Составной коленчатый вал и способ его изготовления - RU2011897C1
Код документа: RU2011897C1
Чертежи
Описание
Изобретение относится к машиностроению и автомобилестроению, может быть использовано при изготовлении коленчатых валов.
Известен коленчатый вал для двигателя внутреннего сгорания, собранный из отдельных кривошипных щек и частично полых шеек, в котором детали соединены друг с другом с силовым замыканием путем горячей запрессовки.
Для соединения коленчатого вала с поршнем во всех случаях используются составные шатуны, которые сравнительно дороги в изготовлении и требуют особого внимания при монтаже, чтобы обеспечить безупречную точность вращения шеек, это особенно важно, если вместо подшипников скольжения необходимо использовать подшипники качения.
Задачей изобретения является создание дешевого способа изготовления сборных коленчатых валов, при котором для отдельных деталей можно выбирать такие материалы, которые соответствуют различным удельным нагрузкам. При этом отдельные детали перед соединением должны быть обработаны до готовности, поэтому за исключением ориентации и точного уравновешивания никакой дополнтительной обработки не требуется.
Коленчатые валы, изготовленные предлагаемым способом, должны быть снабжены каналами смазки и при необходимости иметь аварийную антизадирную способность. Благодаря одновременному с изготовлением монтажу таких элементов, как подшипники и шатуны упрощается их монтаж и улучшаются ходовые свойства.
В основу изобретения положена также задача создать сборный коленчатый вал, который наилучшим образом подходит для изготовления указанным способом и характеризуется соединениями.
Это достигается тем, что шейки расширяют на месте сборки путем пластической деформации и приводят в контакт в соответствующих отверстиях щек при постоянно действующем остаточном напряжении в них. Вследствие преимущественно упругой деформации щек они после процесса расширения отпружинивают на шейки, благодаря чему создаются соединения, которые выдерживают высокие передаваемые моменты.
Процесс расширения требует выбора для шеек относительно пластичных материалов. Они могут быть подвергнуты в заключении обычной поверхностной закалке, однако представляется более предпочтительным насаживание отдельных подшипниковых втулок. Для подшипниковой втулки может быть выбран материал, оптимальный по своим свойствам, например, в отношении твердости.
Операцию расширения шеек можно осуществлять таким образом, чтобы подшипниковые втулки хотя и фиксируются в своем положении, однако не подвергаются никаким или подвергаются лишь очень малым упругим деформациям.
При использовании подшипниковых втулок шейки могут быть расширены по всей своей длине и подшипниковые втулки при этом также упруго деформируются. В этом случае достигается особенно прочное соединение между подшипниковой втулкой и шейкой.
Согласно варианту способа путем запрессовки подшипниковых втулок в предназначенные для этого отверстия щек создается предварительное, облегчающее монтаж соединение, которое заменяется последующим расширением шейки.
Предлагаемый коленчатый вал характеризуется тем, что на шейках в качестве соединительных участков выполнены прямые, гладкие снаружи трубчатые элементы, которые вставлены в прямые осепараллельные или одинаковые по оси сквозные отверстия в кривошипных щеках и закреплены посредством пластического расширения трубчатых участков при остаточном упругом напряжении в сквозных отверстиях. Коленчатые валы такого типа в упрощенном варианте конструкции могут производиться таким образом, что только кривошипные щеки являются кованными или штампованными деталями, в то время как все остальные компоненты могут быть изготовлены из обычного материала: штанг или труб.
Гидравлическое соединение производится по известному методу, согласно которому соединительные участки трубчатых элементов вставляют в соответствующие сквозные отверстия в кривошипных щеках и затем расширяют путем радиальной пластической деформации с помощью введенной под давлением рабочей среды, при этом деформация кривошипной щеки в окружающей зоне остается упругой и даже после снятия гидравлического давления остается напряжение между деталями, достаточное для передачи необходимого вращательного момента. Возникающие изгибающие моменты в достаточной степени компенсируются тем, что предусмотрены изменения сечения шеек рядом с зонами соединения, благодаря чему торцовые кромки опираются на кривошипные щеки.
