Респиратор, содержащий полимерный сетчатый компонент, и способ его изготовления - RU2678376C2
Код документа: RU2678376C2
Чертежи

























Описание
Уровень техники
Респираторы носят поверх отверстий дыхательных путей, как правило, по меньшей мере с одной из двух целей: (1) предотвращение попадания примесей или загрязнителей воздуха в органы дыхания носящего; и (2) защита окружающих людей или предметов от патогенов или загрязнителей воздуха, выдыхаемых носящим респиратор. В первом случае респиратор носят в среде, воздух которой содержит частицы, которые могут быть вредны для здоровья носящего, что, например, имеет место в автомастерской кузовного ремонта. Во втором случае респиратор носят в среде, в которой имеется угроза заражения других лиц или загрязнения окружающих предметов, например, в операционной или в чистом помещении.
Разработано множество типов респираторов, предназначенных для одной или обеих из данных целей. Некоторые респираторы именуются «фильтрующими масками-респираторами», потому что основа такой маски сама по себе работает, как фильтрующий механизм. В отличие от респираторов, в которых используются резиновые или эластомерные основы маски с прикрепляемыми к ним фильтрующими картриджами (см., например, патент США RE39,493 (Yuschak et al.)) или заплавленными фильтрующими элементами (см., например, патент США 4,790,306 (Braun)), в фильтрующих масках-респираторах фильтрующая среда покрывает большую часть основы маски, в результате чего отпадает необходимость в установке или замене фильтрующего картриджа. Фильтрующие маски-респираторы, как правило, изготавливаются двух типов: формованные респираторы готовой формы и респираторы, складываемые до плоского состояния.
Формованные респираторы готовой формы, как правило, содержат нетканые материалы с термически скрепляемыми волокнами или армирующие сетки из пластических материалов, придающие основе маски чашеобразную форму. Формованные респираторы готовой формы, как правило, имеют одну и ту же форму при использовании и хранении. Такие респираторы не могут быть сложены до плоского состояния для хранения и транспортировки. Примеры патентов, в которых описаны формованные фильтрующие маски-респираторы готовой формы, включают патенты США 7,131,442 (Kronzer et al.), 6,923,182 и 6,041,782 (Angadjivand et al.), 4,807,619 (Dyrud et al.) и 4,536,440 (Berg).
Складываемые до плоского состояния респираторы, как и подразумевает их название, могут быть сложены до плоского состояния для их хранения и транспортировки. Для их использования такие респираторы могут быть раскрыты до чашеобразной формы. Примеры складываемых до плоского состояния респираторов описаны в патентах США 6,568,392 и 6,484,722 (Bostock et al.), а также 6,394,090 (Chen). Некоторые складываемые до плоского состояния респираторы имеют линии сварки, швы и складки, которые способствуют сохранению такими респираторами чашеобразной формы при их использовании. Предложено также включить в конструкцию основы маски элементы жесткости (см., например, патентные заявки США 2001/0067700 и 2010/0154805 (Duffy et al.), а также патент на промышленный образец США 659,821 (Spoo et al.)).
Фильтрующие маски-респираторы упомянутых выше типов, как правило, включают набор различных компонентов, присоединенных друг к другу или иным образом собранных друг с другом для формирования единой конструкции. Такие компоненты могут включать системы крепления, клапаны выдоха, головную гарнитуру, носовые зажимы и им подобные элементы. Так, например, в конструкцию респиратора часто включают компоненты лицевого уплотнения, поскольку они обеспечивают комфортное прилегание основы маски респиратора к поверхности лица, различные участки которой имеют различный профиль, и кроме того, они компенсируют быстрые изменения профиля поверхности лица, например, при речи носящего, без чего уплотнение было бы неэффективным.
Кроме того, респираторы, как правило, снабжены системой крепления, включающей один или более ремешков. Данные ремешки обычно выполнены из эластомерного материала, например, из плетеной тесемки или плоской изопреновой ленты (см., например, патент США 6,332,465 (Xue), а также патентные публикации WO 98/31743 (Deeb et al.) и WO 97/32493 A1 (Bryant el al.)). Такого типа ремешки, как правило, на вид являются сплошными, то есть, не просвечиваются даже частично. Примеры респираторов и их систем крепления описаны в патентах США: RE39,493 (Yuschak et al.); 4,790,306 (Braun); 7,131,442 (Kronzer et al.); 6,923,182 и 6,041,782 (Angadjivand et al.); 4,807,619 (Dyrud et al.); 4,536,440 (Berg); 6,568,392 и 6,484,722 (Bostock et al.) и 6,394,090 (Chen), в патентных заявках США 2001/0067700 и 2010/0154805 (Duffy et al.); патенте на промышленный образец США 659,821 (Spoo et al.), а также в патентном образце США 3,521,630 (Patrick, Jr. et al.).
Сущность изобретения
В целом, в настоящей заявке описаны одно или более воплощений респиратора, включающего полимерный сетчатый компонент. В одном или более воплощениях полимерный сетчатый компонент может использоваться в качестве материала для лицевого уплотнения, которое расположено вдоль по меньшей мере части периметра основы маски респиратора. Кроме того, в одном или более воплощениях полимерный сетчатый компонент может использоваться в качестве материала системы крепления респиратора, которая может включать один или более ремешков, прикрепленных к основе маски респиратора. В одном или более воплощениях полимерный сетчатый компонент может использоваться в качестве покровного полотна респиратора. Кроме того, в одном или более воплощениях полимерный сетчатый компонент может использоваться в конструкции средства защиты органов слуха.
В одном из воплощений настоящего изобретения предлагается респиратор, включающий основу маски, включающую периметр, систему крепления, прикрепленную к основе маски, и лицевое уплотнение, расположенное меньшей мере вдоль части периметра основы маски. Лицевое уплотнение включает полимерный сетчатый компонент, включающий полимерные ленты и полимерные нити, причем каждая из полимерных лент и нитей имеет длину, ширину и высоту, из которых длина является наибольшим размером, ширина является наименьшим размером, а высота является размером в направлении, перпендикулярном направлениям длины и ширины. Полимерные ленты имеют отношение высоты к ширине, составляющее по меньшей мере 5:1, основную поверхность, прикрепленную прерывистым образом только к одной полимерной нити, и высоту, которая по меньшей мере в два раза превышает высоту упомянутой полимерной нити.
В одном из воплощений настоящего изобретения предлагается способ изготовления респиратора. Способ включает этапы формирования основы маски респиратора, включающей периметр, и прикрепления системы крепления к основе маски. Кроме того, способ включает этап формирования лицевого уплотнения, включающего полимерный сетчатый компонент, включающий полимерные ленты и полимерные нити, при этом каждая из полимерных лент и нитей имеет длину, ширину и высоту, из которых длина является наибольшим размером, ширина является наименьшим размером, а высота является размером в направлении, перпендикулярном направлениям длины и ширины. Полимерные ленты имеют отношение высоты к ширине, составляющее по меньшей мере 5:1, основную поверхность, прикрепленную
прерывистым образом только к одной полимерной нити, и высоту, которая по меньшей мере в два раза превышает высоту упомянутой полимерной нити. Способ дополнительно включает этап крепления лицевого уплотнения к основе маски по меньшей мере вдоль части периметра основы маски.
Еще в одном воплощении настоящего изобретения предлагается респиратор, включающий основу маски и систему крепления. Система крепления включает один или более ремешков, присоединенных к основе маски на противоположных сторонах основы маски, при этом один или более ремешков включают полимерный сетчатый компонент. Полимерный сетчатый компонент включает полимерные ленты и полимерные нити, при этом каждая из полимерных лент и нитей имеет длину, ширину и высоту, из которых длина является наибольшим размером, ширина является наименьшим размером, а высота является размером в направлении, перпендикулярном направлениям длины и ширины. Полимерные ленты имеют отношение высоты к ширине, составляющее по меньшей мере 5:1, основную поверхность, прикрепленную прерывистым образом только к одной полимерной нити, и высоту, которая по меньшей мере в два раза превышает высоту упомянутой полимерной нити.
Еще в одном из воплощений настоящего изобретения предлагается способ изготовления респиратора. Способ включает этапы формирования основы маски респиратора, включающей периметр, и формирования системы крепления, включающей один или более ремешков. Упомянутые один или более ремешков включают полимерные ленты и полимерные нити, при этом каждая из полимерных лент и нитей имеет длину, ширину и высоту, из которых длина является наибольшим размером, ширина является наименьшим размером, а высота является размером в направлении, перпендикулярном направлениям длины и ширины. Полимерные ленты имеют отношение высоты к ширине, составляющее по меньшей мере 5:1, основную поверхность, прикрепленную прерывистым образом только к одной полимерной нити, и высоту, которая по меньшей мере в два раза превышает высоту упомянутой полимерной нити. Способ дополнительно включает этап прикрепления системы крепления к основе маски респиратора.
Еще в одном воплощении настоящего изобретения предлагается устройство защиты органов слуха, которое включает два наушника, при этом каждый наушник имеет форму, благодаря которой он покрывает ухо пользователя, и уплотнительные кольца, прикрепленные к наушникам по их периферии. Уплотнительное кольцо включает полимерный сетчатый компонент, включающий полимерные ленты и полимерные нити, при этом каждая из полимерных лент и нитей имеет длину, ширину и высоту, из которых длина является наибольшим размером, ширина является наименьшим размером, а высота является размером в направлении, перпендикулярном направлениям длины и ширины. Полимерные ленты имеют отношение высоты к ширине, составляющее по меньшей мере 5:1, основную поверхность, прикрепленную прерывистым образом только к одной полимерной нити, и высоту, которая по меньшей мере в два раза превышает высоту упомянутой полимерной нити.
Все заголовки, используемые в настоящем описании, приведены для удобства его прочтения, и не накладывают каких-либо ограничений на текст, который за ними следует, если это не указано явно.
Термин «содержащий» и его производные, используемые в описании и формуле настоящего изобретения, не имеют ограничивающего значения. Данные термины следует рассматривать, как подразумевающие включение упоминаемых за ними этапа, элемента, или группы этапов или элементов, но не исключающие каких-либо других этапов, элементов, или группы этапов или элементов. Термин «состоящий из» означает «включающий», и его значение ограничено элементами или этапами, которые следуют после данного термина. Таким образом, выражение «состоящий из» означает, что наличие перечисляемых за ним элементов является обязательным, и что не могут присутствовать никакие другие элементы. Термин «состоящий в сущности из» означает включение всех элементов, следующих за ним, и других элементов, множество которых ограничено элементами, не препятствующими, а скорее способствующими функционированию элементов, перечисленных после данного термина. Таким образом, выражение «состоящий в сущности из» означает, что наличие перечисляемых за ним элементов является обязательным, но могут присутствовать и другие элементы, и возможность присутствия других элементов определяется тем, насколько ощутимо они влияют на функционирование элементов, перечисленных после данного термина.
Слова «предпочтительный» и «предпочтительно» относятся к воплощениям, которые могут давать определенные преимущества при определенных обстоятельствах, однако при этом, при тех же или иных обстоятельствах, предпочтительными могут быть также и другие элементы. Кроме того, упоминание одного или более предпочтительных воплощений настоящего изобретения не подразумевает, что прочие воплощения не будут полезными, и не подразумевает исключение других воплощений из объема настоящего изобретения.
Упоминание какого-либо элемента в единственном числе не означает, что следующее за ними описание относится только к данному элементу, а подразумевает, что оно относится к целому классу таких элементов, из которых данный элемент выбран в качестве примера. Упоминание какого-либо элемента в единственном числе следует рассматривать, как подразумевающее «по меньшей мере один».
Выражения «по меньшей мере один из» и «содержит по меньшей мере один из», после которых следует список элементов, подразумевают любой из элементов в данном списке и любую комбинацию из двух или более элементов в данном списке.
В контексте настоящего описания термин «или», как правило, используется в обычном его смысле, включающем смысл «и/или», если из контекста явно не следует иное.
Термин «и/или» означает один или все из перечисляемых за ним элементов, или сочетание из двух или более перечисляемых за ним элементов.
Кроме того, в контексте настоящего описания все количественные значения следует рассматривать, как подразумевающие при себе термин «примерно, а предпочтительно в точности». Используемый в отношении какого-либо количественного значения, термин «примерно» означает, что данное количественное значение допускает отклонения, типичные для способа и уровня тщательности измерений, сообразных с целью проведения данного измерения и точностью используемого измерительного оборудования, как это известно сведущим в данной области техники. Термин «вплоть до», после которого следует численное значение (например, «вплоть до 50»), означает, что данное численное значение включено в возможный диапазон значений (то есть, в данном примере значение 50 включено в подразумеваемый диапазон).
Кроме того, упоминание в настоящем описании каких-либо диапазонов численных значений путем указания верхней и нижней его границ подразумевает включение в данный диапазон всех возможных численных значений между данными границами, а также значений самих границ (например, диапазон «от 1 до 5» включает значения 1; 1;5; 2; 2,75; 3; 3,80; 4; 5 и другие значения).
Определения
Используемые в настоящем документе термины имеют следующее значение. Термин «расположенный вдоль по меньшей мере части периметра основы маски» означает, что элемент или устройство, к которым данный термин относится, расположен ближе по меньшей мере к части периметра основы маски, чем к центральной области или части основы маски.
Термин «чистый воздух» означает порцию атмосферного воздуха, профильтрованную для удаления из нее загрязнителей.
Термин «загрязнители» означает частицы (включая пыль, туманы и дымы) и/или прочие вещества, обычно не считаемые частицами (например, пары органических веществ), которые могут находиться в воздухе во взвешенном состоянии.
Термин «поперечное направление» означает направление, проходящее в латеральном направлении, то есть, от одной боковой стороны к другой боковой стороне респиратора, на виде респиратора спереди;
Термин «чашеобразная форма», а также его производные и аналоги означают любую форму, напоминающую сосуд, которая может надежно закрывать нос и рот носящего.
Термин «эластичный», используемый в отношении ремешка системы крепления, означает, что объект, к которому он относится, может быть растянут по меньшей мере на 100% исходной длины и после снятия растягивающего усилия возвращается в сущности к исходному размеру, и при этом не происходит повреждения ремешка.
Термин «наружное газовое пространство» означает атмосферное газовое пространство, в которое попадает выдыхаемый пользователем газ после прохождения через основу маски и/или клапан выдоха и выхода за их пределы.
Термин «наружная поверхность» означает поверхность основы маски, открытую по отношению к наружному газовому пространству, когда основа маски расположена на лице пользователя.
Термин «лицевое уплотнение» означает одну или более частей, расположенных между основой маски и лицом носящего в одной или более областях, в которых в отсутствие таких частей основа маски касалась бы лица.
Термин «фильтрующая маска-респиратор» означает респиратор, в котором основа маски сама по себе предназначена для фильтрации проходящего через нее воздуха, и в котором нет четко определяемых фильтрующих картриджей, прикрепляемых к основе маски, или фильтрующих элементов, заплавленных в основу маски, предназначенных для данной цели.
Термины «фильтр» и «фильтрующий слой» означают один или более слоев воздухопроницаемых материалов, основным назначением которых является удаление загрязнителей (например, частиц) из потока проходящего через них воздуха.
Термин «фильтрующая среда» означает воздухопроницаемую конструкцию, предназначенную для удаления загрязнителей из проходящего через нее воздуха.
Термин «фильтрующий конструктивный элемент» означает в целом воздухопроницаемый конструктивный элемент, фильтрующий воздух.
Термин «сложенный вовнутрь» означает, что элемент, к которому он относится, пригнут обратно к той части, от которой он является протяженным.
Термин «система крепления» означает конструктивный элемент или набор частей, способствующих удержанию основы маски на лице носящего.
Термин «внутреннее газовое пространство» означает пространство между основой маски и лицом носящего.
Термин «внутренняя поверхность» означает поверхность основы маски, расположенную ближе всего к лицу носящего, когда основа маски расположена на лице носящего.
Термин «присоединенный» означает элемент, прикрепленный непосредственно или косвенно.
Термин «разделительная линия» означает линию сложения, шва, сварки, стежка, иного скрепления, шарнирного соединения и/или любые их комбинации.
Термин «основа маски» означает воздухопроницаемый конструктивный элемент, надеваемый носящим поверх носа и рта и отделяющий внутреннее газовое пространство от наружного газового пространства (и включающий швы и скрепления, посредством которых соединены вместе слои и части основы маски).
Термин «сетчатый компонент» означает ажурную структуру, отверстия в которой образованы отверстиями и промежутками между лентами и нитями сетчатого компонента.
Термин «носовой зажим» означает механическое устройство (отличное от подушки для носа, выполненной из вспененного материала), устанавливаемое на основе маски и используемое для обеспечения более плотной посадки основы маски по меньшей мере поверх носа носящего.
Термин «ажурная структура» означает наличие открытых пространств достаточно большого размера для свободного прохождения через них воздуха и позволяющие видеть сквозь него при его рассмотрении невооруженным глазом (то есть, без использования каких-либо оптических приборов);
Термин «периметр» означает наружный край основы маски, располагающийся, как правило, в непосредственной близости к лицу носящего при надевании маски на лицо; под «сегментом периметра» понимается часть периметра.
Термин «складка» означает место, в котором части элемента сложены или могут быть сложены друг с другом.
Термины «полимерный» и «пластический» означают материал, который в основном включает один или более полимеров, но который может также содержать и другие ингредиенты.
Термин «респиратор» означает устройство для фильтрации воздуха, носимое пользователем для обеспечения себя чистым воздухом для дыхания.
Термин «лента» означает элементы полимерного сетчатого компонента, протяженные в продольном направлении и имеющие в целом прямоугольное или продолговатое поперечное сечение. В полимерных сетчатых компонентах в соответствии с настоящим изобретением могут присутствовать ленты, имеющие отношение высоты к ширине, отличное от по меньшей мере 3:1, по меньшей мере 5:1 или по меньшей мере 7:1. Иными словами, не требуется, чтобы все элементы в полимерном сетчатом компоненте, имеющие прямоугольное поперечное сечение, имели отношение высоты к ширине, составляющее по меньшей мере 3:1, по меньшей мере 5:1 или по меньшей мере 7:1, и так далее. Полимерные нити также могут иметь прямоугольное поперечное сечение. Основной поверхностью полимерной ленты считается поверхность, образованная направлениями высоты и длины ленты.
Термин «боковая сторона» означает область основы маски, отнесенную от плоскости, рассекающую основу маски по центру и по вертикали на две одинаковые половины на виде спереди, когда маска ориентирована в целом в вертикальном положении.
Термин «область, покрывающая носовые пазухи», означает область основы маски, которая включает в себя область, покрывающую нос, а также части или области основы маски, которые располагаются под глазами и/или глазницами пользователя при правильном ношении респиратора.
Термины «плотная посадка» и «плотно посаженный» означают, что обеспечивается в сущности воздухонепроницаемая (в сущности не имеющая утечек воздуха) посадка основы маски на лицо пользователя.
Термин «ремешок» означает в целом плоский и удлиненный конструктивный элемент; и
Термин «протяженный в поперечном направлении» означает, что элемент, к которому он относится, является протяженным в целом в поперечном направлении.
Данные и прочие воплощения настоящего изобретения будут более очевидны из подробного описания, приведенного ниже. При этом ни в коем случае приведенное выше описание сущности изобретения не следует рассматривать, как накладывающее ограничения на заявляемый предмет настоящего изобретения, так как предмет настоящего изобретения ограничен исключительно прилагаемой формулой изобретения, и он может быть исправлен или дополнен в процессе рассмотрения заявки.
Краткое описание чертежей
Настоящее описание содержит ссылки на прилагаемые чертежи, на которых аналогичными номерами позиций обозначены аналогичные элементы.
Фиг. 1. Сечение одного из воплощений полимерного сетчатого компонента в соответствии с настоящим изобретением.
Фиг. 2. Аксонометрическое изображение воплощения полимерного сетчатого компонента в соответствии с настоящим изобретением.
Фиг. 3. Схематическое поперечное сечение еще одного воплощения полимерного сетчатого компонента в соответствии с настоящим изобретением, присоединенного к основе, которой может быть, например, абсорбирующий компонент изделия.
Фиг. 4. Схематическое поперечное сечение еще одного воплощения полимерного сетчатого компонента в соответствии с настоящим изобретением.
Фиг. 5. Схематическое поперечное сечение еще одного воплощения полимерного сетчатого компонента в соответствии с настоящим изобретением.
Фиг. 6. Схематическое поперечное сечение еще одного воплощения полимерного сетчатого компонента в соответствии с настоящим изобретением.
Фиг. 7. Схематическое поперечное сечение еще одного воплощения полимерного сетчатого компонента в соответствии с настоящим изобретением.
Фиг. 8. Схематическое поперечное сечение еще одного воплощения полимерного сетчатого компонента в соответствии с настоящим изобретением.
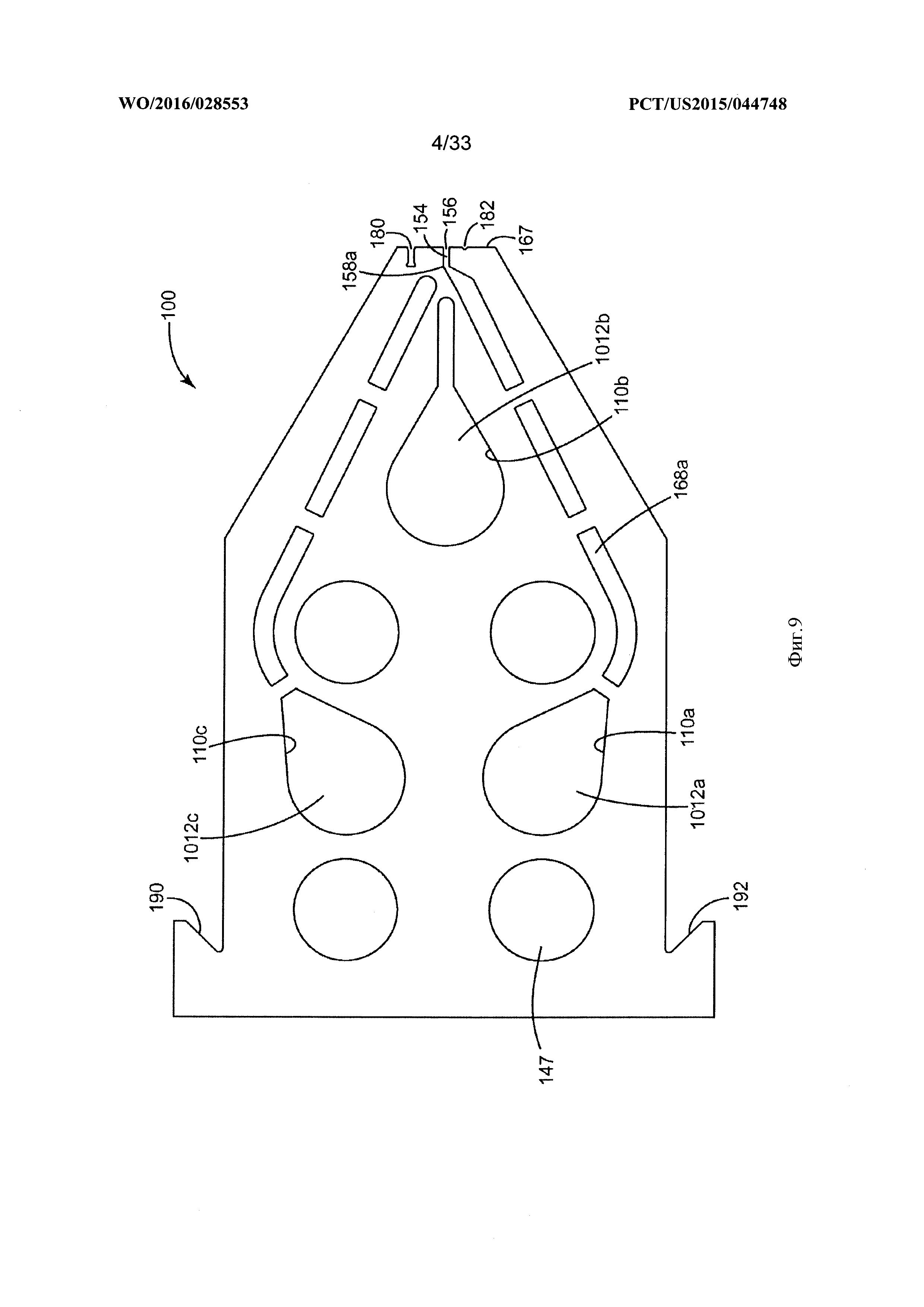
Фиг. 9. Вид в плане воплощения пластины для формирования последовательности пластин, используемой для изготовления полимерных сетчатых компонентов, показанных, например, на фиг. 1-4.
Фиг. 10. Вид в плане еще одного воплощения пластины для формирования последовательности пластин, используемой для изготовления полимерных сетчатых компонентов, показанных, например, на фиг. 1-7.
Фиг. 11. Вид в плане еще одного воплощения пластины для формирования последовательности пластин, используемой для изготовления полимерных сетчатых компонентов, показанных, например, на фиг. 1-4.
Фиг. 12А. Схема сборки последовательности пластин, с использованием пластин, изображенных на фиг. 9-11, конфигурация которой позволяет изготовить фрагмент полимерного сетчатого компонента, изображенного на фиг. 1.
Фиг. 12В. Увеличенный вид фрагмента, обозначенного, как «12В» на фиг. 12А.
Фиг. 13. Вид в плане воплощения пластины, подходящей для формирования последовательности пластин, используемой для изготовления полимерного сетчатого компонента, пример которого показан на фиг. 5.
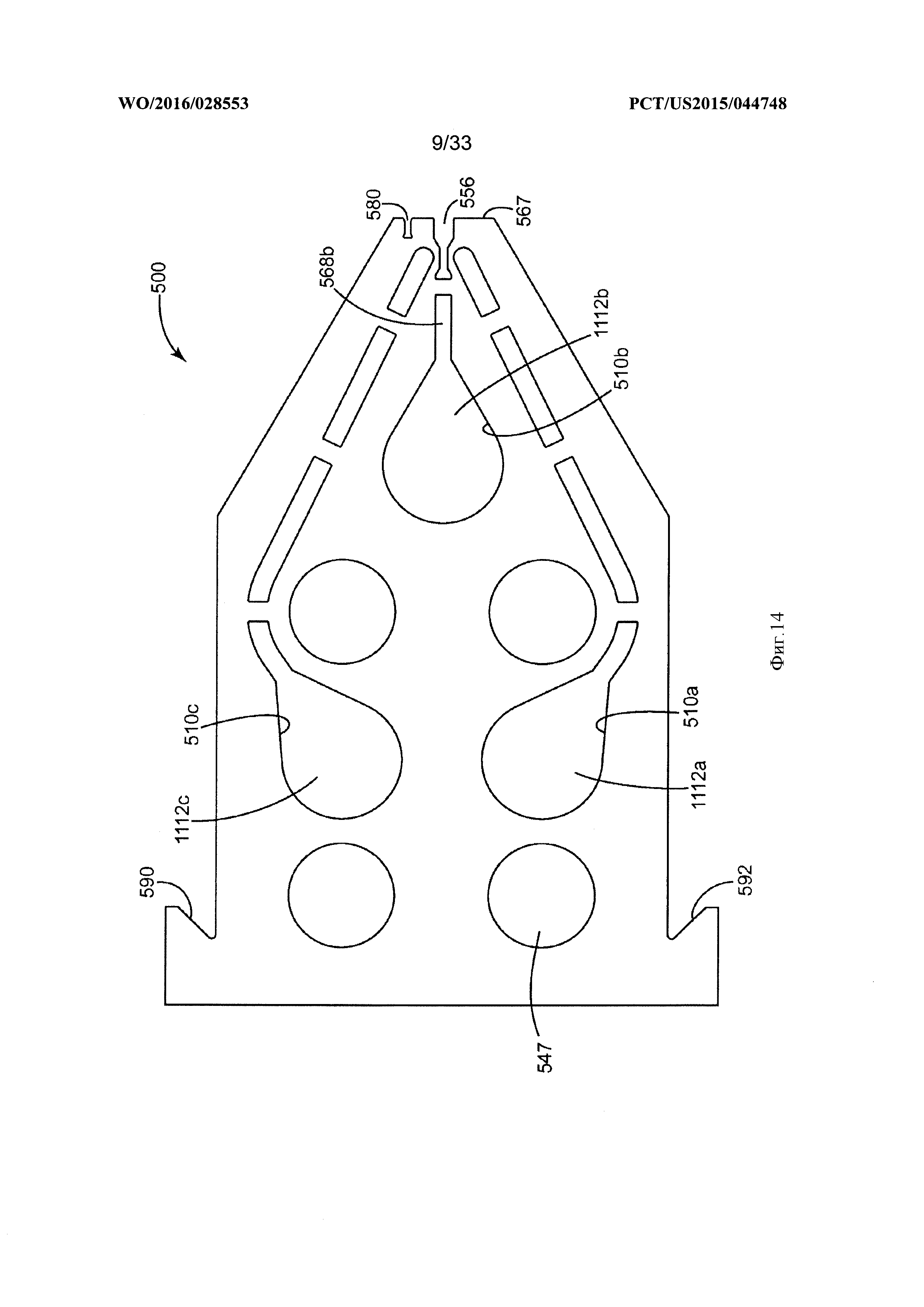
Фиг. 14. Вид в плане еще одного воплощения пластины, подходящей для формирования последовательности пластин, используемой для изготовления полимерного сетчатого компонента, пример которого показан на фиг. 5
Фиг. 15А. Схема сборки последовательности пластин, с использованием пластин, изображенных на фиг. 10 и 13-14, конфигурация которой позволяет изготовить фрагмент полимерного сетчатого компонента, изображенного на фиг. 5.
Фиг. 15В. Увеличенный вид фрагмента, обозначенного, как «15В» на фиг. 15А.
Фиг. 16. Вид в плане воплощения пластины, подходящей для формирования последовательности пластин, используемой для изготовления полимерного сетчатого компонента, пример которого показан на фиг. 6.
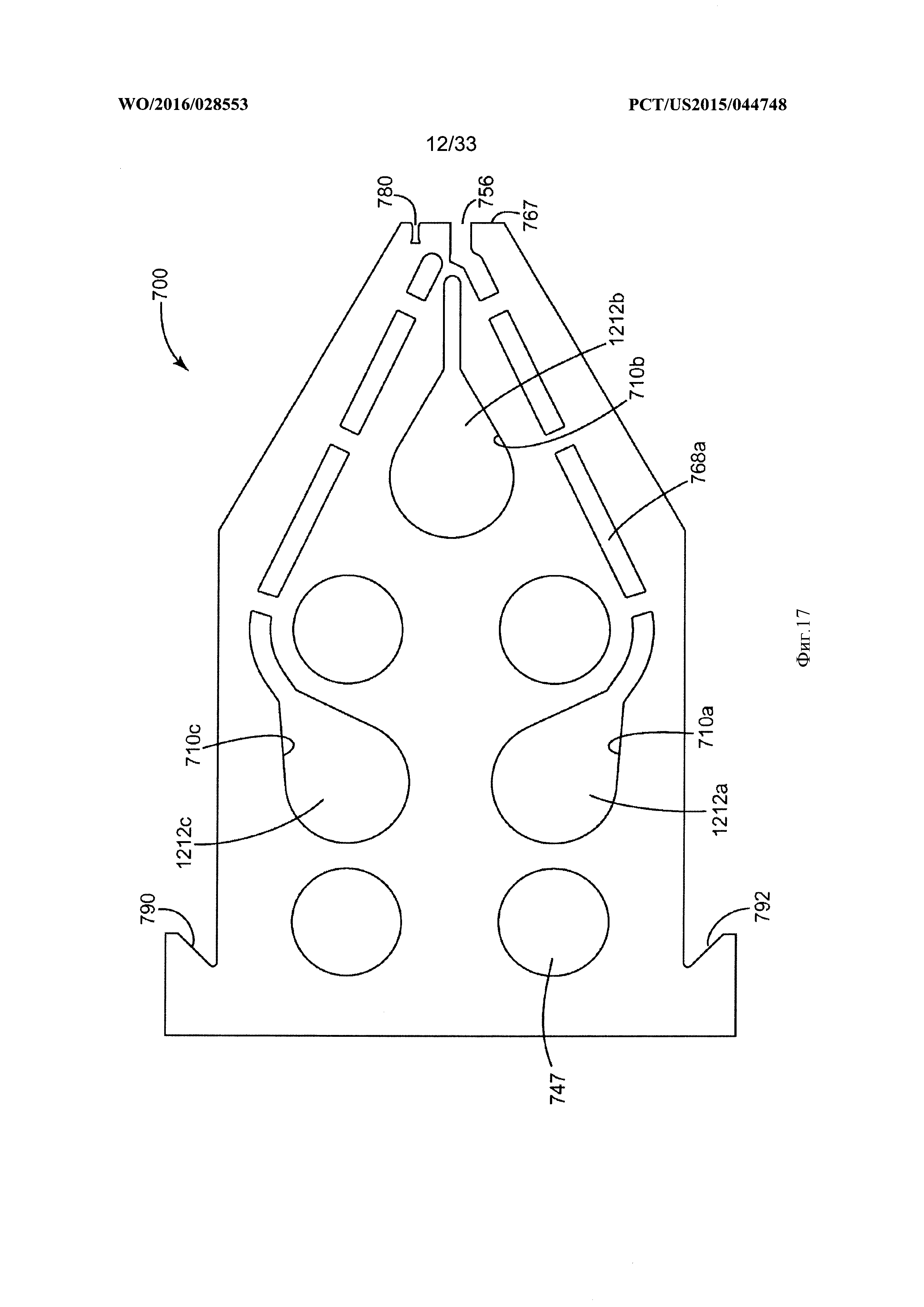
Фиг. 17. Вид в плане еще одного воплощения пластины, подходящей для формирования последовательности пластин, используемой для изготовления полимерного сетчатого компонента, пример которого показан на фиг. 6.
Фиг. 18А. Схема сборки последовательности пластин, с использованием пластин, изображенных на фиг. 10-11 и 16-17, конфигурация которой позволяет изготовить фрагмент полимерного сетчатого компонента, изображенного на фиг. 6.
Фиг. 18В. Увеличенный вид фрагмента «18В», обозначенного на фиг. 18А.
Фиг. 19. Вид в плане воплощения пластины, подходящей для формирования последовательности пластин, используемой для изготовления полимерного сетчатого компонента, пример которого показан на фиг. 7.
Фиг. 20. Вид в плане еще одного воплощения пластины, подходящей для формирования последовательности пластин, используемой для изготовления полимерного сетчатого компонента, пример которого показан на фиг. 7.
Фиг. 21А. Схема сборки последовательности пластин, с использованием пластин, изображенных на фиг. 10, 14 и 19-20, конфигурация которой позволяет изготовить фрагмент полимерного сетчатого компонента, изображенного на фиг. 7.
Фиг. 21В. Увеличенный вид области «21В», обозначенной на фиг. 21А.
Фиг. 22. Монтажный комплект для сборки экструзионной матрицы, составленной из многочисленных повторений последовательности пластин, показанной на фиг. 12А, 15А, 18А, 21А или 27А, в разобранном виде.
Фиг. 23. Аксонометрическое изображение комплекта, показанного на фиг. 22, в собранном виде.
Фиг. 24. Вид в плане воплощения пластины, подходящей для формирования последовательности пластин, используемой для изготовления полимерного сетчатого компонента, пример которого показан на фиг. 8.
