Способ изготовления колесных осей, в частности для железнодорожных вагонов - RU2538136C2
Код документа: RU2538136C2
Чертежи



Описание
Изобретение относится к способу изготовления колесных осей, в частности для железнодорожных вагонов, с полым корпусом оси, который в отличие от утолщенных гнезд подшипников образует ступенчатые концы оси для установки колес и имеет меньший, по сравнению с увеличенным внутренним диаметром между гнездами подшипников, внутренний диаметр для концов оси, причем внешняя форма корпуса оси образована посредством ковки.
Чтобы иметь возможность контролировать колесные оси железнодорожных вагонов посредством ультразвука, необходимо предусмотреть полые корпуса осей, в которые может быть введена ультразвуковая насадка. Чтобы иметь возможность регистрировать нагрузку на оси, корпусы осей снабжены утолщенными гнездами подшипников, в отличие от которых концы осей выполнены ступенчатыми для установки колес. Для уменьшения веса требуется больший внутренний диаметр полого корпуса оси между гнездами подшипников, что приводит к необходимости механической обработки корпуса оси. Это относится также и к тому случаю, когда эти корпусы осей перед растачиванием были изготовлены посредством процесса ковки. Механическая обработка колесных осей является, однако, дорогостоящим мероприятием и при определенных обстоятельствах влечет за собой опасность того, что ввиду концентрации напряжений в надрезе полученная в результате механической обработки структура поверхности оказывает негативное воздействие на усталостную прочность колесных осей.
Таким образом, в основе изобретения лежит задача разработки такого способа изготовления колесных осей, в частности для железнодорожных вагонов, ранее указанного типа, при котором возможна предпочтительная обработка корпуса оси без снятия стружки.
Поставленная задача решена посредством того, что полая заготовка с соответствующим по меньшей мере увеличенному внутреннему диаметру корпуса оси внутренним диаметром с использованием кузнечного сердечника с профильным участком для увеличенного внутреннего диаметра корпуса оси в направлении оси поступательно выковывается до того момента, когда профильный участок для увеличенного внутреннего диаметра вынимается из конца полой заготовки, а еще невыкованный участок заготовки с меньшим внутренним диаметром выковывается с помощью кузнечного сердечника с профильным участком для меньшего внутреннего диаметра заготовки.
Так как за основу берется полая заготовка, то выявляются предпочтительные предпосылки для изготовления полого корпуса оси посредством формирования как внутренней, так и внешней формы. Профильные участки по меньшей мере одного кузнечного сердечника соответственно внутреннему диаметру конца оси, с одной стороны, и соответственно увеличенному внутреннему диаметру между двумя гнездами подшипников, с другой стороны, позволяют сформировать корпус оси со ступенчатой относительно его диаметра полостью, если после образования участка корпуса оси с увеличенным внутренним диаметром используемый для этого профильный участок кузнечного сердечника выводится из заготовки настолько, что этот профильный участок для увеличенного внутреннего диаметра прилегает снаружи к заготовке, так что затем с помощью приведенного в соответствие с меньшим внутренним диаметром профильного участка кузнечного сердечника на конце может быть сформирован по меньшей мере конец оси, из которого был вынут профильный участок для большего внутреннего диаметра.
Если сначала формируется лишь участок корпуса оси с большим внутренним диаметром, то затем на противолежащих концах корпуса оси должны быть сформированы оба конца оси, для чего необходим специальный сердечник с приведенным в соответствие с меньшим внутренним диаметром профильным участком. Более благоприятные условия выявляются, однако, когда полая заготовка от одного конца до другого конца поступательно выковывается с использованием кузнечного сердечника с двумя профильными участками, соответствующими различным внутренним диаметрам корпуса оси. То есть такой кузнечный сердечник позволяет осуществить операцию, при которой сначала посредством ступенчатого кузнечного сердечника формируется конец оси с прилегающим к нему утолщенным гнездом подшипника, и притом с движением подачи кузнечного сердечника и заготовки относительно кузнечных инструментов. Последующий этап процесса формирования посредством ковки участка корпуса оси с увеличенным внутренним диаметром между двумя гнездами подшипников требует относительного движения в аксиальном направлении между заготовкой и кузнечным сердечником, если профильный участок кузнечного сердечника для увеличенного внутреннего диаметра имеет меньшую аксиальную длину, чем участок корпуса оси с увеличенным внутренним диаметром. Для заключительного этапа процесса формирования посредством ковки второго конца оси кузнечный сердечник должен быть вынут из заготовки настолько, чтобы лишь профильный участок с приведенным в соответствие с внутренним диаметром конца оси наружным диаметром входил в обрабатываемую далее заготовку, так чтобы в процессе ковки данного конца оси образовывалась соответствующая опора на профильном участке ступенчатого кузнечного сердечника. Переход от увеличенного внутреннего диаметра к внутреннему диаметру этого сформированного, в конце концов, посредством ковки конца опоры устанавливает ввиду отсутствия опоры во внутренней зоне абсолютно свободное смещение материала. Свободное формирование переходной зоны не играет, однако, никакой роли ни в плане допустимой нагрузки, ни в процессе контроля колесной оси с помощью ультразвука.
