Обрабатывающая установка для структурных компонентов самолета - RU2764470C2
Код документа: RU2764470C2
Чертежи


Описание
Изобретение касается обрабатывающей установки для структурных компонентов самолета согласно ограничительной части пункта 1 формулы изобретения, а также способа обработки структурного компонента самолета предложенной обрабатывающей установкой согласно ограничительной части пункта 15.
Изготовление летательных аппаратов и, в частности, самолетов включает в себя обработку больших структурных компонентов самолета, таких как крылья и фюзеляж или их детали в специальных обрабатывающих установках. Известная обрабатывающая установка (US 5,778,505), из которой исходит изобретение, имеет обрабатывающую станцию с зажимной рамой для приема соответственно обрабатываемого структурного компонента самолета. Далее обрабатывающая станция оснащена обрабатывающим модулем в форме клепочного модуля, имеющего верхний инструментальный модуль с верхним инструментом и сопряженный нижний инструментальный модуль с нижним инструментом, при этом при коаксиальной ориентации инструментальной оси верхнего инструмента относительно инструментальной оси нижнего инструмента на структурном компоненте самолета может быть проведен процесс клепания.
У известной обрабатывающей установки предусмотрена зона обработки и зона сервиса. Зона обработки – это пространственный участок обрабатывающей установки, в котором происходит надлежащая обработка расположенного на зажимной раме структурного компонента самолета верхним инструментом и нижним инструментом. Зона сервиса – это пространственный участок, в котором могут быть проведены сервисные работы, например, работы по техническому обслуживанию и ремонтные работы или смена инструмента. Для этого известная обрабатывающая установка имеет сервисную платформу, которая расположена в жесткой сервисной плоскости и на которую может наступать сервисный персонал. Однако по сервисной платформе известной обрабатывающей установки сервисный персонал может доставать не до всех инструментов. Так, здесь с сервисной платформы доступен только нижний инструментальный модуль, то есть, нижний инструмент и держатель нижнего инструмента. Для сервисных работ на верхнем инструментальном модуле, то есть на верхнем инструменте и держателе верхнего инструмента, сервисный персонал должен подготовить другую сервисную платформу, поскольку верхний инструментальный модуль не доступен с расположенной в зоне сервиса сервисной платформы. Тогда следующая сервисная платформа должна выступать, по меньшей мере, отдельными участками в зону обработки, чтобы достичь верхнего инструмента. Поэтому сервисные работы относительно затратны и требуют много времени.
В основу изобретения положена проблема оснащения и усовершенствования обрабатывающей установки так, чтобы сервисные работы могли быть проведены проще.
Вышеуказанная проблема решается у обрабатывающей установки согласно ограничительной части пункта 1 формулы изобретения с помощью признаков отличительной части пункта 1.
Существенным является основополагающее соображение установить верхний инструмент и нижний инструмент с возможностью перемещения, в частности, с возможностью линейного перемещения, таким образом, чтобы оба инструмента были доступны с одной общей сервисной платформы. При этом сервисная платформа расположена в неподвижной плоскости сервиса, с которой достижимы оба инструмента. То есть сервисная платформа не должна перемещаться для того, чтобы после сервисных работ на одном из инструментов можно было предпринимать сервисные работы на соответственно другом из инструментов. При этом не исключено, что сервисная платформа также может быть перемещена, в частности, удалена от остальной обрабатывающей установки, соответственно, от зоны обработки, если не проводятся никакие сервисные работы. Но к моменту проведения сервисных работ сервисная платформа расположена в указанной, установленной (зафиксированной) плоскости сервиса, из которой доступны как верхний инструмент, так и нижний инструмент, а также, в частности, и соответственно сопряженный держатель инструмента.
«Доступный», соответственно, «достижимый» означает, что соответствующий верхний инструмент, соответственно, нижний инструмент находится в досягаемости сервисного персонала, соответственно, сервисного устройства, такого как автоматическое устройство смены инструмента.