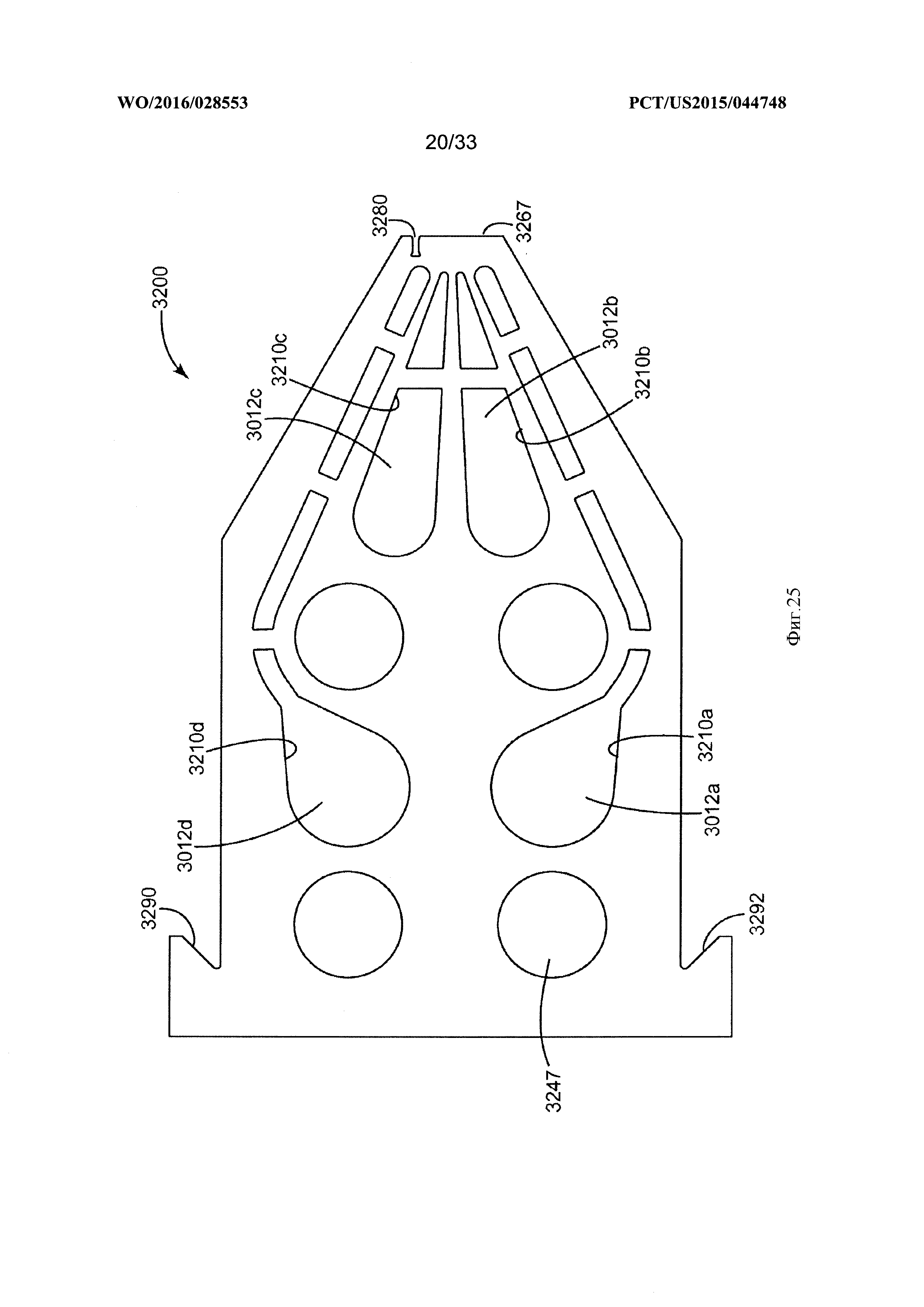
Фиг. 25. Вид в плане еще одного воплощения пластины, подходящей для формирования последовательности пластин, используемой для изготовления полимерного сетчатого компонента, пример которого показан на фиг. 8.
Фиг. 26. Вид в плане еще одного воплощения пластины, подходящей для формирования последовательности пластин, используемой для изготовления полимерного сетчатого компонента, пример которого показан на фиг. 8.
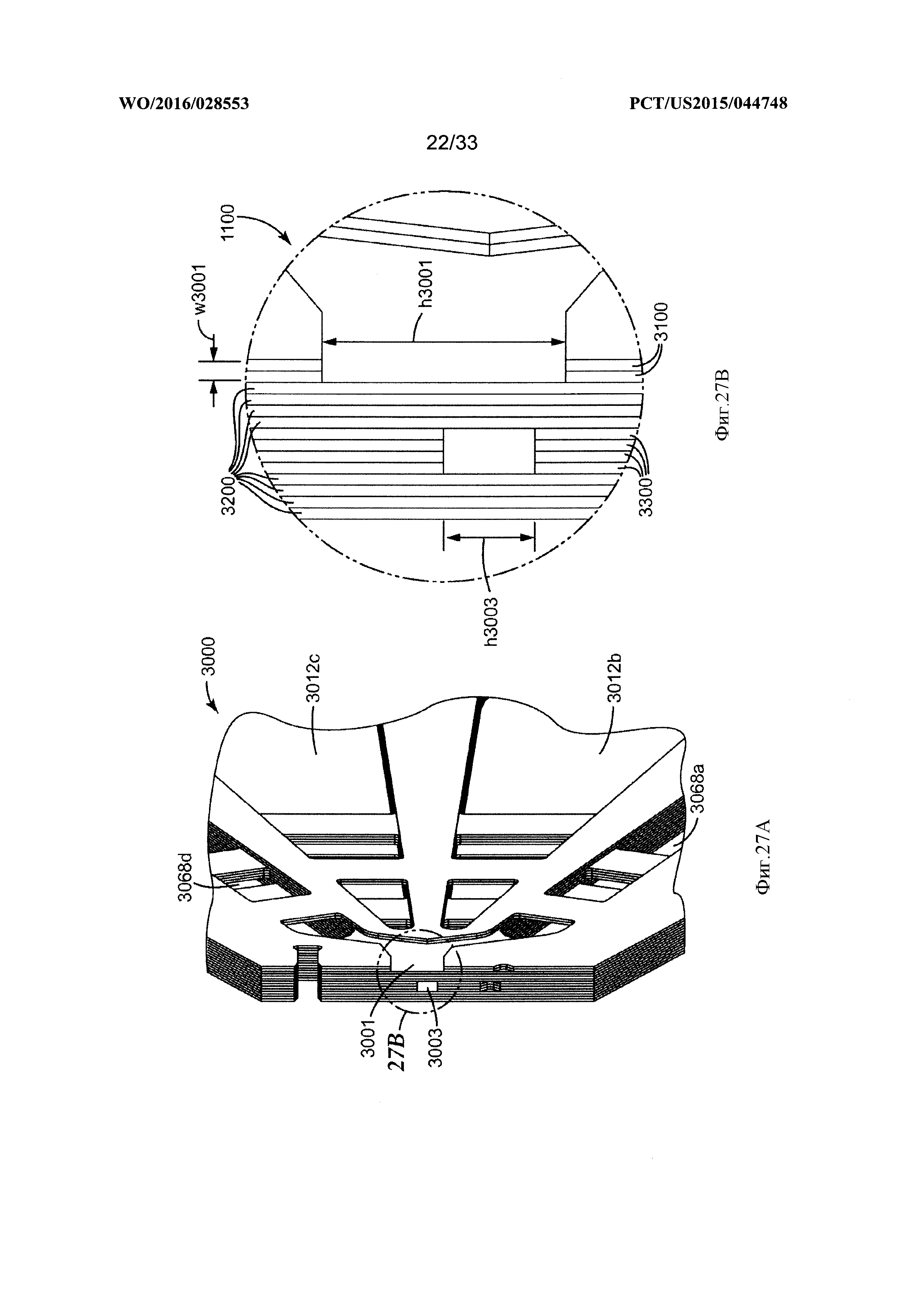
Фиг. 27А. Аксонометрическое изображение последовательности пластин, с использованием пластин, изображенных на фиг. 24-26, конфигурация которой обеспечивает формирование полимерного сетчатого компонента, изображенного на фиг. 8.
Фиг. 27В. Увеличенный вид области «27В», обозначенной на фиг. 27А.
Фиг. 28. Абсорбирующее изделие в соответствии с настоящим изобретением, в разобранном виде.
Фиг. 29. Использование полимерного сетчатого компонента в соответствии с настоящим изобретением, в качестве перевязочного материала.
Фиг. 30. Фотография (вид сверху) полимерного сетчатого компонента согласно примеру 1.
Фиг. 31А и 31В. Фотографии (виды сверху и сбоку соответственно) полимерного сетчатого компонента согласно примеру 2.
Фиг. 32А и 32В. Фотографии (виды сверху и сбоку соответственно) полимерного сетчатого компонента согласно примеру 3.
Фиг. 33А и 33В. Фотографии (виды сверху и сбоку соответственно) полимерного сетчатого компонента согласно примеру 4.
Фиг. 34А и 34В. Фотографии (виды сверху и сбоку соответственно) полимерного сетчатого компонента согласно примеру 6.
Фиг. 35. Фотография приспособления для определения времени прохождения текучей среды через образец в примерах 1, 1b, 4а, 4b, 6а и 6b.
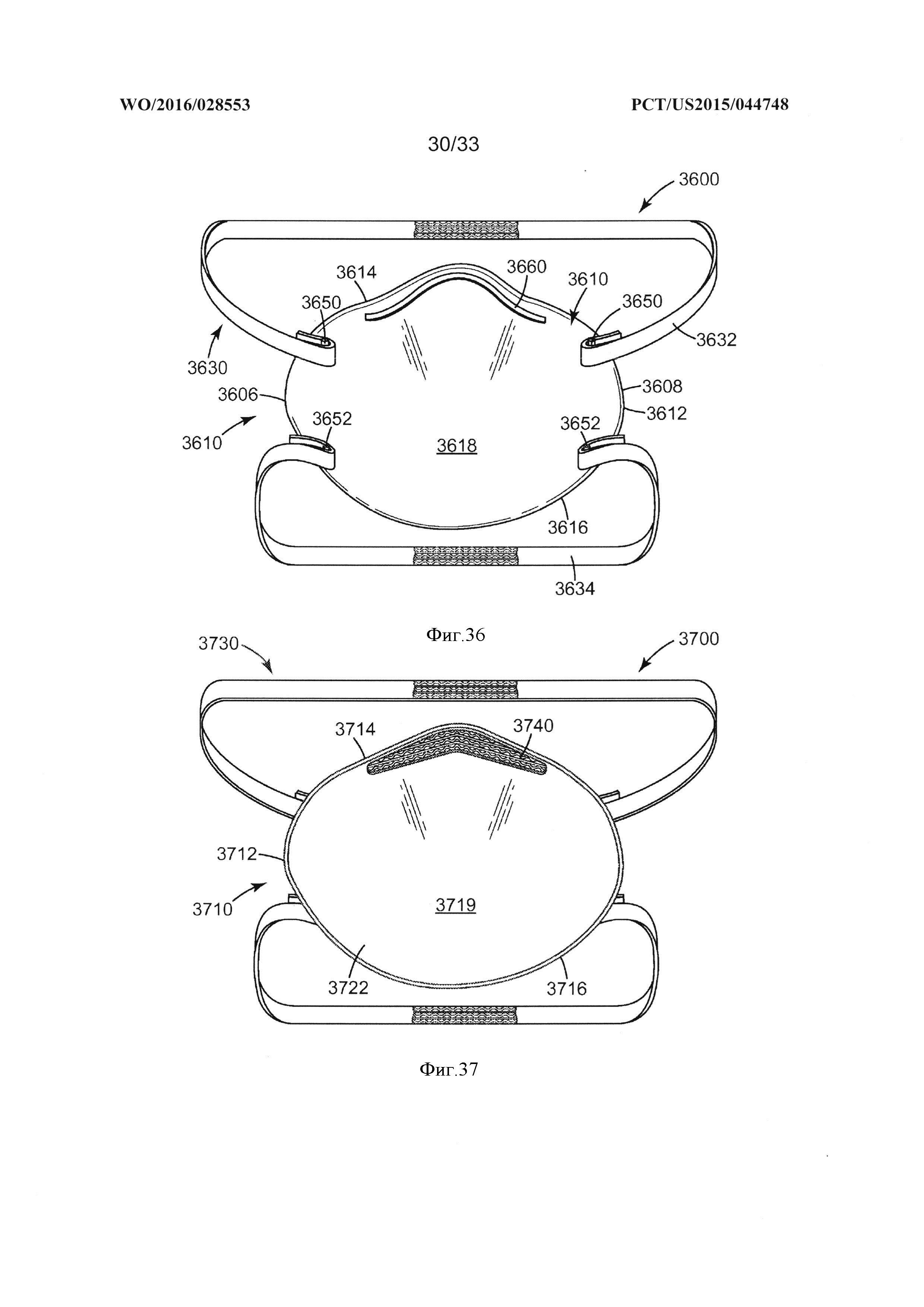
Фиг. 36. Схематический вид спереди одного из воплощений респиратора.
Фиг. 37. Схематический вид сзади еще одного воплощения респиратора.
Фиг. 38. Схематический вид сзади еще одного воплощения респиратора.
Фиг. 39. Схематический вид сзади еще одного воплощения респиратора.
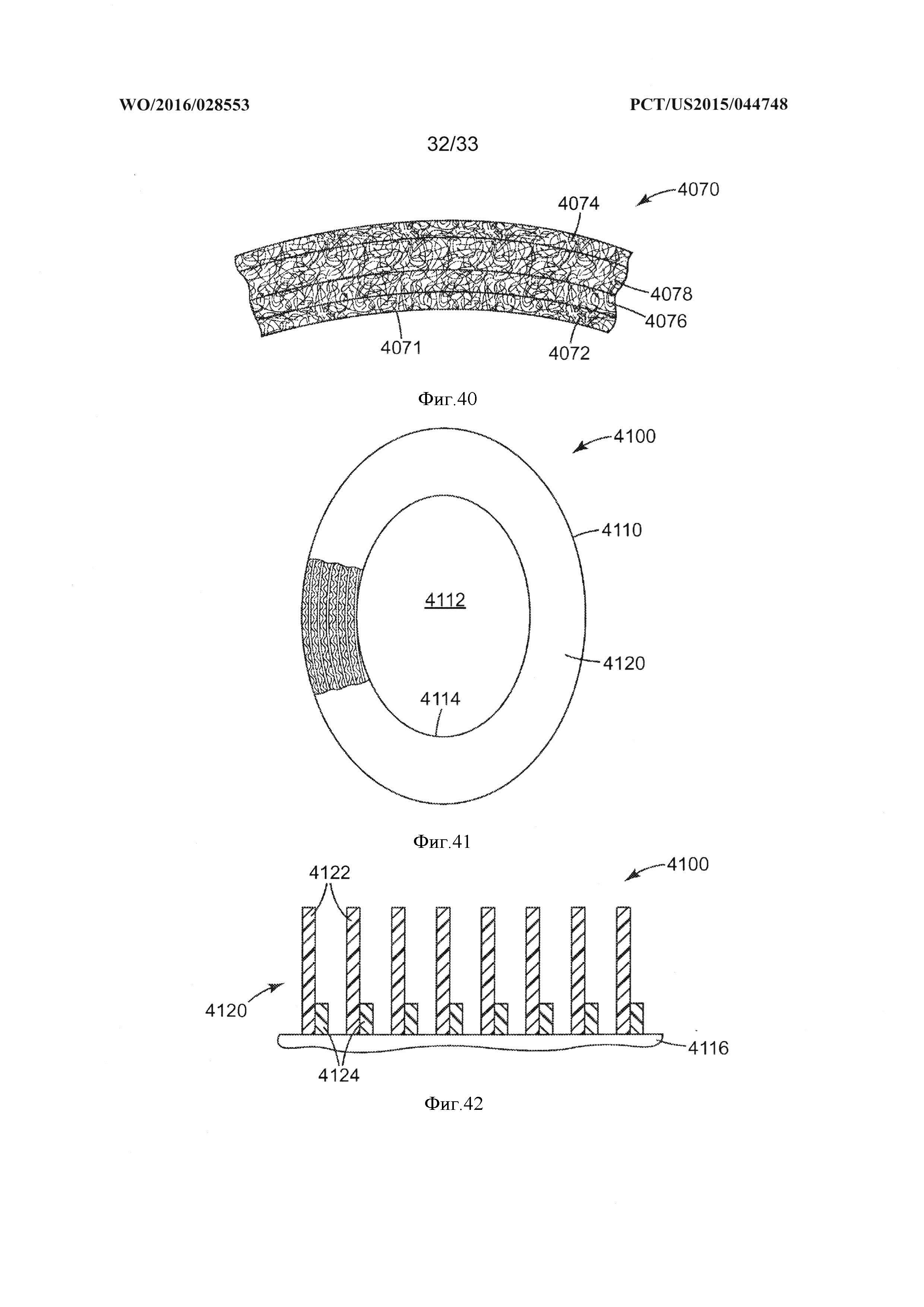
Фиг. 40. Схематическое сечение одного из воплощений фильтрующего конструктивного компонента респиратора.
Фиг. 41. Схематический вид спереди одного из воплощений устройства для защиты органов слуха.
Фиг. 42. Схематическое сечение устройства для защиты органов слуха, изображенного на фиг. 41.
Фиг. 43. График зависимости величины растяжения (в процентах) от времени для некоторых примеров полимерного сетчатого компонента, в частности, изготовленных из вспененного полиуретан-эфира и вспененного полиуретана.
Подробное описание изобретения
В настоящем изобретении в целом предлагаются одно или более воплощений респиратора, который включает полимерный сетчатый компонент. В одном или более воплощениях полимерный сетчатый компонент может использоваться для изготовления ремешков системы крепления респиратора, или может быть включен в такие ремешки. Кроме того, в одном или более воплощениях полимерный сетчатый компонент может также использоваться в лицевом уплотнении, которое может быть расположено по периметру основы маски респиратора. Кроме того, в одном или более
воплощениях полимерный сетчатый компонент может также использоваться в качестве покровного полотна респиратора. Кроме того, в одном или более воплощениях полимерный сетчатый компонент может использоваться в устройстве для защиты органов слуха.
Респираторы в соответствии с настоящим изобретением могут включать основу маски и систему крепления, прикрепленную к основе маски. В одном или более воплощениях система крепления может включать один или более ремешков, присоединенных к основе маски на противоположных боковых сторонах основы маски. Один или более ремешков могут включать полимерный сетчатый компонент, как будет более подробно описано ниже. Полимерный сетчатый компонент может позволять воздуху проходить через ремешки, что делает ремешки более комфортными для ношения. Кроме того, в одном или более воплощениях такие ремешки могут способствовать отведению от головы влаги и пота, которые могут накапливаться между ремешками и головой носящего, и соответственно, такие ремешки делают респиратор более удобным для ношения.
Ремешки, которые обычно используются в респираторах, как правило, включают эластомерный материал, например, полосу из сплетенных между собой резинок или из монолитную полосу из резины (см., например, патент США 6,332,465 (Xue), а также публикации WO 9831743 (Deeb et al.) и WO 9732493 A1 (Bryant el al.)). Ремешки такого типа, как правило, на вид являются сплошными, то есть на просвет являются частично или даже полностью непрозрачными. Сплошной материал ремешков, используемых в известных респираторах, увеличивает общий вес изделия и ухудшает отвод тепла от головы носящего. Кроме того, обычные ремешки респираторов по всей своей поверхности являются одноцветными. То есть, обе основные поверхности ремешка имеют совершенно одинаковый внешний вид. Соответственно, бывает трудно заметить, что ремешок перекручен. Кроме того, таким ремешкам не может быть придан эстетически привлекательный внешний вид, который, как правило, обеспечивается за счет наличия разных цветов.
В одном из воплощений полимерный сетчатый компонент, из которого могут быть изготовлены один или более ремешков системы крепления, или используемый в таких ремешках, может включать полимерные ленты и полимерные нити. Каждая из полимерных лент и нитей имеет длину, ширину и высоту. Длиной считается наибольший размер, шириной - наименьший размер, а высотой - размер в направлении, перпендикулярном направлениям длины и ширины. Кроме того, в одном или более воплощениях полимерные ленты могут иметь отношение высоты к ширине, составляющее по меньшей мере 5:1. В одном или более воплощениях основная поверхность каждой из полимерных лент может быть прерывистым образом скреплена только с одной из полимерных нитей. Кроме того, в одном или более воплощениях высота полимерной ленты может быть по меньшей мере в два раза большей, чем высота полимерной нити.
Одно или более воплощений респиратора, описанные в настоящей заявке, могут включать лицевое уплотнение, расположенное вдоль по меньшей мере части периметра основы маски респиратора. В одном или более воплощениях лицевое уплотнение может включать полимерный сетчатый компонент, или может быть выполнено из полимерного сетчатого компонента, как будет более подробно описано ниже. Такое лицевое уплотнение способствует отведению влаги от лица пользователя и тем самым делает респираторную маску более удобной для ношения.
Обычные лицевые уплотнения респираторов, как правило, изготовленные из вспененного материала, способствуют лучшему прилеганию периферии основы маски к лицу пользователя. Однако такой материал может препятствовать удалению с лица скапливающейся на нем влаги. Собирающаяся внутри маски влага может вызывать раздражение кожи носящего и вызывать дискомфорт.
В одном или более воплощениях полимерный сетчатый компонент, образующий лицевое уплотнение, или включенный в лицевое уплотнение, может включать полимерные ленты и полимерные нити. Каждая из полимерных лент и нитей имеет длину, ширину и высоту. Длиной считается наибольший размер, шириной -наименьший размер, а высотой - размер в направлении, перпендикулярном направлениям длины и ширины. Кроме того, в одном или более воплощениях полимерные ленты могут иметь отношение высоты к ширине, составляющее по меньшей мере 5:1. В одном или более воплощениях основная поверхность каждой из полимерных лент может быть прерывистым образом скреплена только с одной полимерной нитью. Кроме того, в одном или более воплощениях высота полимерной ленты может быть по меньшей мере в два раза большей, чем высота полимерной нити.
Кроме того, в одном или более воплощениях настоящего изобретения респиратор может включать внутреннее покровное полотно и/или наружное покровное полотно, как будет более подробно описано ниже. В одном или более воплощениях внутреннее покровное полотно и/или наружное покровное полотно могут включать полимерный сетчатый компонент или могут быть выполнены из полимерного сетчатого компонента, как будет более подробно описано ниже.
Кроме того, в одном или более воплощениях полимерные сетчатые компоненты в соответствии с настоящим изобретением могут использоваться для формирования или изготовления уплотнительного кольца наушника в составе устройства для защиты органов слуха.
Полимерный сетчатый компонент
На фиг. 1 показано воплощение полимерного сетчатого компонента 10 в соответствии с настоящим изобретением, который может использоваться в конструкции респиратора, например, в ремешках системы крепления, лицевом уплотнении и так далее. Полимерный сетчатый компонент 10 включает полимерные ленты 1 и полимерные нити 3. Полимерные ленты 1 и полимерные нити 3 имеют длину, ширину w1 и w3, и высоту h1 и h3 соответственно. Длина полимерных лент 1 и полимерных нитей 3 является наибольшим их размером, и на фиг. 1 не показана. Длиной считается наибольший размер, шириной - наименьший размер, а высотой - размер в направлении, перпендикулярном направлениям длины и ширины. Высота h1 лент, как правило, меньше их длины, но больше их ширины, и высота h3 нитей больше длины нитей, но меньше ширины нитей. Не исключается также, однако, что полимерные нити 3 могут иметь высоту h3, которая в сущности равна их ширине w3. Для нитей круглого сечения как высотой, так и шириной может считаться их диаметр. Отношение высоты к ширине по меньшей мере некоторых из полимерных лент составляет по меньшей мере 3:1. В некоторых воплощениях отношение высоты к ширине по меньшей мере для некоторых из полимерных лент составляет по меньшей мере 5:1, 7:1, 8:1, 10:1, 11:1, 15:1, 20:1, 30:1 или 40:1. Высота полимерных лент, как правило, больше, чем высота полимерных нитей. В одном или более воплощениях высота каждой из полимерных лент по меньшей мере в 2, 2,5, 3, 5, 10 или 20 раз больше высоты любой из полимерных нитей. В одном или более воплощениях полимерный сетчатый компонент 10 может иметь любое подходящее отношение высоты h1 одной или более полимерных лент 1 к высоте h3 одной или более полимерных нитей 3. В одном или более воплощениях отношение h1 к h3 может составлять по меньшей мере 1:1, 2:1, 3:1, 4:1, 5:1, 6:1 и так далее. В одном или более воплощениях отношение h1 к h3 может составлять не более, чем 100:1, 50:1, 10:1 и так далее.
Полимерные ленты могут иметь любую подходящую высоту h1. В одном или более воплощениях высота полимерных лент может находиться в диапазоне от 0,05 мм до 10 мм. В одном или более воплощениях высота полимерных лент может находиться в диапазоне от 0,05 мм до 3 мм. В одном или более воплощениях высота полимерных лент может быть большей, чем 750 микрометров. В одном или более воплощениях высота полимерных лент может быть не большей, чем 1 см. В одном или более воплощениях высота полимерных лент может находиться в диапазоне от более, чем 750 мкм до 3 мм (например, может составлять от 0,775 мм до 2 мм, или от 0,8 мм до 1,5 мм). В одном или более воплощениях высота по меньшей мере одной из полимерных лент или полимерных нитей составляет менее, чем 750 микрометров. В одном или более воплощениях высота по меньшей мере одной из полимерных лент или полимерных нитей находится в диапазоне от 0,1 мм до менее, чем 750 микрометров (например, может составлять от 0,3 мм до 0,745 мм, или от 0,5 мм до 0,745 мм).
На фиг. 2 приведено аксонометрическое изображение полимерного сетчатого компонента в соответствии с настоящим изобретением. На данном чертеже можно видеть длину «1» полимерных лент и полимерных нитей.
Как показано на фиг. 1-2, каждая из полимерных лент 1, 11, 21 имеет первую основную поверхность 2, 12, которая прерывистым образом присоединена к одной полимерной нити 3, 13. То есть, к первой основной поверхности никакой из полимерных лент не присоединены две или более полимерных нитей. Ввиду того, что первая основная поверхность полимерной ленты прерывистым образом присоединена только к одной полимерной нити, можно ожидать, что полимерная нить будет принимать волнообразную форму, будучи расположена между местами ее крепления к полимерной ленте одной стороной и возможными местами ее крепления к некоторой другой части полимерного сетчатого компонента, к которой данная нить может быть прикреплена противоположной своей стороной. В воплощении, показанном на фиг. 2, две соседние полимерные ленты 11, 21 соединены друг с другом одной полимерной нитью 13, которая по меньшей мере частично попеременно прикреплена к двум соседним полимерным лентам 11, 21. Однако данное требование не является обязательным. Так, например, в одном или более воплощениях полимерная нить может иметь волнообразную форму, будучи расположена между местами ее крепления к полимерной ленте и не имеющей волнообразной формы полимерной нити, которая не обязательно имеет высоты к ширине, составляющее по меньшей мере 3:1. Поскольку основная поверхность полимерной ленты прерывистым образом прикреплена к полимерной нити, которая в свою очередь по меньшей мере частично чередующимся образом прикреплена к полимерной ленте и другой нити или ленте полимерного сетчатого компонента, то получается, что полимерные нити, как правило, не пересекают полимерных лент. В любом из воплощений полимерного сетчатого компонента в соответствии с настоящим изобретением полимерные нити и полимерные ленты в сущности не пересекают друг друга (например, по меньшей мере 50 (по меньшей мере 55, 60, 65, 70, 75, 80, 85, 90, 95, 99 или даже 100) процентов от общего количества нитей и лент не пересекают друг друга), где под точкой пересечения понимается наложение данных элементов друг на друга или переложение данных элементов друг с другом.
В воплощении, показанном на фиг. 1, высота h1 всех полимерных лент 1 примерно одинакова, и высота h3 всех полимерных нитей 3 при этом одинакова, но, как можно видеть по воплощениям, показанным на фиг. 2-4, данное требование не является обязательным. Так, например, может иметься два типа полимерных лент: 31 и 41, как показано на фиг. 3. Отношение высоты к ширине для полимерных лент 31 больше, чем отношение высоты к ширине для полимерных лент 41. В воплощениях, показанных на фиг. 2 и 4, полимерные ленты 11, 21, 51 имеют разную высоту. В воплощении, показанном на фиг. 4, отношение высоты к ширине для полимерных лент 51 по краям 55 полимерного сетчатого компонента 50 выше, чем в его центре 57. В данных воплощениях по меньшей мере некоторые из полимерных лент 51 имеют отношение высоты к ширине, составляющее по меньшей мере 3:1.
И хотя в воплощениях, показанных на фиг. 1-4, расстояния между соседними полимерными лентами и полимерными нитями полимерного сетчатого компонента примерно одинаковы, данное требование не является обязательным. Расстояние между любыми двумя соседними полимерными лентами 1, 11, 21, 31, 41, 51 или между любыми двумя соседними полимерными нитями 3, 13, 33, 53 может изменяться в поперечном направлении полотна. Так, например, любые две соседние полимерные ленты или любые две соседние полимерные нити могут быть расположены ближе друг к другу в центре полимерного сетчатого компонента, чем по его краям, или наоборот.
В воплощениях, показанных на фиг. 1-4, полимерные ленты и полимерные нити чередуются. В некоторых воплощениях полимерного сетчатого компонента в соответствии с настоящим изобретением полимерные ленты и полимерные нити чередуются по меньшей мере в части полимерного сетчатого компонента. В данных воплощениях, и даже в других воплощениях, в которых полимерные ленты и полимерные нити не чередуются, каждая из основных поверхностей полимерной ленты, как правило, прерывистым образом прикреплена только к одной полимерной нити. В дополнение к этому следует отметить, что расстояния между полимерными лентами и нитями в сечении плоскостью, перпендикулярной плоскости полимерного сетчатого компонента, показанные на фиг. 3-6 и 8 (более подробно описанных ниже), являются идеализированными. В сечении типичного реального изделия не все полимерные нити одинаково прикреплены к основным поверхностям полимерных лент. В реальности характер расположения нитей напоминает показанное в сечении на фиг. 7 или на виде сбоку на фиг. 1.
Как упоминалось выше, участки одной или более полимерных нитей полимерного сетчатого компонента могут иметь волнообразную форму, будучи расположены между лентами. В таких воплощениях волнообразные участки полимерных нитей могут образовывать одно или более пространств или отверстий в полимерном сетчатом компоненте. Так, например, полимерный сетчатый компонент 30, показанный на фиг. 3, включает одну или более осциллирующих нитей 33, которые образуют одно или более отверстий 34 в полимерном сетчатом компоненте. Данные отверстия в полимерном сетчатом компоненте 30 позволяют воздуху и другим газообразным средам проходить через полимерный сетчатый компонент. В одном или более воплощениях полимерный сетчатый компонент 30 может быть проницаемым для воздуха, благодаря чему полимерный сетчатый компонент может считаться «дышащим». В качестве альтернативы, в одном или более воплощениях полимерные нити 33 могут не иметь волнообразной формы. В одном или более воплощениях, которые включают нити, не имеющие волнообразной формы, полимерный сетчатый компонент может не иметь отверстий. В таких воплощениях полимерный сетчатый компонент 30 может быть непроницаемым для воздуха или других газообразных сред. В воплощениях, в которых полимерный сетчатый компонент является непроницаемым для воздуха или других газообразных сред, такой полимерный сетчатый компонент может считаться «не дышащим».
В одном или более воплощениях полимерный сетчатый компонент в соответствии с настоящим изобретением может быть сформирован на основе или на слое подложки. Так, например, полимерный сетчатый компонент 30, показанный на фиг. 3, выполнен на основе 47, которая может включать любой подходящий материал или любую подходящую комбинацию материалов. В одном или более воплощениях основа 47 может быть абсорбирующим материалом. Основы, используемые в сочетании с полимерными сетчатыми компонентами в соответствии с настоящим изобретением, могут быть проницаемыми или непроницаемыми. В одном или более воплощениях основа 47 может затруднять или даже полностью предотвращать прохождение воздуха и других газообразных сред, которые могли бы проходить через полимерный сетчатый компонент 30 сквозь одно или более отверстий 34, образованных волнообразно уложенными нитями, в результате чего такая комбинация из полимерного сетчатого компонента и основы становится непроницаемой для воздуха и других газообразных сред.
Некоторые воплощения возможных конфигураций полимерного сетчатого компонента в соответствии с настоящим изобретением показаны на фиг. 1 и 5-6. Как показано на фиг. 1, каждая из полимерных лент 1 имеет центральную линию 4, разбивающую основную поверхность 2 на две части, а также первую и вторую кромки 6, 8, расположенные симметрично относительно центральной линии 2 по противоположные ее стороны. Для каждой из полимерных лент 1 имеется единственная полимерная нить 3, прикрепленная к основной поверхности 2 в некотором месте, расположенном между центральной линией 4 и первой кромкой 6. В показанном воплощении данная единственная полимерная нить 3 прикреплена к двум соседним полимерным лентам 1 в местах, расположенных между центральными линиями 4 и первыми кромками 6 соответствующих лент. Иными словами, данная единственная полимерная нить 3 прикреплена к основной поверхности 2 в месте, расположенном ближе к первой кромке 6, чем ко второй кромке 8. Кроме того, полимерный сетчатый компонент 10 имеет расположенные друг напротив друга первую и вторую основные поверхности 5, 7, перпендикулярные основным поверхностям 2 полимерных лент 1. Вторая основная поверхность 7 полимерного сетчатого компонента 10 включает вторые кромки 8 полимерных лент 1, в то время как первая основная поверхность 5 полимерного сетчатого компонента 10 включает первые кромки 6 полимерных лент 1, а также части по меньшей мере некоторых из полимерных нитей 3.
В воплощении, показанном на фиг. 5, полимерные ленты 61 и полимерные нити 63 выровнены по вертикали. В данном воплощении к основной поверхности 62 ленты 61 прикреплена единственная полимерная нить 63 в месте, которое захватывает центральную линию 64. Иными словами, полимерный сетчатый компонент 60 имеет расположенные друг напротив друга первую и вторую основные поверхности 65, 67, перпендикулярные основным поверхностям 62 полимерных лент 61. Первая основная поверхность 65 полимерного сетчатого компонента 60 включает первые кромки 66 полимерных лент 61, а вторая основная поверхность 67 полимерного сетчатого компонента 60 включает вторые кромки 68 полимерных лент 61. Ни первая, ни вторая основные поверхности 65, 67 не включают каких-либо частей полимерных нитей 63.
В воплощении, показанном на фиг. 6, каждая из полимерных лент 71, 81 имеет центральную линию 74, 84, разбивающую основные поверхности 72, 82 на равные части, первые (верхние) кромки 78, 88, и вторые (нижние) кромки 76, 86, расположенные симметрично по разные стороны центральной линии 74, 84, при этом некоторые из полимерных лент 81 прикреплены к своим единственным полимерным нитям 73 в местах, расположенных между центральной линией 84 и первой (верхней) кромкой 88, и еще некоторые из полимерных лент 71 прикреплены к своим единственным полимерным нитям 73 в местах, расположенных между центральной линией 84 и второй (нижней) кромкой 76. Иными словами, соответствующие единственные полимерные нити 73 прикреплены к основным поверхностям 72 первой части полимерных лент (к лентам 71) ближе к первой кромке 76, чем ко второй кромке 78, и соответствующие единственные полимерные нити 73 прикреплены к основной поверхности 82 второй части полимерных лент (к лентам 81) ближе ко второй кромке 88, чем к первой кромке 86. Иными словами, полимерный сетчатый компонент 70 имеет расположенные друг напротив друга первую и вторую основные поверхности 75, 77, перпендикулярные основным поверхностям 72, 82 полимерных лент 71, 81. Первая основная поверхность 75 полимерного сетчатого компонента 70 включает первые кромки 86 первой группы полимерных лент (лент 81), а вторая основная поверхность 77 полимерного сетчатого компонента 70 включает вторые кромки 78 второй группы полимерных лент (лент 71). Ни первая, ни вторая из основных поверхностей 75, 77 не включают каких-либо частей полимерных нитей 73. Ленты 81 первой группы полимерных лент не являются протяженными до второй основной поверхности 77, а ленты 71 второй группы полимерных лент не являются протяженными до первой основной поверхности 75. Дополнительные подробности, касающиеся данного воплощения, приводятся, например, в патентной заявке США 64/946,592 (Legatt et al.) «POLYMERIC NETTING OF STRANDS AND FIRST AND SECOND RIBBONS AND METHODS OF MAKING THE SAME».
И хотя в воплощениях, показанных на фиг. 1-6, ширина w1 всех полимерных лент примерно одинакова, и ширина w3 всех полимерных нитей примерно одинакова, данное требование также не является обязательным. Ширина полимерных лент и/или полимерных нитей может меняться вдоль полимерного сетчатого компонента (например, в направлении, перпендикулярном направлению длины полимерных лент и полимерных нитей). Так, например, по меньшей мере одна из полимерных лент или полимерных нитей может иметь ширину w1 или w3 соответственно, которая больше в центре полимерного сетчатого компонента, чем по его краям, или наоборот.