Заготовка может быть изготовлена, к примеру, из цельного материала посредством перфорирования известным образом, причем при перфорировании утолщенные гнезда подшипников формируются с большим наружным диаметром, прежде чем изготовленная таким образом заготовка подвергнется способу в соответствии с изобретением для формирования посредством ковки корпуса оси. Однако возможно также использовать в качестве заготовки штампованный полый корпус или бесшовную трубу. В то время как в основном штампованный полый корпус может быть предусмотрен с достаточной для формирования утолщенных гнезд подшипников толщиной стенки, увеличенная толщина стенок бесшовных труб может повлечь за собой некоторые сложности. Ввиду этого, предпочтительной может являться ситуация, когда заготовка перед началом процесса ковки в зоне утолщенных гнезд подшипников высаживается. Такая высадка в зоне утолщенных гнезд подшипников имеет преимущество в том, что в зоне вне этих гнезд подшипников становится необходима уменьшенная деформация в процессе ковки.
Нагретые для деформации в процессе ковки заготовки склонны к образованию окалины. В то время как удаление окалины в процессе формирования наружных поверхностей происходит самостоятельно, образование окалины во внутренней зоне полого корпуса оси может приводить к нарушениям чистоты обработки поверхности в полости колесных осей. Во избежание данного недостатка с внутренней поверхности полой заготовки перед началом процесса ковки может быть удалена окалина, к примеру, с помощью вводимого в полую заготовку сердечника, который выполнен в виде щетки или может быть снабжен скребками для механического удаления слоев окалины. Для содействия процессу удаления окалины в полую заготовку может, однако, также впрыскиваться вода под высоким давлением, и притом в предпочтительном варианте через сердечник для удаления окалины. Однако посредством удаления окалины с внутренней поверхности полой заготовки еще не устраняется опасность повторного образования окалины в процессе ковки. Таким образом, посредством кузнечного сердечника в полость заготовки может быть введено защитное средство против образования окалины. В качестве защитного средства может служить защитный газ или защитная жидкость. Однако возможно также нанести на внутреннюю поверхность заготовки легирующее средство или покрытие, которое препятствует дальнейшему образованию окалины.
Если полость заготовки во время процесса ковки с одной стороны по меньшей мере, в основном, закрыта, то простым способом может быть предотвращен выход введенного посредством кузнечного сердечника защитного средства из полости заготовки, благодаря чему могут быть достигнуты предпочтительные условия осуществления способа в плане подавления процесса образования окалины.
Настоящее изобретение поясняется чертежами, на которых представлено следующее:
фиг.1 - продольный разрез колесной оси;
фиг.2 - кузнечное устройство для осуществления способа в соответствии с изобретением для изготовления колесных осей в соответствии с фиг.1, в частности для железнодорожных вагонов, на схематичном виде сбоку, с частичным разрывом;
фиг.3-6 - фрагмент кузнечного устройства в зоне между двумя зажимными колодками с обеих сторон кузнечных инструментов, в схематичном продольном разрезе, в различных рабочих положениях.
Как показано на фиг.1, кованая колесная ось имеет полый сквозной корпус 1 оси с двумя утолщенными гнездами 2 подшипников и с образующими уступы по отношению к гнездам 2 подшипников концами 3 оси для установки колес. Участок 4 корпуса оси между двумя гнездами 2 подшипников, который имеет уменьшенный по сравнению с гнездами 2 подшипников наружный диаметр, образует цилиндрическую полость 5 с увеличенным по сравнению с внутренним диаметром цилиндрических полостей 6 концов 3 оси внутренним диаметром.
Представленное устройство для изготовления колесной оси для железнодорожного вагона с корпусом 1 оси в соответствии с фиг.1 содержит согласно фиг.2 в традиционном варианте попарно противолежащие друг другу кузнечные инструменты 7, к примеру, в виде кузнечных молотов, между которыми с целью обработки в аксиальном направлении, с одновременным вращением вокруг своей оси, подается трубообразная заготовка 8. Для этой цели с обеих сторон кузнечного инструмента 7 предусмотрены зажимные колодки 9, 10, которые с возможностью вращения установлены в соответствующем корпусе 11 и с помощью корпуса 11 могут перемещаться вдоль направляющей рамы 12. Из соображений лучшей наглядности работающий в прерывистом режиме приводной поворотный механизм для зажимных колодок 9, 10 не показан.