Тем, что верхний инструмент и нижний инструмент, оба доступны с одной и той же сервисной платформы, если она размещена в заданной плоскости сервиса, сервисные работы могут быть проведены значительно проще и быстрее, чем в уровне техники. Следующим преимуществом является то, что у предложенной обрабатывающей установки зона обработки полностью отделена от зоны сервиса, то есть сервисные работы проводятся в зоне или из зоны, находящейся вне зоны обработки. Таким образом, с одной стороны, не требуются никакие работы по переделке в зоне обработки, и также нет риска, что в зоне обработки после сервисных работ непреднамеренно будет оставлена часть инструментов или часть оборудования.
Пункт 2 формулы задает, что верхний инструмент и/или нижний инструмент в одном исполнении может быть размещен, соответственно, могут быть размещены в своем, соответственно, в своих соответствующих положениях сервиса либо в зоне обработки, либо в зоне сервиса. То есть, положение сервиса не должно обязательно находиться внутри зоны сервиса, а, в частности, примыкает к ней.
Пункты 3 и 4 формулы задают предпочтительные возможности расположения верхнего инструмента в его соответствующем положении сервиса.
Пункты 5 и 6 формулы задают предпочтительные возможности расположения нижнего инструмента в его соответствующем положении сервиса.
В случае исполнения по пункту 7 формулы предусмотрено автоматическое устройство смены инструмента, которое может перемещаться между парковочным положением и положением смены. Автоматическое устройство смены инструмента размещено в своем парковочном положении, в частности, внутри зоны сервиса и/или в его положении смены вне зоны сервиса, предпочтительно над держателем нижнего инструмента.
Пункты 8-10 формулы касаются расположения держателя проверочного участка по отношению к соответствующему положению сервиса верхнего инструмента и/или нижнего инструмента. Такой держатель проверочного участка служит для того, чтобы фиксировать проверочный участок, на котором может быть протестирована работоспособность верхнего инструмента и/или нижнего инструмента.
В пунктах 11-14 формулы задан каркас, на котором могут быть установлены верхний инструмент, соответственно, сопряженный держатель верхнего инструмента и/или нижний инструмент, соответственно, сопряженный держатель нижнего инструмента. Каркас может быть выполнен С–образно или в форме портала и ограничивает по меньшей мере с одной стороны, то есть в поперечном направлении, зону обработки. То есть зона обработки оканчивается у внутренней стороны указанной боковой части каркаса. Предпочтительно к этому месту примыкает зона сервиса, то есть боковая часть каркаса лежит тогда в зоне сервиса. Предпочтительно эта боковая часть каркаса снабжена указывающим в поперечном направлении проемом, через который может перемещаться соответствующий инструмент, по меньшей мере верхний инструмент, от зоны обработки в зону сервиса, и/или через который сервисный персонал от зоны сервиса может достигать инструмента, расположенного в соответствующем положении сервиса.
Такой каркас позволяет подходящую рабочую высоту для обработки различных структурных компонентов самолета, например, фюзеляжей или крыльев. При этом рабочая высота, то есть место, в котором верхний инструмент согласно назначению взаимодействует с нижним инструментом, лежит, в частности, в диапазоне от 5 м до 7 м, предпочтительно в диапазоне от 5,5 м до 6,5 м, особо предпочтительно в диапазоне от 5,5 м до 6 м.
Согласно следующему аспекту по пункту 15, которому придается самостоятельное значение, заявляется способ обработки структурного компонента самолета предложенной обрабатывающей установкой.
Существенным по этому следующему аспекту является то, что для целей сервиса, то есть для работ по техническому обслуживанию, ремонтных работ или смены инструмента, верхний инструмент и нижний инструмент доступны с общей сервисной платформы. Этим сервисные работы упрощаются и сокращаются, поскольку для работ как на верхнем инструменте, так и на нижнем инструменте должна быть позиционирована только лишь одна единственная сервисная платформа в одной единственной плоскости сервиса. В остальном, в отношении способа следует сослаться на предыдущие рассуждения для обрабатывающей установки.
