Способ ковки крупногабаритных коленчатых валов на гидравлических прессах - RU2015785C1
Код документа: RU2015785C1
Чертежи






Описание
Изобретение относится к обработке металлов давлением, а именно к способам ковки крупногабаритных коленчатых валов, и может быть использовано при изготовлении ковкой заготовок крупногабаритных коленчатых валов на гидравлических ковочных прессах в кузнечно-прессовых цехах машиностроительных заводов.
Известен "Способ обработки коленчатого вала" по заявке Японии N 58-54896, кл. В 21 К 1/08, В 21 J 5/08, 1980, согласно которому смещение одной части заготовки относительно другой осуществляют в матрице путем прикладывания давления матрицы к поверхности заготовки.
Недостатками
известного способа являются:
необходимость изготовления сложной в конструктивном исполнении оснастки;
такое смещение одной части заготовки относительно другой в матрице возможно
только на средних и мелких заготовках, при изготовлении крупногабаритных коленвалов возникает необходимость использования дополнительного источника давления.
Известен "Способ изготовления коленчатых валов" по авт.св. СССР N 975172, кл. В 21 К 1/08, 1981, включающий гибку заготовки на определенный угол и последующую штамповку элементов коленчатого вала.
Недостатком известного способа также является необходимость дополнительной оснастки, а для осуществления гибки крупногабаритных заготовок потребуется пресс повышенной мощности.
Наиболее близким к предлагаемому техническому решению является способ ковки крупногабаритных коленчатых валов, включающий надрубку и передачу металла в одной плоскости без изменения поперечного сечения заготовки. Передачу металла осуществляют бойками с радиусами на переходах к рабочей поверхности к боковой, а конец заготовки подвешивают на цепи с помощью крана или используют набор подкладок. Наличие радиусов на бойках приводит к тому, что передаваемый металл отходит от бойков, что приводит к увеличению длины шейки между двумя кривошипами. При передаче одной плоскости относительно другой на величину, большую длины коренной шейки, возможно забракование поковки, по размеру шейки, т.е. фактическая длина коренной шейки может быть больше требуемой. Кроме того, при такой передаче металла металлургические дефекты центральной зоны исходного слитка вскрываются на поверхности коренных шеек и голтелей.