В воплощениях, показанных на фиг. 1-6, ширина w1 полимерных лент является постоянной на всем протяжении от их верхней кромки 8, 78, 88 до нижней кромки 6, 76, 86. Опять же, данное требование не является обязательным. Так, например, на фиг. 7 показано воплощение, в котором полимерный сетчатый компонент 80 содержит ленты, ширина которых меняется на протяжении между верхней и нижней кромкой. Данное воплощение подобно воплощению, показанному на фиг. 5, в котором полимерные нити 63а и полимерные ленты 61а отцентрированы по вертикали. При этом ширина полимерных лент 61а больше в окрестности центральной линии 64а, чем в окрестности верхних и нижних кромок 68 и 66. То есть, в данном воплощении полимерная лента 61а шире в месте ее крепления к полимерной нити 63 а.
В полимерном сетчатом компоненте 80, показанном на фиг. 7, полимерная лента 61а имеет ширину, которая больше в окрестности центральной линии 64а, чем в окрестностях верхней и нижней кромок 68 и 66. Возможны также воплощения, в которых ширина полимерной ленты меняется иным образом на протяжении от верхней кромки к нижней кромке. Так, например, ее ширина в области верхней кромки 68 и/или нижней кромки 66 может быть больше, чем в окрестности центральной линии 64а. В данных местах к полимерным лентам могут быть прикреплены полимерные нити. Полимерные ленты могут также иметь произвольного характера отклонения ширины, неизбежные при использовании процесса экструзии. В любом случае, если ширина полимерной ленты не является постоянной, в качестве ширины w1 полимерной ленты в целях определения отношения высоты к ширине берется ее наименьшая измеряемая толщина.
Подобным образом, в качестве высоты принимается наибольшая измеряемая высота. Высота полимерных лент, как правило, является постоянной. Во всех воплощениях полимерного сетчатого компонента в соответствии с настоящим изобретением полимерные ленты, как правило, не имеют четко различимых элементов, выступающих с кромок полимерных лент (например, крючков или иных компонентов механических систем крепления). Соответственно, полимерные сетчатые компоненты во всех воплощениях настоящего изобретения, как правило, не имеют четко различимых выступающих элементов (например, крючков или иных компонентов механических систем крепления) на первой и второй основных поверхностях.
В некоторых воплощениях, в которых каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, первые кромки полимерных лент содержат полимерную композицию, отличную от состава вторых кромок полимерных лент. Воплощение такого полимерного сетчатого компонента показано на фиг. 8. В воплощении, показанном на фиг. 8, полимерный сетчатый компонент 90 включает полимерные ленты 91 и полимерные нити 93. Каждая из полимерных лент 91 имеет первую часть 91а и вторую часть 91b. Первая и вторая части 91а и 91b изготовлены из различных полимерных композиций. Подобным образом, каждая из полимерных нитей 93 имеет первую часть 93а и вторую часть 93b. В данных воплощениях полимерный сетчатый компонент 90 имеет расположенные друг напротив друга первую и вторую основные поверхности 95, 97, перпендикулярные основным поверхностям 92 полимерных лент 91. Первая основная поверхность 95 полимерного сетчатого компонента 90 включает первые кромки 96 полимерных лент 91 и вторые части 93b полимерных нитей 93, а вторая основная поверхность 97 полимерного сетчатого компонента 90 включает вторые кромки 98 полимерных лент 91. Первые части 91а полимерных лент 91 и соответственно вторые кромки 98 включают первую полимерную композицию, а вторые части 91b полимерных лент 91 и соответственно первые кромки 96 включают вторую полимерную композицию. Первые части 93а полимерных нитей включают третью полимерную композицию, а вторые части 93b полимерных нитей 93 включают четвертую полимерную композицию. В показанном воплощении по меньшей мере первая и вторая полимерные композиции являются различными, и первая полимерная композиция не является протяженной до первых кромок 96 полимерных лент 91.
И хотя могут использоваться и другие технологические процессы, различные воплощения полимерного сетчатого компонента в соответствии с настоящим изобретением могут быть изготовлены с использованием экструзионной матрицы и/или способа, описанных в настоящей заявке. Экструзионная матрица в соответствии с настоящим изобретением имеет набор внутренних полостей и каналов, связывающих полости с выпускными отверстиями. Каждое из выпускных отверстий имеет ширину, определяемую в направлении ширины соответствующей полимерной ленты или полимерной нити, и высоту, определяемую в направлении толщины толщине получаемого (экструдируемого) полимерного сетчатого компонента и высоты соответствующей полимерной ленты или полимерной нити.
В одном или более воплощениях экструзионной матрицы и способа изготовления полимерного сетчатого компонента в соответствии с настоящим изобретением, экструзионная матрица имеет по меньшей мере одну полость, выпускную поверхность и каналы для текучей среды, связывающие по меньшей мере одну полость и выпускную поверхность. Выпускная поверхность имеет набор первых выпускных отверстий, отделенных друг от друга набором вторых выпускных отверстий. Это означает, что для любых двух первых выпускных отверстий имеется по меньшей мере одно выпускное отверстие, расположенное между ними. При этом возможно, что между некоторыми двумя первыми выпускными отверстиями расположено более, чем одно второе выпускное отверстие, и кроме того, между ними, в конфигурации «бок о бок», могут быть расположены не только вторые отверстия.
Каналы для текучей среды могут физически отделять друг от друга полимеры, находящиеся в различных полостях (например, полимеры первой полости от полимеров второй полости, а также от полимеров дополнительно возможных прочих полостей экструзионной матрицы), пока полимеры находятся в экструзионной матрице, и до их выхода через каналы для текучих сред и попадания в выпускные отверстия. Форма всех каналов внутри экструзионной матрицы может быть одинакова или различна. Примеры возможных форм поперечного сечения каналов включают круглую, квадратную и прямоугольную формы. Форма сечения полостей и каналов, выбор полимерных материалов и характеристики набухания экструзионной матрицы могут влиять на форму поперечного сечения лент и нитей.
В одном или более воплощениях, включая воплощения, показанные на фиг. 9-27А и 27В, экструзионная матрица включает по меньшей мере первую полость и вторую полость, первые каналы для текучей среды, соединяющие первую полость с первыми выпускными отверстиями, и вторые каналы для текучих сред, соединяющие вторую полость со вторыми выпускными отверстиями. Первые и вторые выпускные отверстия характеризуются своей высотой и шириной, и при этом каждое из первых выпускных отверстий имеет отношение высоты к ширине, составляющее по меньшей мере 3:1 (в различных воплощениях - по меньшей мере 5:1, 8:1, 10:1, 11:1, 15:1, 20:1, 30:1 или 40:1), и высота первых выпускных отверстий больше (в различных воплощениях - по меньшей мере в 2, 2,5, 3, 5, 10 или 20 раз больше), чем высота вторых выпускных отверстий. В некоторых воплощениях, в частности, в воплощениях экструзионной матрицы, первые выпускные отверстия, вторые выпускные отверстия и любые другие выпускные отверстия расположены на выпускной поверхности в конфигурации «бок о бок». То есть, в данных воплощениях выпускные отверстия расположены один за одним в направлении ширины экструзионной матрицы. Иными словами, выпускные отверстия не расположены группами по два, три или более отверстий в направлении высоты.
В одном или более воплощениях способа в соответствии с настоящим изобретением полимерные ленты экструдируются из первых выпускных отверстий с первой скоростью, и одновременно с этим полимерные нити экструдируются из вторых выпускных отверстий со второй скоростью, и вторая скорость по меньшей мере в 2 раза превышает первую скорость. В некоторых воплощениях вторая скорость в 2-6 раз, или в 2-4 раза превышает первую скорость. В одном или более воплощениях, в которых экструзионная матрица включает по меньшей мере первую и вторую полости, в первую полость экструзионной матрицы подается первая полимерная композиция под первым давлением, в результате чего из набора первых выпускных отверстий экструдируются полимерные ленты с первой скоростью, во вторую полость экструзионной матрицы подается вторая полимерная композиция под вторым давлением, в результате чего из набора вторых выпускных отверстий экструдируются полимерные нити со второй скоростью, при этом вторая скорость по меньшей мере в 2 раза (в некоторых воплощениях - в 2-6 раз, или в 2-4 раза) превышает первую скорость.
В одном или более воплощениях способа в соответствии с настоящим изобретением полимерные ленты экструдируются из первых выпускных отверстий с первой скоростью, и одновременно с этим полимерные нити экструдируются из вторых выпускных отверстий со второй скоростью, и первая скорость по меньшей мере в 2 раза превышает вторую скорость. В некоторых воплощениях первая скорость в 2-6 раз, или в 2-4 раза превышает вторую скорость. В одном или более воплощениях, в которых экструзионная матрица включает по меньшей мере первую и вторую полости, в первую полость экструзионной матрицы подается первая полимерная композиция под первым давлением, в результате чего из набора первых выпускных отверстий экструдируются полимерные ленты с первой скоростью, во вторую полость экструзионной матрицы подается вторая полимерная композиция под вторым давлением, в результате чего из набора вторых выпускных отверстий экструдируются полимерные нити со второй скоростью, при этом первая скорость по меньшей мере в 2 раза (в некоторых воплощениях - в 2-6 раз, или в 2-4 раза) превышает вторую скорость.
И хотя возможны воплощения, в которых волнообразными могут быть сделаны как полимерные ленты, так и полимерные нити, варианты с волнообразными полимерными нитями, как правило, характеризуются большей площадью скрепления. Поэтому в дальнейшем описании способов считается, что волнообразными являются полимерные нити.
Требуемые размерные параметры полимерных лент и полимерных нитей могут быть обеспечены путем подбора, например, составов экструдируемых полимеров, скорости экструдирования и параметров отверстий, например, площади сечения отверстия, высоты и/или ширины отверстий. Как описано в патентной публикации WO 2013/028654 (Ausen et al.), выпускная поверхность, в которой выпускное отверстие для первого полимера имеет площадь, втрое превышающую площадь выпускного отверстия для второго полимера, не всегда позволяет получить полимерный сетчатый компонент, в котором полимерные ленты имеют высоту, большую, чем высота полимерных нитей, что может объясняться особенностями составов полимерных композиций и распределения давлений в полостях. В одном или более воплощениях экструзионной матрицы и способа в соответствии с настоящим изобретением отношение высоты к ширине для выпускных отверстий составляет по меньшей мере 5:1.
Экструзионную матрицу для изготовления полимерного сетчатого компонента в соответствии с настоящим изобретением удобно составлять из множества пластин. Множество пластин в совокупности образуют по меньшей мере одну полость, выпускную поверхность и каналы для текучей среды, связывающие упомянутую по меньшей мере одну полость и выпускную поверхность. В одном или более воплощениях множество пластин включает множество последовательностей пластин, и каждая последовательность пластин включает по меньшей мере одну первую пластину, обеспечивающую первый канал для текучей среды, протяженный между упомянутой по меньшей мере одной полостью и по меньшей мере одним из первых выпускных отверстий, и по меньшей мере одну вторую пластину, обеспечивающую второй канал для текучей среды, протяженный между упомянутой по меньшей мере одной полостью и по меньшей мере одним из вторых выпускных отверстий. В некоторых воплощениях пластины в совокупности образуют первую полость и вторую полость, и экструзионная матрица имеет множество первых выпускных отверстий, связанных по текучей среде с первой полостью, и имеет множество вторых выпускных отверстий, связанных по текучей среде со второй полостью.
В одном или более воплощениях пластины собираются друг с другом в определенном порядке, при котором обеспечивается нужная последовательность пластин различных типов. Поскольку в различных приложения могут требоваться полимерные сетчатые компоненты различных типов, число пластин в последовательности пластин в соответствующих приложениях может быть различным. Последовательность может быть повторяющейся, причем конкретное количество повторений последовательности в той или иной зоне матрицы не ограничивается. В других воплощениях последовательность может не быть правильным образом повторяющейся, то есть, могут использоваться различные последовательности.
Примеры множеств пластин, которые могут использоваться для изготовления полимерного сетчатого компонента в соответствии с настоящим изобретением, показаны на фиг. 9-11, 12А и 12В. Так, например, на фиг. 9 показан вид в плане пластины 100. Пластина 100 используется в последовательности пластин 1000, показанной на фиг. 12А и 12В. Прочие пластины, используемые в данной последовательности, показаны на фиг. 10-11. Пластина 100 имеет первое отверстие 110а, второе отверстие 110b и третье отверстие 110с. После сборки последовательности пластин 1000 первые отверстия 110а, 210а и 310а в пластинах 100, 200 и 300 соответственно в совокупности образуют по меньшей мере часть первой полости 1012а. Подобным образом вторые отверстия 110b, 210b и 310b в пластинах 100, 200 и 300 соответственно в совокупности образуют по меньшей мере часть второй полости 1012b, а третьи отверстия 110с, 210с и 310с в пластинах 100, 200 и 300 соответственно в совокупности образуют по меньшей мере часть третьей полости 1012с. Пластина 100 имеет набор отверстий 147, через которые могут, например, проходить болты для стяжки пластины 100 с другими пластинами и сборки их в пакет, как будет более подробно описано ниже. Пластина 100 имеет выпускную поверхность 167, и в данном воплощении выпускная поверхность 167 имеет направляющую канавку 180, которая может использоваться для правильного совмещения пластин друг с другом при их сборке в матрицу, например, за счет использования шпонки подходящей формы, а также идентификационную выемку 182, которая позволяет убедиться, что матрица собрана правильным образом. Пластина 100 имеет полочки 190 и 192, в зацепление с которыми могут входить компрессионные блоки 2204, которые будут более подробно описаны ниже со ссылками на фиг. 22-23. Пластина 100 имеет выпускное отверстие 156, но в ней нет неразрывного сообщения между выпускным отверстием 156 и какой-либо из отверстий 110а, 110b или 110с. Так, например, нет связи между полостью 110а и выпускным отверстием 156, поскольку канал 168а не доходит до выпускной поверхности 167, однако после сборки пластины 100 с пластинами 200 и 300 и формирования последовательности 1000 такой канал 1068а появляется (см. схему сборки на фиг. 12А). Размеры прохода 154, и особенно размеры оканчивающего его выпускного отверстия 156, могут быть подобраны таким образом, чтобы обеспечить требуемые размеры экструдируемых через них полимерных нитей. Размеры выпускного отверстия 156 и канала 158а также влияют на оптимальную скорость экструдирования нити.
На фиг. 10 показан вид в плане пластины 200. Пластина 200 имеет первое отверстие 210а, второе отверстие 210b и третье отверстие 210с. Когда пластина 200 собрана с другими пластинами, как показано на фиг. 12А, отверстие 210а участвует в формировании первой полости 1012а, отверстие 210b участвует в формировании второй полости 1012b, и отверстие 210с участвует в формировании третьей полости 1012с. Пластина 200 имеет набор отверстий 247, через которые могут, например, проходить болты для стяжки пластины 200 с другими пластинами и сборки их в пакет, как будет более подробно описано ниже. Пластина 200 имеет выпускную поверхность 267, и в данном воплощении выпускная поверхность 267 имеет направляющую канавку 280 и идентификационную выемку 282. Пластина 200 имеет также полочки 290 и 292. В пластине нет сообщения между каким-либо из отверстий, формирующих полости, и выпускной поверхностью 267, поскольку данная пластина образует область по всей ширине матрицы, в которой нет выпуска полимерного компонента. Одна или более пластин 200 отделяют пластины 100, обеспечивающие формирование полимерных нитей 3, от пластин 300, обеспечивающих формирование полимерных лент 1.
На фиг. 11 показан вид в плане пластины 300. Пластина 300 имеет первое отверстие 310а, второе отверстие 310b и третье отверстие 310с. Когда пластина 300 собрана с другими пластинами, как показано на фиг. 12А, отверстие 310а участвует в формировании первой полости 1012а, отверстие 310b участвует в формировании второй полости 1012b, и отверстие 310 с участвует в формировании третьей полости 1012с. Пластина 300 имеет набор отверстий 347, через которые могут, например, проходить болты для стяжки пластины 300 с другими пластинами и сборки их в пакет, как будет более подробно описано ниже. Пластина 300 имеет выпускную поверхность 367, и в данном воплощении выпускная поверхность 367 имеет направляющую канавку 380. Пластина 300 имеет также полочки 390 и 392. Пластина 300 имеет выпускное отверстие 356, но в ней нет неразрывного сообщения между выпускным отверстием 356 и какой-либо из отверстий 310а, 310b или 310с. Так, например, нет связи между отверстием 310а и выпускным отверстием 356, поскольку канал 368а не доходит до выпускной поверхности 167, однако после сборки пластины 300 с пластинами 100 и 200 и формирования последовательности 1000 такой канал 1068а появляется (см. схему сборки на фиг. 12А). Сравнивая пластины на фиг. 11 и 9, можно видеть, что выпускное отверстие 356 больше, чем выпускное отверстие 156. В некоторых воплощениях выпускное отверстие 356 по размеру по меньшей мере в два раза больше выпускного отверстия 156. В некоторых воплощениях выпускное отверстие 356 по размеру по меньшей мере в 2, 5, 3, 5, 10 или 20 раз раза больше выпускного отверстия 156.
На фиг. 12А и 12В показаны аксонометрическое изображение собранной последовательности пластин, совокупно обозначенной 1000, и ее увеличенный местный вид; и такая последовательность пластин собрана из пластин, изображенных на фиг. 9-11, и может использоваться для изготовления полимерного сетчатого компонента 10, показанного на фиг. 1. Последовательность 1000 включает (слева направо): две пластины 100, из которых могут экструдироваться полимерные нити (например, полимерные нити 3 полимерного сетчатого компонента 10, изображенного на фиг. 1), две пластины 200, две пластины 300, из которых могут экструдироваться полимерные ленты (например, полимерные ленты 1 полимерного сетчатого компонента 10, изображенного на фиг. 1), и еще две пластины 200. Каждое из выпускных отверстий 1001 может иметь отношение высоты к ширине, определяемое их высотой h1001 и шириной w1001. Отношение высоты к ширине для данных отверстий может составлять по меньшей мере 3:1 (в некоторых воплощениях - по меньшей мере 5:1, 8:1, 10:1, 11:1, 15:1, 20:1, 30:1 или 40:1). Первые выпускные отверстия 1001 и вторые выпускные отверстия 1003 разделены двумя пластинами 200. Такое разделение выпускных отверстий обеспечивает отделение полимерных лент 1 от полимерных нитей 3 в полимерном сетчатом компоненте 10. Высота h1001 первых выпускных отверстий больше, чем высота h1003 вторых выпускных отверстий. В некоторых воплощениях высота h1001 первых выпускных отверстий по меньшей мере в 2, 2,5, 3, 5, 10 или 20 раз больше, чем высота h1003 вторых выпускных отверстий.
Модификации последовательности 1000, показанной на фиг. 12А и 12В, в совокупности с последовательностью 1000 могут использоваться для формирования полимерных сетчатых компонентов 20, 30 и 50, показанных на фиг. 2-4. Так, например, для изготовления полимерного сетчатого компонента 30, изображенного на фиг. 3, последовательность 1000 может чередоваться с последовательностью, аналогичной 1000, но в которой пластина 300 имеет несколько меньшее отверстие 356. В то время как пластина 300 может использоваться для экструдирования полимерных лент 31, пластина с несколько меньшим отверстием 356 может использоваться для экструдирования полимерных лент 41. В некоторых воплощениях последовательность 1000 может чередоваться с еще одной последовательностью, аналогичной последовательности 1000, но в которой пластина 300 заменена на пластину 100, и расход полимерного материала, выходящего из полости 1012с, может быть отрегулирован таким образом, чтобы получаемая нить не была волнообразной. Такая последовательность может давать полимерный сетчатый компонент, в котором полимерная нить 33 волнообразно расположена между скреплениями с полимерной лентой 31 и скреплениями с не волнообразной нитью, которая не обязательно имеет отношение высоты к ширине, составляющее по меньшей мере 3:1. Для изготовления полимерного сетчатого компонента 20, показанного на фиг. 2, может использоваться комбинация из последовательности 1000 с аналогичными последовательностями, в которых используется модифицированная пластина 300, а именно, в которых пластина 300 имеет постепенно уменьшающиеся отверстия 356. В данном воплощении пластина 300 может использоваться для экструдирования полимерных лент 11, а пластина с несколько меньшим отверстием 356 может использоваться для экструдирования полимерных лент 21. То же множество последовательностей пластин может быть повторено в обратном порядке, в результате чего может быть получен полимерный сетчатый компонент 50, показанный на фиг. 4.
При использовании экструзионной матрицы, изображенной на фиг. 12А и 12В, для изготовления полимерного сетчатого компонента, изображенного на фиг. 1, полимер, изначально находящийся в первой полости 1012а, выходит в виде полимерных нитей 3 через вторые выпускные отверстия 1003, а полимер, изначально находящийся в третьей полости 1012 с, выходит в виде полимерных лент 1 через первые выпускные отверстия 1001. Размеры каналов для текучей среды и значения давления в полостях 1012а и 1012с, как правило, подбирают таким образом, чтобы скорость выхода полимерных нитей 3 была в 2-6 раз большей (в некоторых воплощениях - в 2-4 раза большей), чем скорость выхода полимерных лент 1, что обеспечивает волнообразную форму полимерных нитей. Для изготовления полимерного сетчатого компонента, показанного на фиг. 1, вторая полость 1012b не используется, но данная полость может использоваться для введения в полимерный сетчатый компонент 10 еще одной полимерной композиции.
Полимерный сетчатый компонента, подобный полимерному сетчатому компоненту 60 на фиг. 5, может быть, например, изготовлен с использованием последовательности пластин, показанной на фиг. 15А и 15В. На фиг. 15А и 15В показано аксонометрическое изображение собранной последовательности пластин, включающей пластины 200, описанные выше и показанные на фиг. 10, и пластины 400 и 500, которые будут более подробно описаны ниже со ссылками на фиг. 13 и 14 соответственно.
На фиг. 13 показан вид в плане пластины 400. Пластина 400 имеет первое отверстие 410а, второе отверстие 410b и третье отверстие 410 с. Когда пластина 400 собрана с другими пластинами, как показано на фиг. 15, отверстие 410а участвует в формировании первой полости 1112а, отверстие 410b участвует в формировании второй полости 1112b, и отверстие 410 с участвует в формировании третьей полости 1112с. Пластина 400 имеет набор отверстий 447, через которые могут, например, проходить болты для стяжки пластины 400 с другими пластинами при сборке их в пакет. Пластина 400 имеет выпускную поверхность 467, и в данном воплощении выпускная поверхность 467 имеет направляющую канавку 480 и идентификационную выемку 482. Пластина 400 имеет также полочки 490 и 492. Пластина 400 имеет выпускное отверстие 456, но в ней нет неразрывного сообщения между выпускным отверстием 456 и каким-либо из отверстий 410а, 410b или 410с. Так, например, нет связи между отверстием 410а и выпускным отверстием 456, поскольку канал 468а не доходит до выпускной поверхности 467, однако после сборки пластины 400 с пластинами 200 и 500 и формирования последовательности 1100 такой канал 1168а появляется, и данный канал перпендикулярен плоскости чертежа (см. схему сборки на фиг. 15А). Размеры выпускного отверстия 456 могут быть подобраны таким образом, чтобы обеспечить требуемые размеры экструдируемых через него полимерных нитей. Размеры выпускного отверстия 456 и размеры ведущего к нему канала влияют также на скорость выхода экструдируемой нити.
На фиг. 14 показан вид в плане пластины 500. Пластина 500 имеет первое отверстие 510а, второе отверстие 510b и третье отверстие 510с. Когда пластина 500 собрана с другими пластинами, как показано на фиг. 15А и 15В, отверстие 510а участвует в формировании первой полости 1112а, отверстие 510b участвует в формировании второй полости 1112b, и отверстие 510с участвует в формировании третьей полости 1112с. Пластина 500 имеет набор отверстий 547, через которые могут, например, проходить болты для стяжки пластины 500 с другими пластинами при сборке их в пакет. Пластина 500 имеет выпускную поверхность 567, и в данном воплощении выпускная поверхность 567 имеет направляющую канавку 580. Пластина 500 имеет также полочки 590 и 592. Пластина 500 имеет выпускное отверстие 556, но в ней нет неразрывного сообщения между выпускным отверстием 556 и какой-либо из отверстий 510а, 510b или 510с. Так, например, нет связи между отверстием 510b и выпускным отверстием 556, поскольку канал 568b не доходит до выпускной поверхности 467, однако после сборки пластины 500 с пластинами 200 и 400 такой канал 1168b появляется (см. схему сборки на фиг. 15А).
На фиг. 15А и 15В показаны аксонометрическое изображение собранной последовательности пластин, совокупно обозначенной 1100, и ее увеличенный местный вид; и такая последовательность пластин собрана из пластин, изображенных на фиг. 10 и 13-14, и может использоваться для изготовления полимерного сетчатого компонента 60, показанного на фиг. 5. Последовательность 1100 включает (слева направо): четыре пластины 400, из которых могут экструдироваться полимерные нити 63, четыре пластины 200, две пластины 500, из которых могут экструдироваться полимерные ленты 61, и четыре пластины 200. Выпускные отверстия 1001 и 1003 разделены четырьмя пластинами 200. Такое разделение выпускных отверстий обеспечивает разнесение полимерных лент 61 и полимерных нитей 63 в полимерном сетчатом компоненте 60. Последовательность пластин 1100 аналогична последовательности 1000, с тем отличием, что выпускные отверстия 1101 и 1103 выровнены друг с другом по вертикали таким образом, что вторые выпускные отверстия расположены примерно посередине поперечного сечения выпускной поверхности 1167. Как и в воплощении на фиг. 12В, каждое из первых выпускных отверстий 1101 имеет отношение высоты h1101 к ширине w1101, составляющее по меньшей мере 3:1 (в некоторых воплощениях - по меньшей мере 5:1, 8:1, 10:1, 11:1, 15:1, 20:1, 30:1 или 40:1), и высота h1101 первых выпускных отверстий по меньшей мере в 2, 2,5, 3, 5, 10 или 20 раз больше высоты h1103 вторых выпускных отверстий.
При использовании экструзионной матрицы, изображенной на фиг. 15А и 15В, для изготовления полимерного сетчатого компонента, изображенного на фиг. 5, полимер, изначально находящийся в первой полости 1112а, выходит в виде полимерных нитей 63 через вторые выпускные отверстия 1103, а полимер, изначально находящийся во второй полости 1112b, выходит в виде полимерных лент 61 через первые выпускные отверстия 1101. Размеры каналов для текучей среды и значения давления в полостях 1112а и 1112b, как правило, подбирают таким образом, чтобы скорость выхода полимерных нитей 63 была в 2-6 раз большей (в некоторых воплощениях - в 2-4 раза большей), чем скорость выхода полимерных лент 61, для придания полимерным нитям 63 волнообразной формы. Для изготовления полимерного сетчатого компонента, показанного на фиг. 5, третья полость 1112с не используется, но данная полость может использоваться для введения в полимерный сетчатый компонент 60 еще одной полимерной композиции.
Полимерный сетчатый компонент, подобный полимерному сетчатому компоненту 70 на фиг. 6, может быть, например, изготовлен с использованием последовательности пластин, показанной на фиг. 18А и 18В. На фиг. 18А и 18В показано аксонометрическое изображение собранной последовательности пластин, включающей пластины 200 и 300, описанные выше и показанные на фиг. 10 и 11 соответственно, и пластины 600 и 700, которые будут более подробно описаны ниже.
На фиг. 16 показан вид в плане пластины 600. Пластина 600 имеет первое отверстие 610а, второе отверстие 610b и третье отверстие 610с. Когда пластина 600 собрана с другими пластинами, как показано на фиг. 18А, отверстие 610а участвует в формировании первой полости 1212а, отверстие 610b участвует в формировании второй полости 1212b, и отверстие 610с участвует в формировании третьей полости 1212с. Пластина 600 имеет набор отверстий 647, через которые могут, например, проходить болты для стяжки пластины 600 с другими пластинами при сборке их в пакет. Пластина 600 имеет выпускную поверхность 667, и в данном воплощении выпускная поверхность 667 имеет направляющую канавку 680 и идентификационную выемку 682. Пластина 600 имеет также полочки 690 и 692. Пластина 600 имеет выпускное отверстие 656, но в ней нет неразрывного сообщения между выпускным отверстием 656 и каким-либо из отверстий 610а, 610b или 610с. Так, например, нет связи между отверстием 610b и выпускным отверстием 656, поскольку канал 668b не доходит до выпускной поверхности 667, однако после сборки пластины 600 с пластинами 200, 300 и 700 и формирования последовательности 1200 такой канал 1268b появляется, и данный канал перпендикулярен плоскости чертежа (см. фиг. 18А). Размеры выпускного отверстия 656 могут быть подобраны таким образом, чтобы обеспечить требуемые размеры экструдируемых через него полимерных нитей. Размеры выпускного отверстия 656 и размеры ведущего к нему канала влияют также на скорость выхода экструдируемой нити.
На фиг. 17 показан вид в плане пластины 700. Пластина 700 аналогична пластине 300, изображенной на фиг. 11. Пластина 700 имеет первое отверстие 710а, второе отверстие 710b и третье отверстие 710с. Когда пластина 700 собрана с другими пластинами, как показано на фиг. 18А и 18В, отверстие 710а участвует в формировании первой полости 1212а, отверстие 710b участвует в формировании второй полости 1212b, и отверстие 710с участвует в формировании третьей полости 1212с. Пластина 700 имеет набор отверстий 747, через которые могут, например, проходить болты для стяжки пластины 700с другими пластинами при сборке их в пакет. Пластина 700 имеет выпускную поверхность 767, и в данном воплощении выпускная поверхность 767 имеет направляющую канавку 780. Пластина 700 имеет также полочки 790 и 792. Пластина 700 имеет выпускное отверстие 756, но в ней нет неразрывного сообщения между выпускным отверстием 756 и какой-либо из отверстий 710а, 710b или 710с. Так, например, нет связи между отверстием 710а и выпускным отверстием 756, поскольку канал 768а не доходит до выпускной поверхности 767, однако после сборки пластины 700 с пластинами 200, 300 и 600 такой канал 1268а появляется (см. схему сборки на фиг. 18А). Как и в воплощении на фиг. 11, выпускное отверстие 756 больше, чем выпускное отверстие 656. В некоторых воплощениях выпускное отверстие 756 по размеру по меньшей мере вдвое больше, чем выпускное отверстие 656. В некоторых воплощениях выпускное отверстие 756 по размеру по меньшей мере в 2, 5, 3, 5, 10 или 20 раз больше, чем выпускное отверстие 656.
На фиг. 18А и 18В показаны аксонометрическое изображение собранной последовательности пластин, совокупно обозначенной 1200, и ее увеличенный местный вид; и такая последовательность пластин собрана из пластин, изображенных на фиг. 10-11 и 16-17, и может использоваться для изготовления полимерного сетчатого компонента 70, показанного на фиг. 6. Последовательность 1200 включает (слева направо): две пластины 700, из которых могут экструдироваться полимерные ленты 81, две пластины 200, две пластины 600, из которых могут экструдироваться полимерные нити 73, две пластины 200, две пластины 300, из которых могут экструдироваться полимерные ленты 71, две пластины 200, две пластины 600, из которых могут экструдироваться полимерные нити 73, и две пластины 200. Каждое из первых выпускных отверстий 1201 имеет отношение высоты к ширине, составляющее по меньшей мере 3:1 (в некоторых воплощениях - по меньшей мере 5:1, 8:1, 10:1, 11:1, 15:1, 20:1, 30:1 или 40:1). Выпускные отверстия 1201 и 1203 разделены пластинами 200, что обеспечивает отделение полимерных лент 71 и 81 от полимерных нитей 73 в полимерном сетчатом компоненте 70. Как и в воплощении, показанном на фиг. 12В, высота Ь.1201 первых выпускных отверстий по меньшей мере в 2, 2,5, 3, 5, 10 или 20 раз больше, чем высота h1203 вторых выпускных отверстий. При использовании способа в соответствии с настоящим изобретением полимер из первой полости 1212а выходит в виде полимерных лент 81 через первые выпускные отверстия 1201, полимер из второй полости 1212b выходит в виде волнообразных нитей 73 через вторые выпускные отверстия 1203, и полимер из третьей полости 1212 с выходит в виде полимерных лент 71 через первые выпускные отверстия 1201. Размеры каналов для текучей среды и значения давления в полостях, как правило, подбирают таким образом, чтобы скорость выхода «осциллирующих» полимерных нитей 73 была в 2-6 раз большей (в некоторых воплощениях - в 2-4 раза большей), чем скорость выхода полимерных лент 71 и 81.
Полимерный сетчатый компонент, подобный полимерному сетчатому компоненту 80 на фиг. 7, может быть, например, изготовлен с использованием последовательности пластин, показанной на фиг. 21А и 21В. На фиг. 21А и 21В показано аксонометрическое изображение собранной последовательности пластин, включающей пластины 200 и 500, описанные выше и показанные на фиг. 10 и 14 соответственно, и пластины 800 и 900, которые будут более подробно описаны ниже.
На фиг. 19 показан вид в плане пластины 800. Пластина 800 имеет первое отверстие 810а, второе отверстие 810b и третье отверстие 810с. Когда пластина 800 собрана с другими пластинами, как показано на фиг. 21А и 21В, отверстие 810а участвует в формировании первой полости 1312а, отверстие 810b участвует в формировании второй полости 1312b, и отверстие 810 с участвует в формировании третьей полости 1312с. Пластина 800 имеет набор отверстий 847, через которые могут, например, проходить болты для стяжки пластины 800 с другими пластинами при сборке их в пакет. Пластина 800 имеет выпускную поверхность 867, и в данном воплощении выпускная поверхность 867 имеет направляющую канавку 880 и идентификационную выемку 882. Пластина 800 имеет также полочки 890 и 892. Пластина 800 имеет выпускное отверстие 856, но в ней нет неразрывного сообщения между выпускным отверстием 856 и каким-либо из отверстий 810а, 810b или 810с. Так, например, нет связи между отверстием 810а и выпускным отверстием 856, поскольку канал 868а не доходит до выпускной поверхности 867, однако после сборки пластины 800с пластинами 200, 500 и 900 и формирования последовательности 1300 такой канал 1368а появляется (см. фиг. 21А).
На фиг. 20 показан вид в плане пластины 900. Пластина 900 имеет первое отверстие 910а, второе отверстие 910b и третье отверстие 910с. Когда пластина 900 собрана с другими пластинами, как показано на фиг. 21А и 21В, отверстие 910а участвует в формировании первой полости 1312а, отверстие 910b участвует в формировании второй полости 1312b, и отверстие 910с участвует в формировании третьей полости 1312с. Пластина 900 имеет набор отверстий 947, через которые могут, например, проходить болты для стяжки пластины 900 с другими пластинами при сборке их в пакет. Пластина 900 имеет выпускную поверхность 967, и в данном воплощении выпускная поверхность 967 имеет направляющую канавку 980 и идентификационную выемку 982. Пластина 900 имеет также полочки 990 и 992. Пластина 900 имеет выпускное отверстие 956, но в ней нет неразрывного сообщения между выпускным отверстием 956 и каким-либо из отверстий 910а, 910b или 910с. Так, например, нет связи между отверстием 910b и выпускным отверстием 956, поскольку канал 968b не доходит до выпускной поверхности 967, однако после сборки пластины 900 с пластинами 200, 500 и 800 и формирования последовательности 1300 такой канал 1368b появляется (см. фиг. 21А). Размеры выпускного отверстия 956 могут быть подобраны таким образом, чтобы обеспечить требуемые размеры экструдируемых через него полимерных нитей. На фиг. 21А и 21В показаны аксонометрическое изображение собранной последовательности пластин, совокупно обозначенной 1300, и ее увеличенный местный вид; и такая последовательность пластин собрана из пластин, изображенных на фиг. 10, 14, 19 и 20, и может использоваться для изготовления полимерного сетчатого компонента 80, показанного на фиг. 7. Последовательность 1300 включает (слева направо): три пластины 800, из которых могут экструдироваться полимерные нити 63а, три пластины 200, одну пластину 900, из которой может экструдироваться часть полимерных лент 61а, расположенная в окрестности центральной линии 64а, две пластины 500, из которых могут экструдироваться полимерные ленты 61а, еще одну пластину 900, из которой может экструдироваться часть полимерных лент 61а, расположенная в окрестности центральной линии 64а, и три пластины 200. Как пластина 900, так и пластина 500 обеспечивают экструдирование полимера из полости 1312b, хотя выпускное отверстие 956 значительно меньше, чем выпускное отверстие 556. Отверстия 956 и 556 отцентрированы по вертикали, в результате чего относительно большее количество полимера экструдируется из полости 1312b в центральной части полимерной ленты 61а. Выпускные отверстия 1301 и 1303 разделены пластинами 200, что обеспечивает разнесение полимерных лент 61 и полимерных нитей 63а в полимерном сетчатом компоненте 80. Каждое из первых выпускных отверстий 1301 имеет отношение высоты h1301 к ширине w1301, составляющее по меньшей мере 3:1 (в некоторых воплощениях - по меньшей мере 5:1, 8:1, 10:1, 11:1, 15:1, 20:1, 30:1 или 40:1), при этом подразумевается, что ширина w1301 измеряется в самом узком месте. Как и в воплощении, показанном на фиг. 12В, высота h1301 первых выпускных отверстий по меньшей мере в 2, 2,5, 3, 5, 10 или 20 раз больше, чем высота h1303 вторых выпускных отверстий.