В корпусе 11 для зажимной колодки 9 с возможностью аксиального перемещения располагается ступенчатый кузнечный сердечник 13, который формирует концевой профильный участок 14 с соответствующим внутреннему диаметру конца 3 оси наружным диаметром и примыкающий к нему профильный участок 15 для увеличенной цилиндрической полости 5 участка 4 корпуса оси. Для противолежащей зажимной колодки 10 предусмотрен также выполненный с возможностью аксиального перемещения сердечник 16, который предназначен для очистки от окалины внутренней поверхности полой заготовки 8 и имеет, к примеру, головку 17 щетки, которая дополнительно может быть оснащена не показанными форсунками для подачи на внутреннюю поверхность полой заготовки 8 воды под высоким давлением для содействия процессу удаления окалины с внутренней поверхности заготовки 8.
Для формирования в процессе ковки корпуса 1 оси в соответствии с фиг.1 используется полая, трубообразная заготовка 8, которая в данном варианте выполнения изобретения имеет приведенный в соответствие с габаритами гнезд 2 подшипников корпуса 1 оси наружный диаметр с соответствующей толщиной стенки. Эта заготовка 8 после соответствующего нагрева до заданной температуры ковки зажимается в зажимной колодке 9 и перемещается в аксиальном направлении к противолежащей зажимной колодке 10 для очистки от окалины ее внутренней поверхность с помощью головки 17 щетки, которая посредством сердечника 16 вводится в полую заготовку 8, как показано стрелкой на фиг.2. По окончании поддержанного в предпочтительном варианте за счет подачи через форсунки воды высокого давления процесса очистки от окалины головка 17 щетки выводится из заготовки 8, а ступенчатый кованый сердечник 13 для формирования противолежащего зажимной колодке 9 конца 3 оси