Техническим результатом, получаемым при использовании изобретения, является повышение качества коленчатых валов путем получения требуемой длины коренных шеек и исключение вскрытия металлургических дефектов исходного слитка на элементах кривошипов при механической обработке.
Сущность изобретения заключается в том, что в способе ковки крупногабаритных коленвалов, включающем ковку слитка на пластину, надрубку и передачу
металла на кривошип,
предусмотрены следующие особенности операций формообразования:
передачу производят поэтапно бойками без радиусов на переходах с рабочей поверхности к боковой небольшими
обжатиями;
на
первом этапе осуществляют неполную передачу металла в одной плоскости;
окончательную передачу металла на втором этапе производят со смещением нижнего бойка
относительно верхнего в направлении,
противоположном направлению течения металла при передаче от нижнего бойка.
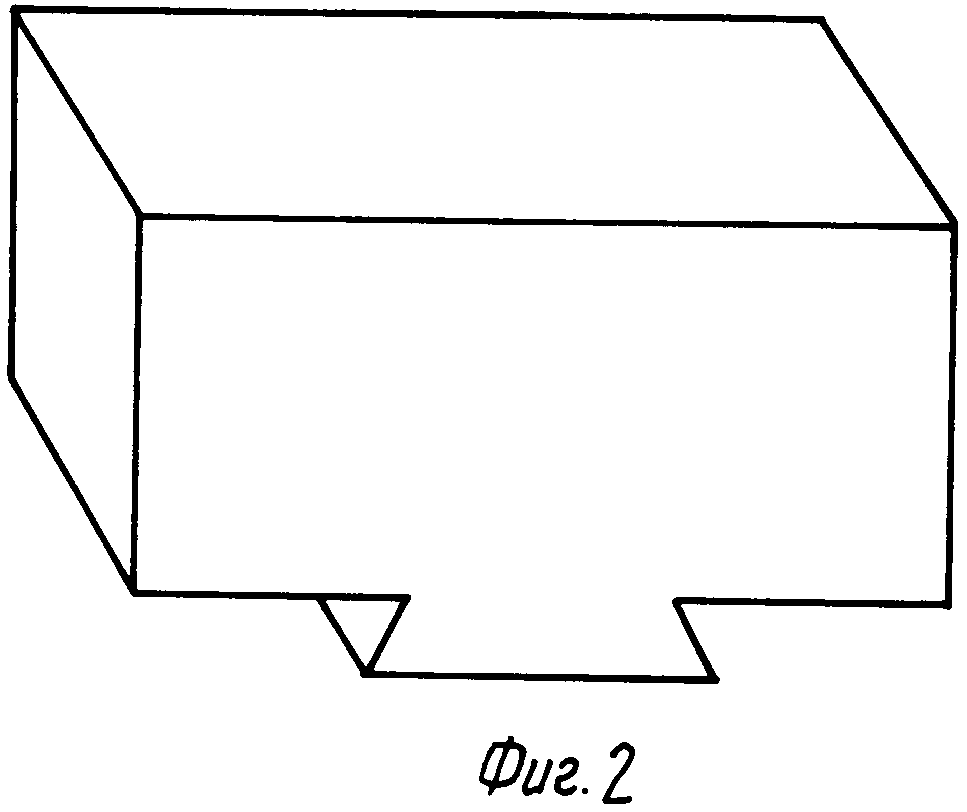
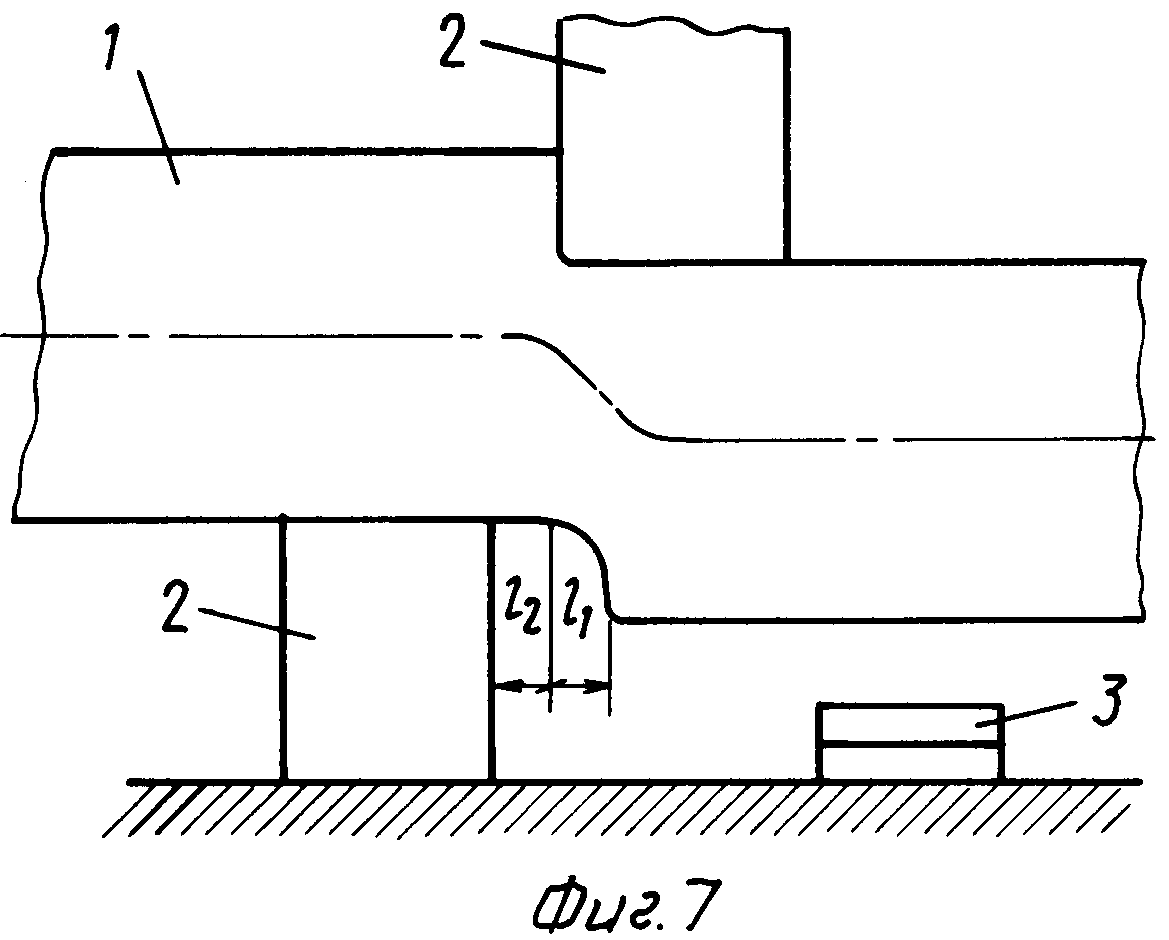
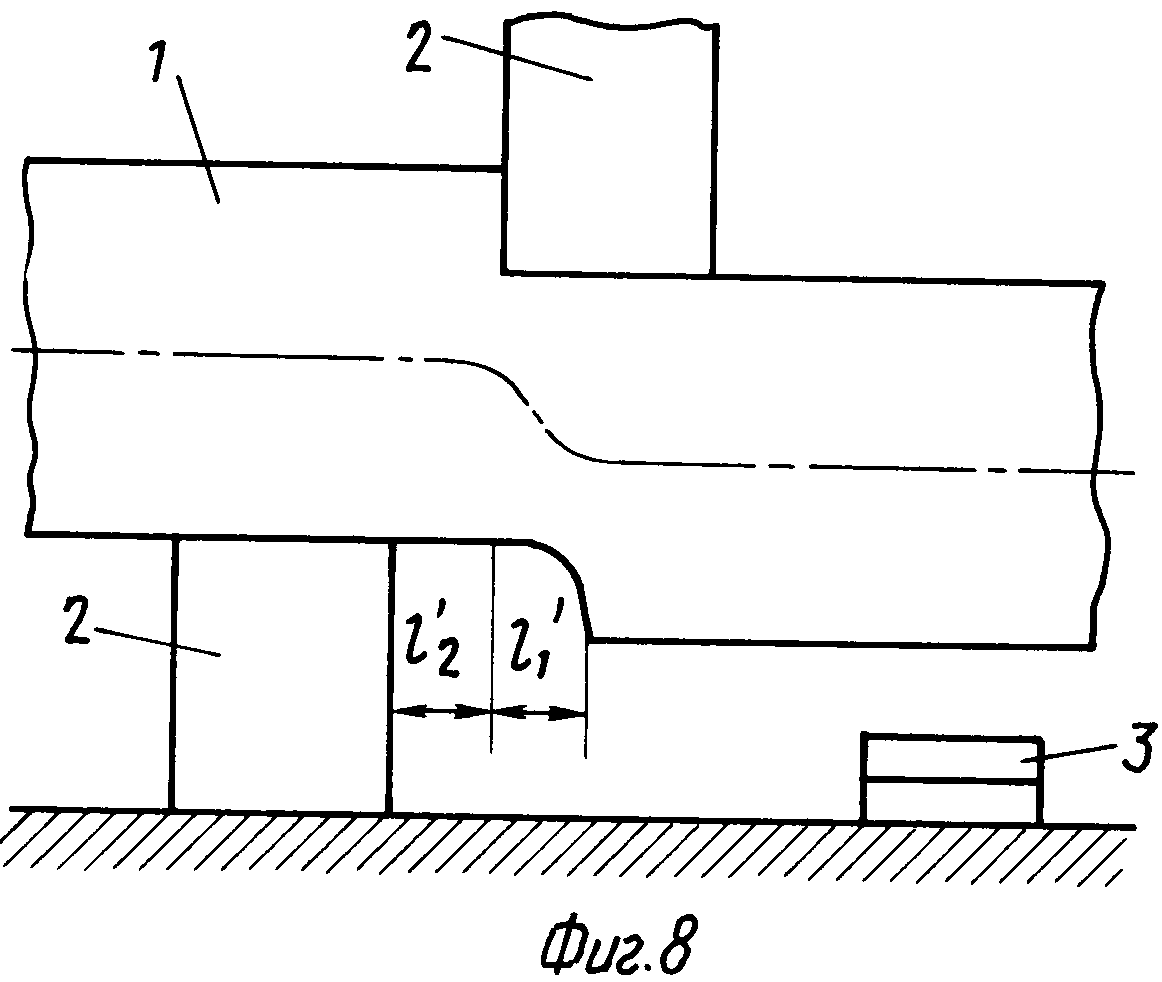
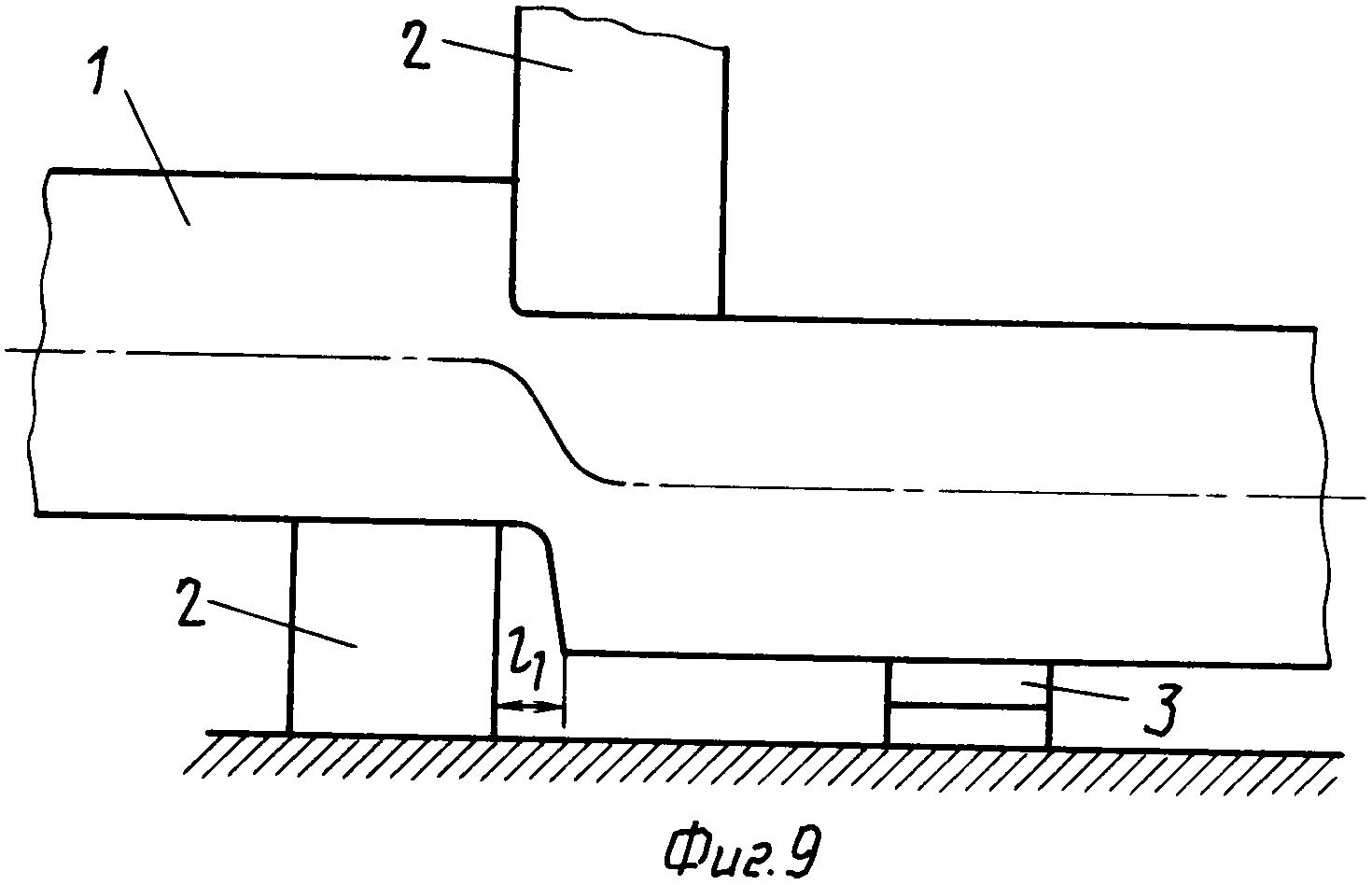