Далее изобретение будет более подробно разъяснено с помощью чертежей, изображающих лишь один пример исполнения. Показано:
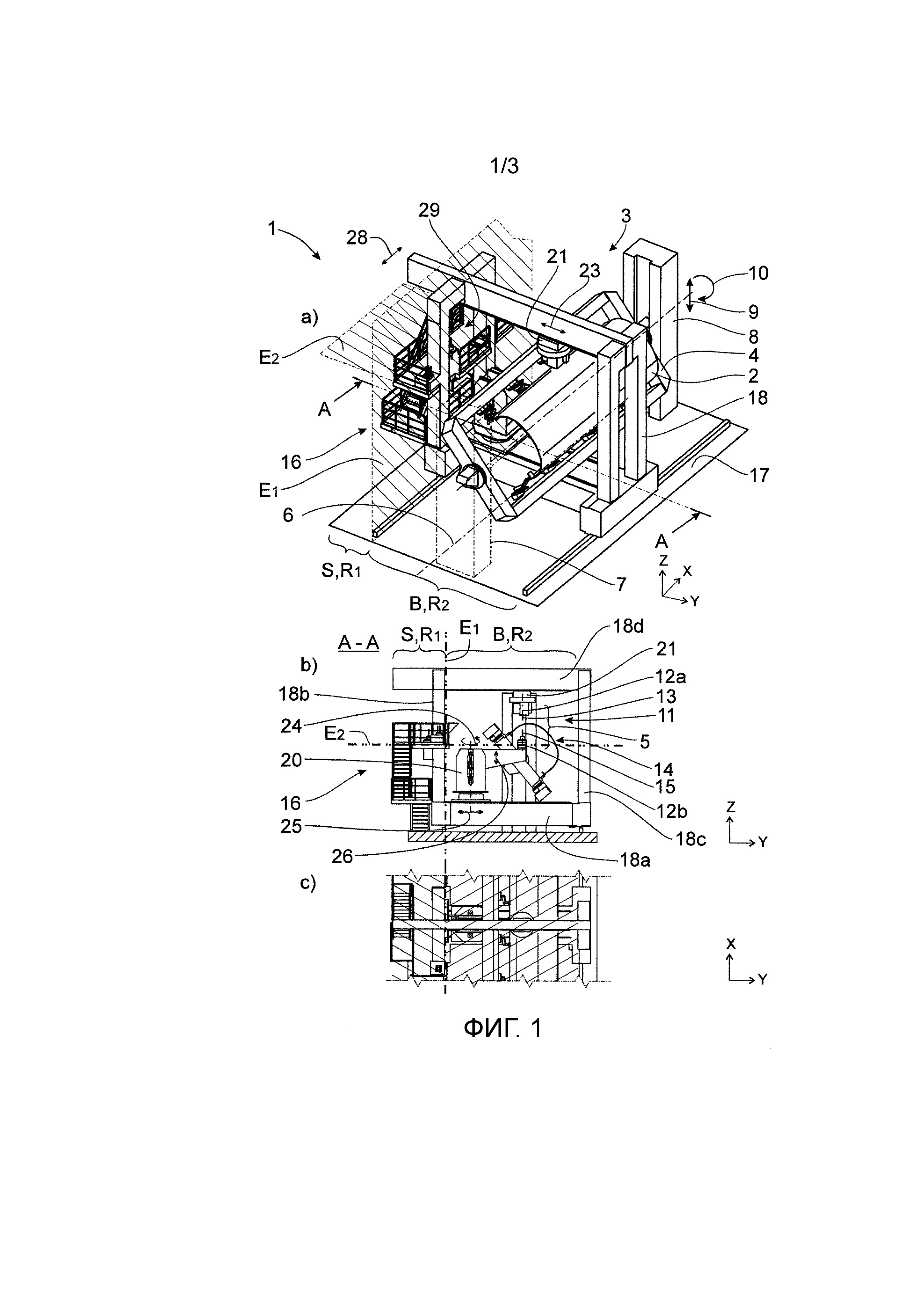
Фиг.1 – предложенная обрабатывающая установка в положении обработки а) на виде в перспективе, b) на виде в разрезе и с) как разрез на виде сверху,
Фиг.2 – обрабатывающая установка согласно фиг.1 в положении сервиса a) на виде в перспективе, b) на виде в разрезе и с) как разрез на виде сверху и
Фиг.3 – подробное увеличение обрабатывающей установки согласно фиг.2а.