Кривошипы с шатунной шейкой и двумя примыкающими щеками могут быть выполнены за одно целое, при этом в соответствующие отверстия вставляются, гидравлически фиксируются только коренные шейки (стандартные или обточенные детали). Причем диаметр расширяемой зоны соединения может быть выбран относительно большим и все места соединения располагаются соосно друг с другом, что значительно упрощает процесс изготовления, так как одним единственным сквозным зондом с несколькими участками расширения можно одновременно выполнять все соединения. При этом преимущество заключается в том, что, используя одно стандартное колено, можно изготовить различные типы коленчатых валов в отношении числа и положения кривошипов, т. е. например, коленчатые валы для трех- или четырехцилиндровых двигателей одного типового ряда.
Шейки выполнены цельными, при этом зоны соединения на концах имеют уступы по наружному диаметру. В одном случае шейки могут быть изготовлены из сплошного трубчатого элемента и насаженной втулки большего диаметра, при этом соединение между трубчатыми элементом и втулкой создается путем гидравлического расширения, как и соединение между соединительными участками и кривошипными щеками. При этом расширяется использование стандартных деталей и отпадает перекручивание концевых участков, причем соединение между трубчатым участком и втулкой происходит одновременно с соединением между соединительной зоной и щекой кривошипа, для чего необходимо лишь применение зонда с рабочей жидкостью, имеющего более длинные участки расширения.
На торцовых поверхностях большей по диаметру подшипниковой зоны шеек на переходе к зонам соединения предусмотрены канавки, в которые входит упруго деформированный материал кривошипных щек после обработки давлением.
Согласно еще одному варианту изобретения шейки вставляются в кривошипные щеки и соединяются с ними. В более простом случае, который допускает использование стандартных деталей, шатунные шейки выполнены в виде гладких трубчатых участков. Для повышения прочности на изгиб и чтобы получить необходимое перекрытие шатунных и коренных шеек в короткоходных двигателях, используемые шатунные шейки могут иметь центральные участки увеличенного диаметра, расположенные эксцентрично относительно зон соединения, при этом однако необходима механическая обработка в большем объеме.
В определенных случаях может быть предпочтительным использование шатунных шеек, вставленных в кривошипные щеки и соединенные путем гидравлической обработки давлением, если кривошипные щеки выполнены дискообразной формы, чтобы действовать непосредственно в качестве опор, поэтому одна точеная деталь может заменить две кривошипные щеки и участок коренной шейки. Благодаря этому совершается переход к дисковому коленчатому валу, при этом дисковые элементы, к которым с противоположных сторон примыкают две шатуннные шейки, одновременно служат в качестве подшипниковой поверхности для подшипника качения или скольжения.
Особенно предпочтительным в конструктивном отношении, если как шатунные, так и коренные шейки при изготовлении соединения указанного типа вставляются в кривошипные щеки.
Что касается валов такого типа, то специфическая проблема состоит в том, чтобы создать систему снабжения смазкой шатунных шеек от коренных шеек, так как, как правило по меньшей мере одна из шеек выполнена трубчатой формы. Для решения этой проблемы предлагается втулка или шейки меньшего диаметра с зонами уплотнения по концам вставлять в сквозные отверстия опорных шеек, вследствие чего внутри шеек образуются кольцевые цилиндрические соединительные камеры для смазки. Для уменьшения веса вставляемые втулки или шейки могут быть выполнены из легкого материала, например пластмассы или легкого металла.