вводится в заготовку 8. На фиг.3 представлено данное положение кузнечного сердечника для формирования посредством ковки конца 3 оси. Таким образом, при прерывистом вращении заготовки 8 и соответствующем смещении посредством принимающего зажимную колодку 9 корпуса 11 вдоль направляющей рамы 12 может быть образован противолежащий зажимной колодке 9 конец 3 оси, посредством профильного участка 14 кузнечного сердечника 13, для формирования примыкающего гнезда 2 подшипника при неизменном относительном положении кузнечного сердечника 13 относительно заготовки 8.
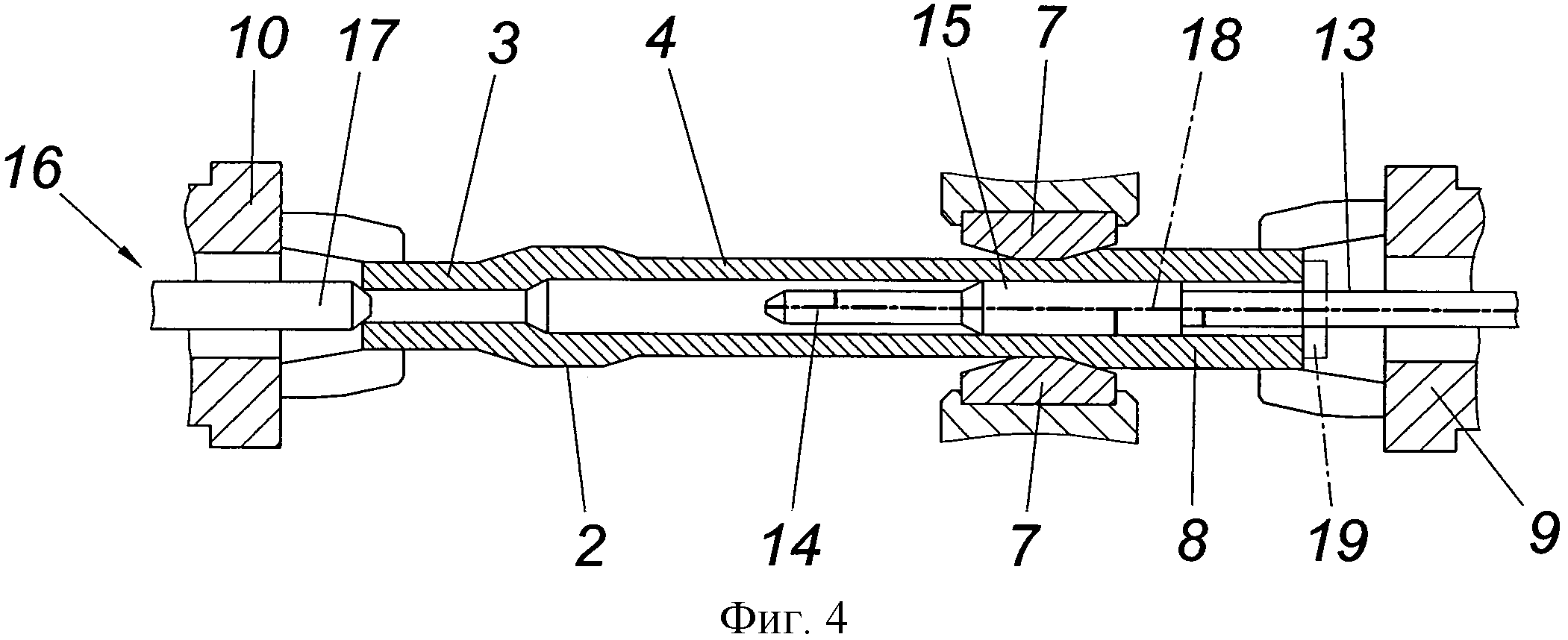
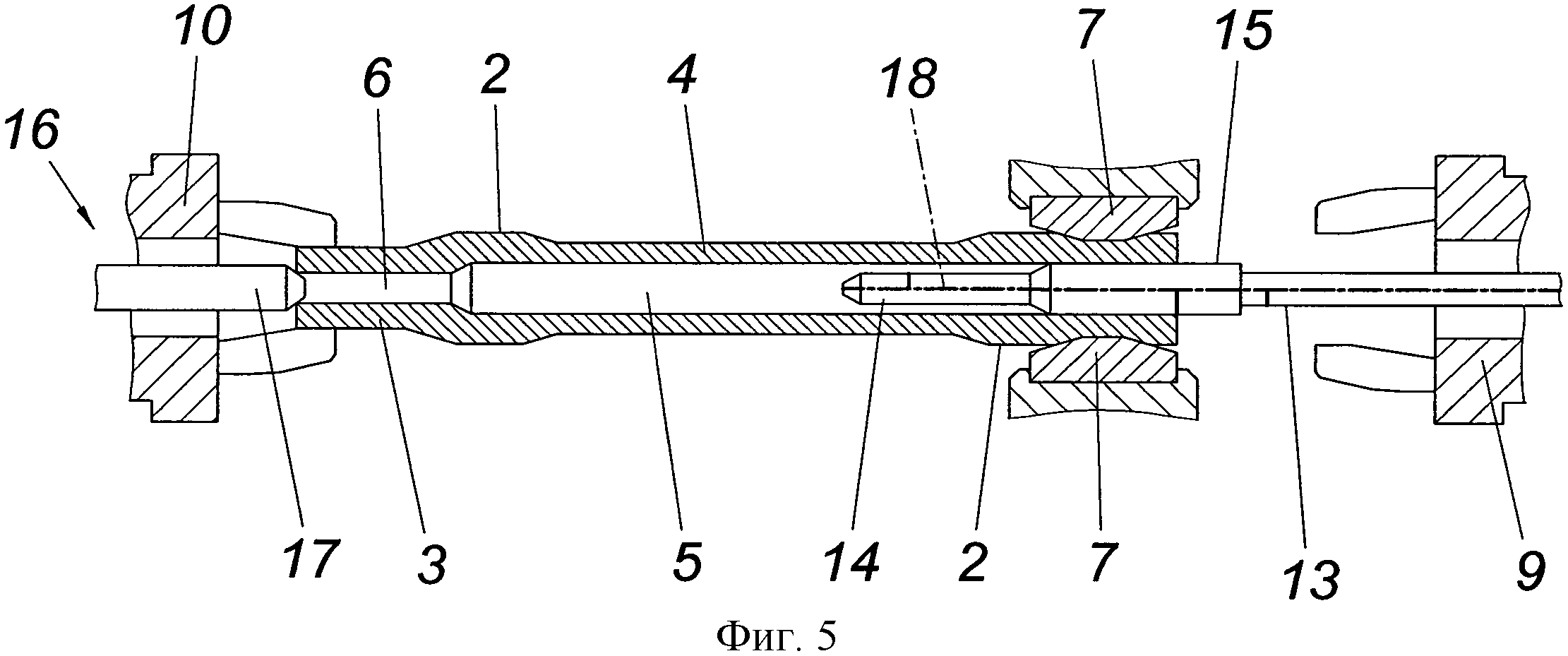
Формирование посредством ковки примыкающего к гнезду 2 подшипника участка 4 корпуса оси с увеличенной цилиндрической полостью 5 требует уменьшения наружного диаметра заготовки 8. Определяющий внутренний диаметр увеличенной полости 5 профильный участок 15 кузнечного сердечника 13 необходимо удерживать при этом напротив зоны ковки, что при аксиальном смещении заготовки 8 в процессе ковки через зажимную колодку 9 обеспечивает соответствующий смещению в процессе ковки возврат кузнечного сердечника 13, с целью обеспечения возможности опоры заготовки 8 в процессе ковки на профильный участок 15 кузнечного сердечника 13. В соответствии с фиг.4 после формирования посредством ковки участка 4 корпуса оси между обоими гнездами 2 подшипников корпуса 1 оси может быть сформировано ближнее к зажимной колодке 9 гнездо 2 подшипника, а именно посредством профильного участка 15 кузнечного сердечника 13, как показано на фиг.5. По меньшей мере для осуществления данного процесса зажимная колодка 10 должна взять на себя импульс смещения заготовки 8, чтобы беспрепятственно ввести кузнечные инструменты 7 через зажимную колодку 9.