Изображенная обрабатывающая установка 1 служит для обработки структурных компонентов 2 самолета, в случае которых, как указано выше, может идти речь о фюзеляжах, крыльях или других больших структурных компонентах 2 самолета. Обрабатывающая установка 1 имеет обрабатывающую станцию 3. Обрабатывающая станция 3 имеет, во–первых, зажимную раму 4 для приема соответственно обрабатываемого структурного компонента 2 самолета, а во–вторых, обрабатывающий модуль 5 для обработки структурного компонента 2 самолета.
Зажимная рама 4 является протяженной вдоль продольной оси 6 станции, проходящей в продольном направлении Х обрабатывающей установки 1. Указанная протяженность зажимной рамы 4 вдоль продольной оси 6 станции следует понимать в широком смысле. Она означает, что зажимная рама 4 по меньшей мере в основном положении проходит параллельно продольной оси 6 станции, например, если зажимная рама 4 ориентирована вертикально и/или ориентирована горизонтально.
Здесь и предпочтительно зажимная рама 4 соединена с двумя установочными башнями 7, 8, проходящими параллельно вертикальному направлению Z, с возможностью перестановки по высоте и с возможностью поворота. Перестановка по высоте обозначена на фиг.1а ссылочной позицией 9, а возможность поворота – ссылочной позицией 10. При этом перестановка 9 по высоте для обеих установочных башен 7, 8 может быть раздельной, поэтому может реализовываться наклон зажимной рамы 4 относительно оси наклона (здесь не изображено), проходящей поперечно продольной оси 6 станции.
Обрабатывающий модуль 5 включает в себя верхний инструментальный модуль 11 с ориентированным вдоль первой инструментальной оси 12а верхним инструментом 13 и сопряженный нижний инструментальный модуль 14 с ориентированным вдоль второй инструментальной оси 12b нижним инструментом 15. Верхний инструментальный модуль 11 и нижний инструментальный модуль 14 образуют соответственно исполнительный орган, при этом верхний инструмент 13 представляет собой, в частности, клепочную головку или сверлильную головку, а нижний инструмент 15 образует к ним соответствующий ответный элемент. В принципе, верхний инструментальный модуль 11 может иметь больше, чем один верхний инструмент 13, в частности, следующую клепочную головку и/или сверлильную головку.
Предложенная обрабатывающая установка 1 имеет зону В обработки и зону S сервиса, обозначенные на фиг.1а и 1b, а также на фиг.2a и 2b фигурными скобками, а на фиг.1c, а также фиг.2c – различными штриховками. Зона В обработки – это зона обрабатывающей установки 1, в которой проводится соответствующая назначению обработка структурного элемента 2 самолета. Зона В обработки образуется ограниченным сбоку, то есть ограниченном в продольном направлении Y, первым пространственным участком R1. В этом пространственном участке R1, проходящим между обеими находящимися на расстоянии друг от друга в продольном направлении Х установочными башнями 7, 8, находится также зажимная рама 4. Зона S сервиса, служащая для проведения работ по техническому обслуживанию и ремонтных работ, а также для смены инструмента, примыкает сбоку к зоне В обработки. Зона S сервиса образуется вторым пространственным участком R2, лежащим вне зоны В обработки, соответственно, первого пространственного участка R1. Здесь «сбоку» означает «в поперечном направлении Y», то есть первый пространственный участок R1 и второй пространственный участок R2 лежат в поперечном направлении Y рядом друг с другом. Здесь и предпочтительно первый пространственный участок R1 и второй пространственный участок R2 граничат непосредственно друг с другом в плоскости E1, проходящей в продольном направлении X и в вертикальном направлении Z.