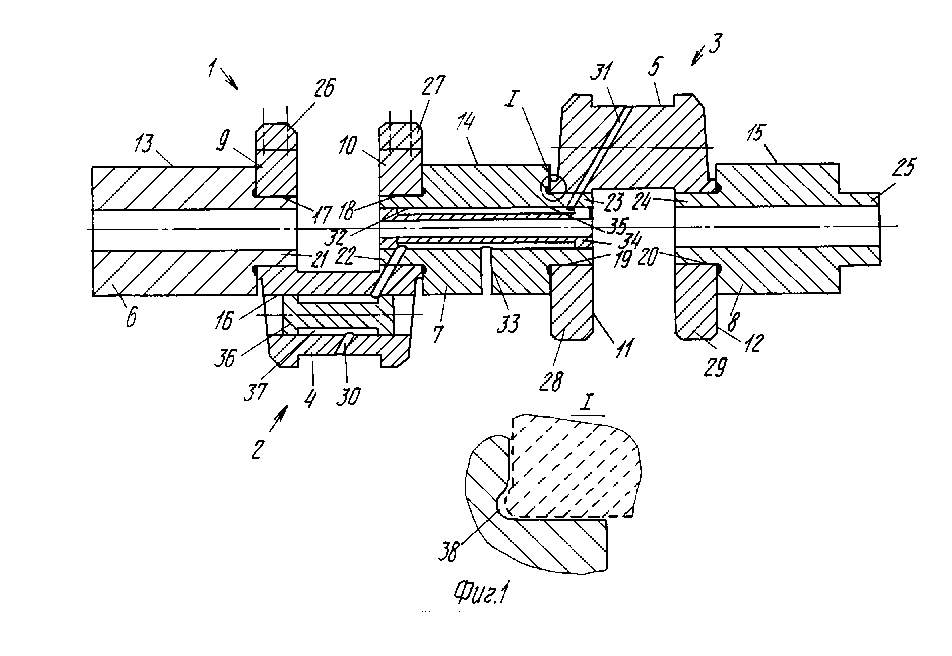
На фиг. 1 изображен предлагаемый коленчатый вал с коротким ходом, первый вариант выполнения (один узел показан в увеличенном масштабе); на фиг. 2 - предлагаемый коленчатый вал с коротким ходом, второй вариант; на фиг. 3 - участок предлагаемого коленчатого вала с большим ходом, первый вариант (один узел увеличен); на фиг. 4 - узел I на фиг. 3; на фиг. 5 - участок предлагаемого коленчатого вала с большим ходом, второй вариант.
Коленчатый вал с двумя противоположно расположенными кривошипами 2 и 3 имеет две шатунные шейки 4 и 5 и три коренные шейки 6, 7, 8, которые соединяются через кривошипные щеки 9-12. Коренные шейки образуют опорные участки 13, 14, 15. В коротком коленчатом валу такого типа коренная шейка 7 не обязательно должна быть выполнена в виде опоры, в длинных коленчатых валах можно опорной делать, например, каждую вторую коренную шейку, при этом соотношение диаметров не нуждается в изменении. В показанном примере каждые две кривошипные щеки 9, 10 и 11, 12, выполнены за одно целое с расположенными между ними шатунными шейками, при этом целесообразно изготовление штамповкой. Шатунная шейка 4 для сокращения веса снабжена сквозным отверстием 16, проходящим также сквозь кривошипные щеки, в то время как шатунная шейка 5 выполнена массивной. Каждая из кривошипных щек имеет коаксиальные сквозные отверстия 17-20, в которые вставляются соединительные участки 21-24 коренных шеек 6-8.
Коренная шейка 6 имеет только один соединительный участок 21 и предназначен например, для соединения с маховиком или с гасителем крутильных колебаний за опорным участком 13, в то время как коренные шейки 7 и 8 имеют по два соединительных участка 22-25, из которых последний служит для присоединения следующей кривошипной щеки.
Кривошипные щеки 9 и 10 снабжены привинченными противовесами 26, 27, в то время как на щеках 11 и 12 имеются отличны или штампованные противовесы 28 и 29. Шатунные шейки 4 и 5 снабжены проходящими под углом смазочными каналами 30 и 31, которые выходят на поверхность скольжения подшипника и соединены со сквозным отверстием 32 в средней коренной шейке 7. От этого сквозного отверстия отходят радиальный масляный канал 33, который выходит на поверхность скольжения 14 шейки.
В отверстие 32 вставлена меньшая по диаметру втулки 34 с уплотнениями по концам, в результате чего образуется кольцевая полость 35 для смазки. В сквозное отверстие 16 шатунной шейки 4 вставлен меньший по диаметру стержень 36 с уплотнениями по концам, в результате чего образуется кольцевая полость 37 для смазки. Стержень 36 и втулка 34 предпочтительно выполнены из легкого материала, легкого металла и пластмассы и могут быть впрессованы или впаяны. В массивной шатунной шейке 5 масляный канал 31 может проходить через поверхности скольжения подшипника.