При использовании экструзионной матрицы, изображенной на фиг. 21А и 21В, для изготовления полимерного сетчатого компонента, изображенного на фиг. 7, полимер, изначально находящийся в первой полости 1312а, выходит в виде полимерных нитей 63а через вторые выпускные отверстия 1303, а полимер, изначально находящийся во второй полости 1312b, выходит в виде полимерных лент 61а через первые выпускные отверстия 1301. Размеры каналов для текучей среды и значения давления в полостях 1312а и 1312b, как правило, подбирают таким образом, чтобы скорость выхода полимерных нитей 63 а была в 2-6 раз большей (в некоторых воплощениях - в 2-4 раза большей), чем скорость выхода полимерных лент 61а, для обеспечения волнообразной формы полимерных нитей 63а. Для изготовления полимерного сетчатого компонента, показанного на фиг. 7, третья полость 1312с не используется, но данная полость может использоваться для введения в полимерный сетчатый компонент 80 еще одной полимерной композиции.
Последовательность пластин, изображенная на фиг. 21А и 21В, может использоваться для изготовления полимерных сетчатых компонентов, подобных тем, что изображены на фиг. 7, с тем отличием, что они имеют большее количество полимера, экструдируемого из полости 1312b по меньшей мере в одну из кромок полимерной ленты: в верхнюю кромку 66 или нижнюю кромку 68, чем в центральную часть 64а.
На фиг. 22-23 показан монтажный комплект для сборки экструзионной матрицы, составленной из многочисленных повторений базовой последовательности пластин. В одном или более воплощениях экструзионных матриц в соответствии с настоящим изобретением может использоваться большое количество (как правило, несколько тысяч, например, по меньшей мере 1000, 2000, 3000, 4000, 5000, 6000, 7000, 8000, 9000 или даже по меньшей мере 10000) очень тонких пластин различных типов (например, пластин 100, 200 и 300), зажатых между двумя концевыми блоками (например, между блоками 2244а и 2244b). Для сжатия пакета пластин между двумя концевыми блоками 2244а и 2244b могут использоваться болты, пропущенные через отверстия 547 в пластинах. На концевых блоках 2244а и 2244b имеются впускные штуцеры 2250а, 2250b и 2250с соответственно, предназначенные для подачи экструдируемых материалов в экструзионную матрицу 2000. В одном или более воплощениях впускные штуцеры 2250а, 2250b, и 2250с связаны с обычными трубопроводами подачи расплавленных материалов. В одном или более воплощениях в углубления экструзионной матрицы 2000 вставляются нагревательные картриджи 2052, которые позволяют поддерживать требуемую температуру экструдируемого материала, пока он находится в матрице. Сведущим в данной области техники будут очевидны и альтернативные варианты сборки экструзионной матрицы, отличные от данного воплощения. В одном или более воплощениях собранный пакет пластин (зажатый между концевыми блоками и стянутый болтами) дополнительно включает коллектор (не показан), на который могут опираться пластины. Коллектор содержит по меньшей мере один или даже более (например, два, три, четыре или более) трубопроводов, каждый из которых имеет выходное отверстие. Между коллектором и пластинами расположена уплотнительная прокладка, компенсирующая тепловое расширение (например, изготовленная из меди и ее сплавов), и такая прокладка образует часть по меньшей мере одной из полостей (в одном или более воплощениях - часть всех полостей) и обеспечивает прохождение расплавленного материала из трубопровода в полость.
Зажимные блоки 2204 имеют вырез 2206, который входит в зацепление с полочками на пластинах (например, с полочками 590 и 592 на пластине 500). После окончательной сборки монтажного комплекта 2000 зажимные блоки 2204 крепят, например, болтами с шестигранной головкой, к задним стенкам 2208. На фиг. 23 показано аксонометрическое изображение монтажного комплекта 2000, показанного на фиг. 22, в частично собранном виде. На данном чертеже показано несколько пластин (а именно, пластин 500), чтобы показать, как они располагаются внутри монтажного комплекта 2000, однако большинство пластин, образующих собранный пакет экструзионной матрицы, не показано для большей наглядности чертежа.
Любая из пластин в составе базовых последовательностей в соответствии с настоящим изобретением может иметь толщину в диапазоне от 50 микрометров до 500 микрометров, хотя в некоторых воплощениях может быть целесообразным использование пластин с толщиной вне данного диапазона. Для получения каналов и отверстий большего размера могут быть использованы и уложены друг на друга несколько пластин меньшего размера, или могут использоваться одиночные пластины с увеличенной шириной каналов. Пластины, как правило, изготовлены из металла, например, из нержавеющей стали. Для уменьшения эффектов теплового расширения вследствие циклов нагревания и охлаждения металлические пластины, как правило, подвергают термической обработке. Пластины могут быть изготовлены традиционно применяемыми для этого способами, например, способами электроэрозионной резки с проволочным электродом или лазерной резки. Часто одновременно изготавливается множество пластин путем укладки множества листов металла друг на друга и одновременного выполнения в них отверстий в требуемых положениях. Погрешность размеров и положений каналов для текучей среды предпочтительно должна составлять не более, чем 0,025 мм (1×10-3 дюйма), более предпочтительно - не более, чем 0,013 мм (0,5×10-3 дюйма). Пластины плотно сжимают друг с другом, так, чтобы между ними не было зазоров и соответственно, не происходило утечек полимера. Как правило, используют болты диаметром 12 мм (0,5 дюйма) и затягивают их с требуемым моментом при температуре экструзии. Кроме того, пластины должны быть тщательно совмещены друг с другом для обеспечения правильного выхода экструдируемого материала из выпускных отверстий, так как отсутствие должного совмещения может приводить к экструдированию нитей под углом и недостаточному скреплению лент и нитей полимерного сетчатого компонента друг с другом. Как упоминалось выше, для облегчения совмещения пластин друг с другом в пластинах может быть вырезана направляющая канавка, в которую может быть вставлена шпонка. Кроме того, для получения гладкой выпускной поверхности пакета пластин может использоваться вибростол.
Как правило, каналы для текучей среды имеют высоту в диапазоне от 50 микрометров до 3 мм и длину, составляющую менее, чем 5 мм (и предпочтительно, чем меньше толщина канала, тем меньше должна быть и его длина), хотя в некоторых воплощениях могут использоваться каналы, имеющие высоту и длину вне данных диапазонов. Высота первых выпускных отверстий может находиться в диапазоне от 50 микрометров до 3 миллиметров. В одном или более воплощениях высота первых выпускных отверстий составляет более, чем 750 микрометров. В одном или более из таких воплощений высота первых выпускных отверстий находится в диапазоне от более, чем 750 микрометров до 3 мм (например, от 0,775 мм до 3 мм, или от 0,8 мм до 2,6 мм). В одном или более воплощениях высота первых выпускных отверстий и/или вторых выпускных отверстий составляет менее, чем 750 микрометров. В одном или более из таких воплощений высота первых выпускных отверстий и вторых выпускных отверстий находится в диапазоне от 0,1 мм до менее, чем 750 микрометров (например, от 0,3 мм до 0,745 мм, или от 0,5 мм до 0,745 мм).
В одном или более воплощениях экструзионных матриц первые и вторые выпускные отверстия имеют определенную ширину, и отверстия каждого типа разнесены друг от друга на расстояние, по меньшей мере равное ширине данного типа выпускных отверстий, и составляющее вплоть до двойной ширины данного типа выпускных отверстий. Если первые и вторые выпускные отверстия имеют разную ширину, то первые и вторые выпускные отверстия могут быть отделены друг от друга на расстояние, по меньшей мере равное ширине более широких из выпускных отверстий, и составляющее вплоть до двойной ширины более широких из выпускных отверстий. Промежутки между соседними выпускными отверстиями должны быть достаточными, чтобы выдержать требуемое расстояние между соседними нитями на выходе их из матрицы. Данные промежутки должны учитывать тепловое расширение экструзионной матрицы в окрестности выпускной поверхности. Если расстояния между выпускными отверстиями слишком велики, то нити и ленты не будут многократно сходиться друг с другом для образования множества мест скрепления полимерного сетчатого компонента.
В целом, было отмечено, что частота формирования мест скрепления нитей пропорциональна скорости экструдирования полимерных нитей или полимерных лент, а именно, тех из них, что экструдируются с большей скоростью. Кроме того, было отмечено, что данная частота формирования мест скрепления может быть увеличена, например, путем повышения расхода полимера, выходящего через данное выпускное отверстие при постоянном размере отверстия, или путем уменьшения площади выпускного отверстия при постоянном расходе полимера. Было также отмечено, что расстояние между скреплениями обратно пропорционально частоте формирования мест скрепления и обратно пропорционально скорости, с которой полимерный сетчатый компонент отводится от экструзионной матрицы. Таким образом, можно ожидать, что расстояние между скреплениями и поверхностную плотность полимерного сетчатого компонента можно изменять независимо друг от друга путем выбора подходящей площади поперечного сечения выпускного отверстия, скорости отведения полимерного сетчатого компонента от экструзионной матрицы, и расхода, с которым экструдируется полимер. Так, например, полимерные сетчатые компоненты с относительно высокой поверхностной плотностью и относительно коротким шагом между скреплениями могут быть изготовлены путем экструдирования полимера с относительно высоким расходом, при относительно низкой скорости отведения полимерного сетчатого компонента, и при относительно малой площади поперечного сечения второго выпускного отверстия.
В одном или более воплощениях может быть целесообразно, чтобы число полимерных лент, приходящихся на один сантиметр в поперечном направлении, изменялось по ширине полимерного сетчатого компонента. Одним из способов достижения данной цели является приложение растягивающей силы по меньшей мере к части полимерного сетчатого компонента, например, за счет прохождения полотна по изогнутому валику, расходящимся рельсам или расходящимся дискам. После распрямления и растяжения полимера может быть целесообразным закрепление полотна на другом слое (например, на несущем слое абсорбирующего изделия, как будет описано ниже), так, чтобы полотно оставалось в растянутом состоянии. Растяжение в поперечном направлении вызывает увеличение отверстий в полимерном сетчатом компоненте в поперечном направлении по сравнению с исходным размером отдельных отверстий, в то время как исходный размер отверстий в направлении движения в машине, определяемый средним расстоянием в направлении движения в машине между точками контакта полимерных лент с полимерными нитями, сохраняется. В одном или более воплощениях полимерный сетчатый компонент может быть растянут в направлении движения в машине или одновременно в поперечном направлении и направлении движения в машине для формирования отверстий большего размера и/или уменьшения поверхностной плотности и себестоимости полимерного сетчатого компонента. Однонаправленное растяжение полимерного сетчатого компонента в направлении движения в машине, соответствующем направлению длины полимерных лент и полимерных нитей, может быть осуществлено пропусканием полотна через пары валиков с постепенно увеличивающейся скоростью вращения. Способ универсального растяжения термопластического полотна (позволяющий проводить однонаправленное, последовательное двунаправленное или одновременное двунаправленное растяжение), предусматривает использование ширильной машины для плоских пленок. Такая машина захватывает термопластическое полотно по краям множеством зажимов или иных приспособлений, и данные захватные приспособления перемещаются с изменяющейся скоростью по расходящимся направляющим рельсам, что позволяет осуществить однонаправленное, последовательное двунаправленное или одновременное двунаправленное растяжение в требуемых направлениях. Постепенное увеличение скорости перемещения зажимов в направлении движения в машине в целом приводит к растяжению полотна в направлении движения в машине. Однонаправленное и двунаправленное растяжение может быть осуществлено, например, способами и устройствами, описанными в патенте США 7,897,078 (Petersen et al.), а также в публикациях, на которые ссылается данный патент. Ширильные машины для плоских пленок предлагает, например, Bruckner Maschinenbau GmbH (Зигсдорф, Германия).
И хотя в воплощениях, показанных на фиг. 9-21, первые и вторые выпускные отверстия расположены в одну линию, данное требование не является обязательным. В одном или более воплощениях первые выпускные отверстия расположены в одну линию друг с другом, и вторые выпускные отверстия расположены в одну линию друг с другом, но первые и вторые выпускные отверстия не перекрываются друг с другом. Если первые и вторые отверстия не перекрываются друг с другом, может быть целесообразно экструдировать нити горизонтально.
И хотя в воплощениях экструзионной матрицы и способа, описанных выше со ссылками на фиг. 9-21, экструдирование полимерных лент и полимерных нитей производится из раздельных полостей, возможны и прочие воплощение, в которых предусматривается использование экструзионной матрицы, включающей множество пластин, расположенных вплотную друг к другу и в совокупности образующих полость, при этом полученная экструзионная матрица имеет множество первых выпускных отверстий, связанных по текучей среде с данной полостью, и множество вторых выпускных отверстий, связанных по текучей среде с данной полостью, и при этом первые и вторые выпускные отверстия расположены чередующимся образом. В таких воплощениях полимерные ленты экструдируются из первых выпускных отверстий с первой скоростью, и одновременно с этим из вторых выпускных отверстий экструдируются полимерные нити со второй скоростью, и при этом вторая скорость по меньшей мере в 2 раза (в некоторых воплощениях - в 2-4 раза, или в 2-6 раз) превышает первую скорость. Поскольку полость имеется только одна, полимерные ленты и полимерные нити в получаемом полимерном сетчатом компоненте получаются изготовленными из одной и той же полимерной композиции. Для изготовления полимерного сетчатого компонента с помощью экструзионной матрицы, имеющей только одну полость, может использоваться последовательность пластин, подобная показанной на фиг. 44-48 в публикации WO 2013/028654 (Ausen et al.), с тем отличием, что пластины, образующие первые выпускные отверстия, должны иметь отношение высоты к ширине, составляющее по меньшей мере 5:1, для чего может потребоваться удалить ограничитель из выпускного отверстия.
Полимерные композиции, которые могут использоваться для формирования полимерных лент и полимерных нитей полимерных сетчатых компонентов способами, описанными в настоящей заявке, в любых из описанных воплощениях могут быть одинаковыми или отличающимися. В некоторых воплощениях полимерные ленты и полимерные нити включают отличающиеся полимерные композиции. Такие воплощения могут быть получены, например, путем экструдирования отличающиеся полимерных композиций из первой и второй полостей, с использованием любых воплощений способа, описанных в настоящей заявке. Отличающиеся полимерные композиции для формирования полимерных лент и полимерных нитей могут быть выбраны, исходя из их поверхностных или объемных свойств (таких, как, например, предел прочности на растяжение, упругие свойства, структура на микроуровне, цвет, показатель преломления и прочие). Кроме того, полимерные композиции могут быть выбраны таким образом, чтобы они обеспечивали те или иные функциональные свойства полимерного сетчатого компонента, такие, как, например, гидрофильность/гидрофобность, эластичность, мягкость, твердость, жесткость, гибкость или цветовые решения. Термин «отличающиеся», используемый в отношении полимерных композиций, может означать по меньшей мере одно из следующих различий: (а) отличие по меньшей мере на 2% по меньшей мере одного пика в инфракрасной области спектра, (b) отличие по меньшей мере на 2% по меньшей мере одного пика ЯМР, (с) отличие по меньшей мере на 2% среднечисловой молекулярной массы или (d) отличие по меньшей мере на 5% по полидисперсности.
В одном или более воплощениях способа в соответствии с настоящим изобретением полимеры, используемые для получения полимерных лент и полимерных нитей, выбраны таким образом, чтобы они были совместимыми друг с другом, а именно, чтобы полимерные ленты и полимерные нити могли скрепляться друг с другом в областях скреплений. Под скреплением таких материалом подразумевается в основном термические их скрепление, возникающее за счет расплавления материалов и их сплавления друг с другом, и в настоящем изобретении подразумеваются именно такого рода скрепления между полимерными лентами и полимерными нитями. Скрепление происходит в течение относительно короткого периода времени (как правило, в течение менее, чем 1 секунды). Области скреплений на основных поверхностях полимерных лент, а также полимерных нитей, как правило, охлаждаются специально продуваемым воздухом, а также за счет естественной конвекции и/или излучения. При выборе полимеров для формирования полимерных лент и полимерных нитей в одном или более воплощениях может быть целесообразным выбрать такие полимеры для формирования полимерных нитей, которые вступали бы в дипольные взаимодействия (образовывали Н-связи) или образовывали ковалентные связи с полимерным материалом лент. Было замечено, что скрепление между полимерными лентами и полимерными нитями усиливается при повышении времени, в течение которого полимерные ленты и полимерные нити остаются расплавленными, что повышает возможности взаимодействия полимеров друг с другом. Было замечено, что скрепление между полимерными лентами и полимерными нитями в целом усиливается при уменьшении молекулярной массы по меньшей мере одного полимера и/или введении дополнительного сомономера, что уменьшает количество или скорость образования точек кристаллизации.
Примеры полимерных материалов, из которых может быть изготовлен полимерный сетчатый компонент, включают термопластические полимеры. Подходящие термопластические полимеры для изготовления полимерных сетчатых компонентов включают гомополимеры олефинов, например, полиэтилен или полипропилен, сополимеры этилена, пропилена и/или бутилена; сополимеры, содержащие этилен, например, этилен винил ацетат и этилен акриловая кислота; иономеры на основе натриевой или цинковой соли этилен метакриловой кислоты или этилен акриловой кислоты; поливинилхлорид; поливинилиден хлорид; полистиролы и сополимеры стирола (сополимеры стирола и малеинового ангидрида, сополимеры стирола и акрилонитрила); нейлоны; полимеры сложных эфиров, такие, как полиэтилен терефталат, полиэтилен бутират и полиэтилен нафталат; полиамиды, такие, как поли(гексаметилен адипамид); полиуретаны; поликарбонаты; поливиниловый спирт; кетоны, например, структуры полиэфирэфиркетон; полифенилен сульфид; полиакрилаты; полимеры на основе целлюлозы; фторопласты; полисульфоны; кремнийорганические полимеры; и их смеси. Экструзионная матрица и способ, описанные в настоящей заявке, могут использоваться для экструдирования полимерных материалов с последующим формированием перекрестных связей (например, под действием тепла или излучения). При использовании термоотверждаемой смолы экструзионная матрица может быть подогреваемой для инициализации отвердевания смолы, при этом посредством нагревания может также регулироваться вязкость и/или давление смолы в той или иной полости. В некоторых воплощениях по меньшей мере полимерные ленты, или по меньшей мере полимерные нити, или как полимерные ленты, так и полимерные ленты могут быть изготовлены из полиолефина (такого, как, например, полиэтилен, полипропилен, полибутилен, сополимеры этилена, сополимеры пропилена, сополимеры бутилена, сополимеры и смеси таких материалов).
В одном или более воплощениях полимерные ленты являются эластичными, полимерные нити являются эластичными, или как полимерные ленты, так и полимерные нити являются эластичными. Так, например, вторая полимерная композиция может включать термопластические эластомеры, такие, как блок-сополимеры структуры ABA, полиуретановые эластомеры, эластомеры на основе полиолефинов (например, эластомеры на основе металлоцен-полиолефинов), эластомеры на основе полиамидов, эластомеры на основе этилен винилацетата, простые эфиры поливинила, акрилы, особенно содержащие длинноцепочечные алкильные группы, поли-α-олефины, эластомеры, содержащие битум, эластомеры на основе сложных эфиров, а также натуральный каучук. В эластомерах на основе блок-сополимеров структуры ABA блоки А, как правило, являются полистирольными блоками, а блоки В являются конъюгированными диенами (например, низшими алкилен диенами). Блок А, как правило, преимущественно сформирован из замещенных (например, алкилированных) или незамещенных стирольных долей (например, из полистирола, поли(α-метилстирола) или поли(t-бутилстирола)), имеющих среднюю молекулярную массу от примерно 4000 до примерно 50000 г/моль. Блоками В обычно являются конъюгированные диены (например, изопрен, 1,3-бутадиен или этилен-бутиленовые мономеры), которые могут быть замещенными или незамещенными и имеют среднюю молекулярную массу от примерно 5000 до примерно 500000 г/моль. Блоки А и В могут быть составлены в линейную, радиальную или звездообразную конфигурацию. Блок-сополимер структуры ABA может содержать множество блоков А и/или В, которые в свою очередь могут быть сформированы из одинаковых или различных мономеров. Наиболее типичным является использование линейных блок-сополимеров структуры ABA, в которых блоки А могут быть одинаковыми или различными; возможно также использование линейных блок-сополимеров, имеющих более, чем три блока, но на концах преимущественно должны быть расположены блоки А. Многоблочные сополимеры могут содержать определенное количество фракции двухблочного сополимера структуры АВ, что, как правило, обеспечивает наличие в эластомере более клейкой пленки на поверхности. С эластомерами блок-сополимерной структуры могут быть смешаны прочие эластичные полимеры, причем различные эластичные полимеры могут обеспечивать различную степень эластичности.
В продаже имеется множество типов термопластических эластомеров, включая термопластические эластомеры с торговыми наименованиями STYROFLEX от BASF (Флорхэм Парк, штат Нью-Джерси, США), KRATON от Kraton Polymers (Хьюстон, штат Техас, США), PELLETHANE, ENGAGE, INFUSE, VERSIFY и NORDEL от Dow Chemical (Мидлэнд, штат Мичиган, США), ARNITEL от DSM (Хеерлен, Нидерланды), HYTREL от Е. I. duPont de Nemours and Company (Вилмингтон, штат Делавэр, США), VISTAMAXX от ExxonMobil, Irving, штат Техас, США) и другие.
Для изготовления полимерных сетчатых компонентов, описанных в настоящей заявке, могут также использоваться смеси упомянутых выше полимеров. Так, например, для снижения модуля упругости полимерной композиции в эластомер может быть подмешан полиолефин, что может быть целесообразным в некоторых приложениях. Такая смесь может быть эластичной или неэластичной.
В некоторых воплощениях полимерные материалы, из которых изготавливается полимерный сетчатый компонент, могут включать цветовую добавку (например, пигмент или краситель), и это может быть сделано в функциональных целях (например, для создания оптических эффектов) и/или для эстетических целей (например, чтобы материалы имели отличающиеся оттенки/цвета). Подходящими цветовыми добавками являются цветовые добавки, известные в данной области техники и используемые в отношении различных полимерных материалов. Примеры цветов, которые могут быть получены за счет использования цветовых добавок, включают белый, черный, красный, розовый, оранжевый, желтый, зеленый, аквамарин, фиолетовый и синий. В некоторых воплощениях может быть целесообразным, чтобы один или более материалов обладали некоторой степенью непрозрачности. Количества одной или более цветовых добавок, которые необходимо использовать в тех или иных воплощениях, могут быть легко определены сведущими в данной области техники (например, для получения требуемого цвета, тона, непрозрачности, светопропускания или других свойств).
Форма отдельных полимерных лент и полимерных нитей в полимерном сетчатом компоненте в соответствии с настоящим изобретением может зависеть от ряда факторов. Как было описано выше, полимерные нити, высота которых меньше высоты полимерных лент, могут выходить из экструзионной матрицы со скоростью, превышающей скорость полимерных лент, и принимать волнообразную форму. Поэтому в некоторых воплощениях полимерные ленты могут быть в сущности прямыми (в отсутствие растягивающего усилия, приложенного к полимерному сетчатому компоненту), как показано, например, на фиг. 31А, 32А и 33А. Однако, в зависимости от разности высоты полимерных лент и нитей, положения полимерных нитей на основной поверхности полимерных лент и модулей упругости материалов, из которых изготовлены полимерные ленты и полимерные нити, как полимерные ленты, так и полимерные нити могут принимать синусоидальную форму с общей протяженностью в продольном направлении, как показано, например, на фиг. 2. В некоторых воплощениях полимерные ленты могут выходить из экструзионной матрицы со скоростью, превышающую скорость выхода полимерных нитей, и поэтому могут принимать волнообразную форму. В таких воплощениях полимерные нити могут казаться в сущности прямыми (например, в отсутствие растягивающего усилия, приложенного к полимерному сетчатому компоненту).
В одном или более воплощениях та или иная нить из полимерных нитей, или та или иная лента из полимерных лент в составе полимерного сетчатого компонента может включать различные полимерные композиции. Так, например, одна или более полимерных нитей в составе полимерного сетчатого компонента могут иметь сердцевину, изготовленную из одной полимерной композиции, и оболочку, изготовленную из другой полимерной композиции. Такие полимерные сетки могут экструдироваться, как описано в патентной публикации WO 2013/032683 (Ausen et al.). Полимерные сетчатые компоненты, противоположные основные поверхности которых изготовлены из отличающихся полимерных композиций, описаны в патентной заявке 61/779997, поданной 13 марта 2013 года.
Как было описано выше со ссылками на фиг. 8, в одном или более воплощениях полимерные ленты имеют центральную линию, разбивающую основную поверхность соответствующей ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны центральной линии, и при этом первые кромки полимерных лент включают композицию, отличающуюся от композиции вторых кромок полимерных лент. В данном воплощении полимерные нити также имеют центральную линию, разбивающую основную поверхность соответствующей нити на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, и при этом первые кромки полимерных нитей включают композицию, отличающуюся от композиции вторых кромок полимерных нитей. Полимерный сетчатый компонент, подобный полимерному сетчатому компоненту 90, изображенному на фиг. 8, может быть изготовлен, например, с помощью последовательности пластин 3000, показанных на фиг. 27А и 27В. На фиг. 27А и 27В приведено аксонометрическое изображение последовательности пластин, включающей пластины 3100, 3200, и 3300.
На фиг. 24 показан вид в плане пластины 3100. Пластина 3100 имеет первое отверстие 3110а, второе отверстие 3110b, третье отверстие 3110 с и четвертое отверстие 3110d. Когда пластина 3100 собрана с другими пластинами, как показано на фиг. 27А и 27В, первое отверстие 3110а участвует в формировании первой полости 3012а, второе отверстие 3110b участвует в формировании второй полости 3012b, третье отверстие 3110с участвует в формировании третьей полости 3012с, и четвертое отверстие 3110d участвует в формировании четвертой полости 3012d. Как будет более подробно описано ниже, из расплавленного полимера, находящегося в полостях 3012а и 3012d, могут экструдироваться полимерные ленты 91, имеющие два слоя 91а и 91b, и из расплавленного полимера, находящегося в полостях 3012b и 3012с, могут экструдироваться полимерные нити 93, имеющие два слоя 93а и 93b, как показано на фиг. 8.
Пластина 3100 имеет набор отверстий 3147, через которые могут, например, проходить болты для стяжки пластины 3100 с другими пластинами при сборке их в пакет. Пластина 3100 имеет выпускное отверстие 3156 на выпускной поверхности 3167. На первый взгляд может показаться, что нет каналов связи между отверстиями 3110а и 3110d и выпускным отверстием 3156, в частности, каналы 3168а и 3168d не обеспечивают такой связи, но на самом деле существуют каналы 3068а и 3068d, расположенные перпендикулярно плоскости пластины и образующиеся при полной сборке последовательности пластин, как показано на фиг. 27А. Подобно пластине 100, выпускная поверхность 3167 пластины 3100 имеет направляющую канавку 3180, идентификационную выемку 3182 и полочки 3190 и 3192.
На фиг. 25 показан вид в плане пластины 3200. Пластина 3200 имеет первое отверстие 3210а, второе отверстие 3210b, третье отверстие 3210с и четвертое отверстие 3210d. Когда пластина 3200 собрана с другими пластинами, как показано на фиг. 27А и 27 В, первое отверстие 3210а участвует в формировании первой полости 3012а, второе отверстие 3210b участвует в формировании второй полости 3012b, третье отверстие 3210с участвует в формировании третьей полости 3012с, и четвертое отверстие 3210d участвует в формировании четвертой полости 3012d. Подобно пластине 3100, пластина 3200 имеет выпускную поверхность 3267, и в данном воплощении выпускная поверхность 3267 имеет направляющую канавку 3280. Кроме того, аналогично пластине 3100, пластина 3200 имеет полочки 3290 и 3292. В данной пластине нет каналов, связывающих какую-либо из полостей с выпускной поверхностью 3267, то есть, данная пластина образует область по ширине экструзионной матрицы, в которой нет выпуска материала. Как и в воплощении, показанном на фиг. 8, одна или более пластин 3200 могут использоваться для разнесения пластин 3100, формирующих полимерные ленты 91, от пластин 3300, формирующих полимерные нити 93.
На фиг. 26 показан вид в плане пластины 3300. Пластина 3300 имеет первое отверстие 3310а, второе отверстие 3310b, третье отверстие 3310с и четвертое отверстие 3310d. Когда пластина 3300 собрана с другими пластинами, как показано на фиг. 27А и 27В, первое отверстие 3310а участвует в формировании первой полости 3012а, второе отверстие 3310b участвует в формировании второй полости 3012b, третье отверстие 3310с участвует в формировании третьей полости 3012с, и четвертое отверстие 3310d участвует в формировании четвертой полости 3012d. Аналогично пластине 3100, пластина 3300 имеет выпускную поверхность 3367, и в данном воплощении выпускная поверхность 3367 имеет направляющую канавку 3380 и идентификационную выемку 3382. Кроме того, аналогично пластине 3100, пластина 3300 имеет полочки 3390 и 3392. Пластина 3300 имеет выпускное отверстие 3356 на выпускной поверхности 3367. На первый взгляд может показаться, что нет каналов связи между отверстиями 3010b и 3010с и выпускным отверстием 3356, в частности, каналы 3368а и 3368d не обеспечивают такой связи, но на самом деле существуют каналы, идущие перпендикулярно плоскости пластины и образующиеся при полной сборке последовательности пластин, как показано на фиг. 27А.
На фиг. 27А и 27В приведено аксонометрическое изображение последовательности пластин, совокупно обозначенной номером позиции 3000 и включающей пластины, изображенные на фиг. 24-26, и с помощью данной последовательности пластин может быть изготовлен полимерный сетчатый компонент 90, показанный на фиг. 8. А именно, как показано на фиг. 27В, последовательность 3000 включает (слева направо) четыре пластины 3200, четыре пластины 3300, через которые экструдируются полимерные нити 93, четыре пластины 3200, и две пластины 3100, через которые экструдируются полимерные ленты 91. Выпускные отверстия 3001 и 3003 разнесены друг от друга с помощью пластин 3200, что обеспечивает разнесение полимерных лент 91 и полимерные нитей 93 в полимерном сетчатом компоненте 90. Каждое из первых выпускных отверстий 3001 имеет отношение высоты h3001 к ширине w3001, составляющее по меньшей мере 3:1 (в некоторых воплощениях - по меньшей мере 5:1, 8:1, 10:1, 11:1, 15:1, 20:1, 30:1 или 40:1). Как показано на фиг. 27В, шириной первых выпускных отверстий может считаться ширина двух пластин 3100. Как и в воплощении, показанном на фиг. 12В, высота h3001 первых выпускных отверстий 3001 по меньшей мере в 2, 2,5, 3, 5, 10 или 20 раз превышает высоту h3003 вторых выпускных отверстий. В данном воплощении по меньшей мере первые выпускные отверстия 3001 имеют соответствующие первые преддверия, и экструзионная матрица включает первый канал 3168а для текучей среды, протяженный между первой полостью 3012а и одним из первых преддверий, и четвертый канал 3168d для текучей среды, протяженный между четвертой полостью и тем же самым преддверием, таким образом, что область, в которой первый канал 3168а для текучей среды впадает в первое преддверие, расположена под областью впадения четвертого канала 3168d в первое преддверие. Экструзионная матрица включает также каналы для текучей среды, протяженные от одной из полостей внутри экструзионной матрицы ко вторым выпускным отверстиям. В данном воплощении вторые выпускные отверстия 3003 имеют соответствующие вторые преддверия, и экструзионная матрица включает второй канал 3168b для текучей среды, протяженный между второй полостью 3012b и одним из вторых преддверий, и третий канал 3168с для текучей среды, протяженный из третьей полости 3012с в то же самое преддверие таким образом, что область, в которой второй канал 3168b для текучей среды впадает во вторые преддверия, расположена под областью впадение третьего канала 3168с во вторые преддверия.
В других воплощениях, в которых первые кромки полимерных лент включают композицию, отличающуюся от композиции, содержащейся во вторых кромках полимерных лент, поверхность полимерного сетчатого компонента может быть подвергнута обработке поверхностно-активным веществом (например, его содержание может составлять от примерно 0,05 до примерно 0,5 процента по весу). При этом используемое поверхностно-активное вещество может быть внутренней добавкой в полимерную композицию, мигрирующей затем на ее поверхность, или оно может наноситься на изготовленный полимерный сетчатый компонент любыми традиционно используемыми способами (например, распылением, печатью, погружением или кистью). В соответствии с потребностями приложения, для придания требуемой степени смачиваемости и гидрофильности по меньшей мере одной из частей полимерного сетчатого компонента (например, вторым частям 91b и 93b, показанным на фиг. 8) могут быть выбраны полимерные композиции, которые являются гидрофильными, или в которые включено поверхностно-активное вещество, или, например, поверхностно-активное вещество может быть нанесено на одну из основных поверхностей полимерного сетчатого компонента.
В любом из воплощений полимерного сетчатого компонента из описанных выше или изготовленных способом в соответствии с настоящим изобретением расстояние между местами скреплений может составлять от 0,5 мм до 20 мм (в некоторых воплощениях - от 0,5 мм до 10 мм). Кроме того, полимерный сетчатый компонент в соответствии с любым из упомянутых выше воплощений или изготовленный способами, описанными в настоящей заявке, может иметь плотность на единицу площади, составляющую от 5 г/м2 до 750 г/м2 (в некоторых воплощениях - от 5 г/м2 до 400 г/м2 или 10 г/м2 до 200 г/м2). В различных воплощениях настоящего изобретения полимерный сетчатый компонент может иметь толщину до 4 мм (в некоторых воплощениях - до 3,5 мм, 3 мм, 2 мм, 1 мм, 0,75 мм, или менее, чем 0,75 мм; от 10 микрометров до 4 мм, от 10 микрометров до 3,5 мм, от 10 микрометров до 3 мм, от 10 микрометров до 2 мм, от 10 микрометров до 1 мм, от 10 микрометров до 750 микрометров, от 10 микрометров до менее, чем 750 микрометров, от 10 микрометров до 749 микрометров, от 10 микрометров до 700 микрометров, или от 10 микрометров до 650 микрометров.
Полимерный сетчатый компонент в соответствии с настоящим изобретением, и/или изготовленный в соответствии с настоящим изобретением, может, например, использоваться в абсорбирующих изделиях. Соответственно, в настоящем изобретении предлагается абсорбирующее изделие, включающее полимерный сетчатый компонент в соответствии с настоящим изобретением. Абсорбирующие изделия для личной гигиены и ухода, такие, как подгузники, подгузники-трусы, урологические изделия для взрослых, изделия женской гигиены (например, гигиенические прокладки и прокладки на каждый день), а также перевязочные материалы (например, перевязочные материалы для ран и бандажи) часто изготавливают имеющими обращенный к поверхности кожи и проницаемый для текучей среды верхний лист, обращенный к одежде и непроницаемый для текучей среды тыльный лист, а также расположенную между ними абсорбирующую сердцевину. Одно из воплощений абсорбирующего изделия 3400 в соответствии с настоящим изобретением в разобранном виде схематически показано на фиг. 28. В абсорбирующих изделиях в соответствии с настоящим изобретением абсорбирующая сердцевина 3460, как правило, расположена между полимерным сетчатым компонентом и тыльным листом 3440. Полимерный сетчатый компонент может использоваться, например, в качестве верхнего листа 3410 или слоя 3480 приема/распределения. В показанном воплощении полимерный сетчатый компонент образует верхний лист 3410. Полимерный сетчатый компонент, используемый в качестве слоя 3480 приема распределения, может быть также расположен между абсорбирующей сердцевиной 3460 и тыльным листом 3440 или внутри абсорбирующей сердцевины 3460 (например, между двумя листами 3490 тканого материала).