Как можно видеть на фиг.1-3, сервисная платформа 16, лежащая в зоне S сервиса, примыкает сбоку к зоне В обработки. Сервисная платформа 16 позиционирована или может позиционироваться в плоскости E2сервиса, перпендикулярной вертикальному направлению Z. При этом плоскость E2 сервиса – это установленная плоскость E1, то есть имеет заданное и неизменяемое расстояние до основы 17 обрабатывающей установки 1.
Является существенным, чтобы верхний инструмент 13 и нижний инструмент 15 могут перемещаться из любого положения обработки, в котором верхний инструмент 13 и нижний инструмент 15 выполняют обработку структурного компонента 2 самолета (фиг.1a–c), в одно или несколько положений сервиса (фиг.2a–c и фиг.3), причем в соответствующем положении сервиса как верхний инструмент 13, так и нижний инструмент 15 были доступны с общей сервисной платформы 16, размещенной в плоскости E2 сервиса. Таким образом, с предложенной обрабатывающей установкой 1 предоставляется одна единственная зона, из которой могут быть проведены сервисные работы как на верхнем инструменте 13, соответственно, на верхнем инструментальном модуле 11, так и на нижнем инструменте 15, соответственно, ни нижнем инструментальном модуле 14. Необходимость предоставления или позиционирования других сервисных платформ или перемещения сервисной платформы на различные места, таким образом, отпадает.
Как показывают фиг.1с и 2c, зона В обработки проходит внутри каркаса 18 обрабатывающей установки 1, который здесь в качестве примера сформирован в форме портала и включает в себя нижнюю часть 18a каркаса, две боковые части 18b, 18c каркаса и верхнюю часть 18d каркаса. Точнее говоря, зона В обработки проходит от обращенной к зажимной раме 4 внутренней стороны левой боковой части 18b каркаса вплоть до обращенной к зажимной раме 4 внутренней стороны правой боковой части 18c каркаса. В продольном направлении X зона В обработки проходит между установочными колоннами 7, 8. Зона S сервиса проходит по отношению к продольному направлению X параллельно зоне В обработки и имеет здесь в продольном направлении X ту же самую протяженность. В поперечном направлении Y зона S сервиса проходит от обращенной к зажимной раме 4 внутренней стороны боковой части 18b каркаса вплоть до обращенной от зажимной рамы 4 стороны сервисной платформы 16. В вертикальном направлении Z зона В обработки и зона S сервиса проходит между плоскостью (здесь не изображена), через которую проходит обращенная к зажимной раме 4 верхняя сторона нижней части 18a каркаса, и плоскостью (здесь не изображена), через которую проходит обращенная к зажимной раме 4 нижняя сторона верхней части 18d каркаса.
Теперь верхний инструмент 13 и/или нижний инструмент 15 могут быть перемещены в одно или несколько положений сервиса, некоторые из которых изображены на фиг.2a–c и 3. Так, например, верхний инструмент 13 может быть перемещен с помощью сопряженного перемещаемого держателя 21 верхнего инструмента в положение сервиса (обозначено ссылочной позицией 23), лежащее в вертикальном направлении Z над сервисной платформой 16 (на фиг.2a–c и на фиг.3 изображено сплошной линией). Это положение сервиса находится внутри зоны S сервиса. Здесь сервисным персоналом могут быть проведены, например, работы по техническому обслуживанию и ремонтные работы.
Верхний инструмент 13 также может перемещаться в альтернативное положение сервиса (также обозначено ссылочной позицией 23), которое расположено в поперечном направлении Y смежно зоне S сервиса и сервисной платформе 16, и в котором верхний инструмент 13 лежит в плоскости (не изображена), находящейся на расстоянии от плоскости E2 сервиса в вертикальном направлении Z. Расстояние между верхним инструментом 13 и плоскостью E2 сервиса находится, в частности, для всех ранее описанных положений сервиса верхнего инструмента 13 в диапазоне от 0,5 м до 2,0 м, предпочтительно в диапазоне от 1,0 м до 1,8 м, особо предпочтительно в диапазоне от 1,2 м до 1,6 м. В этом положении сервиса (на фиг.3 изображено штриховыми линиями) может быть проверена работоспособность верхнего инструмента 13 на держателе 19 проверочного участка, который далее будет описан подробнее.