Узел I представляет собой канавку 38 в торцовой поверхности подшипникового участка коренной шейки 7 на переходе к зоне соединения, служащую для предотвращения концентрации напряжений при расширении зоны соединения.
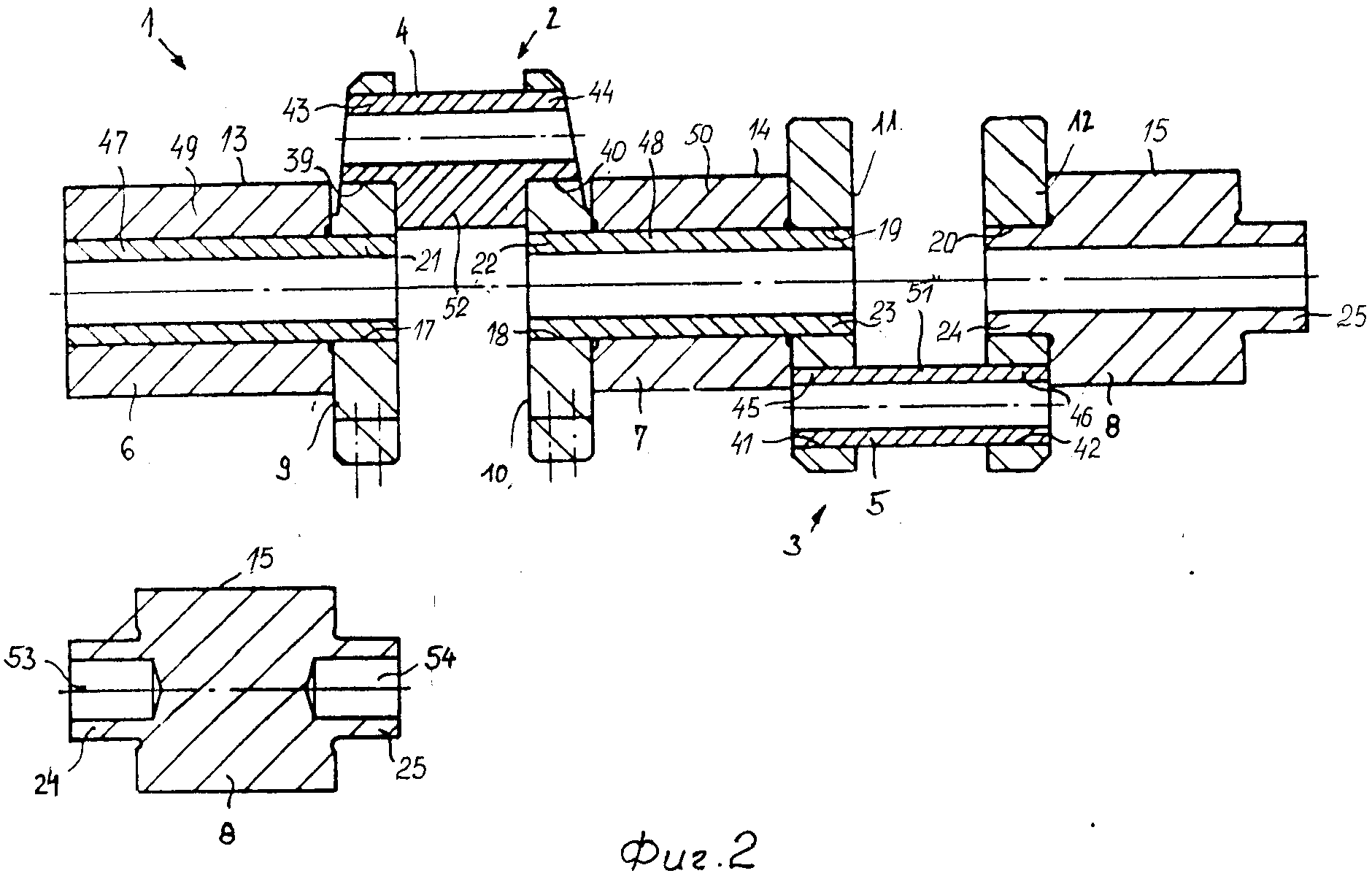
На фиг. 2 показан другой вариант коленчатого вала 1 с двумя кривошипами 2 и 3, при этом шатунные шейки 4, 5 и коренные шейки 6, 7, 8 соединены с кривошипными щеками 9-12. Щеки имеют сквозные отверстия 17-20 для соединительных участков 21-24 коренных шеек и сквозные отверстия 39-42 для соединительных участков 43-46 шатунных шеек 4, 5. Коренная шейка 8 полностью аналогична коренной шейке 8 на фиг. 1 и также имеет второй соединительный участок 25, в то время как коренные шейки 6, 7 состоят из сквозной трубчатой детали 47, 48 и насаженной на нее втулки 49, 50, которые соединены друг с другом, например, путем гидравлического расширения.
