существу, соответствует инструменту на фиг.15, 16, и, как уже сказано, по этой причине соответствующие части или части с соответствующими функциями обозначены теми же ссылочными позициями. В этом описании инструмента на фиг.26, 27 упомянуты, по существу, только значительные отличия от инструмента на фиг.15, 16 и от других, уже описанных инструментов.
В то время как у инструмента по фиг.15, 16 выдавливающие пуансоны 64, 66 расположены под профильной полосой 1, а соответствующие матрицы 92, 94 - над ней, в примере по фиг.26, 27 выдавливающие пуансоны 64, 66 расположены над профильной полосой 1, а соответствующие матрицы 92, 94 - под ней. При этом поддержка выдавливающих матриц 92, 94 в варианте на фиг.26, 27 немного иная, нежели в варианте на фиг.15, 16. Также здесь матрицы расположены в постоянном положении в нижнем инструменте.
Смысл упомянутого выше наклонного расположения боковых поверхностей 7, 8 профильной полосы заключается в том, что она в верхней части рядом с образованной выдавливающими пуансонами 64, 66 цилиндрической полостью 208 растягивается ими по ширине, в результате чего узкие стороны 7, 8 занимают положение перпендикулярно верхней 2 и нижней 3 широким сторонам, которые обеспечивают затем надлежащее ведение профильной полосы на ее дальнейшем пути через комбинированный инструмент.
В соответствии с комбинированным инструментом по фиг.15, 16 в варианте на фиг.26, 27 пробивные пуансоны 84, 86 расположены над профильной полосой 1, а соответствующие матрицы 100, 102 - под ней.
В качестве дополнительной рабочей позиции в комбинированном инструменте по фиг.26, 27 предусмотрены две раздаточные матрицы 704, 706, которые служат для растяжения цилиндрического заклепочного участка 210 и окончательного образования расширенной полой цилиндрической области 288 с конусообразным участком 288′′, образующим забег резьбы, и конусообразным или скругленным входным участком 288' под профильной полосой. Над профильной полосой находятся два пуансона 700, 702, которые входят в уже образованное цилиндрическое углубление 208 при смыкании пресса и воспринимают усилия, оказываемые раздаточными матрицами 704, 706 в направлении продольной оси 226 отдельных пустотелых элементов. Они могут служить также для корректировки формы пустотелого элемента в зоне сбега резьбы и/или для калибровки внутреннего диаметра участка 208 или сквозного отверстия 204 перед процессом нарезания резьбы, который осуществляется только после отделения элементов от профильной полосы посредством обрубочного пуансона 22 и удаления отдельных пустотелых элементов из пресса.
В отличие от комбинированного инструмента по фиг.15, 16 здесь используется не подпружиненный кулачок для вывода элементов из зоны обрубочного пуансона, а вставляемый направляющий канал 118, который выводит элементы, покидающие инструмент в продольном направлении профильной полосы, из зоны обрубочного пуансона. Второй пустотелый элемент 200′, отделяемый от профильной полосы при каждом ходе пресса, выводится, как и прежде, через сквозное отверстие 28 в обрубочной матрице 30 и увеличенное отверстие 38 в нижней плите 12 и, например, покинув плиту 12 или еще находясь в ней, может быть выведен по боковому склизу вбок из пресса.
В этом варианте следует обратить внимание также на бугорки 708. Они служат для образования насечек 514. Следует обратить внимание также на элемент 710. Речь идет здесь о датчике положения, который погружается в цилиндрическую полость 208, чтобы гарантировать, что профильная полоса до сих пор обрабатывалась надлежащим образом и находится в нужном месте в комбинированном инструменте.
Если датчик 710 при каждом ходе пресса не погружается на заданную величину в такую полость 208, а попадает, например, на верхнюю широкую сторону 2 профильной полосы рядом с такой полостью или при отсутствии такой полости, поскольку ее просто нет, т.к., например, выдавливающие пуансоны 64, 66 изношены или сломаны, то при смыкании пресса датчик 710 смещается вверх против усилия пружины 714, воздействующей на поясок 712 датчика 710, и располагается при этом вблизи датчика 716 приближения, подающего соответствующий сигнал, который служит для немедленной остановки пресса. Затем можно найти причину неполадки и снова включить пресс после проведения необходимой корректировки или ремонта.