Для осуществления заключительного этапа формирования посредством ковки конца 3 оси необходимо, однако, полностью вынуть профильный участок 15 кузнечного сердечника 13 из заготовки 8, чтобы оставшийся конец 3 оси мог быть обработан посредством ступенчатого профильного участка 14 кузнечного сердечника 13. На фиг.6 представлен данный этап обработки. В отличие от конца 3 оси на стороне, противолежащей зажимной колодке 9, образуется переход от увеличенной полости 5 участка 4 корпуса оси к полости 6 конца 3 оси, на стороне зажимной колодки 9 посредством, в основном, свободного прохождения инструмента. Это не влечет за собой, однако, никакого ущерба ни в отношении нагрузки на колесную ось, ни в отношении ультразвукового контроля.
Для предотвращения опасности повторного образования окалины в процессе ковки посредством кузнечного сердечника 13 в полую заготовку 8 может быть введено соответствующее защитное средство. Соответствующая траектория 18 проведения защитного средства посредством кузнечного сердечника 13 обозначена пунктирной линией. В качестве защитного средства может быть использован как защитный газ, так и защитная жидкость. Однако возможно также закрыть внутреннюю поверхность заготовки 8 защитным слоем, который предотвращает образование окалины. Чтобы введенное в полую заготовку 8 защитное средство не могло выйти из нее, эта полая заготовка 8 может быть закрыта с торцов. В соответствии с фиг.4-6 для этой цели используется головка 17 щетки сердечника 16. На противолежащей торцевой стороне заготовки могла бы быть предусмотрена обозначенная на фиг.3 и 4 пунктирной линией крышка 19, через которую проходит кузнечный сердечник 13.
Следует учесть, что изобретение не ограничено представленным вариантом выполнения. Так, могла бы быть использована трубообразная заготовка 8, наружный диаметр которой соответствует наружному диаметру участка 4 корпуса оси между гнездами 2 подшипников. Утолщенные гнезда 2 подшипников должны были бы быть предусмотрены в данном случае посредством того, что заготовка 8 в их зоне соответствующим образом высажена. Полая заготовка 8 могла бы быть, однако, изготовлена на кузнечном устройстве даже посредством того, что весь исходный материал сначала традиционным образом перфорируется с помощью пробойника.
Реферат
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении колесных осей, в частности для железнодорожных вагонов. Оси имеют полый корпус с утолщенными гнездами для подшипников и ступенчатыми концами для установки колес. Внутренний диаметр корпуса меньше внутреннего диаметра его концов. Внешнюю форму полого корпуса образуют ковкой полой заготовки с внутренним диаметром, соответствующим по меньшей мере увеличенному внутреннему диаметру корпуса. При этом используют кузнечный сердечник с профильным участком для увеличенного внутреннего диаметра полого корпуса. Ковку ведут поступательно в направлении оси до момента выхода профильного участка из конца полой заготовки. Невыкованный участок заготовки с меньшим внутренним диаметром выковывают с помощью кузнечного сердечника с профильным участком для меньшего внутреннего диаметра заготовки. Перед процессом ковки с внутренней поверхности полой заготовки удаляют окалину. Затем посредством кузнечного сердечника в полость заготовки вводят защитное средство против образования окалины. В результате обеспечивается возможность изготовления осей без снятия стружки. 3 з. п. ф-лы, 6 ил.
Комментарии