Такая же конструкция возможна для шатунных шеек 4, 5 которые однако в представленном примере выполнены в виде гладкого трубчатого элемента 51, который включает подшипниковую зону (шатунная шейка 5) или снабжен смещенным внутрь эксцентриком 52 (шатунная шейка 4), который находится между зонами соединения 43, 44. Кривошипные щеки также снабжены привинченными противовесами 26, 27 или отлитыми противовесами 28 и 29.
В качестве варианта выполнения показана коренная шейка 8, которая выполнена из сплошного материала и в которой только соединительные зоны 24, 25 снабжены глухими отверстиями 53, 54.
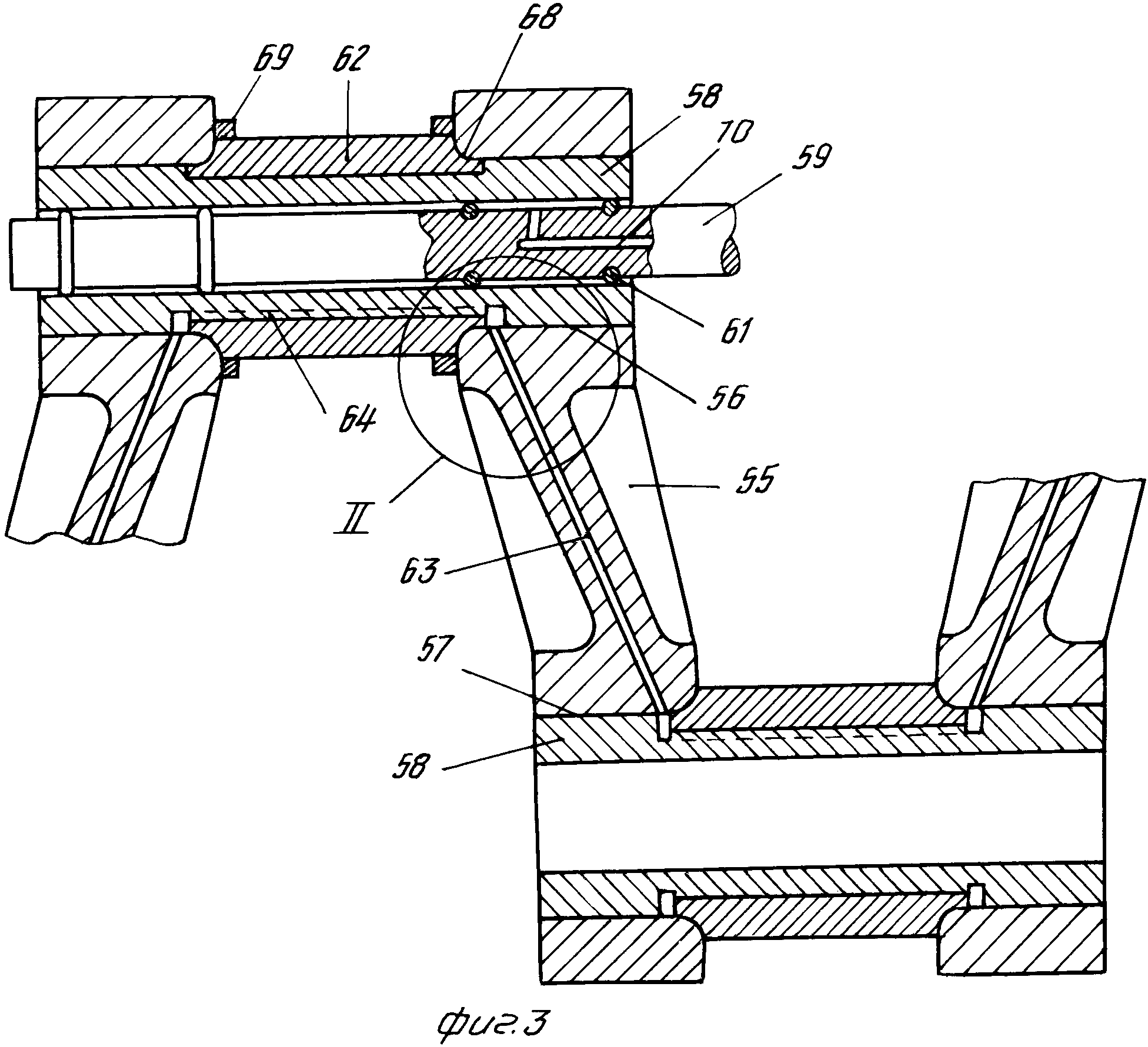
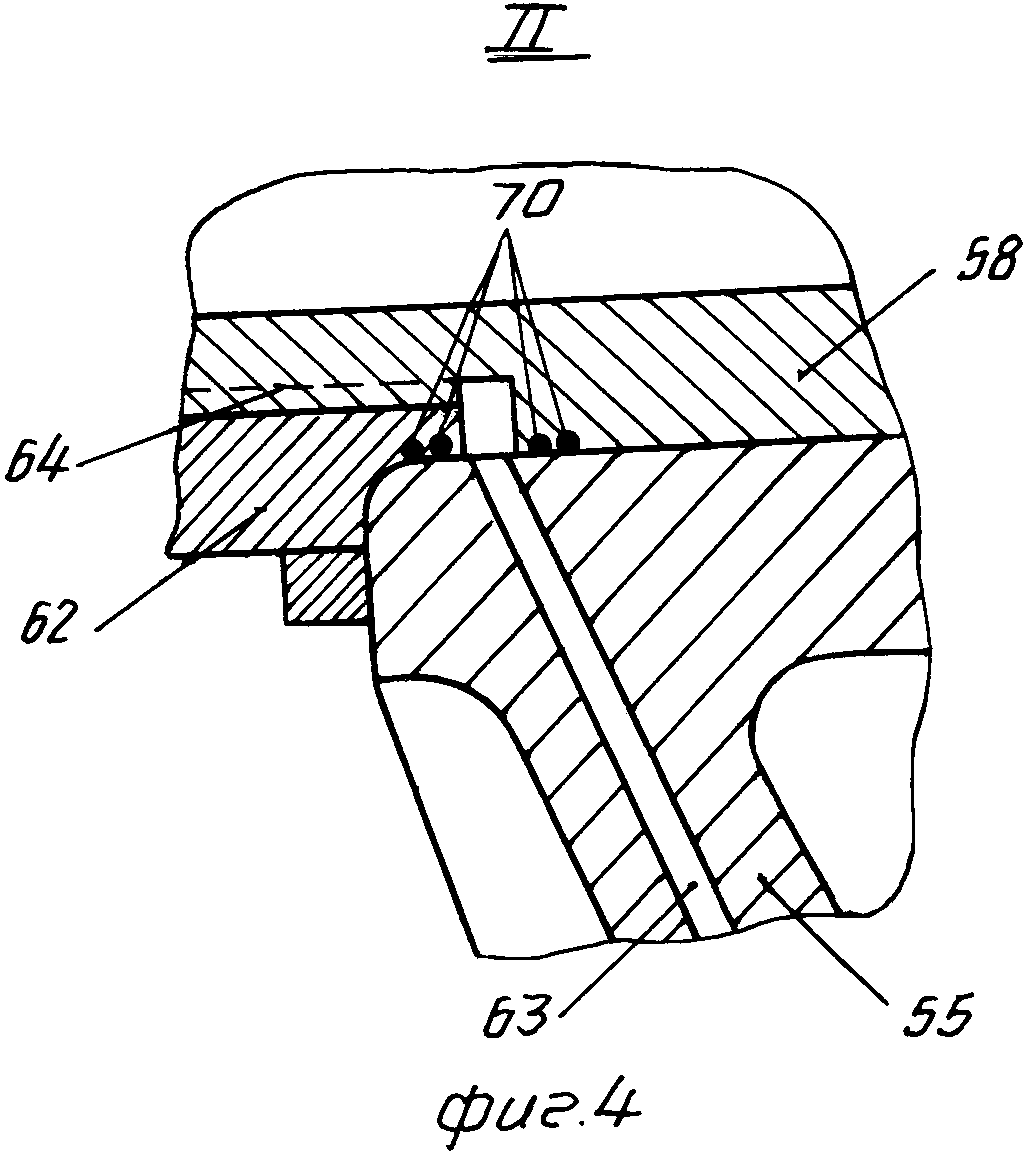
Коленчатый вал (фиг. 3 и 4) состоит из щек 55, снабженных отверстиями 56, 57, в которые с небольшим зазором вставлены опорные шейки 58 из особо пластичного материала. Затем они расширяются с помощью зонда 59, в который по каналу 60 подается жидкость под давлением, выходящая в зоне расширения, ограниченной уплотнениями 61, и пластически деформирующая опорные шейки 58, при этом прилегающие части щек 55 подвергаются только упругой деформации.