Полимерный сетчатый компонент в соответствии с настоящим изобретением наиболее эффективно может использоваться в качестве верхнего листа абсорбирующего изделия. Как показано на фиг. 28, верхний лист 3410 является слоем, обращенным к коже пользователя и соответственно первым слоем, на который попадают жидкие и прочие выделения организма. Верхний лист, как правило, должен выполнять несколько задач: удерживать абсорбирующий материал внутри изделия, быстро пропускать текучие среды к абсорбирующей сердцевине, обеспечивать удобную поверхность контакта с кожей, не вызывающую раздражения кожи, и предотвращать выход поглощенных текучих сред из изделия и попадание их на кожу. Полимерный сетчатый компонент, используемый в качестве верхнего листа 3410 гигиенического изделия, может иметь любую из конфигураций, показанных на фиг. 1-4 и 8. При данных конфигурациях каждая из полимерных лент 1 имеет центральную линию 4, разбивающую первую основную поверхность 2 на равные части, и первую и вторую кромки 6, 8, расположенные симметрично по противоположные стороны центральной линии 4, при этом полимерная нить 3 прикреплена к первой основной поверхности 2 ближе к первой кромке 6, чем ко второй кромке 8. Иными словами, как показано на фиг. 3, все полимерные нити 33 расположены ближе к первым краям полимерных лент 31, 41, в результате чего как полимерные ленты, так и полимерные нити могут находиться в контакте с абсорбентом 47. Такая конфигурация обеспечивает повышенную площадь поверхности одной из сторон полимерного сетчатого компонента 40, которая может использоваться для адгезивного крепления полимерного сетчатого компонента к абсорбенту. Однако в других воплощениях более целесообразной может быть конфигурация, показанная на фиг. 5-7.
Приведенные ниже примеры показывают, что в различных воплощениях, при любой из конфигураций, показанных на фиг. 1-7, полимерный сетчатый компонент обладает по меньшей мере одним из следующих свойств: способен быстро принимать текучую среду, направляет текучую среду в направлении движения материала в машине, эффективно препятствует намоканию кожи от текучих выделений организма, поглощенных изделием, обеспечивает сухую на ощупь поверхность, обращенную к коже, даже после воздействия на нее текучих сред, и благодаря гибкости лент оказывает чистящее действие в отношении кожи, реагируя на естественные движения тела, и соответственно обеспечивает более сухую и более чистую поверхность кожи носящего данное абсорбирующее изделие, в котором используется данный материал верхнего листа нового типа.
Как показано на фиг. 28, в абсорбирующем изделии 3400 в соответствии с настоящим изобретением тыльный лист 3440, иногда именуемый также наружным покровным листом, является слоем, наиболее удаленным от поверхности тела носящего. Тыльный лист, как правило, выполнен из тонкой термопластической пленки (например, из полиэтиленовой пленки), в сущности непроницаемой для текучей среды. Основной функцией тыльного листа является предотвращение намокания или загрязнения одежды носящего, постельного белья или прочих объектов, контактирующих с абсорбирующим изделием, от текучих выделений организма, поглощенных абсорбирующей сердцевиной. Для изготовления тыльного листа абсорбирующего изделия в соответствии с настоящим изобретением может использоваться большое разнообразие материалов. Так, например, тыльный лист может включать полиэтиленовую пленку (например, имеющую исходную толщину от примерно 0,5×10-3 дюйма (0,012 мм) до примерно 5,0×10-3 дюйма (0,12 мм)), тканое или нетканое полотно, изготовленное или обработанное таким образом, чтобы оно имело требуемый уровень непроницаемости для жидкостей, ламинат из тканого или нетканого материала с термопластической пленкой или микропористый «дышащий» материал, то есть, проницаемый для паров или газов и в сущности непроницаемый для жидкостей. Пленки, используемые в составе тыльных листов, могут иметь рельефную и/или матовую поверхность для придания им более привлекательного эстетического вида.
В абсорбирующем изделии в соответствии с настоящим изобретением абсорбирующая сердцевина (например, 3460 на фиг. 28), как правило, включает натуральный, синтетический или модифицированный натуральный органический полимер, который может поглощать и удерживать жидкости (в частности, жидкости на водной основе). В одном или более воплощениях в полимере выполнены перекрестные связи. Выражение «выполнены перекрестные связи» означает, что полимер может быть подвергнут любым воздействиям, эффективно превращающим материалы, обычно водорастворимые, в нерастворимые, но набухающие в воде материалы. Такие абсорбирующие материалы, как правило, могут быстро поглощать жидкости и удерживать их, как правило, не выделяя их даже при наличии небольших внешних воздействий. Размеры и абсорбирующая емкость абсорбирующего изделия, как правило, выбираются в соответствии с размерами тела потенциальных пользователей и ожидаемым количеством поглощаемой жидкости при использовании изделия по назначению. Подходящими могут быть различные абсорбенты, например, целлюлозные материалы (например, вспушенная древесная пульпа), гидрофильные синтетические волокна, выдуваемые из расплава, суперабсорбирующие полимеры, абсорбенты из вспененных акриловых материалов (примеры таких вспененных материалов описаны в патенте США 5,817,704 (Shiveley et al.), а также в других публикациях, упомянутых в настоящей заявке, и такие материалы могут быть получены, например, полимеризацией эмульсий с высоким содержанием газовой фазы), а также любые их комбинации. Абсорбирующие материалы могут быть расположены в виде зон, и композиции, из которых изготовлены абсорбирующие материалы в различных зонах, могут быть выбраны таким образом, чтобы жидкости отводились от места их первоначального попадания на изделие к более удаленным местам для их хранения. В некоторых воплощениях абсорбирующая сердцевина может включать один или более листов 3490 из в сущности гидрофильных тканых материалов, способствующих сохранению абсорбирующей сердцевиной своей структурной целостности. Один или более тканых листов (в том числе может использоваться и один тканый лист, обернутый вокруг абсорбирующей сердцевины и тем самым образующий две основные поверхности абсорбирующей сердцевины) может включать абсорбирующий целлюлозный материал (например, крепированную вату или другой листовой материал, обладающий высокой прочностью во влажном состоянии). В одном или более воплощениях лист из тканого материала может обеспечивать быстрое распределение жидкости по абсорбирующей сердцевине. В таких воплощениях лист на тканевой основе может считаться слоем распределения, отводящим жидкости от места их первоначального попадания на изделие в предусмотренные места их хранения.
Некоторые абсорбирующие изделия включают слой 3480 приема, который может способствовать быстрому приему жидкости, поступающей в изделие, а также ее поглощению, удержанию, отведению, или может иным образом взаимодействовать с жидкостью, предотвращая ее вытекание из абсорбирующего изделия. Слой приема иногда может также именоваться слоем пикового приема или слоем переноса. Слой приема, как правило, может обеспечивать быстрый прием текучих выделений организма в количестве от примерно 60 до 100 мл, поступающих с расходом от примерно 5 до 20 мл/с, что типично, например, для малых детей. Слой приема, как правило, расположен непосредственно под тыльным листом, то есть, примыкает к поверхности тыльного листа, противоположной поверхности, обращенной к коже пользователя. Для формирования слоя приема могут использоваться различные тканые и нетканые материалы, а также вспененные материалы. Слой приема может быть в сущности выполнен из гидрофобного материала, который может быть дополнительно обработан поверхностно-активным веществом или иным образом для придания ему требуемой степени смачиваемости и гидрофильности. В некоторых воплощениях слой 3480 приема может иметь в целом постоянную толщину и площадь поперечного сечения. Полимерный сетчатый компонент в соответствии с настоящим изобретением может использоваться для изготовления слоя приема, используемого в комбинации с обычным верхним листом (например, выполненным из нетканого материала или перфорированной пленки, как было описано выше), или для изготовления верхнего листа, используемого в комбинации с обычным слоем приема, или, в некоторых воплощениях, в качестве альтернативны как обычному верхнему листу, так и слою приема. При этом использование полимерного сетчатого компонента в соответствии с настоящим изобретением в качестве верхнего листа может устранять необходимость в использовании слоя приема.
При сборке абсорбирующего изделия в соответствии с настоящим изобретением могут использоваться любые подходящие способы крепления, традиционно применяемые в данной области техники. Так, например, полимерный сетчатый компонент в соответствии с настоящим изобретением, используемый в качестве верхнего листа 3410, может быть прикреплен к абсорбирующей сердцевине 3460 или к слою 3480 приема (если таковой используется) по меньшей мере одним из следующих способов: адгезивное скрепление (с использованием, например, клеев на водной основе, клеев на основе органических растворителей или термически активируемых адгезивов), термическое скрепление, ультразвуковое скрепление, перфорация иглами или штырями. Полимерный сетчатый компонент в соответствии с настоящим изобретением, используемый в качестве слоя 3480 приема, может быть прикреплен к обычному верхнему листу и абсорбирующей сердцевине 4060 также с использованием любого из данных способов. При использовании адгезивного скрепления количество адгезива должно быть достаточным для обеспечения требуемой прочности скрепления, не создавая при этом чрезмерных препятствий потоку жидкости, поступающей в абсорбирующую сердцевину 4060.
Полимерный сетчатый компонент, используемый в качестве верхнего листа абсорбирующего изделия, может устранять некоторые недостатки материалов, традиционно используемых в качестве верхних листов. Верхние листы подгузников, изделий для страдающих недержанием мочи и женских гигиенических прокладок, как правило, изготавливаются из двух основных типов материалов: нетканые материалы и перфорированные пленки. Достоинством нетканых материалов является то, что они являются мягкими на ощупь, близкими по ощущению к тканям. Нетканые материалы могут быть сделаны гидрофильными (например, путем их обработки поверхностно-активным веществом) для обеспечения быстрого переноса жидкостей через данный нетканый материал к абсорбенту. Однако, с другой стороны, гидрофильные материалы могут вызывать у пользователя ощущение повышенной влажности кожи из-за небольших количеств жидкости, остающихся в материале. Остатки текучих сред в нетканом материале делают текучую среду более заметной, что также нежелательно. Некоторые гидрофильные материалы имеют также тенденцию направлять текучие среды к латеральным краям изделия, что может вызвать утечки текучих сред через данные края. Для обеспечения ощущений мягкости и сухости нетканого верхнего листа его материал иногда изготавливают из гидрофобных волокон. Использование гидрофобных волокон, как правило, обеспечивает ощущение более сухого состояния кожи, но, с другой стороны, гидрофобные волокна могут не позволять текучим средам быстро проходить вовнутрь абсорбирующего изделия. Иногда гидрофобные волокна вызывают разлив текучей среды по поверхности абсорбирующего изделия, что также может привести к утечкам. Преимуществом использования перфорированных пленок в качестве верхних листов абсорбирующих изделий является то, что их поверхность остается относительно сухой и чистой после прохождения текучих выделений организма через слой пленки и далее вовнутрь абсорбирующего изделия. Недостатком верхних листов на основе пленок является то, что они не обеспечивают той степени мягкости и комфорта, которую обеспечивают верхние листы из нетканых материалов.
Структура полимерного сетчатого компонента в соответствии с настоящим изобретением, используемого в конструкции абсорбирующего изделия (а именно, в данной структуре имеются полимерные ленты, разнесенные друг от друга посредством полимерных нитей, значительно превосходящих их по длине), образует множество каналов для прохождения воздуха вдоль длины полимерных лент, и данные каналы позволяют воздуху циркулировать между абсорбентом и кожей носящего, несмотря даже на то, что первые кромки полимерных лент, дистальные по отношению к абсорбенту, находятся в контакте с кожей пользователя. Данные каналы, которых нет в традиционно используемых материалах верхних листов, могут обеспечивать ощущение сухости и комфорта. Первые кромки полимерных лент, расположенные выше полимерных нитей, могут свободно изгибаться под действием усилий, приложенных к ним в латеральном направлении (например, при совершении телодвижений пользователем). Гибкость полимерных лент повышает ощущение их мягкости со стороны кожи пользователя. Можно также ожидать, что способность полимерных лент изгибаться обеспечивает их чистящее действие при небольших смещениях абсорбирующего изделия относительно кожи пользователя. Когда первые кромки полимерных лент находятся в контакте с кожей пользователя, небольшие телодвижения пользователя (например, при ходьбе) могут вызывать выгиб полимерных лент, в результате чего полимерные ленты будут вступать в контакт с каплями жидкости на коже носящего и затягивать их вниз, к абсорбенту. То есть, полимерные ленты будут работать, как миниатюрные губки, удаляющие жидкость с поверхности кожи.
Кроме того, как показано в таблице 1 и описано в разделе «Примеры» ниже, структура полимерного сетчатого компонента в соответствии с настоящим изобретением, используемого в конструкции абсорбирующего изделия (а именно, в данной структуре имеются полимерные ленты, разнесенные друг от друга посредством полимерных нитей, значительно превосходящих их по длине), позволяет распределить текучие среды в абсорбирующем изделии в направлении его длины в значительно большей степени, чем это имеет место в обычном абсорбирующем изделии. Более эффективное распределение текучих сред предотвращает их утечки из абсорбирующего изделия.
При использовании полимерных сетчатых компонентов в соответствии с настоящим изобретением и/или изготовленных способами, описанными в настоящем документе, может быть целесообразным иметь полимерные ленты, разнесенные друг от друга в одной части абсорбирующего изделия в большей степени, чем в другой части абсорбирующего изделия (что может быть достигнуто, например, за счет использования способов, описанных в настоящей заявке). Для того, чтобы полимерный сетчатый компонент оставался в расправленном состоянии, целесообразно прикрепить его к абсорбирующему или какому-либо другому слою изделия. Локальное растяжение полимерного сетчатого компонента в большей или меньшей степени в тех или иных местах позволяет, например, обеспечить различную скорость приема жидкости в окрестности центральной латеральной оси и в областях ближе к латеральным краям изделия (или другие отличия данных областей). Однако в некоторых воплощениях может быть целесообразным равномерно расправить полимерный сетчатый компонент по всей его ширине в направлении поперек движения в машине.
Полимерные композиции, выбранные для формирования полимерных лент и полимерных нитей полимерного сетчатого компонента абсорбирующего изделия, могут быть гидрофильными или гидрофобными, в соответствии с потребностями приложения. К композициям полимерных лент и/или полимерных нитей могут быть добавлены дополнительные модификаторы (например, поверхностно-активные вещества) для изменения их гидрофильности и/или настройки прочих характеристик взаимодействия полимерного сетчатого компонента с жидкостями. Так, например, полимерные ленты могут быть сделаны относительно гидрофильными для более быстрого проникновения текучих сред через полимерный сетчатый компонент, в то время как полимерные нити могут быть сделаны гидрофобными для сведения к минимуму выхода поглощенных текучих сред на поверхность изделия. Кроме того, для тонкой настройки характеристик гидрофильности полимерного сетчатого компонента могут использоваться различные варианты его конструкции, в том числе показанные на фиг. 6 и 8. Так, например, в конструкции, показанной на фиг. 6, при которой полимерный сетчатый компонент расположен на абсорбирующем изделии таким образом, что полимерные ленты 71 являются протяженными от абсорбента, а полимерные ленты 81 находятся в контакте с абсорбентом, полимерные ленты 71 могут быть гидрофильными, что способствует затягиванию текучих сред в абсорбент, а полимерные ленты 81 могут быть сделаны гидрофильными для сведения к минимуму выхода поглощенных текучих сред на поверхность изделия. В воплощении, показанном на фиг. 8, полимерный сетчатый компонент 90 расположен на абсорбенте таким образом, что вторые части полимерных лент и полимерных нитей 91b и 93b находятся в контакте с абсорбентом, могут быть сделаны гидрофильными первые части 91а по меньшей мере полимерных лент могут быть гидрофильными, что способствует затягиванию текучих сред в абсорбент, а вторые части 91b и/или 93b полимерных лент и/или полимерных нитей соответственно могут быть сделаны гидрофобными для сведения к минимуму выхода поглощенных текучих сред на поверхность изделия. В некоторых воплощениях может быть целесообразным обратное соотношение характеристик гидрофильности, а именно, когда полимерные ленты или их части, протяженные от абсорбента в сторону кожи носящего, являются более гидрофобными, чем полимерные ленты, нити или их части, расположенные в непосредственной близости к абсорбенту. Могут также использоваться и более сложные комбинации, например, градиенты гидрофильности полимерного сетчатого компонент. Использование градиентов гидрофильности и гидрофобности может также использоваться и в других приложениях полимерного сетчатого компонента в соответствии с настоящим изобретением, например, в изделиях, не включающих абсорбента.
Полимерный сетчатый компонент в соответствии с настоящим изобретением может также использоваться, как часть чистящего устройства, например, салфетки или губки. Чистящее действие полимерных лент, описанное выше на примере их функционирования в абсорбирующих изделиях, делает также возможным использование полимерных сетчатых компонентов в соответствии с настоящим изобретением для чистки твердых поверхностей. Обычные чистящие салфетки во многих случаях слишком близко прилегают к очищаемой поверхности, и соответственно загрязнение снимает только передний край салфетки. Описано множество различных способов, как сделать те или иные части чистящей салфетки более приподнятыми, а также предложены чистящие салфетки с углублениями, позволяющими более эффективно собирать грязь, захватывая и удерживая ее по всей рабочей поверхности салфетки (см., например, патент США 7,757,334 (Patel et al.), a также патентные публикации США 2007-0136967 (Tochacek et al.) и 2009-0144923 (Tuman et al)). Можно ожидать, что первые кромки полимерных лент, расположенные на рабочей поверхности чистящей салфетки, будут эффективно подбирать грязь, а каналы в полимерном сетчатом компоненте будут способствовать отведению грязи к поверхности их хранения внутри салфетки или губки.
Полимерные сетчатые компоненты в соответствии с настоящим изобретением могут также использоваться в качестве, например, эластичных перевязочных материалов. Такие материалы могут, например, использоваться в приложениях, связанных с медициной и спортом. Так, например, полимерный сетчатый компонент в соответствии с настоящим изобретением может использоваться для компрессионной терапии, а именно, в приложениях, в которых необходимо приложить внешнее давление к участкам сосудов для повышения интерстициального давления. Достигаемое усиление венозного кровотока и снятие связанных с недостаточным кровотоком симптомов (например, трофических язв и отеков) делает компрессионную терапию важным компонентом лечения болезней вен и лимфы. Пример использования полимерного сетчатого компонента в соответствии с настоящим изобретением в составе перевязочного материала 3500 показан на фиг. 29. Сетчатая структура перевязочного материала 3500 обеспечивает возможность его растяжения в двух направлениях и делает его в высокой степени «дышащим». Бинт из такого материала может быть закреплен любым подходящим средством (например, с помощью адгезива или механических средств крепления).
Полимерные сетчатые компоненты, которые могут использоваться в качестве перевязочных материалов, могут иметь любые из конфигураций, показанных на фиг. 1-8. Когда полимерные ленты полимерных сетчатых компонентов в соответствии с любым из воплощений настоящего изобретения находятся в контакте с кожей носящего, части полимерных лент, расположенные выше полимерных нитей, могут свободно изгибаться под действием усилий, приложенных к верхним частям данных лент в латеральном направлении. Иными словами, концы полимерных лент могут сгибаться вокруг полимерных лент. Можно ожидать, что благодаря возможности такой деформации полимерных лент под действием микромышечных движений носящего такой бинт будет более комфортным, чем обычные эластичные бинты, не обладающие таким свойством. Возможность полимерных лент изгибаться делает такого типа эластичный бинт более мягким и губчатым на ощупь.
Более того, при использовании полимерного сетчатого компонента в соответствии с любым из воплощений настоящего изобретения в качестве перевязочного бинта и при наложении его в качестве повязки полимерные ленты на одной из основных поверхностей полимерного сетчатого компонента могут перекладываться с полимерными лентами на противоположной основной поверхности полимерного сетчатого компонента. При определенном выборе материалов, используемых для изготовления полимерного сетчатого компонента, перекладывающиеся ленты могут проявлять адгезию друг к другу и могут способствовать закреплению повязки на теле носящего. Таким свойством могут обладать, например, конструкции, показанные на фиг. 5 и 6 (см. также примеры 2-4 ниже).
В воплощениях, в которых полимерные ленты и полимерные нити имеют разный цвет, бинт, изготовленный из такого полимерного сетчатого компонента, может иметь уникальный внешний вид. Так, например, на фиг. 29 показано воплощение настоящего изобретения, в котором полимерный сетчатый компонент используется в качестве эластичного бинта, наложенного на голеностопный сустав. Использование полимерных лент, цвет которых отличается от цвета полимерных нитей, может давать радужный эффект, при котором цвет бинта кажется разным под разными углами зрения. Так, в одном или более воплощениях полимерного сетчатого компонента в соответствии с настоящим изобретением, используемого в качестве перевязочного материала, полимерные ленты имеют цвет, отличный от цвета полимерных нитей. Если в полимерном сетчатом компоненте присутствуют полимерные ленты различных типов, как, например, 31 и 41, или 71 и 81, как в воплощениях, показанных на фиг. 3 и 6 соответственно, то может быть целесообразным использование полимерных лент отличающихся цветов.
Так, например, в воплощении, показанном на фиг. 6, для изготовления полимерных лент 71, полимерных нитей 73 и полимерных лент 81 могут использоваться полимеры трех разных цветов. При рассмотрении полимерного сетчатого компонента 70 со стороны полимерных лент 71 будет казаться, что преобладающим цветом полимерного сетчатого компонента 70 является цвет полимерных лент 71. При рассмотрении полимерного сетчатого компонента 70 со стороны полимерных лент 81 будет казаться, что преобладающим цветом полимерного сетчатого компонента 70 является цвет полимерных лент 81, а при рассмотрении полимерного сетчатого компонента на уровне средней линии (как это схематически показано на фиг. 6) могут быть видны все три цвета.
В некоторых приложениях полимерный сетчатый компонент в соответствии с настоящим изобретением и/или изготовленный способом, описанным в настоящей заявке, может использоваться, например, как разделитель между фильтрующими слоями фильтрующих элементов, и/или для обеспечения жесткости и опоры для фильтрующей среды. В некоторых воплощениях может использоваться несколько слоев полимерного сетчатого компонента, из которых каждый расположен таким образом, чтобы обеспечить оптимальную фильтрацию. Кроме того, в некоторых воплощениях эластичность полимерного сетчатого компонента в соответствии с настоящим изобретением может использоваться для компенсации набухания фильтра по мере накопления в нем загрязнителей.
В дополнение к описанным выше приложениям, полимерные сетчатые компоненты в соответствии с настоящим изобретением и/или изготовленные способами, описанными в настоящей заявке, могут использоваться во многих других приложениях, включающих ремешки крепления и лицевые уплотнения респираторов, поверхностный слой хирургических простыней и халатов, литые набивочные материалы, ленты (в том числе для медицинских приложений), изделия для борьбы с насекомыми (например, противомоскитные сетки), геотекстильные материалы (например, противоэрозионные материалы), водо/паропроницаемые материалы для одежды, армирование нетканых материалов (например, бумажных полотенец), самонабухающие изделия (например, для упаковки), в которых толщина полимерного сетчатого компонента увеличивается при его растяжении за счет использования полимерных лент и полимерных нитей, имеющих сильно различающиеся модули упругости, покрытия для полов (например, коврики и временные покрытия), поверхности захвата (например, в инструментах и спортивных тренажерах), а также адгезивы, наносимые в виде структуры.
В одном или более воплощениях полимерный сетчатый компонент в соответствии с настоящим изобретением и/или изготовленный способом в соответствии с настоящим изобретением присоединен к носителю для удобства обращения с ним и/или для формирования ламината, что может требоваться в том или ином приложении. Полимерный сетчатый компонент может быть присоединен к носителю различными способами, например, ламинированием (в частности, ламинированием при экструзии), адгезивами (например, адгезивами, чувствительными к давлению) или другими способами крепления (например, ультразвуковым скреплением, скреплением под давлением или поверхностным скреплением).
Носитель может быть сплошным (то есть, не имеющим проходящих через него отверстий) или не сплошным (например, содержащим перфорацию или сквозные отверстия). Носитель может включать множество подходящих материалов, включая тканые полотна, нетканые полотна (например, полотна типа спанбонд, спанлейс, полотна аэродинамической укладки, полотна из волокон, выдуваемых из расплава, скрепленные кардованные полотна), текстильные материалы, пластические пленки (например, однослойные или многослойные пленки, соэкструдированные пленки, пленки из материалов, ламинированных «бок о бок», или пленки, включающие слои вспененных материалов) и их комбинации. В некоторых воплощениях носитель является волокнистым материалом (например, тканым, нетканым или вязаным материалом). Примеры материалов, подходящих для формирования термопластических пленок или термопластических волокон для волокнистого носителя включают полиолефины (например, полиэтилен, полипропилен, полибутилен, сополимеры этилена, сополимеры пропилена, сополимеры бутилена, а также сополимеры и смеси таких полимеров), полимеры сложных эфиров и полиамиды. Волокна могут быть также многокомпонентными, например, могут иметь сердцевину, сформированную из одного термопластического материала, и оболочку, сформированную из другого термопластического материала. В некоторых воплощениях носитель включает множество слоев нетканых материалов, например, по меньшей мере один слой нетканого материала из волокон, выдуваемых из расплава, и по меньшей мере один слой материала «спанбонд», или любую подходящую комбинацию нетканых материалов. Так, например, многослойный носитель может иметь структуру «спанбонд - полотно из волокон, выдуваемых из расплава -спанбонд», «спанбонд - спанбонд» или «спанбонд - спанбонд - спанбонд». Или, в других воплощениях, носитель может быть композитным полотном, включающим слой нетканого материала и слой плотной пленки. Носители могут иметь любую подходящую поверхностную плотность или толщину в соответствии с потребностями приложения. Поверхностная плотность волокнистого носителя может составлять примерно от по меньшей мере 5, 8, 10, 20, 30 или 40 г/м2 до примерно 400, 200 или 100 г/м2. Толщина волокнистого носителя может составлять примерно от по меньшей мере 0,1, 0,2 или 0,5 мм, вплоть до примерно 5 мм, примерно 2 мм или примерно 1 мм.
В одном или более воплощениях, в которых полимерный сетчатый компонент изготовлен из термопластического материала, данный термопластический материал может быть прикреплен к волокнистому носителю способами поверхностного крепления или скрепления с сохранением рыхлости. Термин «поверхностное крепление», используемый в отношении волокнистых материалов, означает, что по меньшей мере части поверхностей по меньшей мере части волокон прикреплены по меньшей мере к части полимерного сетчатого компонента за счет взаимного расплавления материалов, таким образом, что в сущности сохраняется исходная (до скрепления) форма полимерного сетчатого компонента, и некоторые части полимерного сетчатого компонента в области поверхностного скрепления остаются открытыми. Волокна поверхностного скрепления следует отличать от заглубленных волокон, а именно, в количественном выражении волокнами поверхностного скрепления следует считать волокна, по меньшей мере примерно 65% площади поверхности которых видно на поверхности полимерного сетчатого компонента. Чтобы увидеть всю поверхность волокна, может потребоваться ее рассмотрение под более, чем одним углом. Термин «скрепление с сохранением рыхлости», используемый в отношении волокнистых материалов, означает, что скрепленный волокнистый материал имеет рыхлость, составляющую по меньшей мере 80% рыхлости материала до процесса скрепления или в отсутствие процесса скрепления. Под рыхлостью волокнистого материала в контексте настоящего описания подразумевается отношение суммарного объема, занимаемого полотном (включая волокна, а также пространства в материале, не занятые волокнами), к объему, занимаемому волокнами полотна самими по себе. Если полимерный сетчатый компонент прикреплен только к части волокнистого полотна, то сохранение рыхлости может быть подтверждено путем сравнения рыхлости волокнистого полотна в области скрепления к рыхлости полотна в не скрепленной области. В некоторых приложениях может быть целесообразно оставить образец нескрепленного полотна, чтобы по нему можно было сравнить рыхлость скрепленного полотна с рыхлостью образца того же самого полотна до скрепления, например, такой подход может быть целесообразен, когда полимерный сетчатый компонент крепится ко всему волокнистому полотну. В некоторых воплощениях такого типа скрепление полотен включает подачу нагретой газообразной среды (например, атмосферного воздуха, осушенного воздуха, водорода, инертного газа или смеси газов) на первую поверхность носителя, представляющего собой волокнистое полотно, при его движении по технологической линии; подачу подогретой газообразной среды на основную поверхность полимерного сетчатого компонента при постоянном движении полотна; и приведение первой поверхности волокнистого полотна в контакт с полимерным сетчатым компонентом таким образом, чтобы происходило скрепление (например, поверхностное скрепление или скрепление с сохранением рыхлости) первой поверхности волокнистого полотна с полимерным сетчатым компонентом за счет сплавления волокон обоих данных полотен. Подача нагретой газообразной среды на первую поверхность волокнистого полотна и подача газообразной среды на основную поверхность полимерного сетчатого компонента могут проводиться последовательно или одновременно. Дополнительную информацию о способах и устройствах для скрепления сплошного полотна полимерного сетчатого компонента с носителем на основе волокнистого полотна с использованием нагретой газообразной среды можно найти в патентных публикациях США 2011/0151171 и 2011/0147475 (Biegler et al).
В одном или более воплощениях, в которых полимерный сетчатый компонент прикреплен к носителю, одна или более зон носителя могут включать один или более упруго растяжимых материалов, растягивающихся по меньшей мере в одном направлении при приложении внешней силы и возвращающихся практически к исходному размеру после снятия растягивающей силы. В некоторых воплощениях по меньшей мере часть носителя, прикрепленная к множеству нитей материала подложки, не является растяжимой. В некоторых воплощениях часть носителя, присоединенная к множеству нитей, имеет растяжимость в направлении CD вплоть до 10% (в некоторых воплощениях - до 9, 8, 7, 6 или 5%. В некоторых воплощениях такие конструкции могут быть подвергнуты механической активации (например, раскатке), чтобы сделать их эластомерными. В некоторых воплощениях носитель может быть растяжимым, но не упруго растяжимым. Иными словами, носитель может допускать удлинение, по меньшей мере на 5, 10, 15, 20, 25, 30, 40 или 50% исходной длины, но после удлинения может в сущности не уменьшаться в размере (например, может сокращаться не более, чем на 10%, или даже не более, чем на 5% величины удлинения). Подходящие растяжимые носители могут включать нетканые материалы, например, нетканые материалы типа спанбонд, материалы структуры «спанбонд - волокна, выдуваемые из расплава - спанбонд», или кардованные нетканые материалы. В некоторых воплощениях нетканый материал может быть кардованным материалом, допускающим высокую степень удлинения. В некоторых воплощениях носитель не имеет складок.
Респираторы
Как упоминалось выше, различные воплощения полимерного сетчатого компонента в соответствии с настоящим изобретением могут использоваться в самых различных приложениях. Так, например, одно или более воплощений полимерного сетчатого компонента могут использоваться в конструкции респиратора. На фиг. 36 схематически показан респиратор 3600. Респиратором 3600 может быть любой подходящий респиратор, например, фильтрующая маска-респиратор. Кроме того, в различных воплощениях респиратор 3600 может быть респиратором готовой формы или респиратором, складываемым до плоского состояния, как будет более подробно описано ниже.
Респиратор 3600 может включать основу 3610 маски и систему 3630 крепления. Основа 3610 маски может включать наружную поверхность 3618 и внутреннюю поверхность (например, внутреннюю поверхность 3719, как у респиратора 3700 на фиг. 37). Основа 3610 маски может также включать периметр 3612, который включает верхний сегмент 3614 периметра и нижний сегмент 3616 периметра.
Основа 3610 маски может иметь скругленную, полусферическую, чашеобразную форму, как показано на фиг. 36 (см. также патенты США 4,536,440 (Berg) и 4,807,619 (Dyrud et al)). Могут также использоваться и другие формы основы 3610 маски, в соответствии с потребностями приложения. Так, например, основа 3610 маски может быть чашеобразной основой маски с конструкцией, описанной в патенте США 4,827,924 (Japuntich). Основа 3610 маски может быть также частью складываемого до плоского состояния респиратора, как описано в патентах США 6,722,366 и 6,715,489 (Bostock); патентах на промышленный образец D459,471 и D458,364 (Curran et al.); D448,472 и D443,927 (Chen); а также в патентной публикации США 2008/0271737 (Facer et al., см. также патенты США 4,419,993; 4,419,994; 4,300,549; 4,802,473 и Re. 28,102).
Система 3630 может включать один или более ремешков 3632, 3634, которые могут быть присоединены к основе 3610 маски на противоположных ее боковых сторонах в точках 3650 и 3652 крепления.
Данные один или более ремешков 3632, 3634 могут быть изготовлены из любых подходящих материалов или комбинаций материалов. Так, например, в одном или более воплощениях один или более ремешков 3632, 3634 могут включать полимерный сетчатый компонент. Ремешки могут включать любой подходящий полимерный сетчатый компонент из описанных в настоящем документе, например, полимерный сетчатый компонент 10, показанный на фиг. 1. Так, например, как упоминалось выше в отношении полимерного сетчатого компонента 10 на фиг. 1, полимерный сетчатый компонент может включать полимерные ленты 1 и полимерные нити 3. Каждая из полимерных лент и полимерных нитей 1, 3 имеет длину (на фиг. 1 не показана, так как направление длины является протяженным в плоскость чертежа), ширину (ленты 1 имеют ширину w1, а нити 3 имеют ширину w3), и высоту (ленты 1 имеют высоту h1, a нити 3 имеют высоту h3), при этом длина является наибольшим размером, ширина является наименьшим размером, а высота является размером в направлении, перпендикулярном направлениям длины и ширины.
Полимерные ленты 1 полимерного сетчатого компонента 10 могут иметь любое подходящее отношение высоты к ширине из описанных выше. Так, например, в одном или более воплощениях одна или более полимерных лент 1 могут иметь отношение высоты к ширине, составляющее по меньшей мере 5:1. Кроме того, полимерные ленты 1 могут быть прикреплены к полимерными нитями 1 в любых подходящих местах. В одном или более воплощениях основная поверхность 2 одной или более полимерных лент 1 может быть прерывистым образом скреплена только с одной полимерной нитью 3. Кроме того, одна или более полимерных лент 1 полимерного сетчатого компонента 10 могут иметь высоту, по меньшей мере в 2 раза превышающую высоту одной или более полимерных нитей 3, как будет более подробно описано ниже.
Ремешки 3632, 3634 системы 3630 крепления могут иметь любую подходящую толщину. В одном или более воплощениях один или оба из ремешков 3632, 3634 могут иметь толщину, не превышающую 5 мм. В одном или более воплощениях один или оба из ремешков 3632, 3634 могут иметь толщину, не превышающую 2 мм. Полимерные ленты 1 полимерного сетчатого компонента 10 могут обеспечивать подходящую толщину ремешков 3632, 3634, благодаря которой в одном или более воплощениях ремешки могут быть более удобными для захвата, например, пользователем, носящим перчатки. В одном или более воплощениях толщина ремешков 3632, 3634 может быть увеличена без существенного увеличения количества материала, используемого для изготовления ремешков, и соответственно могут быть изготовлены ремешки, имеющие повышенную толщину при низкой поверхностной плотности и приемлемой силе натяжения.
Кроме того, в одном или более воплощениях ремешки 3632, 3634 могут иметь любую подходящую ширину. Так, например, в одном или более воплощениях ширина одного или обоих из ремешков может составлять по меньшей мере 1/32 дюйма. В одном или более воплощениях ширина одного или обоих из ремешков может составлять не более, чем 1 дюйм.
Ремешки 3632, 3634 присоединены к основе 3610 маски по первую и вторую стороны 3606, 3608 основы 3610 маски соответственно, в точках 3650 и 3652 крепления. Ремешки 3632, 3634 могут быть присоединены к основе 3610 маски непосредственно, например, путем их крепления скобами или другими подходящими механическими средствами крепления. В качестве альтернативы, ремешки 3632, 3634 могут быть прикреплены к основе 3610 маски физическими или химическими способами или средствами крепления, включая, например, сварку и адгезивное крепление. Так, например, для крепления ремешков к основе 3610 маски может использоваться ультразвуковая сварка. При сварке ремешков 3632, 3634 с основой 3610 маски полимерный сетчатый компонент ремешков может расплавиться и образовать сплошную и не имеющую пор пластическую массу, сплавляющуюся с полимерным материалом, который включает в себя основа маски. Как правило, полимерный материал лент и/или нитей полимерного сетчатого компонента сплавляется с полимерным материалом волокон одного или более слоев, входящих в конструкцию основы маски.