Во время хода раскрытия пресса верхний инструмент должен быть поднят вверх настолько, чтобы выдавливающие пуансоны 64, 66, датчик 710, пробивные пуансоны 84, 86, поддерживающие пуансоны 700, 702 и обрубочный пуансон 22 свободно отошли от верхней стороны 2 профильной полосы, причем последняя должна быть приподнята настолько, чтобы свободно отошла от выступающих частей нижнего инструмента, таких как выдавливающие матрицы 92, 94, создающие насечки выступы 708, пробивные матрицы 100, 102, неподвижные раздаточные матрицы 704, 706 и обрубочная матрица 30. При каждом ходе пресса профильная полоса продвигается вправо по стрелке 720 на длину, соответствующую длине двух пустотелых элементов 200. В этом варианте каждая позиция соответствует длине, составляющей целочисленное кратное длины отдельного пустотелого элемента 200. Здесь предусмотрено несколько холостых позиций с целью создания конструктивного пространства для отдельных инструментов комбинированного инструмента. Также здесь значительная деформация происходит, собственно, только в зоне выдавливающих пуансонов 64, 66 и выдавливающих матриц 92, 94, так что можно не ожидать проблем с удлинением профильной полосы внутри комбинированного инструмента, тем более что часть растяжения, происходящего в зоне выдавливающих пуансонов и выдавливающих матриц, воспринимается наклоном сторон 7, 8 профильной полосы и поэтому не сказывается на ее удлинении.
Во всех вариантах в качестве примера материала профиля и изготовленных из него функциональных элементов можно назвать любые материалы, которые в рамках холодной деформации достигают значений прочности класса 8 по стандарту ИСО или выше, например сплав 35В2 по немецкому промышленному стандарту ДИН 1654. Полученные, таким образом, крепежные элементы подходят, в том числе, ко всем стандартным стальным материалам для пригодных к вытяжке листовых деталей, равно как и к алюминию или его сплавам. Также для профиля или функциональных элементов могут применяться алюминиевые сплавы, в частности высокой прочности, например AlMg5. Также рассматриваются профили или функциональные элементы из более прочных магниевых сплавов, например АМ50.
Хотя настоящее изобретение предлагается для изготовления элементов прямоугольного или квадратного внешнего контура, оно может применяться и для изготовления элементов многоугольного, овального или круглого внешнего контура или элементов другой формы, если используемые инструменты рассчитаны на изготовление из профильной полосы нужной формы контура, например за счет использования штамповочных инструментов соответствующей формы.
Реферат
Изобретения относятся к изготовлению пустотелых элементов типа гайки для закрепления на деталях из листового материала. На первом этапе изготовления в первой широкой стороне профиля прямоугольного сечения выдавливают цилиндрическое углубление, а во второй широкой стороне - окруженный кольцеобразным углублением полый цилиндрический выступ, образующий заклепочный участок. На втором этапе пробивают или вырубают оставшуюся между дном цилиндрического углубления и дном полого цилиндрического выступа перемычку. Таким образом образуют сквозное отверстие. На третьем этапе пустотелые элементы отделяют от профиля и, при необходимости, снабжают резьбой. При этом используют комбинированный инструмент последовательного действия с несколькими рабочими позициями. В результате обеспечивается улучшение механических свойств пустотелых элементов и повышение надежности полученных с их помощью монтажных узлов, а также увеличение срока службы технологической оснастки для изготовления пустотелых элементов. 8 н. и 25 з.п. ф-лы, 27 ил.
Формула
а) на первом этапе, исходя из профиля прямоугольного сечения, осуществляют процесс выдавливания, приводящий к образованию цилиндрического углубления (208) в первой широкой стороне (2) профиля, и окруженного кольцеобразным углублением (212), образующего заклепочный участок полого цилиндрического выступа (210) во второй широкой стороне (3) профиля, противоположной его первой широкой стороне (2);
б) на втором этапе пробивают или вырубают оставшуюся между дном (214) цилиндрического углубления и дном (216) полого цилиндрического выступа (210) перемычку (218) с образованием сквозного отверстия (204);
в) на третьем этапе пустотелые элементы (200) отделяют от профиля и, при необходимости, снабжают резьбой (206).
а) на первом этапе, исходя из прямоугольного в сечении профиля, имеющего первую и вторую противолежащие широкие стороны, осуществляют процесс, при котором на второй широкой стороне (3) профиля получают кольцевое многоугольное при виде сверху, в частности квадратное, углубление (212′), окружающее полый цилиндрический выступ (210), имеющий внутреннюю полость с дном (216), при этом полый цилиндрический выступ является заклепочным участком и выполнен из материала, вытесненного в процессе выполнения кольцевого углубления (212′) и указанной полости, причем кольцевое углубление (212′) снабжают одной или несколькими наклоненными к средней продольной оси пустотелого элемента кольцевыми поверхностями;
б) на втором этапе пробивают или вырубают оставшуюся между первой широкой стороной и дном (216) полого цилиндрического выступа (210) перемычку (218) с образованием сквозного отверстия (204);
в) на третьем этапе пустотелые элементы (200) отделяют от профиля.
Комментарии