На фиг.1 показана заготовка коленчатого вала (L - номинальная (чистовая) длина коренной шейки, Н - высота смещенного металла); на фиг.2 - плоский боек без радиусов для передачи металла по высоте; на фиг.3 - положение бойков на заготовке с надрубками перед операцией передачи металла, когда чистовая длина коренной шейки меньше размера, смещаемого по высоте Н металла, положение сборной опоры; на фиг.4 - положение бойков на заготовке с надрубками перед операцией передачи металла, когда чистовая длина коренной шейки больше размера, смещаемого по высоте Н металла, положение сборной опоры; на фиг.5 - операция неполной передачи металла с надрубками, изображенными на фиг. 3, положение сборной опоры; на фиг.6 - операция неполной передачи металла с надрубками, изображенными на фиг.4, положение сборной опоры; на фиг.7 - положение бойков и сборной опоры под окончательную передачу (исходная заготовка с надрубками, изображенными на фиг.3); на фиг.8 - положение бойков и сборной опоры под окончательную передачу (исходная заготовка с надрубками, изображенными на фиг.4); на фиг.9 - положение бойков и сборной опоры после окончательной передачи металла (исходная заготовка изображена на фиг. 3); на фиг.10 - положение бойков и сборной опоры после окончательной передачи металла (исходная заготовка изображена на фиг.4).