Основа 3610 маски может также иметь прикрепленный к ней носовой зажим 3660, который позволяет пользователю подогнать основу маски под форму своего носа путем подгиба зажима и основы маски в области 3604, располагающейся напротив носовых пазух. При необходимости к основе 3610 маски может быть прикреплен клапан выдоха (не показан), способствующий быстрому выведению выдыхаемого воздуха из внутреннего газового пространства маски. Клапан выдоха, как правило, прикреплен к основе 3610 маски в центральной ее области. Если респиратор 3600 является фильтрующей респираторной маской, подобно респиратору, показанному на фиг. 36, основа 3610 маски может включать фильтрующий конструктивный компонент, который включает один или более слоев фильтрующей среды, формообразующих слоев и/или покровных полотен, как, например, фильтрующий конструктивный компонент 4070, который показан на фиг. 40 и будет более подробно описан ниже. Респиратор, имеющий такую конструкцию, может быть собран, как описано в патенте США 7,131,442 (Kronzer et al.).
Первый и второй ремешки 3632, 3634 системы 3630 крепления могут включать любые подходящие полимерные сетчатые компоненты из описанных в настоящем документе. В одном или более воплощениях ремешки 3632, 3634 могут включать один, два, три или более слоев полимерного сетчатого компонента. Так, например, один или оба из ремешков 3632, 3634 могут включать первый и второй слои полимерных сетчатых компонентов, расположенные в непосредственной близости друг к другу. Слои могут быть соединены друг с другом в единый расплав в экструзионной матрице. Предпочтительно, чтобы такие слои имели по своей природе некоторое сродство друг к другу, так, чтобы в процессе их плавления на границе соприкосновения материалов происходило их взаимное смешение и скрепление, удерживающее друг с другом данные слои. Два потока расплавленных материалов могут соединяться внутри экструзионной матрицы и выходить из нее в виде единого двухслойного продукта. При такой конструкции первый и второй слои полимерного сетчатого компонента могут быть непосредственно скреплены друг с другом. В качестве альтернативы, между двумя данными слоями могут быть вставлены один или более слоев прочего типа, и такое расположение слоев может сохраниться и в готовом изделии. Первый сетчатый слой может иметь первый цвет, отличающийся от цвета второго сетчатого слоя. Использование отличающихся цветов может улучшать эстетический вид ремешка и может позволять пользователю быстро определить, не перекручен ли ремешок. Как показано на данном чертеже, сетчатые слои могут быть прикреплены друг к другу таким образом, что наборы полимерных нитей в каждом из слоев будут совмещаться друг с другом на виде в направлении, перпендикулярном основной поверхности ремешка. Ремешки 3632, 3634 могут быть выполнены достаточно пористыми и соответственно, воздухопроницаемыми, так, чтобы воздух мог проходить от первой основной поверхности ко второй основной поверхности. Ремешки 3632, 3634 могут иметь набор отверстий или промежутков между лентами и нитями (например, лентами 1 и нитями 3 полимерного сетчатого компонента 10 на фиг. 1), через которые может проходить воздух.
Фильтрующий конструктивный компонент, используемый в респираторах в соответствии с настоящим изобретением, может иметь самые различные формы и конфигурации. Как показано на фиг. 40, фильтрующий конструктивный компонент 4070 может иметь множество слоев, включающих волокнистый фильтрующий слой 4078 и одно или более волокнистых покровных полотен 4072, 4074. Если респиратор представляет собой литую маску, то основа такой маски может также включать формообразующий слой 4076 (см., например, патенты США 6,923,182 (Angadjivand et al.); 7,131,442 (Kronzer et al.); 6,923,182 и 6,041,782 (Angadjivand et al.); 4,807,619 (Dyrud et al.); а также 4,536,440 (Berg). Фильтрующий конструктивный компонент удаляет загрязнители из окружающего воздуха и может также служить барьерным слоем, предотвращающим попадание брызг жидкостей во внутреннее пространство маски. Наружный покровный материал может останавливать или замедлять брызги жидкостей, и в случае их проникновения через данный слой их будет удерживать внутренний фильтрующий конструктивный компонент. Фильтрующий конструктивный компонент может быть фильтром подходящего типа, например, удерживающим частицы или удерживающим газы и пары. Фильтрующий конструктивный компонент может включать множество слоев одинаковых или различных фильтрующих сред, а также один или более покровных материалов, в соответствии с потребностями приложения. К проницаемой для газообразных сред основе маски респиратора могут быть прикреплены один или более фильтрующих картриджей (см., например, патент США 6,874,499 (Viner et al.); патент 6,277,178 и промышленный образец D613,850 (Holmquist-Brown et al.); патент RE39,493 (Yuschak et al.); патенты на промышленные образцы D652.507, D471,627 и D467,656 (Mittelstadt et al.); а также D518,571 (Martin). Фильтрующий конструктивный компонент может быть расположен внутри фильтрующего картриджа. Фильтрующие конструктивные компоненты, расположенные в фильтрующих картриджах, не требуют наличия формообразующих и несущих слоев.
На фиг. 40 показано поперечное сечение фильтрующего конструктивного компонента 4070. Фильтрующий конструктивный компонент 4070 может включать один или более покровных материалов 4072 и 4074, формообразующий слой 4076 и фильтрующий слой 4078. Покровные материалы 4072, 4074 могут быть расположены на наружных сторонах фильтрующего конструктивного компонента 4078 и могут задерживать волокна, которые могут отделяться от него. Как правило, покровные материалы 4072, 4074 изготавливают из волокон, которые обеспечивают комфортные осязательные ощущения, особенно на стороне 4071 фильтрующего конструктивного компонента 4070, которая находится в контакте с лицом пользователя. В сочетании с фильтрующим конструктивным компонентом респиратора в соответствии с настоящим изобретением могут использоваться различные конструкции фильтрующих слоев, формообразующих слоев и покровных полотен, которые будут более подробно описаны ниже.
Фильтрующий слой
Фильтры, которые могут использоваться в респираторах в соответствии с настоящим изобретением, как правило, должны обеспечивать малое падение давления (например, от менее, чем примерно 195-295 Па при фронтальной скорости в 13,8 см/с), в целях сведения к минимуму дополнительных дыхательных усилий носящего маску. Кроме того, фильтрующие слои должны быть гибкими и должны обладать достаточной прочностью против сдвиговых нагрузок, так, чтобы они могли сохранять свою структурную целостность в ожидаемых условиях их эксплуатации. Фильтры, предназначенные для улавливания частиц, включают одно или более полотен из тонких неорганических волокон (например, стекловолокон) или из полимерных синтетических волокон. Полотна из синтетических волокон могут включать электрически заряженные (электретные) полимерные микроволокна, которые могут быть получены с использованием таких технологических процессов, как выдувание из расплава. Особенно полезными для приложений, связанных с улавливанием частиц, являются электрически заряженные микроволокна из полиолефинов, а именно, из полипропилена.
Фильтрующий слой, как правило, выбирают таким образом, чтобы он обеспечивал требуемое фильтрующее действие. Фильтрующий слой, как правило, удаляет большой процент частиц и/или других загрязнителей из проходящего через него потока воздуха. Тип волокон, выбираемых для волокнистых фильтрующих слоев, зависит от типа фильтруемых веществ, и как правило, волокна выбираются таким образом, чтобы они не скреплялись друг с другом в ходе операций изготовления фильтрующего слоя. Как упоминалось выше, фильтрующий слой может выпускаться самых различных форм, и как правило, имеет толщину от примерно 0,2 миллиметра (мм) до примерно 1 сантиметра (см), более типично - от примерно 0,3 мм до примерно 0,5 см, и может представлять собой в целом плоское полотно или может быть гофрированным в целях увеличения площади его поверхности (см., например, патенты США 5,804,295 и 5,656,368 (Braun et al.)) Фильтрующий слой может также включать множество фильтрующих слоев, прикрепленных друг к другу с помощью адгезива или иными способами. Для формирования фильтрующего слоя может использоваться в сущности любой подходящий фильтрующий материал из известных в настоящее время или из тех, что будут разработаны в будущем. Наиболее подходящими являются полотна из волокон, выдуваемых из расплава, подобных описанным в публикации Wente, Van A., Superfine Thermoplastic Fibers, 48 Indus. Engn. Chem., стр. 1342 и далее (1956), особенно несущие устойчивый электрический заряд (электретные) (см., например, патент США 4,215,682 (Kubik et al.)). Такого типа волокна, выдуваемые из расплава, могут быть микроволокнами, имеющими эффективный диаметр менее, чем примерно 20 микрометров (мкм), как правило, примерно от 1 до 12 мкм. Эффективный диаметр волокна может быть определен, как описано в публикации Davies, С.N., The Separation Of Airborne Dust Particles, Institution Of Mechanical Engineers, London, Proceedings 1B, 1952. Особенно предпочтительными являются полотна из микроволокон, выдуваемых из расплава, получаемых из полипропилена, поли(4-метил-1-пентен)а и их комбинаций. Могут также использоваться волокна, полученные фибриллированием пленок и электрически заряженные, как описано в патенте США Re. 31,285 (van Turnhout), а также полотна из шерстяных волокон, натертых канифолью, полотна из стекловолокон, волокон, выдуваемых из раствора, и электростатически распыляемых волокон, особенно в форме микроволокон. Электрический заряд может быть придан волокнам путем приведения их в контакт с водой, как описано в патентах США 6,824,718 (Eitzman et al.); 6,783,574 (Angadjivand et al.); 6,743,464 (Insley et al.); 6,454,986 и 6,406,657 (Eitzman et al.); а также 6,375,886 и 5,496,507 (Angadjivand et al.). Электрический заряд может быть также придан волокнам методом зарядки коронным разрядом, как описано в патентах США 4,588,537 (Klasse et al.), или способом трибозаряжания, как описано в патенте США 4,798,850 (Brown). Кроме того, в процессе гидрозаряжания в волокна могут быть включены добавки, усиливающие фильтрующее действие получаемых из них полотен (см. патент США 5,908,598 (Rousseau et al.)). Для повышения эффективности фильтрующего слоя, предназначенного для работы в условиях масляного тумана, на поверхность волокон могут быть нанесены атомы фтора (см., например, патенты США 6,398,847 В1, 6,397,458 В1 и 6,409,806 В1 (Jones et al.)). Типичная поверхностная плотность для фильтрующих слоев, изготовленных из электретных микроволокон, выдуваемых из расплава, составляет примерно от 10 до 100 г/м2. При электрическом заряжании полотен способами, описанными, например, в упомянутом выше патенте 5,496,507 (Angadjivand et al.), и при включении в них атомов фтора, как описано в патентах Jones et al., поверхностная плотность полотна может составлять примерно от 20 до 40 г/м2 и примерно от 10 до 30 г/м2 соответственно. В дополнение к этому, между волокнами и/или различными слоями, образующими фильтрующий конструктивный компонент, могут быть расположены абсорбирующие материалы, такие, как активированный уголь. Кроме того, фильтрующие слои для улавливания частиц могут использоваться в сочетании с абсорбирующими слоями, и такая конструкция будет обеспечивать улавливание как частиц, так и газов. Абсорбирующий компонент может использоваться для удаления из вдыхаемого воздуха опасных или зловонных запахов. Абсорбенты могут включать порошки или гранулы, закрепленные в фильтрующем слое адгезивами, связующими или структурами из волокон (см., например, патенты США 6,334,671 (Springett et al.) и 3,971,373 (Braun)). Абсорбирующий слой может быть сформирован путем нанесения покрытия на основу, например, на волокнистую основу или на сетчатую пену, в результате чего формируется тонкий, прочно связанный с ней слой абсорбента. Абсорбирующие материалы могут включать активированные угли, подвергнутые или не подвергнутые химической обработке, пористые субстраты на глиноземно-кремнеземном катализаторе, а также частицы глинозема. Пример подходящего абсорбирующего фильтрующего конструктивного компонента, который может быть выполнен в различных конфигурациях, описан в патенте США 6,391,429 (Senkus et al.).
Покровное полотно (покровные полотна)
Покровные полотна также могут обладать фильтрующими свойствами, хотя обычно не такими выраженными, как фильтрующий слой, и/или могут использоваться, чтобы сделать фильтрующую маску-респиратор более комфортной для ношения. Покровные полотна могут быть изготовлены из нетканых волокнистых материалов, например, материалов «спанбонд», содержащих, например, полиолефины и полимеры сложных эфиров (см., например, патенты США 6,041,782 (Angadjivand et al.); 4,807,619 (Dyrud et al.) и 4,536,440 (Berg)). Когда пользователь респиратора совершает вдох, воздух проходит через основу маски, и переносимые воздухом частицы застревают в промежутках между волокнами, особенно между волокнами фильтрующего слоя.
Внутреннее покровное полотно может использоваться для обеспечения гладкой поверхности контакта с кожей лица пользователя. Кроме того, наружное покровное полотно, в дополнение к тому, что оно может защищать от брызг жидкостей, может использоваться для задержания волокон, отделяющихся от основы маски, а также в эстетических целях. Покровное полото, как правило, не усиливает сколько-нибудь значительно фильтрующее действие фильтрующего конструктивного компонента, хотя и может работать, как пред-фильтр, будучи расположено на наружной поверхности фильтрующего слоя. Для обеспечения требуемого уровня комфорта внутреннее покровное полотно может иметь относительно низкую поверхностную плотность и может быть сформировано из относительно тонких волокон. А именно, такое полотно может иметь поверхностную плотность, составляющую примерно от 5 до 50 г/м2 (наиболее типично - от 10 до 30 г/м2), и волокна могут быть менее, чем 3,5 денье (как правило, менее, чем 2 денье, и более типично - менее, чем 1 денье, но более, чем 0,1 денье). Волокна, используемые для изготовления покровных полотен, обычно имеют средний диаметр от примерно 5 до примерно 24 микрометров, более типично - от примерно 7 до примерно 18 микрометров, и наиболее типично - от примерно 8 до примерно 12 микрометров. Материал покровного полотна может обладать некоторой эластичностью (как правило, но не обязательно, может допускать растяжение на 100-200% до наступления разрыва), или может быть пластически деформируемым.
Подходящими материалами для изготовления покровного полотна могут быть материалы из микроволокон, выдуваемых из расплава, особенно такие материалы из полиолефиновых микроволокон, например, материалы из полипропиленовых микроволокон, выдуваемых из расплава (включая смеси полипропиленов и смеси полипропилена и полиэтилена). Подходящий технологический процесс для изготовления материалов из микроволокон, выдуваемых из расплава, которые затем могут использоваться для изготовления покровного полотна, описан в патенте США 4,013,816 (Sabee et al.). Такое полотно может быть сформировано путем сбора волокон на гладкую поверхность, как правило, на барабан или вращающийся сборный валик с гладкой поверхностью (см., например, патент США 6,492,286 (Berrigan et al.)). Могут также использоваться волокнистые полотна «спанбонд».
Типичное покровное полотно может быть изготовлено из полипропилена или смеси полипропилен/полиолефин с содержанием полипропилена 50 весовых % или более. Было определено, что данные материалы обладают большей мягкостью и обеспечивают больший комфорт для пользователя, и кроме того, если фильтрующий материал также является материалом из полипропиленовых волокон, выдуваемых из расплава, то покровное полотно хорошо скрепляется с фильтрующим материалом, и их скрепление не требует адгезива. Полиолефиновые материалы, подходящие для использования в составе покровного полотна, могут включать, например, одиночный полипропилен, смеси двух полипропиленов, смеси полипропилена и полиэтилена, смеси полипропилена и поли(4-метил-1-пентен)а, и/или смеси полипропилена и полибутилена. Примером подходящих волокон для изготовления покровного полотна являются полипропиленовые микроволокна, выдуваемые из расплава, изготавливаемые из полипропиленовой смолы Escorene 3505G от Exxon Corporation (такие волокна имеют показатель денье в диапазоне от 0,2 до 3,1, со средним значением примерно 0,8, измеренным для 100 волокон, а получаемое из них полотно имеет поверхностную плотность, составляющую примерно 25 г/м2). Еще одним подходящим типом волокон являются полипропилен/полиэтиленовые микроволокна, выдуваемые из расплава, изготавливаемые из смеси, содержащей 85% смолы Escorene 3505G и 15% сополимера этилена и α-олефина Exact 4023 (также от Exxon Corporation) (такие волокна имеют средний показатель денье примерно 0,8, а получаемое из них полотно имеет поверхностную плотность, составляющую примерно 25 г/м2).
Подходящими материалами типа спанбонд являются материалы с торговыми наименованиями Corosoft Plus 20, Corosoft Classic 20 и Corovin PP-S-14 от Corovin GmbH (Пайне, Германия), а также материал из кардованных полипропилен-вискозных волокон с торговым наименованием 370/15 от J.W. Suominen OY (Накила, Финляндия). Предпочтительно, чтобы покровные полотна имели как можно меньше волокон, выступающих из поверхности полотна, и соответственно, имели гладкую наружную поверхность. Примеры покровных полотен, которые могут использоваться в респираторах в соответствии с настоящим изобретением, описаны в патентах США 6,041,782 (Angadjivand) и 6,123,077 (Bostock et al.), а также в публикации WO 96/28216 A (Bostock et al.).
В одном или более воплощениях внутреннее покровное полотно и/или наружное покровное полотно могут включать полимерный сетчатый компонент. При этом как в наружном, так и во внутреннем покровном полотне может использоваться любой полимерный сетчатый компонент из описанных в настоящей заявке. Полимерный сетчатый компонент может быть изготовлен из самых разнообразных полимерных материалов. Полимеры, подходящие для формирования из них полимерного сетчатого компонента, являются термопластическими материалами. Примеры термопластических полимеров, которые могут использоваться для формирования полимерного сетчатого компонента в соответствии с настоящим изобретением, включают полиолефины, например, полипропилен и полиэтилен, полиэтилен-винилацетат, поливинилхлорид, полистирол, нейлоны, полимеры сложных эфиров (например, полиэтилентерефталат) и эластомерные полимеры (например, блок-сополимеры структуры АВА, полиуретаны, эластомерные полиолефины, эластомерные полиуретаны, эластомерные металлоцен-полиолефины, эластомерные полиамиды, эластомерные этилен-винилацетаты и эластомерные полимеры сложных эфиров). Для изготовления полимерных сетчатых компонентов могут также использоваться смеси двух или более материалов. Примеры таких смесей включают смеси полипропилена и этилен-винилацетата, а также смеси полиэтилена и этилен-винилацетата. Использование полипропилена для изготовления полимерного сетчатого компонента может быть более предпочтительным, поскольку волокна, выдуваемые из расплава, чаще всего изготавливаются из полипропилена. Использование близких по химической природе полимеров обеспечивает хорошее качество сварки фильтрующего конструктивного компонента с опорным конструктивным элементом.
Формообразующий слой
Один или более формообразующих слоев могут быть сформированы из по меньшей мере одного слоя волокнистого материала, которому может быть придана требуемая форма при его нагревании, и который сохраняет свою форму после его охлаждения. Сохранение слоем своей формы, как правило, достигается путем скрепления волокон в местах их контакта, например, сплавлением или сваркой. Для формирования основы маски может использоваться любой материал, традиционно применяемый для изготовления формообразующего слоя формованных респираторных масок, например, может использоваться смесь синтетических штапельных волокон, в частности, витых или волнообразных, и двухкомпонентных штапельных волокон. Двухкомпонентным называет волокно, которое включает две или более различимых области материала, как правило, различимые области, образованные различными полимерными материалами. Типичные двухкомпонентные волокна для формирования формообразующего слоя включают связующий компонент и структурный компонент. Связующий компонент позволяет волокнам оболочки формообразующего слоя скрепиться друг с другом в точках пересечения волокон при нагревании и последующем охлаждении. При нагревании связующий компонент становится текучим и вступает в контакт с соседними волокнами. Формообразующий слой может быть изготовлен из смесей волокон, которые включают штапельное волокно и двухкомпонентное волокно в весовом процентном соотношении, которое может, например, находиться в диапазоне от 0/100 до 75/25. В одном или более воплощениях такой материал включает двухкомпонентное волокно в количестве, составляющем по меньшей мере 50 весовых %, для обеспечения большего количества точек пересечения и скрепления волокон, что, в свою очередь, обеспечивает повышенную упругость и лучшее сохранение основой маски своей формы.
Подходящие двухкомпонентные волокна, которые могут использоваться для формирования формообразующего слоя, включают, например, волокна конфигурации «бок о бок», «оболочка-сердцевина» круглого сечения и «оболочка-сердцевина» эллиптического сечения. Одним из подходящих двухкомпонентных волокон является двухкомпонентное полиэфирное волокно, предлагаемое с торговым наименованием KOSA T254 (12 денье, длина 38 мм), от Kosa (Шарлот, штат Северная Каролина, США), которое может использоваться в комбинации с полиэфирным штапельным волокном Т259 от Kosa (3 денье, длина 38 мм), и возможно также, полиэтилентерефталатным волокном Т295 от Kosa (15 денье, длина 32 мм). В качестве альтернативы, двухкомпонентное волокно может иметь конфигурацию «оболочка-сердцевина» круглого сечения, в которой сердцевина выполнена из кристаллического полиэтилентерефталата и окружена оболочкой из полимера, образованного из мономеров, представляющих собой эфиры изофталевой и терефталевой кислот. Последний полимер размягчается под действием тепла при более низкой температуре, чем материал сердцевины. Преимуществом полиэфирных волокон является то, что они могут повышать упругость маски и поглощают меньше влаги, чем другие типы волокон.
В качестве альтернативы, формообразующий слой может быть изготовлен без применения двухкомпонентных волокон. Так, например, вместе с витыми или волнообразными штапельными волокнами в формообразующий слой могут быть включены полиэфирные волокна, которые становятся текучими при нагревании, в результате чего при нагревании полотна данные связующие волокна расплавляются и текут к местам пересечения волокон, и в таких местах расплавленная масса связующего материала при охлаждении застывает и образует скрепление волокон. Штапельные волокна, используемые для изготовления формообразующего слоя респираторов в соответствии с настоящим изобретением, могут быть предварительно обработаны веществами, придающими им огнестойкость, например, аммоний-полифосфатного типа (такие вещества вызывают набухание материала и препятствуют его возгоранию), и такая обработка может проводиться в дополнение или вместо распыления такого вещества на поверхность полотна. Еще одним способом повышения огнестойкости формообразующего слоя является использование штапельных волокон, содержащих вещества, повышающие огнестойкость, или иным образом обработанных такими веществами (при этом связующие волокна скрепляют их друг с другом при формировании основы маски).
Волокнистое полотно для последующего формирования основы маски, хорошо сохраняющей свою форму, может быть изготовлено на машине аэродинамической укладки Rando Webber от Rando Machine Corporation (Мэйсдон, штат Нью-Йорк, США), или на кардочесальной машине. Полотно может быть сформировано из двухкомпонентных штапельных волокон или других типов штапельных волокон, имеющих длину, традиционно используемую с таким оборудованием. Формообразующий слой, обладающий требуемой упругостью и способностью сохранять форму, как правило, должен иметь поверхностную плотность, составляющую по меньшей мере примерно 100 г/м2, хотя возможны и меньшие значения поверхностной плотности. Более высокая поверхностная плотность, например, 150 или даже более 200 г/м2, может обеспечивать еще большую упругость и устойчивость против деформации, и как правило, применяется, если на основу маски предполагается устанавливать клапан выдоха. При упомянутых минимальных значениях поверхностной плотности формообразующий слой, как правило, имеет максимальную плотность в центральной области маски, составляющую примерно 0,2 г/см2. Как правило, формообразующий слой имеет толщину от примерно 0,3 мм до примерно 2,0 мм, более типичную - примерно от 0,4 до 0,8 мм. Примеры формообразующих слоев, подходящих для использования в настоящем изобретении, описаны, например, в патентах США 5,307,796 (Kronzer et al.); 4,807,619 (Dyrud et al.); и 4,536,440 (Berg).
Прочие компоненты респиратора
Один или более ремешков, используемых в составе системы крепления респиратора, предпочтительно должны растягиваться до длины, более, чем вдвое превышающей их исходную, и возвращаться после этого в исходное состояние в течение всего срока службы респиратора. Еще более предпочтительно, чтобы ремешок мог растягиваться, увеличивая свою длину в три или четыре раза, и после снятия с него растягивающих усилий возвращаться в исходное состояние, не претерпевая каких-либо повреждений. То есть, ремешок должен иметь предел упругой деформации, вдвое, втрое или даже вчетверо больший его длины в нерастянутом состоянии. Как правило, ремешки имеют длину от примерно 20 до примерно 30 см, ширину от 3 до 10 мм и толщину от 0,3 до 1 мм. Ремешок или ремешки могут быть протяженными с одной стороны респиратора на другую его сторону, будучи при этом сплошными ремешками, или ремешки могут иметь множество частей, соединенных между собой застежками или пряжками. Так, например, ремешок может иметь первую и вторую части, соединенные между собой застежкой, которая может быть быстро расстегнута пользователем при снятии основы маски с лица. В качестве альтернативы, ремешок может образовывать петлю, и такие петли могут проходить вокруг ушей носящего (см., например, патент США 6,394,090 (Chen et al.)). Примеры застежек или зажимных устройств, которые могут быть использованы для соединения одной или более частей ремешка друг с другом, представлены в патентах США 6,062,221 (Brostrom с соавторами), 5,237,986 (автор Seppala) и ЕР 1,495,785 А1 (автор Chien). Система крепления может также включать многократно используемую головную гарнитуру, включающую раму, одну или более пряжек и оголовье для поддержки респиратора на голове пользователя (см., например, патенты США 6,732,733 и 6,457,473 (Brostrom et al.); 6,591,837 и 6,715,490 (Byram). И хотя описание настоящего изобретения в основном построено на примере фильтрующей маски-респиратора, оно может быть также использовано для плотно прилегающей к лицу маски (типа резиновой), к которой крепятся один или более фильтрующих картриджей (см., например, патенты США RE 39,493 (Yuschak et al.) и 7,650,884 (Flannigan et al.) Кроме того, оно применимо также к полнолицевой маске-респиратору (см., например, патенты США 8,067,110 (Rakow et al.); 7,594,510 (Betz et al.); а также публикации D421,118 и D378,610 (Reischel et al.)).
Как упоминалось выше, к основе маски может быть прикреплен клапан выдоха, облегчающий выведение выдыхаемого воздуха из внутреннего газового пространства маски. Клапан выдоха может создавать дополнительный комфорт для пользователя за счет того, что из внутреннего пространства маски быстро удаляется теплый и влажный воздух (см., например, патенты США 7,188,622, 7,028,689 и 7,013,895 (Martin et al.); 7,493,900, 7,428,903, 7,311,104, 7,117,868, 6,854,463, 6,843,248 и 5,325,892 (Japuntich et al.); 7,849,856 и 6,883,518 (Mittelstadt et al.); RE,37,974 и RE43.289 (Bowers)). В респираторах в соответствии с настоящим изобретением для быстрого выведения выдыхаемого воздуха из внутреннего газового пространства во внешнее газовое пространство может использоваться в сущности любой клапан выдоха, который обеспечивает приемлемое падение давления и который может быть надежно прикреплен к основе маски.
В качестве носового зажима в фильтрующих масках-респираторах в соответствии с настоящим изобретением может использоваться в сущности любая дополнительная деталь, обеспечивающая улучшенную посадку маски поверх носа пользователя. Поскольку профиль поверхности лица в области носа претерпевает наиболее резкие перегибы, то для обеспечения должной посадки маски на лицо пользователя в данной области использование носового зажима является достаточно целесообразным. Носовой зажим может включать, например, легко поддающуюся деформации металлическую полоску, например, алюминиевую, которой может быть придана требуемая форма, обеспечивающая требуемую посадку маски поверх носа пользователя и в местах стыков носа со щеками. Носовой зажим может иметь прямолинейную форму на виде в направлении, перпендикулярном основе маски, полностью или частично сложенной до плоского состояния. В качестве альтернативы, носовой зажим может иметь М-образную форму, и примеры таких зажимов показаны в патенте США 5,558,089 и патенте на промышленный образец 412,573 (Castiglione). Прочие примеры носовых зажимов описаны в патентной заявке США 12/238,737 (подана 26 сентября 2008 г.); а также в патентных публикациях США 2007-0044803 A1 (подана 25 августа 2005 г.) и 2007-0068529 А1 (подана 27 сентября 2005 г.).
Лицевое уплотнение
В одном или более воплощениях респираторы в соответствии с настоящим изобретением могут также включать лицевое уплотнение. Так, например, на фиг. 37 схематически показан вид сзади внутренней поверхности 3719 респиратора 3700. Все соображения и возможности в отношении конструкции респиратора 3600, показанного на фиг. 36, в равной мере применимы к респиратору 3700 на фиг. 37. Респиратор 3700 включает основу 3710 маски и систему 3730 крепления, прикрепленную к основе маски, как будет более подробно описано ниже.
Респиратор 3700 включает также лицевое уплотнение 3740, расположенное вдоль по меньшей мере части периметра 3712 основы 3710 маски. В контексте настоящего описания термин "вдоль по меньшей мере части периметра" означает, что лицевое уплотнение расположено ближе по меньшей мере к части периметра основы маски, чем к центральной области основы маски. В воплощении, показанном на фиг. 37, лицевое уплотнение 3740 расположено вдоль верхнего сегмента 3714 периметра 3712. В одном или более альтернативных воплощениях лицевое уплотнение 3740 может быть расположено вдоль нижнего сегмента 3716 периметра или в непосредственной близости к данному сегменту периметра. В одном или более воплощениях лицевое уплотнение 3740 может быть расположено вдоль любой части периметра 3712 основы 3710 маски. В одном или более воплощениях лицевое уплотнение 3740 может быть расположено по всему периметру 3712 основы маски 3710, как будет более подробно описано ниже.
Лицевое уплотнение 3740 может иметь любые подходящие размеры и любую подходящую форму. В воплощении, показанном на фиг. 37, лицевое уплотнение 3740 имеет удлиненную форму, а именно, является протяженным вдоль верхнего сегмента 3714 периметра и повторяет криволинейную форму верхнего сегмента периметра. В одном или более воплощениях 3740 может иметь клинообразную форму, как будет более подробно описано ниже.
Конфигурация лицевого уплотнения 3740 обеспечивает его контакт с лицом пользователя, так, чтобы оно образовывало непроницаемый для газов барьер между лицом пользователя и основой 3710 маски респиратора 3700. Лицевое уплотнение 3740 может иметь конфигурацию, обеспечивающую его контакт с требуемой частью лица пользователя. Так, например, в воплощении, показанном на фиг. 37, лицевое уплотнение 3740 имеет конфигурацию, обеспечивающую его контакт с областью носовых пазух на лице пользователя. В одном или более воплощениях лицевое уплотнение 3740 может обеспечивать плотный контакт между основой 3710 маски и носом пользователя.
Лицевое уплотнение 3740 может включать любые подходящие материалы или комбинации материалов. В одном или более воплощениях лицевое уплотнение 3740 включает полимерный сетчатый компонент. В конструкции лицевого уплотнения 3740 может использоваться любой из полимерных сетчатых компонентов, описанных в настоящей заявке, например, полимерный сетчатый компонент 10, изображенный на фиг. 1.
Лицевое уплотнение 3740 может быть прикреплено к основе 3710 маски любыми подходящими способами или комбинациями таких способов. В одном или более воплощениях лицевое уплотнение 3740 может быть приклеено к основе маски. В одном или более альтернативных воплощениях лицевое уплотнение 3740 может быть приварено к основе 3710 маски, как будет более подробно описано ниже при описании крепления одного или более ремешков к основе маски. Кроме того, в одном или более альтернативных воплощениях лицевое уплотнение 3740 может быть прикреплено к основе маски с помощью скоб, винтов или любых других подходящих средств крепления.
Кроме того, лицевое уплотнение 3740 может быть прикреплено к любой подходящей части основы 3710 маски. Так, например, лицевое уплотнение 3740 может быть прикреплено к внутренней поверхности 3719 основы 3710 маски. В качестве альтернативы, лицевое уплотнение 3740 может быть прикреплено к периметру 3712 основы 3710 маски. В одном или более альтернативных воплощениях лицевое уплотнение 3740 может быть прикреплено к наружной поверхности (например, к наружной поверхности 3618 респиратора 3600, показанного на фиг. 36) и подвернуто через верхний сегмент 3714 на внутреннюю поверхность, и таким образом будет обеспечиваться его контакт с областью носовых пазух на лице пользователя.
Как будет более подробно описано ниже, полимерный сетчатый компонент, который может быть включен в лицевое уплотнение 3740, может иметь два или более контрастирующих друг с другом цветов. Так, например, в полимерном сетчатом компоненте 10, показанном на фиг. 1, ленты 1 могут иметь первый цвет, а нити 3 могут иметь второй цвет. В сжатом состоянии ленты 1 могут закрывать по меньшей мере некоторые из нитей 3, в результате чего в сжатых областях цвет лент будет виден, а цвет нитей будет не виден. В одном или более воплощениях данный зрительный эффект может подсказывать пользователю, в каких частях лица лицевое уплотнение хорошо прилегает к коже, и в каких - недостаточно хорошо. Отсутствие должного прилегания может, например, подсказывать пользователю, что следует лучше подогнать носовой зажим по форме носа.
Полимерный сетчатый компонент, используемый в конструкции лицевого уплотнения в соответствии с настоящим изобретением, может быть расположен в любом подходящем месте по отношению к основе 3710 маски. В одном или более воплощениях полимерный сетчатый компонент может быть расположен на основе 3710 маски таким образом, чтобы ленты 1 были в сущности параллельны периметру 3712 основы маски. В контексте настоящего описания термин «в сущности параллельны периметру» означает, что одна или более лент 1 являются протяженными в направлении, образующем угол менее, чем 10° с касательной к периметру 3712, расположенной в непосредственной близости к одной или более из лент. В качестве альтернативы, полимерный сетчатый компонент 3740 может быть расположен таким образом, чтобы по меньшей мере одна лента 1 полимерного сетчатого компонента, расположенного вдоль периметра 3712 основы 3710 маски, была расположена в сущности на постоянном расстоянии от периметра. В контексте настоящего описания термин «в сущности постоянное расстояние» означает, что расстояние между лентой 1 и ближайшей к ней частью периметра может варьировать в пределах не более, чем 10%.
В целом, одно или более воплощений полимерного сетчатого компонента в соответствии с настоящим изобретением (например, полимерного сетчатого компонента 10 на фиг. 1) могут быть «дышащими» в направлении, в сущности параллельном направлению высоты лент. Так, например, полимерный сетчатый компонент 30 на фиг. 3 может, в одном или более воплощениях, быть проницаемым в направлении z, поскольку 33, расположенные волнообразно между лентами 31, могут быть сформированы таким образом, что между лентами и нитями будут расположены отверстия. В одном или более воплощениях полимерный сетчатый компонент может быть в сущности непроницаемым для воздуха в направлении, параллельном направлению толщины лент. Так, например, как это показано на фиг. 3, полимерный сетчатый компонент 30 может быть в сущности непроницаемым для воздуха в направлении x.
При расположении полимерного сетчатого компонента таким образом, чтобы ленты были в сущности параллельны периметру основы 3710 маски, ленты создают барьер прохождению наружного воздуха во внутреннее пространство маски, в результате чего образуется уплотнение между основой маски и лицом пользователя. Эффективность уплотнения дополнительно повышается благодаря гибкости лент. Так, например, когда пользователь надевает респиратор 3700 на лицо, система 3730 крепления достаточно сильно прижимает респиратор к лицу, в результате чего ленты сжимаются или изгибаются. Такая деформация лент делает прилегание основы 3710 маски к лицу пользователя более плотным и предотвращает попадание наружного воздуха вовнутрь основы 3710 маски через ее периметр 3712. Благодаря наличию отверстий, образующихся между лентами и нитями, лицевое уплотнение 3740 может быть по меньшей мере частично проницаемым для воздуха и прочих газообразных сред в направлении, параллельном направлению высоты лент (то есть, в направлении z на фиг. 3). Данная проницаемость в направлении z может обеспечивать дополнительный комфорт для пользователя, предотвращая скопление влаги между лицевым уплотнением 3740 и кожей лица. Кроме того, в одном или более воплощениях полимерный сетчатый компонент, используемый в конструкции лицевого уплотнения 3740, может также обеспечивать наличие каналов в направлении, параллельном направлению длины лент (направлению у на фиг. 3, перпендикулярном плоскости чертежа), и по данным каналам влага будет отводиться от кожи лица пользователя.