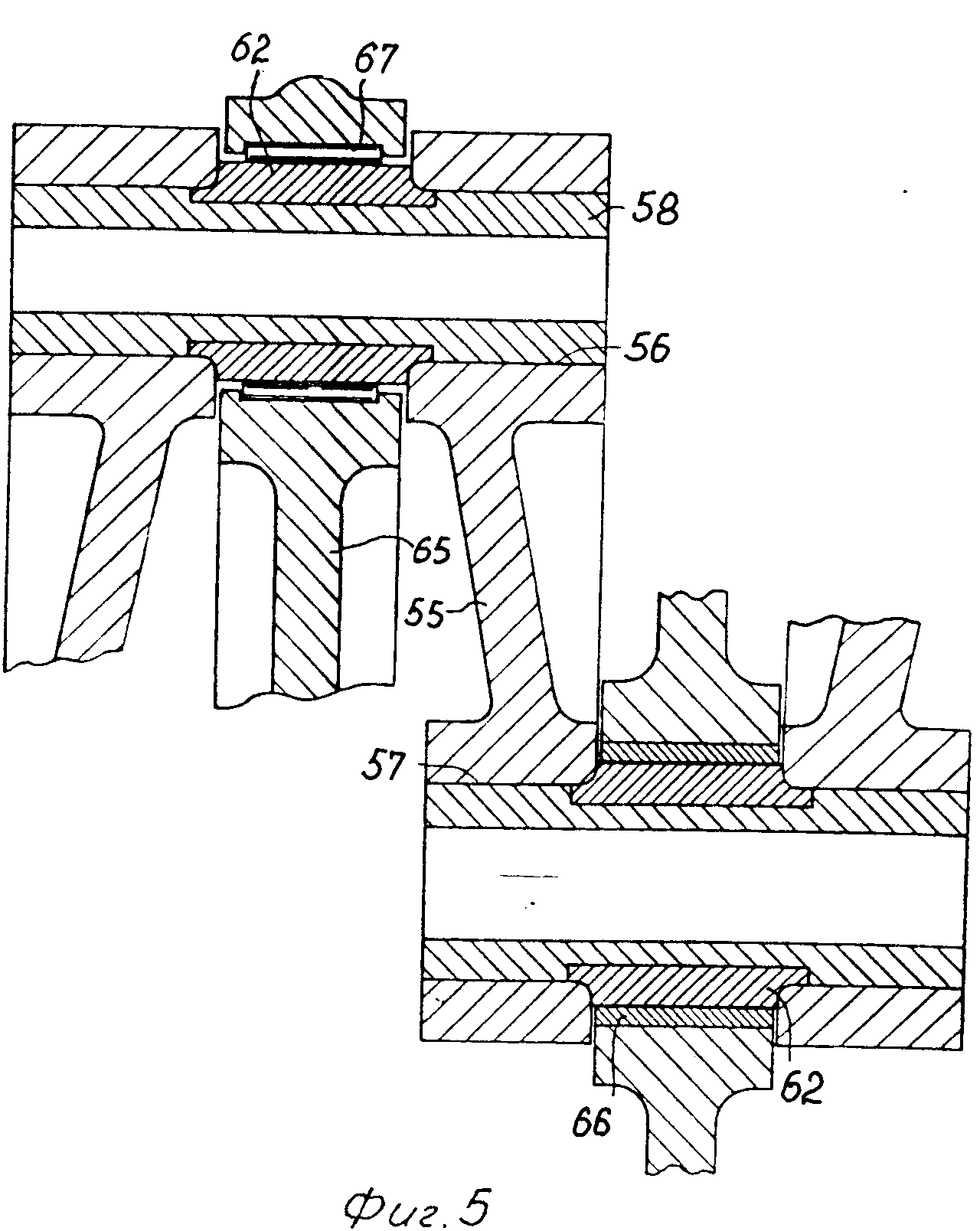
Перед соединением на опорные шейки 58 насаживаются подшипниковые втулки 62 из, например, закаленного материала, которые могут быть изготовлены из пористого металлокерамического материала, пропитанного смазкой. В любом случае обеспечивается достаточное снабжение смазкой по каналам 63 в щеках 55, которые выполняются перед сборкой, и по каналам 64 в опорных шейках 58, которые имеют форму пазов. Перед сборкой на опорные шейки 58 насаживаются также неразъемные шатуны 65. Подшипники, обеспечивающие движение между обеими деталями, могут быть выполнены в виде подшипников скольжения 66 или подшипников качения 67, которые насаживаются на опорные шейки 58 также перед монтажом щек 55 и щек 58. Перед расширением для облегчения сборки тонкие концы подшипниковых втулок 62 могут быть вставлены в отверстия щек 