Способ ковки крупногабаритных коленчатых валов осуществляется в следующей последовательности.
Из слитка отковывается заготовка прямоугольного сечения (пластина) 1. На пластине 1 трехгранными пережимками выполняются надрубки. При номинальной длине коренной шейки L, меньшей высоты смещения металла, надрубки производятся с противоположных сторон одна над другой, с противоположными расположением острых углов. Ширина надрубки а = 0,7-0,8 (см. фиг.3).
При номинальной длине L коренной шейки, большей высоты смещения металла, надрубки производятся с противоположных сторон со смещением на величину а1 = 0,5-0,6L (см. фиг.4). По величинам а и а1 выбираются пережимки.
После надрубки небольшими обжатиями производят неполную передачу металла в одной плоскости бойками 2 без радиусов на переходах с рабочей поверхности на боковые. Размерная величина передачи ограничивается сборной опорой 3 (см. фиг.5 и 6). В процессе произведенной неполной передачи металл отходит от нижнего бойка 2 на величину l1 или l11.
Производят замер длины коренной шейки обычно накладным шаблоном. Затем нижний боек 2 смещают в противоположную сторону отхода металла от бойка 2 на величину l2 = 1,05-1,10 l1 или l21 = 1,05-1,10 l11 (см. фиг.7 и 8).
При нежелательном "росте" длины коренной шейки смещение бойка 2 производят на большую величину l2 = 1,10-1, 15l1 или l21 = 1,10-1,20l11. Затем уменьшают высоту опоры 3, как показано на фиг.7 и 8, и производят окончательную передачу, изображенную на фиг.9 и 10.
Конечная величина передачи ограничивается высотой опоры 3.
При передаче металла не допускают большой его отход от нижнего бойка 2, чтобы центральная ликвационная зона слитка при механической обработке не вскрывалась на галтелях шеек.
П р и м е р. Из слитка массой 51000 кг хромо-никель-молибденовой стали куется цилиндрическая заготовка диаметром 1300±15 мм, которая охлаждается в печи по специальному режиму, предотвращающему образование флокенов. Охлажденная заготовка подвергается механической обработке на диаметр 1260±5 мм.
Из круга диаметром 1260 мм отковывается пластина 950х700 мм длиной 6450 мм и подогревается до ковочной темпеpатуры. Средняя часть пластины проковывается на сечение 850х540 мм, производятся последовательно надрубки и передача металла на колена 3, 4, 5 и 6 в одной плоскости бойками без радиусов. Заготовка коленвала охлаждается в печи.
С концевого нагрева производятся ковка донной части на сечение 850х540 мм, последовательно надрубки и передача металла на колена 7 и 8 в одной плоскости бойками без радиусов, с этого же нагрева заканчивается отковка конца вала, после чего заготовка охлаждается в печи.
При передаче металла на каждый кривошип производят смещение нижнего бойка в противоположную сторону его отхода от бойка. Со второго концевого нагрева производится ковка пластины с прибыльной части на сечение 850х540 мм, последовательно надрубают металл и производят его передачу на колено 1 и колено 2 в одной плоскости, заканчивают отковку конца вала. Все колена расположены в одной плоскости, со смещением торцевых плоскостей, перпендикулярных оси заготовки, не более 40 мм. Коренные шейки заготовки на длине 70 мм механически обрабатываются на диаметр 450 мм.
С двух концевых подогревов производят разворот кривошипов.
При передаче одной части заготовки относительно другой со смещением нижнего бойка относительно верхнего в противоположную сторону отхода от него металла с сохранением параллельности осей обеспечивается получение необходимой длины коренной шейки.
Реферат
Сущность изобретения: способ включает ковку заготовки на пластину, надрубку и передачу. Операцию передачи металла производят бойками с острой рабочей кромкой поэтапно. На первом этапе производят неполную передачу в одной плоскости. Окончательную передачу осуществляют со смещением нижнего бойка относительно верхнего в направлении, противоположном направлению течения металла при передаче от нижнего бойка. 10 ил.
Комментарии