Как упоминалось выше, лицевые уплотнения респираторов в соответствии с настоящим изобретением могут иметь любую подходящую форму. Так, например, на фиг. 38 схематически показан вид сзади респиратора 3800. Все соображения и возможности в отношении конструкции респиратора 3600, показанного на фиг. 36, и респиратора 3700 на фиг. 37, в равной мере применимы к респиратору 3800 на фиг. 38.
Респиратор 3800 включает также лицевое уплотнение 3840, прикрепленное к основе 3810 маски вдоль верхнего сегмента 3814 периметра 3812 основы 3810 маски. В показанном воплощении лицевое уплотнение 3840 имеет клинообразную форму с первым краем 3842 и вторым краем 3844. Первый край 3842 расположен в непосредственной близости к верхнему сегменту 3814 периметра, и имеет или в целом повторяет криволинейную форму верхнего сегмента периметра. Второй край 3844 лицевого уплотнения 3840 имеет прямолинейную форму.
Лицевое уплотнение 3840 может быть прикреплено к основе 810 маски в любом подходящем месте. Так, например, лицевое уплотнение 3840 может быть прикреплено к верхнему сегменту 3814 периметра 3812, в результате чего оно будет протяженным в плоскости, параллельной плоскости, содержащей периметр 3812 основы 3810 маски. В одном или более воплощениях лицевое уплотнение 3840 может быть прикреплено к части периметра 3812 и части внутренней поверхности 3819 основы 3810 маски.
В одном или более альтернативных воплощениях лицевое уплотнение может быть расположено по всему периметру основы маски. Так, например, на фиг. 38 схематически показан вид сзади еще одного воплощения респиратора, а именно, респиратора 3900. Все соображения и возможности в отношении конструкции респиратора 3600, показанного на фиг. 36, и респиратора 3700 на фиг. 37, в равной мере применимы к респиратору 3900 на фиг. 39. Респиратор 3900 включает основу 3910 маски и лицевое уплотнение 3940, протяженное по всему периметру 3912 основы 3910 маски. Лицевое уплотнение 3940 может иметь любую подходящую форму. В одном или более воплощениях лицевое уплотнение 3940 может повторять форму периметра 3912 основы 3910 маски. Лицевое уплотнение 3940 может образовывать проем 3946, за счет которого лицо пользователя может быть расположено во внутреннем пространстве основы 3910 маски в непосредственной близости к внутренней поверхности 3919 основы маски. Проем 3946 может иметь любой подходящий размер, так, чтобы в нем могло разместиться лицо пользователя. Лицевое уплотнение 3940 может иметь конфигурацию, обеспечивающую его контакт с лицом пользователя и плотную посадку респиратора 3900 на лицо пользователя.
Различные воплощения лицевых уплотнений в соответствии с настоящим изобретением могут включать полимерный сетчатый компонент, который обладает свойством в некоторой степени восстанавливать свои размеры после его сжатия и последующего снятия сжимающего усилия. Полимерный сетчатый компонент, способный в высокой степени восстанавливать свои размеры после его сжатия, может обеспечивать более эффективное уплотнение между респиратором и лицом пользователя. В одном или более воплощениях полимерный сетчатый компонент может обладать свойством восстанавливать свои размеры по меньшей мере на 90%. В одном или более воплощениях полимерный сетчатый компонент может обладать свойством восстанавливать свои размеры на 90% -100%.
Кроме того, в одном или более воплощениях полимерный сетчатый компонент в соответствии с настоящим изобретением может характеризоваться быстрым восстановлением после деформации, а именно, более коротким временем восстановления размеров по меньшей мере на 90% от величины деформации после снятия с него нагрузки. Полимерные сетчатые компоненты, характеризующиеся более коротким временем восстановления после деформации, в одном или более воплощениях могут обеспечивать более эффективное уплотнение между респиратором и лицом пользователя. Так, например, при определенных условиях и режимах работы пользователя те или иные участки периметра респиратора могут отходить от лица вследствие движений лица относительно периметра респиратора. В таких случаях лицевое уплотнение может отходить от лица носящего и затем снова входить в контакт с лицом, но на другом его участке. То есть, лицевое уплотнение может поменять свое положение на лице носящего, и будет прижиматься к другому участку лица, который может иметь другую форму или другой профиль. Полимерный сетчатый компонент, характеризующийся более коротким временем восстановления после деформации, может обеспечивать более эффективное уплотнение между респиратором и лицом пользователя за счет того, что оно может быстрее принять новую форму, обеспечивающую прилегание к новому участку лица носящего, имеющему новую форму или новый профиль. В одном или более воплощениях полимерный сетчатый компонент может иметь время восстановления после деформации, составляющее менее, чем 60 секунд, 30 секунд, 20 секунд, 15, секунд, 10 секунд и так далее.
Для изготовления полимерного сетчатого компонента, который может использоваться в конструкции одного или более ремешков системы крепления и/или одного или более лицевых уплотнений в соответствии с настоящим изобретением, могут использоваться любые подходящие материалы или комбинации материалов. Так, например, материал для изготовления полимерного сетчатого компонента может включать блок-сополимеры насыщенного стирол-этилен-бутилен-стирола, такие, как Kraton G 1643, 6843 или 1657; блок-сополимеры насыщенного стирол-этилен-бутилен-стирола, смешанные с минеральным маслом и полипропиленом с высоким показателем текучести расплава (например, Vistamaxx); полимеры на основе ненасыщенного стирол-бутилен-стирола (например. Vector 2518), содержащие также поли(а-метилстирол), этилен-винилацетатные сополимеры и минеральное масло; добавки для экструдирования в виде пены, добавки для придания гидрофильности и/или гидрофобности при формировании полимерных лент способом со-экструдирования; а также комбинации таких материалов.
Устройства для защиты органов слуха
Различные воплощения полимерного сетчатого компонента в соответствии с настоящим изобретением могут использоваться в самых различных приложениях. Так, например, в одном или более воплощениях полимерный сетчатый компонент может использоваться в конструкции устройства для защиты органов слуха, которое включает два наушника, конструкция которых предусматривает закрытие ими ушей пользователя. В одном или более воплощениях настоящего изобретения устройство для защиты органов слуха включает уплотнительные кольца, закрепленные по периферии наушников. Данные уплотнительные кольца могут включать любое подходящее воплощение полимерного сетчатого компонента, например, полимерный сетчатый компонент 10, показанный на фиг. 1.
На фиг. 41 схематически показан вид в плане одного из воплощений устройства для защиты органов слуха, имеющего овальный наружный контур 4110. Данный контур 4110 обусловлен формой наружного контура уплотнительного кольца 4100, закрепленного по периферии наушника (не показано). Наружный контур уплотнительного кольца 4100 может иметь любую подходящую форму, например, овальную, и в различных воплощениях она может варьировать от в сущности круглой формы до формы более сплюснутого овала. Как показано на фиг. 41, уплотнительное кольцо 4100 включает центральную область 4112, ограниченную внутренним контуром 4114. Уплотнительное кольцо 4100 может включать полимерный сетчатый компонент 4120. Для формирования уплотнительного кольца 4100 может использоваться любой подходящий полимерный сетчатый компонент, например, полимерный сетчатый компонент 10, изображенный на фиг. 1. В одном или более воплощениях полимерный сетчатый компонент 4120 может быть расположен таким образом, что ленты полимерного сетчатого компонента будут расположены вдоль его периметра на некоторых расстояниях друг от друга в радиальном направлении.
На фиг. 42 схематически показано сечение фрагмента уплотнительного кольца 4100, изображенного на фиг. 41. Полимерный сетчатый компонент 4120 включает ленты 4122 и нити 4124. Полимерный сетчатый компонент 4120 расположен на основе или установочной пластине, которая также может быть кольцеобразной и в сущности плоской. Установочная пластина 4116 может быть изготовлена из любого подходящего материала или любой подходящей комбинации материалов, например, из материала, хорошо сохраняющего свою конфигурацию, например, из пластического материала, и может быть выполнена способом инжекционного формования. В одном или более воплощениях установочная пластина 4116 может включать один или более элементов крепления (не показаны), позволяющих прикрепить уплотнительное кольцо 4100 к наушнику.
Некоторые воплощения настоящего изобретения
В первом воплощении настоящего изобретения предлагается респиратор, который включает полимерный сетчатый компонент, содержащий полимерные ленты и полимерные нити, при этом каждая из полимерных лент и полимерных нитей имеет длину и ширину, при этом длиной считается наибольший размер, а шириной -наименьший размер, при этом полимерные ленты имеют отношение высоты к ширине, составляющее по меньшей мере 5:1, основную поверхность, скрепленную прерывистым образом только с одной из полимерных нитей, и высоту, которая по меньшей мере в два раза превышает высоту данной полимерной нити.
Во втором воплощении настоящего изобретения предлагается респиратор согласно воплощению 1, в котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, при этом основная поверхность прерывистым образом скреплена только с одной из полимерных нитей в области, расположенной ближе к первой кромке, чем ко второй кромке.
В третьем воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно воплощению 1 или 2, в котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, при этом полимерный сетчатый компонент имеет расположенные друг напротив друга первую и вторую основные поверхности, перпендикулярные основным поверхностям полимерных лент, при этом первая основная поверхность полимерного сетчатого компонента включает первые кромки полимерных лент, и при этом вторая основная поверхность включает вторые кромки полимерных лент и части по меньшей мере некоторых из полимерных нитей.
В четвертом воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно воплощению 1, в котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, при этом основная поверхность прерывистым образом скреплена только с одной из полимерных нитей в области, включающей центральную линию.
В пятом воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно воплощению 1 или 4, в котором полимерные нити и полимерные ленты отцентрированы по вертикали.
В шестом воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно воплощению 1, 2, 4 или 5, в котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, при этом полимерный сетчатый компонент имеет расположенные друг напротив друга первую и вторую основные поверхности, перпендикулярные основным поверхностям полимерных лент, при этом первая основная поверхность полимерного сетчатого компонента включает первые кромки полимерных лент, и при этом вторая основная поверхность включает вторые кромки полимерных лент, и при этом ни первая основная поверхность, ни вторая основная поверхность не включают какой-либо части полимерных нитей.
В седьмом воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно воплощению 1, в котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, при этом полимерный сетчатый компонент имеет расположенные друг напротив друга первую и вторую основные поверхности, перпендикулярные основным поверхностям полимерных лент, при этом основная поверхность первой части полимерных лент скреплена только с одной полимерной нитью в области, расположенной ближе к первой кромке, чем ко второй кромке, и основная поверхность второй части полимерных лент скреплена только с одной полимерной нитью в области, расположенной ближе ко второй кромке, чем к первой кромке.
В восьмом воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно воплощению 1, 4 или 7, в котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, при этом полимерный сетчатый компонент имеет расположенные друг напротив друга первую и вторую основные поверхности, перпендикулярные основным поверхностям полимерных лент, при этом первая основная поверхность полимерного сетчатого компонента включает первые кромки полимерных лент, и при этом вторая основная поверхность включает вторые кромки полимерных лент, при этом первая часть полимерных лент не является протяженной до второй основной поверхности, и при этом вторая часть полимерных лент не является протяженной до первой основной поверхности.
В девятом воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно любому из воплощений 1-8, в котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, при этом первые кромки полимерных лент включают полимерную композицию, отличающуюся от полимерной композиции вторых кромок полимерных лент.
В десятом воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно любому из воплощений 1-9, в котором полимерные ленты и полимерные нити чередуются друг с другом по меньшей мере в части полимерного сетчатого компонента.
В одиннадцатом воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно любому из воплощений 1-10, в котором полимерные нити и полимерные ленты не пересекаются друг с другом.
В двенадцатом воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно любому из воплощений 1-11, в котором отношение высоты к ширине по меньшей мере для некоторых из полимерных лент превышает 7:1.
В тринадцатом воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно любому из воплощений 1-12, в котором высота по меньшей мере некоторых из полимерных лент превышает 750 микрометров.
В четырнадцатом воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно любому из воплощений 1-12, в котором высота по меньшей мере некоторых полимерных лент составляет менее, чем 750 микрометров.
В пятнадцатом воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно любому из воплощений 1-14, в котором по меньшей мере некоторые из полимерных лент имеют цвет, отличающийся от цвета по меньшей мере некоторых из полимерных нитей.
В шестнадцатом воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно любому из воплощений 1-5, в котором по меньшей мере некоторые из полимерных лент содержат полимерную композицию, отличающуюся от полимерной композиции по меньшей мере некоторых из полимерных нитей.
В семнадцатом воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно любому из воплощений 1-16, в котором полимерные ленты являются эластичными, полимерные нити являются эластичными, или как полимерные ленты, так и полимерные нити являются эластичными.
В восемнадцатом воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно любому из воплощений 1-17, в котором полимерные ленты являются в сущности прямолинейными.
В девятнадцатом воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно любому из воплощений 1-18, в котором полимерные ленты не имеют постоянной высоты.
В двадцатом воплощении настоящего изобретения предлагается абсорбирующее изделие, имеющее поверхность приема текучих сред, включающую полимерный сетчатый компонент согласно любому из воплощений 1-19.
В двадцать первом воплощении настоящего изобретения предлагается абсорбирующее изделие согласно воплощению 20, в котором поверхностью приема текучих сред является верхний лист, и при этом абсорбирующее изделие дополнительно включает непроницаемый для жидкости тыльный лист и абсорбирующую сердцевину, расположенную между верхним листом и тыльным листом.
В двадцать втором воплощении настоящего изобретения предлагается абсорбирующее изделие, включающее полимерный сетчатый компонент, непроницаемый для жидкостей тыльный лист и абсорбирующую сердцевину, при этом полимерный сетчатый компонент включает полимерные ленты и полимерные нити, причем каждая из полимерных лент и полимерных нитей имеет длину и ширину, при этом длиной считается наибольший размер, а шириной - наименьший размер, при этом полимерные ленты имеют отношение высоты к ширине, составляющее по меньшей мере 3:1, основную поверхность, скрепленную прерывистым образом и много раз с одной из полимерных нитей, и высоту, которая превышает высоту данной полимерной нити, и при этом абсорбирующая сердцевина расположена между полимерным сетчатым компонентом и тыльным листом, при этом полимерный сетчатый компонент расположен между абсорбирующей сердцевиной и тыльным листом, или полимерный сетчатый компонент расположен внутри абсорбирующей сердцевины.
В двадцать третьем воплощении настоящего изобретения предлагается абсорбирующее изделие согласно воплощению 22, в котором полимерный сетчатый компонент является верхним листом.
В двадцать четвертом воплощении настоящего изобретения предлагается абсорбирующее изделие согласно воплощению 22, в котором полимерный сетчатый компонент является слоем приема, расположенным между верхним листом и абсорбирующей сердцевиной.
В двадцать пятом воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 22-24, в котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, при этом основная поверхность прерывистым образом скреплена только с одной из полимерных нитей в области, расположенной ближе к первой кромке, чем ко второй кромке.
В двадцать шестом воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 22-25, в котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, при этом полимерный сетчатый компонент имеет расположенные друг напротив друга первую и вторую основные поверхности, перпендикулярные основным поверхностям полимерных лент, при этом первая основная поверхность полимерного сетчатого компонента включает первые кромки полимерных лент, и при этом вторая основная поверхность включает вторые кромки полимерных лент и части по меньшей мере некоторых из полимерных нитей.
В двадцать седьмом воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 22-25, в котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и при этом основная поверхность прерывистым образом скреплена только с одной из полимерных нитей в области, включающей центральную линию.
В двадцать восьмом воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 22-24 или 27, в котором полимерные нити и полимерные ленты отцентрированы по вертикали.
В двадцать девятом воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 22-24, 27 или 28, в котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, при этом полимерный сетчатый компонент имеет расположенные друг напротив друга первую и вторую основные поверхности, перпендикулярные основным поверхностям полимерных лент, при этом первая основная поверхность полимерного сетчатого компонента включает первые кромки полимерных лент, и при этом вторая основная поверхность включает вторые кромки полимерных лент, и при этом ни первая основная поверхность, ни вторая основная поверхность не включают какой-либо части полимерных нитей.
В тридцатом воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 22-24, в котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, при этом основная поверхность первой части полимерных лент скреплена только с одной полимерной нитью в области, расположенной ближе к первой кромке, чем ко второй кромке, и основная поверхность второй части полимерных лент скреплена только с одной полимерной нитью в области, расположенной ближе ко второй кромке, чем к первой кромке.
В тридцать первом воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 22-24 или 30, в котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, при этом полимерный сетчатый компонент имеет расположенные друг напротив друга первую и вторую основные поверхности, перпендикулярные основным поверхностям полимерных лент, при этом первая основная поверхность полимерного сетчатого компонента включает первые кромки полимерных лент, и при этом вторая основная поверхность включает вторые кромки полимерных лент, при этом первая часть полимерных лент не является протяженной до второй основной поверхности, и при этом вторая часть полимерных лент не является протяженной до первой основной поверхности.
В тридцать втором воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 22-31, в котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, при этом первые кромки полимерных лент включают полимерную композицию, отличающуюся от полимерной композиции вторых кромок полимерных лент.
В тридцать третьем воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 22-32, в котором полимерные ленты и полимерные нити чередуются друг с другом по меньшей мере в полимерного сетчатого компонента.
В тридцать четвертом воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 22-33, в котором полимерные нити и полимерные ленты не пересекаются друг с другом.
В тридцать пятом воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 22-34, в котором отношение высоты к ширине по меньшей мере для некоторых из полимерных лент составляет по меньшей мере 5:1.
В тридцать шестом воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 22-35, в котором высота по меньшей мере некоторых из полимерных лент превышает 750 микрометров.
В тридцать седьмом воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 27-35, в котором высота по меньшей мере некоторых полимерных лент составляет менее, чем 750 микрометров.
В тридцать восьмом воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 27-37, в котором по меньшей мере некоторые из полимерных лент имеют цвет, отличающийся от цвета по меньшей мере некоторых из полимерных нитей.
В тридцать девятом воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 27-38, в котором по меньшей мере некоторые из полимерных лент содержат полимерную композицию, отличающуюся от полимерной композиции по меньшей мере некоторых из полимерных нитей.
В сороковом воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 22-39, в котором полимерные ленты являются эластичными, полимерные нити являются эластичными, или как полимерные ленты, так и полимерные нити являются эластичными.
В сорок первом воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 22-40, в котором полимерные ленты являются в сущности прямолинейными.
В сорок втором воплощении настоящего изобретения предлагается абсорбирующее изделие согласно любому из воплощений 22-41, в котором полимерные ленты не имеют постоянной высоты.
В сорок третьем воплощении настоящего изобретения предлагается экструзионная матрица, включающая по меньшей мере одну полость, выпускную поверхность и каналы для текучей среды, протяженные между упомянутой по меньшей мере одной полостью и выпускной поверхностью, при этом выпускная поверхность имеет набор первых выпускных отверстий, отделенных друг от друга набором вторых выпускных отверстий, при этом первые выпускные отверстия, вторые выпускные отверстия и любые другие выпускные отверстия расположены в один ряд на выпускной поверхности, при этом каждое из первых и вторых выпускных отверстий имеет верхний край, нижний край, высоту, которая определяется, как расстояние между верхним краем и нижним краем, и ширину, при этом каждое из первых выпускных отверстий имеет отношение высоты к ширине, составляющее по меньшей мере 5:1, и при этом высота первых выпускных отверстий по меньшей мере в три раза больше, чем высота вторых выпускных отверстий.
В сорок четвертом воплощении настоящего изобретения предлагается экструзионная матрица согласно воплощению 43, в которой каналы для текучей среды образованы множеством последовательностей пластин, при этом каждая последовательность включает по меньшей мере одну первую пластину, образующую канал для текучей среды.
В сорок пятом воплощении настоящего изобретения предлагается экструзионная матрица согласно воплощению 43, которая включает по меньшей мере первую и вторую полости, первые каналы для текучей среды, протяженные между первой полостью и первыми выпускными отверстиями, и вторые каналы для текучей среды, протяженные между второй полостью и вторыми выпускными отверстиями.
В сорок шестом воплощении настоящего изобретения предлагается экструзионная матрица согласно воплощению 45, в которой каналы для текучей среды образованы множеством последовательностей пластин, при этом каждая последовательность пластин включает по меньшей мере одну первую пластину, образующую первый канал для текучей среды, и по меньшей мере одну вторую пластину, образующую второй канал для текучей среды.
В сорок седьмом воплощении настоящего изобретения предлагается экструзионная матрица согласно любому из воплощений 43-46, в которой по меньшей мере первые выпускные отверстия имеют первые преддверия, при этом матрица дополнительно включает третью полость, первый канал для текучей среды, протяженный между первой полостью и одним из первых преддверий, и третий канал, протяженный из третьей полости к тому же преддверию таким образом, что область, в которой третий канал для текучей среды впадает в первое преддверие, расположена под областью, в которой первый канал для текучей среды впадает в первое преддверие.
В сорок восьмом воплощении настоящего изобретения предлагается экструзионная матрица согласно воплощению 47, в которой каналы для текучей среды образованы множеством последовательностей пластин, при этом каждая последовательность включает по меньшей мере одну первую пластину, образующую первый канал для текучей среды, и по меньшей мере одну третью пластину, образующую третий канал для текучей среды.
В сорок девятом воплощении настоящего изобретения предлагается экструзионная матрица согласно любому из воплощений 43-48, в которой вторые выпускные отверстия по вертикали расположены ближе к нижним краям, чем к верхним краям первых выпускных отверстий.
В пятидесятом воплощении настоящего изобретения предлагается экструзионная матрица согласно любому из воплощений 43-48, в которой первые выпускные отверстия и вторые выпускные отверстия отцентрированы по вертикали.
В пятьдесят первом воплощении настоящего изобретения предлагается экструзионная матрица согласно любому из воплощений 43-48, в которой вторые выпускные отверстия выровнены по вертикали, и при этом у первой части первых выпускных отверстий нижние края расположены ближе ко вторым выпускным отверстиям, чем их верхние края, и при этом у второй части первых выпускных отверстий верхние края расположены ближе ко вторым выпускным отверстиям, чем их нижние края.
В пятьдесят втором воплощении настоящего изобретения предлагается экструзионная матрица согласно любому из воплощений 43-51, в которой отношение высоты к ширине по меньшей мере для некоторых из первых выпускных отверстий составляет по меньшей мере 11:1.
В пятьдесят третьем воплощении настоящего изобретения предлагается экструзионная матрица согласно любому из воплощений 43-52, в которой первые выпускные отверстия не имеют одинаковой высоты.
В пятьдесят четвертом воплощении настоящего изобретения предлагается способ изготовления полимерного сетчатого компонента, включающий этапы:
обеспечения экструзионной матрицы согласно любому из воплощений 43-52; и
экструдирования полимерных лент из первых выпускных отверстий с первой скоростью при одновременном экструдировании полимерных нитей из вторых выпускных отверстий со второй скоростью, в результате чего образуется полимерный сетчатый компонент, при этом первая скорость по меньшей мере в два раза превышает вторую скорость, или при этом вторая скорость по меньшей мере в два раза превышает первую скорость.
В пятьдесят пятом воплощении настоящего изобретения предлагается способ изготовления полимерного сетчатого компонента, включающий этапы:
обеспечения экструзионной матрицы, включающей по меньшей мере одну полость, выпускную поверхность и каналы для текучей среды, протяженные между упомянутой по меньшей мере одной полостью и выпускной поверхностью, при этом выпускная поверхность имеет набор первых выпускных отверстий, отделенных друг от друга набором вторых выпускных отверстий, при этом каждое из первых и вторых выпускных отверстий имеет верхний край, нижний край, высоту, которая определяется, как расстояние между верхним краем и нижним краем, и ширину, при этом каждое из первых выпускных отверстий имеет отношение высоты к ширине, составляющее по меньшей мере 5:1, и при этом высота первых выпускных отверстий по меньшей мере в два раза больше, чем высота вторых выпускных отверстий;
экструдирования полимерных лент из первых выпускных отверстий с первой скоростью при одновременном экструдировании полимерных нитей из вторых выпускных отверстий со второй скоростью, в результате чего образуется полимерный сетчатый компонент, при этом вторая скорость по меньшей мере в два раза превышает первую скорость.
В пятьдесят шестом воплощении настоящего изобретения предлагается способ согласно воплощению 55, при котором каналы для текучей среды образованы множеством последовательностей пластин, при этом каждая последовательность включает по меньшей мере одну первую пластину, образующую канал для текучей среды.
В пятьдесят седьмом воплощении настоящего изобретения предлагается способ согласно воплощению 55, при котором экструзионная матрица включает по меньшей мере первую и вторую полости, первые каналы для текучей среды, протяженные между первой полостью и первыми выпускными отверстиями, и вторые каналы для текучей среды, протяженные между второй полостью и вторыми выпускными отверстиями.
В пятьдесят восьмом воплощении настоящего изобретения предлагается способ согласно воплощению 57, при котором каналы для текучей среды образованы множеством последовательностей пластин, при этом каждая последовательность пластин включает по меньшей мере одну первую пластину, образующую первый канал для текучей среды, и по меньшей мере одну вторую пластину, образующую второй канал для текучей среды.
В пятьдесят девятом воплощении настоящего изобретения предлагается способ согласно воплощению 55 или 57, при котором по меньшей мере первые выпускные отверстия имеют первые преддверия, при этом матрица дополнительно включает третью полость, первый канал для текучей среды, протяженный между первой полостью и одним из первых преддверий, и третий канал, протяженный из третьей полости к тому же преддверию таким образом, что область, в которой третий канал для текучей среды впадает в первое преддверие, расположена над областью или под областью, в которой первый канал для текучей среды впадает в первое преддверие.
В шестидесятом воплощении настоящего изобретения предлагается способ согласно воплощению 59, при котором каналы для текучей среды образованы множеством последовательностей пластин, при этом каждая последовательность включает по меньшей мере одну первую пластину, образующую первый канал для
текучей среды, и по меньшей мере одну третью пластину, образующую третий канал для текучей среды.
В шестьдесят первом воплощении настоящего изобретения предлагается способ согласно любому из воплощений 55-60, при котором полимерные ленты являются в сущности прямолинейными.
В шестьдесят втором воплощении настоящего изобретения предлагается способ согласно любому из воплощений 55-61, при котором полимерные нити экструдируются волнообразно, в результате чего они по меньшей мере частично скрепляются с двумя соседними полимерными лентами.
В шестьдесят третьем воплощении настоящего изобретения предлагается способ согласно любому из воплощений 55-62, при котором полимерные нити и полимерные ленты не пересекаются друг с другом.
В шестьдесят четвертом воплощении настоящего изобретения предлагается способ согласно любому из воплощений 55-63, при котором отношение высоты к ширине по меньшей мере для некоторых из первых выпускных отверстий составляет по меньшей мере 11:1.
В шестьдесят пятом воплощении настоящего изобретения предлагается способ согласно любому из воплощений 55-64, при котором высота по меньшей мере некоторых из полимерных лент превышает 750 микрометров.
В шестьдесят шестом воплощении настоящего изобретения предлагается способ согласно любому из воплощений 55-64, при котором высота по меньшей мере некоторых полимерных лент составляет менее, чем 750 микрометров.
В шестьдесят седьмом воплощении настоящего изобретения предлагается способ согласно любому из воплощений 55-66, при котором по меньшей мере некоторые из полимерных лент имеют цвет, отличающийся от цвета по меньшей мере некоторых из полимерных нитей.
В шестьдесят восьмом воплощении настоящего изобретения предлагается способ согласно любому из воплощений 55-67, при котором по меньшей мере некоторые из полимерных лент содержат полимерную композицию, отличающуюся от полимерной композиции по меньшей мере некоторых из полимерных нитей.
В шестьдесят девятом воплощении настоящего изобретения предлагается способ согласно любому из воплощений 55-68, при котором полимерные ленты являются эластичными, полимерные нити являются эластичными, или как полимерные ленты, так и полимерные нити являются эластичными.
В семидесятом воплощении настоящего изобретения предлагается способ согласно любому из воплощений 55-69, при котором вторые выпускные отверстия по вертикали расположены ближе к нижним краям, чем к верхним краям первых выпускных отверстий.
В семьдесят первом воплощении настоящего изобретения предлагается способ согласно любому из воплощений 55-70, при котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, при этом основная поверхность прерывистым образом скреплена только с одной полимерной нитью в области, расположенной между центральной линией и первой кромкой.
В семьдесят втором воплощении настоящего изобретения предлагается способ согласно воплощению 70 или 71, при котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, при этом полимерный сетчатый компонент имеет расположенные друг напротив друга первую и вторую основные поверхности, перпендикулярные основным поверхностям полимерных лент, при этом первая основная поверхность полимерного сетчатого компонента включает первые кромки полимерных лент, и при этом вторая основная поверхность включает вторые кромки полимерных лент и части по меньшей мере некоторых из полимерных нитей.
В семьдесят третьем воплощении настоящего изобретения предлагается способ согласно любому из воплощений 55-69, при котором первые выпускные отверстия и вторые выпускные отверстия отцентрированы по вертикали.
В семьдесят четвертом воплощении настоящего изобретения предлагается способ согласно любому из воплощений 55-69 и 73, при котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и при этом основная поверхность прерывистым образом скреплена только с одной из полимерных нитей в области, включающей центральную линию.
В семьдесят пятом воплощении настоящего изобретения предлагается способ согласно воплощению 73 или 74, при котором полимерные нити и полимерные ленты отцентрированы по вертикали.
В семьдесят шестом воплощении настоящего изобретения предлагается способ согласно любому из воплощений 55-69 и 73-75, при котором каждая из полимерных
лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, при этом полимерный сетчатый компонент имеет расположенные друг напротив друга первую и вторую основные поверхности, перпендикулярные основным поверхностям полимерных лент, при этом первая основная поверхность полимерного сетчатого компонента включает первые кромки полимерных лент, и при этом вторая основная поверхность включает вторые кромки полимерных лент, и при этом ни первая основная поверхность, ни вторая основная поверхность не включают какой-либо части полимерных нитей.
В семьдесят восьмом воплощении настоящего изобретения предлагается способ согласно любому из воплощений 55-69, при котором вторые выпускные отверстия выровнены по вертикали, и при этом у первой части первых выпускных отверстий нижние края расположены ближе ко вторым выпускным отверстиям, чем их верхние края, и при этом у второй части первых выпускных отверстий верхние края расположены ближе ко вторым выпускным отверстиям, чем их нижние края.
В семьдесят девятом воплощении настоящего изобретения предлагается способ согласно воплощению 78, при котором первые выпускные отверстия расположены чередующимся образом между вторыми выпускными отверстиями, так что их верхние края в сущности выровнены с нижними краями вторых выпускных отверстий, а их нижние края в сущности выровнены с верхними краями вторых выпускных отверстий.
В восьмидесятом воплощении настоящего изобретения предлагается способ согласно любому из воплощений 55-69, 78 или 79, при котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, при этом основная поверхность первой части полимерных лент прерывистым образом скреплена только с одной полимерной нитью в области, расположенной между центральной линией и первой кромкой, и основная поверхность второй части полимерных лент прерывистым образом скреплена только с одной полимерной нитью в области, расположенной между центральной линией и второй кромкой.
В восемьдесят первом воплощении настоящего изобретения предлагается способ согласно любому из воплощений 55-69 и 78-80, при котором каждая из полимерных лент имеет центральную линию, разбивающую основную поверхность ленты на две части, и первую и вторую кромки, расположенные симметрично по противоположные стороны от центральной линии, при этом полимерный сетчатый компонент имеет расположенные друг напротив друга первую и вторую основные поверхности, перпендикулярные основным поверхностям полимерных лент, при этом первая основная поверхность полимерного сетчатого компонента включает первые кромки полимерных лент, и при этом вторая основная поверхность включает вторые кромки полимерных лент, при этом первая часть полимерных лент не является протяженной до второй основной поверхности, и при этом вторая часть полимерных лент не является протяженной до первой основной поверхности.
В восемьдесят втором воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно любому из воплощений 1-19, присоединенный к носителю.
В восемьдесят третьем воплощении настоящего изобретения предлагается полимерный сетчатый компонент согласно любому из воплощений 1-19 для использования в качестве эластичного бинта.
Для лучшего понимания настоящего описания ниже приводится ряд примеров. При этом подразумевается, что данные примеры приводятся только в иллюстративных целях, и их не следует понимать, как ограничивающие настоящее изобретение каким-либо образом. Все доли и процентные соотношения приводятся по весу, если явно не указано иное.
Примеры
Пример 1
Была изготовлена матрица для совместной экструзии полимеров, подобная матрице, изображенной на фиг. 22 и 23, и собранная из повторений последовательности пластин, в результате чего была получена повторяющаяся структура из выпускных отверстий, подобная показанной на фиг. 12А и 12В. Толщина пластин в составе повторяющейся последовательности составляла 4×10-3 дюйма (0,102 мм). Данные пластины были изготовлены из нержавеющей стали, и отверстия в них были выполнены методом электроискровой обработки с проволочным электродом. Как показано на фиг. 11, выпускные отверстия 356 пластин 300 были прорезаны так, что их высота составляла 100×10-3 дюйма (2,54 мм). Как показано на фиг. 9, выпускные отверстия 156 пластин 100 были прорезаны так, что их высота составляла 30×10-3 дюйма (0,762 мм). Пластины укладывали друг на друга в виде повторяющейся оследовательности: 100, 100, 200, 200, 300, 300, 200, 200. Высота выпускных отверстий 1001 и 1003 в сборе составляла по 0,203 мм, а промежутки между отверстиями составляли 0,203 мм. Полученные выпускные отверстия лежали на одной прямой, чередуясь друг с другом, и полученная выпускная поверхность имела вид, показанный на фиг. 12В. Суммарная ширина пакета пластин составляла примерно 13 см (5 дюймов).
Каждый из входных штуцеров на двух концевых блоках матрицы сообщался с тремя обычными одношнековыми экструдерами. В каждую из питающих полостей 1012а и 1012 с экструдера подавали гомополимерный полипропилен с торговым наименованием 1024РР от Exxon Mobil (Ирвинг, штат Техас, США).
Расход полимера на выходе из отверстий 1003 составлял 1,7 кг/час, а на выходе из отверстий 1001 он составлял 1,9 кг/час. Расплав экструдировали вертикально на охлаждающий отводящий конвейер. Скорость охлаждающего отводящего конвейера составляла 5,2 м/мин, а расстояние падения расплава на конвейер составляло 3 см. Экструдирование производилось при температуре 218°С. Полимер, выходивший из отверстий 1003, принимал волнообразную форму. В качестве охлаждающего валика использовался хромированный стальной валик диаметром 20 см с гладкой поверхностью, на которой поддерживалась постоянная температура. Температура охлаждения, которая составляла 10°С, поддерживалась за счет циркуляции воды внутри валика. Полотно оборачивалось вокруг стального хромированного валика на 180° и сматывалось на приемный валик.
Фотография полученного полимерного сетчатого компонента показана на фиг. 30. При рассмотрении полотна под оптическим микроскопом с 30-кратным увеличением было определено, что ширина и высота полимерных нитей составляли 80 микрометров и 373 микрометров соответственно, а ширина и высота полимерных лент составляли 80 микрометров и 600 микрометров соответственно. Поверхностную плотность полимерного сетчатого компонента определяли путем взвешивания трех его кусков размером 2 дюйма × 10 дюймов (5,1 см × 25,4 см) на аналитических весах и последующего усреднения полученных значений. Было определено, что поверхностная плотность полимерного сетчатого компонента составляла 125 г/м2, а его суммарная толщина составляла 600 микрометров.
Из прокладки с торговым наименованием OPTIONS ULTRA THINS размером 270 мм × 90 мм, от First Quality Retail Services (Мэкон, штат Джорджия, США), удаляли верхний лист и заменяли его лоскутом полимерного сетчатого компонента,
описанного выше. Лоскут полимерного сетчатого материала компонента имел размеры примерно 260 мм × 90 мм. Полимерный сетчатый компонент укладывали поверх слоя приема/распределения без адгезива.