55 с натягом. Чтобы упругая деформация подшипниковых втулок 62, вызванная расширением шеек, ограничивалась только узкой частью 68, может быть предусмотрено усиление в виде буртиков 69. Между щеками 55 и шейками 58 может располагаться уплотнительный слой 70, например, из меди, резины или пластмассы, который уплотняет это соединение относительно каналов 63 и 64 для смазки.
Существенное преимущество предлагаемого составного коленчатого вала и способа его изготовления заключается том, что на шатунные шейки могут быть насажены перед соединением неразъемные подшипниковые вкладыши и/или шатунные проушины или предварительно смонтированные шатуны. Такие шатуны с неразъемными проушинами и имеют значительные преимущества в отношении прочности и веса. Вследствие этого ремонт при повреждении подшипника невозможен, так как подшипниковые оси запрессованы по оси и могут быть заменены только вместе с подшипниковыми вкладышами, при этом из-за упругой деформации материала кривошипных шеек затем может быть осуществлено соединение с новой подшипниковой осью.
Реферат
Сущность: составной коленчатый вал состоит по меньшей мере из коренных шеек (6,7,8), кривошипных щек (9 - 12) и шатунных шеек (4,5). Между кривошипными щеками (9 - 12) и опорными шейками (4 - 8) выполняется соединение путем пластической деформации, при этом опорные шейки (4 - 8) своими концами вставляются в отверстия в кривошипных щеках (9 - 12). Такой коленчатый вал изготавливают таким образом, что на коренных шейках (6,7,8) и/или на шатунных шейках (4,5) выполняют прямые, гладкие снаружи трубчатые участки в качестве соединительных зон (21 - 25), которые вставляются в прямые осепараллельные сквозные отверстия (17 - 20), в кривошипных щеках (9 - 12) и закрепляются путем пластического расширения трубчатых участков с остающимся упругим напряжением в сквозных отверстиях. 2 с. 23 з. п. ф-лы, 5 ил.
Формула
05.11.87 по пп. 10, 16 - 20, 22 или 23;
15.11.87 по пп. 1 - 9, 11 - 15, 21, 24 и 25.
Комментарии