Пример 1b
Образец полимерного сетчатого компонента (размером приблизительно 260 мм × 90 мм), изготовленного, как описано в Примере 1, пропитывали в растворе, приготовленном из 90 граммов воды и 10 граммов поверхностно-активного вещества с торговым наименованием TRITON Х-100 от Dow Chemical Company (Мидлэнд, штат Мичиган, США). После полного погружения полимерного сетчатого компонента его немедленно вынимали из раствора и давали стечь избытку жидкости. Образец укладывали на алюминиевый лоток и высушивали его при температуре 50°С в течение двух часов в печи периодического действия. Из прокладки с торговым наименованием OPTIONS ULTRA THINS размером 270 мм × 90 мм от First Quality Retail Services (Мэкон, штат Джорджия, США) удаляли верхний лист и заменяли его пропитанным и высушенным лоскутом полимерного сетчатого компонента. Полимерный сетчатый компонент укладывали поверх слоя приема/распределения без адгезива.
Пример 1 с
Из гигиенической прокладки с торговым наименованием OPTIONS ULTRA THINS, размером 270 мм × 90 мм, от First Quality Retail Services, удаляли верхний лист, после чего удаляли также слой приема/распределения и заменяли его образцом полимерного сетчатого компонента, изготовленного, как описано в примере 1. Образец полимерного сетчатого компонента имел размеры примерно 165 мм × 50 мм. Полимерный сетчатый компонент укладывали поверх абсорбента без адгезива, и поверх полимерного сетчатого компонента укладывали исходный верхний лист, также без адгезива.
Пример 2
Была изготовлена матрица для совместной экструзии полимеров, подобная матрице, изображенной на фиг. 22 и 23, и собранная из повторений последовательности пластин, в результате чего была получена повторяющаяся структура из выпускных отверстий, подобная показанной на фиг. 15А и 15В, с тем отличием, что использовалась одна пластина 500 вместо двух. Толщина пластин 400 и
200 в составе повторяющейся последовательности составляла 4×10-3 дюйма (0,102 мм). Толщина пластин 500 в составе повторяющейся последовательности составляла 8×10-3 дюйма (0,203 мм). Данные пластины были изготовлены из нержавеющей стали, и отверстия в них были выполнены методом электроискровой обработки с проволочным электродом. Как показано на фиг. 14, выпускные отверстия 556 пластин 500 были прорезаны так, что их высота составляла 100×10-3 дюйма (2,54 мм). Как показано на фиг. 13, выпускные отверстия 456 пластин 400 были прорезаны так, что их высота составляла 20×10-3 дюйма (0,508 мм). Пластины укладывали друг на друга в виде повторяющейся последовательности: 400, 400, 400, 400, 200, 200, 200, 200, 500, 200, 200, 200, 200. Высота выпускных отверстий 1101 и 1103 в сборе составляла по 0, 406 мм и 0,203 мм соответственно, а промежутки между отверстиями составляли 0,406 мм. Полученные выпускные отверстия лежали на одной прямой, чередуясь друг с другом, и полученная выпускная поверхность имела вид, показанный на фиг. 15В. Суммарная ширина пакета пластин составляла примерно 15 см.
Каждый из входных штуцеров на двух концевых блоках матрицы сообщался с тремя обычными одношнековыми экструдерами. В каждую из питающих полостей 1112а и 1112с экструдера подавали эластомерный блок-сополимер стирол-этилен/бутилен-стирол с торговым наименованием MD6751 от Kraton (Белпре, штат Огайо, США), смешанный в сухом виде с 3% маточной смеси желтого и зеленого красителя соответственно (желтый краситель - с торговым наименованием PANTONE YELLOW от Americhem (Куяхога-Фолз, штат Огайо, США), зеленый краситель - с торговым наименованием PAN3385C MINT GREEN от Clariant (Миннеаполис, штат Миннесота, США)).
Расход желтого полимера на выходе из отверстий 1103 составлял 3,74 кг/час, а расход зеленого полимера на выходе из отверстий 1101 составлял 2,95 кг/час. Расплав экструдировали вертикально на охлаждающий отводящий конвейер. Скорость охлаждающего отводящего конвейера составляла 1,54 м/мин, а расстояние падения расплава на конвейер составляло 4 см. Экструдирование производилось при температуре 232°С. Полимер, выходивший из отверстий 1103, принимал волнообразную форму. В качестве охлаждающего валика использовался хромированный стальной валик диаметром 20 см с гладкой поверхностью, на которой поддерживалась постоянная температура. Температура охлаждения, которая составляла 10°С, поддерживалась за счет циркуляции воды внутри валика. Полотно дополнительно охлаждалось на охлаждающем валике сжатым воздухом, проходившим через четыре сопла Loc-Line® Swivel Nozzle 75 от Lockwood Products, INC (Лейк Освего, штат Орегон, США), диаметром 2,5-дюйма (6,35 см). Полотно оборачивалось вокруг стального хромированного валика на 180° и сматывалось на приемный валик.
Фотографии полученного полимерного сетчатого компонента показаны на фиг. 31А и 31В. При рассмотрении полотна под оптическим микроскопом с 30-кратным увеличением было определено, что ширина и высота полимерных нитей составляли 426 микрометров и 773 микрометров соответственно, а ширина и высота полимерных лент составляли 229 микрометров и 2066 микрометров соответственно. Было определено, что поверхностная плотность полимерного сетчатого компонента, как описано в примере 1, составляла 568 г/м2, а его суммарная толщина составляла 2066 микрометров.
Пример 3
Была изготовлена матрица для совместной экструзии полимеров, подобная матрице, изображенной на фиг. 22 и 23, и собранная из повторений последовательности пластин, в результате чего была получена повторяющаяся структура из выпускных отверстий, подобная показанной на фиг. 21А и 21В, с тем отличием, что использовалась одна пластина 500 вместо двух. Толщина пластин 800 и 200 в составе повторяющейся последовательности составляла 4×10-3 дюйма (0,102 мм). Толщина пластин 500 в составе повторяющейся последовательности составляла 8×10-3 дюйма (0,203 мм). Толщина пластин 900 в составе повторяющейся последовательности составляла 2×10-3 дюйма (0,051 мм). Данные пластины были изготовлены из нержавеющей стали, и отверстия в них были выполнены методом электроискровой обработки с проволочным электродом. Как показано на фиг. 14, выпускные отверстия 556 пластин 500 были прорезаны так, что их высота составляла 100×10-3 дюйма (2,54 мм). Как показано на фиг. 13, выпускные отверстия 856 пластин 800 были прорезаны так, что их высота составляла 15×10-3 дюйма (0,381 мм). Пластины укладывали друг на друга в виде повторяющейся последовательности: 800, 800, 800, 200, 200, 200, 900, 500, 900, 200, 200, 200. Высота выпускных отверстий 1301 и 1303 в сборе составляла по 0,305 мм и 0,203 мм соответственно, а промежутки между отверстиями составляли 0,305 мм. Полученные выпускные отверстия лежали на одной прямой, чередуясь друг с другом, и полученная выпускная поверхность имела вид, показанный на фиг. 21В. Суммарная ширина пакета пластин составляла примерно 10 см.
Каждый из входных штуцеров на двух концевых блоках матрицы сообщался с тремя обычными одношнековыми экструдерами. В каждую из питающих полостей 1312а и 1312b экструдера подавали эластомерный блок-сополимер стирол-этилен/бутилен-стирол с торговым наименованием MD6752 от Kraton (Белпре, штат Огайо, США), смешанный в сухом виде с 3% маточной смеси розового и черного красителя соответственно с торговыми наименованиями PAN813C NEON PINK и PANTONE BLACK С соответственно от Clariant (Миннеаполис, штат Миннесота, США).
Расход розового полимера на выходе из отверстий 1303 составлял 2,04 кг/час, а расход черного полимера на выходе из отверстий 1301 составлял 3,61 кг/час. Расплав экструдировали вертикально на охлаждающий отводящий конвейер. Скорость охлаждающего отводящего конвейера составляла 1, 67 м/мин, а расстояние падения расплава на конвейер составляло 4 см. Экструдирование производилось при температуре 232°С. Полимер, выходивший из отверстий 1103, принимал волнообразную форму. В качестве охлаждающего валика использовался хромированный стальной валик диаметром 20 см с гладкой поверхностью, на которой поддерживалась постоянная температура. Температура охлаждения, которая составляла 10°С, поддерживалась за счет циркуляции воды внутри валика. Полотно дополнительно охлаждалось на охлаждающем валике сжатым воздухом, проходившим через четыре сопла Loc-Line® Swivel Nozzle 75 от Lockwood Products, INC (Лейк Освего, штат Орегон, США), диаметром 2,5-дюйма (6,35 см). Полотно оборачивалось вокруг стального хромированного валика на 180° и сматывалось на приемный валик.
Фотографии полученного полимерного сетчатого компонента показаны на фиг. 32А и 32В. При рассмотрении полотна под оптическим микроскопом с 30-кратным увеличением было определено, что ширина и высота полимерных нитей составляли 476 микрометров и 614 микрометров соответственно, а ширина и высота полимерных лент составляли 189 микрометров и 2365 микрометров соответственно. Было определено, что поверхностная плотность полимерного сетчатого компонента, измеренная, как описано в примере 1, составляла 649 г/м2, а его суммарная толщина составляла 2365 микрометров.
Пример 4
Была изготовлена матрица для совместной экструзии полимеров, подобная матрице, изображенной на фиг. 22 и 23, и собранная из повторений последовательности пластин, в результате чего была получена повторяющаяся структура из выпускных отверстий, подобная показанной на фиг. 18А и 18В. Толщина пластин 700, 200, 600 и 300 в составе повторяющейся последовательности составляла 4×10-3 дюйма (0,102 мм). Данные пластины были изготовлены из нержавеющей стали, и отверстия в них были выполнены методом электроискровой обработки с проволочным электродом. Как показано на фиг. 11 и 17, выпускные отверстия 356 и 756 пластин 300 и 700 были прорезаны так, что их высота составляла 100×10-3 дюйма (2,54 мм). Выпускные отверстия 656 пластин 600 были прорезаны так, что их высота составляла 30×10-3 дюйма (0,765 мм). Пластины укладывали друг на друга в виде повторяющейся последовательности: 700, 700, 200, 200, 600, 600, 200, 200, 300, 300, 200, 200, 600, 600, 200, 200. Высота выпускных отверстий 1203 и 1201 в сборе составляла по 0,203 мм, и промежутки между отверстиями составляли 0,203 мм. Полученные выпускные отверстия лежали на одной прямой, чередуясь друг с другом, и полученная выпускная поверхность имела вид, показанный на фиг. 18А и 18В. Суммарная ширина пакета пластин составляла примерно 12,5 см.
Каждый из входных штуцеров на двух концевых блоках матрицы сообщался с тремя обычными одношнековыми экструдерами. В каждую из питающих полостей 1212а, 1212b и 1212 с экструдера подавали эластомерный блок-сополимер стирол-этилен/бутилен-стирол с торговым наименованием MD6751 от Kraton (Белпре, штат Огайо, США), смешанный в сухом виде с 3% маточной смеси розового, желтого и пурпурного красителя соответственно (желтый краситель с торговым наименованием YELLOW 116 от Americhem (Куяхога-Фолз, штат Огайо, США), розовый и пурпурный красители - с торговыми наименованиями PAN813C NEON PINK и PAN266C PURPLE соответственно от Clariant (Миннеаполис, штат Миннесота, США)).
Расход розового полимера на выходе из отверстий 1201 составлял 2,0 кг/час, расход желтого полимера на выходе из отверстий 1203 составлял 3,08 кг/час, а расход пурпурного полимера на выходе из отверстий 1201 составлял 1,36 кг/час. Расплав экструдировали вертикально на охлаждающий отводящий конвейер. Скорость охлаждающего отводящего конвейера составляла 1,67 м/мин, а расстояние падения расплава на конвейер составляло 4 см. Экструдирование производилось при температуре 232°С. Полимер, выходивший из отверстий 1203, принимал волнообразную форму. В качестве охлаждающего валика использовался хромированный стальной валик диаметром 20 см с гладкой поверхностью, на которой поддерживалась постоянная температура. Температура охлаждения, которая составляла 10°С, поддерживалась за счет циркуляции воды внутри валика. Полотно дополнительно охлаждалось на охлаждающем валике сжатым воздухом, проходившим через четыре сопла Loc-Line® Swivel Nozzle 75 от Lockwood Products, INC (Лейк Освего, штат Орегон, США) диаметром 2,5-дюйма (6,35 см). Полотно оборачивалось вокруг стального хромированного валика на 180° и сматывалось на приемный валик.
Фотографии полученного полимерного сетчатого компонента показаны на фиг. 33А и 33В. При рассмотрении полотна под оптическим микроскопом с 30-кратным увеличением было определено, что ширина и высота полимерных нитей составляли 306 микрометров и 747 микрометров соответственно, ширина и высота розовых полимерных лент составляли 204 микрометров и 1736 микрометра соответственно, и ширина и высота пурпурных полимерных лент составляли 200 микрометров и 1782 микрометра соответственно. Было определено, что поверхностная плотность полимерного сетчатого компонента, измеренная, как описано в примере 1, составляла 680 г/м2, а его суммарная толщина составляла 3,03 мм.
Пример 4а
Из гигиенической прокладки с торговым наименованием OPTIONS ULTRA THINS, размером 270 мм × 90 мм, от First Quality Retail Services, удаляли верхний лист и заменяли его образцом полимерного сетчатого компонента, изготовленного, как описано выше в примере 4. Образец полимерного сетчатого материала имел размеры примерно 260 мм × 90 мм. Полимерный сетчатый компонент укладывали поверх слоя приема/распределения без адгезива.
Пример 4b
Образец полимерного сетчатого компонента (размером приблизительно 260 мм × 90 мм), изготовленного, как описано в Примере 4, пропитывали в растворе, приготовленном из 90 граммов воды и 10 граммов поверхностно-активного вещества с торговым наименованием TRITON Х-100 от Dow Chemical Company, (Мидлэнд, штат Мичиган, США), вынимали из раствора и сушили, как описано в примере 1b. Из гигиенической прокладки с торговым наименованием OPTIONS ULTRA THINS, размером 270 мм × 90 мм, от First Quality Retail Services, удаляли верхний лист и заменяли его пропитанным и высушенным лоскутом полимерного сетчатого компонента. Полимерный сетчатый компонент укладывали поверх слоя приема/распределения без адгезива.
Пример 4с
Из гигиенической прокладки с торговым наименованием OPTIONS ULTRA THINS, размером 270 мм × 90 мм, от First Quality Retail Services, удаляли верхний лист, после чего удаляли также слой приема/распределения и заменяли его лоскутом полимерного сетчатого компонента, изготовленного, как описано в примере 4. Образец полимерного сетчатого компонента имел размеры примерно 165 мм × 50 мм. Полимерный сетчатый компонент укладывали поверх абсорбента без адгезива, и поверх полимерного сетчатого компонента укладывали исходный верхний лист, также без адгезива.
Пример 5
Полимерный сетчатый компонент в примере 5 изготавливали способом, описанном в примере 2, со следующими отличиями. Суммарная ширина пакета пластин составляла примерно 13 см. В каждую из питающих полостей 1112а и 1112с экструдера подавали эластомерный блок-сополимер стирол-этилен/бутилен-стирол с торговым наименованием G1645 от Kraton. Никакого красителя не добавляли. Экструдирование производилось при температуре 254°С. Скорость охлаждающего отводящего конвейера составляла 1,52 м/мин, а расстояние падения расплава на конвейер составляло 3 см. При рассмотрении полотна под оптическим микроскопом с 30-кратным увеличением было определено, что ширина и высота полимерных нитей составляли 450 микрометров и 700 микрометров соответственно, а ширина и высота полимерных лент составляли 200 микрометров и 2400 микрометров соответственно. Было определено, что поверхностная плотность полимерного сетчатого компонента, измеренная, как описано в примере 1, составляла 641 г/м2, а его суммарная толщина составляла 2400 микрометров.
Пример 6
Полимерный сетчатый компонент в примере 6 изготавливали способом, описанном в примере 1, со следующими отличиями. Вместо пластины 100, изображенной на фиг. 9, использовали пластину 400, изображенную на фиг. 13. Выпускные отверстия 456 пластин 400 были прорезаны так, что их высота составляла 20×10-3 дюйма (0,508 мм). Пластины укладывали друг на друга в виде повторяющейся последовательности: 400, 400, 200, 200, 300, 300, 200, 200. Суммарная ширина пакета пластин составляла примерно 10 см.
Каждый из входных штуцеров на двух концевых блоках матрицы сообщался с тремя обычными одношнековыми экструдерами. В каждую из питающих полостей 1112а и 1112с экструдера подавали эластомерный блок-сополимер стирол-этилен/бутилен-стирол с торговым наименованием 1130120 от Kraton, смешанный в сухом виде с 2% маточной смеси темно-зеленого и 3% маточной смеси зеленого красителя соответственно (темно-зеленый краситель - "DEEP SATURATED GREEN", зеленый - "PAN802C GREEN", оба от Clariant).
Расход полимера на выходе из отверстий 1003 (волнообразно) составлял 1,3 кг/час, а расход полимера на выходе из отверстий 1001 составлял 2,25 кг/час. Скорость охлаждающего отводящего конвейера составляла 1,5 м/мин, а расстояние падения расплава на конвейер составляло 4 см. Экструдирование производилось при температуре 232°С.
Фотографии полученного полимерного сетчатого компонента показаны на фиг. 34А и 34В. При рассмотрении полотна под оптическим микроскопом с 30-кратным увеличением было определено, что ширина и высота полимерных нитей составляли 350 микрометров и 360 микрометров соответственно, а ширина и высота полимерных лент составляли 110 микрометров и 925 микрометров соответственно. Было определено, что поверхностная плотность полимерного сетчатого компонента, измеренная, как описано в примере 1, составляла 240 г/м2, а его суммарная толщина составляла 925 микрометров.
Пример 6а
Из гигиенической прокладки с торговым наименованием OPTIONS ULTRA THINS, размером 270 мм × 90 мм, от First Quality Retail Services, удаляли верхний лист и заменяли его образцом полимерного сетчатого компонента, изготовленного, как описано выше в примере 6. Образец полимерного сетчатого компонента имел размеры примерно 260 мм × 90 мм. Полимерный сетчатый компонент укладывали поверх слоя приема/распределения без адгезива.
Пример 6b
Образец полимерного сетчатого компонента (размером приблизительно 260 мм × 90 мм), изготовленного, как описано в Примере 6, пропитывали в растворе, приготовленном из 90 граммов воды и 10 граммов поверхностно-активного вещества с торговым наименованием TRITON Х-100 от Dow Chemical Company, после чего извлекали его из раствора и высушивали, как описано в примере 1b. Из гигиенической прокладки с торговым наименованием OPTIONS ULTRA THINS, размером 270 мм × 90 мм, от First Quality Retail Services, удаляли верхний лист и заменяли его пропитанным и высушенным лоскутом полимерного сетчатого компонента. Полимерный сетчатый компонент укладывали поверх слоя приема/распределения без адгезива.
Пример 6с
Из гигиенической прокладки с торговым наименованием OPTIONS ULTRA THINS, размером 270 мм × 90 мм, от First Quality Retail Services, удаляли верхний лист, после чего удаляли также слой приема/распределения и заменяли его лоскутом полимерного сетчатого компонента, изготовленного, как описано в примере 6. Образец полимерного сетчатого компонента имел размеры примерно 165 мм × 50 мм. Полимерный сетчатый компонент укладывали поверх абсорбента без адгезива, и поверх полимерного сетчатого компонента укладывали исходный верхний лист, также без адгезива.
Сравнительный пример А
В качестве сравнительного примера А использовалась гигиеническая прокладка размером 270 мм × 90 мм с торговым наименованием OPTIONS ULTRA THINS от First Quality Retail Services, в неизменном виде.
Сравнительный пример В
В качестве сравнительного примера В использовалась гигиеническая размером 270 мм × 90 мм с торговым наименованием OPTIONS ULTRA THINS от First Quality Retail Services с удаленным и замененным верхним листом.
Способы испытаний
Время прохождения текучей среды
Время прохождения текучей среды через образец измеряли с помощью приспособления, показанного на фиг. 35. Приспособление включало лист из полиметилметакрилата размерами 203 мм × 203 мм × 5 мм. Стеклянную воронку с диаметром устья 15 мм (круглого сечения) вставляли в сделанное под него отверстие в листе полиметилметакрилата, и стык между воронкой и листом уплотняли воском. Между листом из полиметилметакрилата размерами 203 мм × 203 мм × 5 мм без отверстий и испытательным приспособлением поочередно укладывали исследуемые образцы гигиенических прокладок в соответствии с примерами 1-6, а также сравнительными примерами А и В. Образец укладывали так, чтобы отверстие приспособления находилось примерно по центру образца. На верхний лист полиметилметакрилата устанавливали четыре груза весом по 250 г, по одному грузу в каждом из четырех углов листа, что обеспечивало суммарное давление на прокладку, составлявшее 572 Па (0,083 фунта/дюйм2). Нижний край воронки находился в контакте с прокладкой. В воронку выливали 20 мл 0,9% водного раствора NaCl с добавлением небольшого количества красного красителя с торговым наименованием DIRECT RED 81 от Aldrich Chemical Company, (Милуоки, штат Висконсин, США). С помощью секундомера измеряли время прохождения раствора в секундах, как время между подачей раствора в воронку и полным опорожнением воронки. Испытывали по одному образцу для каждого примера и сравнительного примера.
Выход текучей среды на поверхность
По окончании измерения времени прохождения (то есть, после нанесения раствора) с прокладки снимали приспособление и давали ей вылежаться 5 минут. После этого по центру прокладки в виде стопки укладывали 10 предварительно взвешенных листов фильтровальной бумаги VWR №110 (круг диаметром 11 см), и поверх стопки фильтровальной бумаги на 3 минуты устанавливали груз с размерами основания 152 мм × 78 мм и весом 1 967,2 граммов. Груз удаляли и повторно взвешивали листы фильтровальной бумаги. Приращение веса фильтровальной бумаги считалось количеством текучей среды, вышедшей на поверхность образца.
Распространение текучей среды
После снятия груза с образца (в предыдущем испытании на выход текучей среды на поверхность) с помощью линейки измеряли расстояние, на которое распространилась текучая среда в направлениях длины и ширины прокладки.
Полученные значения времени прохождения, выхода текучей среды на поверхность и распространения текучей среды в длину и ширину для образцов в примерах 1, 1b, 1c, 4a, 4b, 4c, 6a, 6b и 6с, а также в сравнительных примерах А и В приведены в Таблице 1 ниже.
Жидкость не проходила через полимерный сетчатый компонент, поэтому выход текучей среды на поверхность больше.
Можно ожидать, что разрывы прокладки вызывали появление воздушных зазоров и попадание суперабсорбирующего полимера на тыльный лист, в результате чего происходил более значительный выход текучей среды на поверхность.
Примеры респираторов
Время восстановления
Определяли время восстановления для трех различных примеров полимерного сетчатого компонента. Образцы поочередно устанавливали в анализатор Q800 от ТА Instruments, предназначенный для исследования динамических и механических свойств материалов и настроенный на режим измерения характеристик ползучести. При этом использовали следующие стандартные методики испытаний: ASTM D-4065 «Determining and Reporting Dynamic Mechanical Properties of Plastics» (Определение динамических и механических свойств пластмасс); ASTM D-4092 «Standard Terminology to Dynamic Mechanical Measurements on Plastics» (Стандартная терминология при определении динамических и механических свойств пластмасс); и ASTM E-473 «Terminology Relating to Thermal Analysis» (Терминология в области термического анализа). В процессе проведения испытания к исследуемому образцу правильной геометрической формы прилагали небольшое сжимающее усилие в течение определенного периода времени. После этого сжимающее усилие снимали, и через определенное время измеряли степень восстановление толщины материала. Каждый из образцов помещали между двумя параллельными пластинами диаметром 15 мм и 40 мм. Вес груза обеспечивал давление на образец, равное 5 кПа, которое прилагали к грузу в течение 1 минуты, после чего груз снимали, и образцу давали возможность восстановить толщину в течение 2 минут без приложения к нему какого-либо усилия.
Пример 7
Была изготовлена матрица для совместной экструзии полимеров, подобная матрице, изображенной на фиг. 22 и 23, и собранная из повторений последовательности пластин, в результате чего была получена повторяющаяся структура из выпускных отверстий, подобная показанной на фиг. 12А и 12В. Толщина пластин в составе повторяющейся последовательности составляла 4×10-3 дюйма (0,102 мм). Данные пластины были изготовлены из нержавеющей стали, и отверстия в них были выполнены методом электроискровой обработки с проволочным электродом. Как показано на фиг. 11, выпускные отверстия 356 пластин 300 были прорезаны так, что их высота составляла 100×10-3 дюйма (2,54 мм). Как показано на фиг. 9, выпускные отверстия 156 пластин 100 были прорезаны так, что их высота составляла 20×10-3 дюйма (0,508 мм). Пластины укладывали друг на друга в виде повторяющейся последовательности: 100, 100, 200, 200, 300, 300, 200, 200. Высота выпускных отверстий 1001 и 1003 в сборе составляла по 0,203 мм, и промежутки между отверстиями составляли 0,203 мм. Полученные выпускные отверстия лежали на одной прямой, чередуясь друг с другом, и полученная выпускная поверхность имела вид, показанный на фиг. 12В. Суммарная ширина пакета пластин составляла примерно 13 см (5 дюймов).
Каждый из входных штуцеров на двух концевых блоках матрицы сообщался с тремя обычными одношнековыми экструдерами. В каждую из питающих полостей 1012а и 1012с экструдера подавали эластомерный блок-сополимер стирол-этилен/бутилен-стирол с торговым наименованием 1643 от Kraton (Белпре, штат Огайо, США), смешанный в сухом виде с 3% маточной смеси оранжевого и голубого красителя соответственно, с торговыми наименованиями Orange PP и Blue PP, от Clariant (Миннеаполис, штат Миннесота, США).
Расход полимера на выходе из отверстий 1003 составлял 1,4 кг/час, а расход полимера на выходе из отверстий 1001 составлял 1,8 кг/час. Расплав экструдировали вертикально на охлаждающий отводящий конвейер. Скорость охлаждающего отводящего конвейера составляла 0,75 м/мин, а расстояние падения расплава на конвейер составляло 3 см. Экструдирование производилось при температуре 204°С. Полимер, выходивший из отверстий 1003, принимал волнообразную форму. В качестве охлаждающего валика использовался хромированный стальной валик диаметром 20 см с гладкой поверхностью, на которой поддерживалась постоянная температура. Температура охлаждения, которая составляла 10°, поддерживалась за счет циркуляции воды внутри валика. Полотно оборачивалось вокруг стального хромированного валика на 180° и сматывалось на приемный валик.
При рассмотрении полотна под оптическим микроскопом с 30-кратным увеличением было определено, что ширина и высота полимерных нитей составляли 145 микрометров и 597 микрометров соответственно, а ширина и высота полимерных лент составляли 168 микрометров и 1943 микрометра соответственно. Поверхностную плотность полимерного сетчатого компонента определяли путем взвешивания трех его кусков размером 2 дюйма × 10 дюймов (5,1 см × 25,4 см) на аналитических весах и последующего усреднения полученных значений. Было определено, что поверхностная плотность полимерного сетчатого компонента составляла 544 г/м2, а его суммарная толщина составляла 1943 микрометра.
Пример 8
Была изготовлена матрица для совместной экструзии полимеров, подобная матрице, изображенной на фиг. 22 и 23, и собранная из повторений последовательности пластин, в результате чего была получена повторяющаяся структура из выпускных отверстий, подобная показанной на фиг. 12А и 12В. Толщина пластин в составе повторяющейся последовательности составляла 4×10-3 дюйма (0,102 мм). Данные пластины были изготовлены из нержавеющей стали, и отверстия в них были выполнены методом электроискровой обработки с проволочным электродом.
Как показано на фиг. 11, выпускные отверстия 356 пластин 300 были прорезаны так, что их высота составляла 100×10-3 дюйма (2,54 мм). Как показано на фиг. 9, выпускные отверстия 156 пластин 100 были прорезаны так, что их высота составляла 20×10-3 дюйма (0,508 мм). Пластины укладывали друг на друга в виде повторяющейся последовательности: 100, 100, 200, 200, 300, 300, 200, 200. Высота выпускных отверстий 1001 и 1003 в сборе составляла по 0,203 мм, и промежутки между отверстиями составляли 0,203 мм. Полученные выпускные отверстия лежали на одной прямой, чередуясь друг с другом, и полученная выпускная поверхность имела вид, показанный на фиг. 12В. Суммарная ширина пакета пластин составляла примерно 13 см (5 дюймов).
Каждый из входных штуцеров на двух концевых блоках матрицы сообщался с тремя обычными одношнековыми экструдерами. В каждую из питающих полостей 1012а и 1012с экструдера подавали эластомерный блок-сополимер стирол-этилен/бутилен-стирол с торговым наименованием 1645 от Kraton (Белпре, штат Огайо, США), смешанный в сухом виде с 3% маточной смеси черного и зеленого красителя соответственно, с торговыми наименованиями Black PP и Green PP от Clariant (Миннеаполис, штат Миннесота, США).
Расход полимера на выходе из отверстий 1003 составлял 1,4 кг/час, а расход полимера на выходе из отверстий 1001 составлял 1,8 кг/час. Расплав экструдировали вертикально на охлаждающий отводящий конвейер. Скорость охлаждающего отводящего конвейера составляла 0,75 м/мин, а расстояние падения расплава на конвейер составляло 3 см. Экструдирование производилось при температуре 232°С. Полимер, выходивший из отверстий 1003, принимал волнообразную форму. В качестве охлаждающего валика использовался хромированный стальной валик диаметром 20 см с гладкой поверхностью, на которой поддерживалась постоянная температура. Температура охлаждения, которая составляла 10°С, поддерживалась за счет циркуляции воды внутри валика. Полотно оборачивалось вокруг стального хромированного валика на 180° и сматывалось на приемный валик.
При рассмотрении полотна под оптическим микроскопом с 30-кратным увеличением было определено, что ширина и высота полимерных нитей составляли 228 микрометров и 546 микрометров соответственно, а ширина и высота полимерных лент составляли 135 микрометров и 1537 микрометров соответственно. Поверхностную плотность полимерного сетчатого компонента определяли путем взвешивания трех его кусков размером 2 дюйма×10 дюймов (5,1 см × 25,4 см) на аналитических весах и последующего усреднения полученных значений. Было определено, что поверхностная плотность полимерного сетчатого компонента составляла 527 г/м2, а его суммарная толщина составляла 1537 микрометров.
Пример 9
Была изготовлена матрица для совместной экструзии полимеров, подобная матрице, изображенной на фиг. 22 и 23, и собранная из повторений последовательности пластин, в результате чего была получена повторяющаяся структура из выпускных отверстий, подобная показанной на фиг. 12А и 12В. Толщина пластин в составе повторяющейся последовательности составляла 4×10-3 дюйма (0,102 мм). Данные пластины были изготовлены из нержавеющей стали, и отверстия в них были выполнены методом электроискровой обработки с проволочным электродом. Как показано на фиг. 11, выпускные отверстия 356 пластин 300 были прорезаны так, что их высота составляла 100×10-3 дюйма (2,54 мм). Как показано на фиг. 9, выпускные отверстия 156 пластин 100 были прорезаны так, что их высота составляла 20×10-3 дюйма (0,508 мм). Пластины укладывали друг на друга в виде повторяющейся последовательности: 100, 100, 200, 200, 300, 300, 200, 200. Высота выпускных отверстий 1001 и 1003 в сборе составляла по 0,203 мм, и промежутки между отверстиями составляли 0,203 мм. Полученные выпускные отверстия лежали на одной прямой, чередуясь друг с другом, и полученная выпускная поверхность имела вид, показанный на фиг. 12В. Суммарная ширина пакета пластин составляла примерно 13 см (5 дюймов).
Каждый из входных штуцеров на двух концевых блоках матрицы сообщался с тремя обычными одношнековыми экструдерами. В каждую из питающих полостей 1012а и 1012с экструдера подавали эластомерный блок-сополимер стирол-этилен/бутилен-стирол с торговым наименованием MD 6843 от Kraton (Белпре, штат Огайо, США), смешанный в сухом виде с 3% маточной смеси черного и красного красителя соответственно, с торговыми наименованиями Black РР и Red РР от Clariant (Миннеаполис, штат Миннесота, США).
Расход полимера на выходе из отверстий 1003 составлял 1,4 кг/час, а расход полимера на выходе из отверстий 1001 составлял 1,8 кг/час. Расплав экструдировали вертикально на охлаждающий отводящий конвейер. Скорость охлаждающего отводящего конвейера составляла 0,75 м/мин, а расстояние падения расплава на конвейер составляло 3 см. Экструдирование производилось при температуре 260°С.
Полимер, выходивший из отверстий 1003, принимал волнообразную форму. В качестве охлаждающего валика использовался хромированный стальной валик диаметром 20 см с гладкой поверхностью, на которой поддерживалась постоянная температура. Температура охлаждения, которая составляла 10°, поддерживалась за счет циркуляции воды внутри валика. Полотно оборачивалось вокруг стального хромированного валика на 180° и сматывалось на приемный валик.
При рассмотрении полотна под оптическим микроскопом с 30-кратным увеличением было определено, что ширина и высота полимерных нитей составляли 241 микрометр и 609 микрометров соответственно, а ширина и высота полимерных лент составляли 165 микрометров и 2108 микрометров соответственно. Поверхностную плотность полимерного сетчатого компонента определяли путем взвешивания трех его кусков размером 2 дюйма×10 дюймов (5,1 см × 25,4 см) на аналитических весах и последующего усреднения полученных значений. Было определено, что поверхностная плотность полимерного сетчатого компонента составляла 381 г/м2, а его суммарная толщина составляла 2108 микрометров.
Сравнительный пример С
В качестве сравнительного примера С использовался немодифицированный пенополиуретанэфир LC 165-33 от Foamex (Media, штат Пенсильвания, США).
Сравнительный пример D
В качестве сравнительного примера D использовался немодифицированный пенополиуретан NolutexTM от Filtrona Porous Technologies (Колониал Хайтс, штат Виргиния, США).
Результаты
На фиг. 43 показан график относительной деформации образцов (в % от времени) для примеров 7-9 полимерного сетчатого компонента, а также для сравнительных примеров С и D. Кривая 4502 соответствует примеру 9, кривая 4504 соответствует примеру 7, а кривая 4506 соответствует примеру 8. Кроме того, кривая 4508 соответствует сравнительному примеру С, а кривая 4510 соответствует сравнительному примеру D.
Как показано на фиг. 43, образцы из вспененных материалов, использовавшиеся в качестве сравнительных примеров, претерпевали значительно больший процент деформации под давлением 5 кПа, чем образцы полимерных сетчатых компонентов. Кроме того, после приложения сжимающего усилия в течение 1 минуты и его снятия образцам из пены требовалось значительно большее время для восстановления размеров, чем образцам полимерных сетчатых компонентов. В целом, образцы полимерных сетчатых компонентов в примерах 7-9 восстанавливали свою форму после деформации значительно быстрее, чем образцы из пены в сравнительных примерах С-D.
Все публикации, цитируемые в настоящем документе, включены в него посредством ссылки целиком, за исключением тех их частей, которые непосредственно противоречат настоящему описанию. Выше были приведены в качестве примеров различные воплощения и были указаны возможные их варианты в пределах объема настоящего изобретения. Сведущим в данной области техники будут очевидны данные, а также прочие изменения и модификации без выхода за пределы объема настоящего изобретения, и будет понятно, что данное изобретение не ограничено примерами воплощений, описанных в настоящем документе. Соответственно, настоящее изобретение следует рассматривать, как ограниченное только формулой изобретения, приведенной ниже.
Реферат
Описаны воплощения респиратора, конструкция которого включает компонент, изготовленный с применением полимерного сетчатого материала. Респиратор содержит основу маски, содержащую периметр, систему крепления, прикрепленную к основе маски, и лицевое уплотнение, расположенное вдоль по меньшей мере части периметра основы маски, при этом лицевое уплотнение содержит полимерный сетчатый компонент, содержащий полимерные ленты и полимерные нити, причем каждая из полимерных лент и полимерных нитей имеет длину, ширину и высоту, при этом длина является наибольшим размером, ширина является наименьшим размером, а высота является размером в направлении, перпендикулярном направлениям длины и ширины, при этом полимерные ленты имеют отношение высоты к ширине, составляющее по меньшей мере 5:1, основную поверхность, прикрепленную прерывистым образом только к одной полимерной нити, и высоту, которая по меньшей мере в два раза превышает высоту упомянутой одной полимерной нити. 3 н. и 14 з.п. ф-лы, 43 ил.
Формула
Документы, цитированные в отчёте о поиске
Защитные наушники
Складной респиратор с закраинами у маски
Комментарии