Здесь и предпочтительно нижний инструмент 15 может быть приведен в различные положения сервиса, которые расположены в поперечном направлении Y смежно зоне S сервиса, соответственно, сервисной платформе 16. Но, в принципе, также можно предусмотреть по меньшей мере одно положения сервиса нижнего инструмента 15 внутри зоны S сервиса (здесь не изображено). Нижний инструмент 15 является линейно перемещаемым здесь, в частности на держателе 20 нижнего инструмента, в частности, между первым положением сервиса (на фиг.2a–c и на фиг.3 изображено сплошной линией) и вторым положением сервиса (на фиг.3 изображено штриховой линией).
В первом положении сервиса нижний инструмент 15 здесь и предпочтительно взаимодействует с автоматическим устройством 22 смены инструмента, что в дальнейшем еще будет описано более подробно.
Альтернативно нижний инструмент также может перемещаться в положение сервиса в вертикальном направлении Z под держателем 19 проверочного участка, чтобы проверить работоспособность нижнего инструмента 15. В изображенной на фиг.2a–c и на фиг.3 ориентации держателя 20 нижнего инструмента нижний инструмент 15 может перемещаться, здесь в продольном направлении X, вдоль зоны S сервиса, соответственно, сервисной платформы 16. Поскольку держатель 20 нижнего инструмента здесь и предпочтительно может поворачиваться и/или линейно перемещаться относительно зоны S сервиса, соответственно, сервисной платформы 16, но также возможно нижний инструмент 15 на держателе 20 нижнего инструмента перемещать под углом к продольному направлению X и, в частности, в поперечном направлении Y, чтобы расположить нижний инструмент 15 в одном из своих положений сервиса. В частности, держатель 20 нижнего инструмента здесь и предпочтительно может поворачиваться вокруг оси поворота, проходящей параллельно вертикальному направлению Z (обозначено ссылочной позицией 24) и/или может линейно перемещаться в поперечном направлении Y (обозначено ссылочной позицией 25), и/или переставляться в вертикальном направлении Z (обозначено ссылочной позицией 26).
Как уже было упомянуто и в деталях представлено на фиг.3, предложенная обрабатывающая установка 1 имеет здесь и предпочтительно автоматическое устройство 22 смены инструмента. В положении обработки нижнего инструмента 15, представленном на фиг.3 сплошной линией, нижний инструмент 15 находится в пределах досягаемости автоматического устройства 22 смены инструмента. Другими словами, здесь нижний инструмент 15 доступен автоматическому устройству 22 смены инструмента из зоны S сервиса. Чтобы произвести смену инструмента, автоматическое устройство 22 смены инструмента может перемещаться из парковочного положения в зоне S сервиса, которое, в частности, находится в вертикальном направлении Z над сервисной платформой 16, в поперечном направлении Y в положение смены смежно зоне S сервиса и, в частности, в вертикальном направлении Z над держателем 20 нижнего инструмента (на фиг.3 обозначено ссылочной позицией 27). После произведенной смены инструмента автоматическое устройство 22 смены инструмента может опять перемещаться от положения смены обратно в парковочное положение (на фиг.3 также обозначено ссылочной позицией 27).
Затем нижний инструмент 15 на держателе 20 нижнего инструмента может перемещаться в положение сервиса, изображенное на фиг.3 штриховой линией, в котором расположен указанный держатель 19 проверочного участка. Чтобы провести тест на работоспособность на верхнем инструменте 13 и/или на нижнем инструменте 15, верхний инструмент 13 располагается в вертикальном направлении Z над держателем 19 проверочного участка, а нижний инструмент 15 под ним и приводится в действие согласно назначению. Держатель 19 проверочного участка здесь и предпочтительно расположен в поперечном направлении Y смежно зоне S сервиса, но, в принципе, может также быть расположен в зоне S сервиса. В частности, держатель 19 проверочного участка расположен в вертикальном направлении Z в плоскости над плоскостью E2 сервиса.
Как уже пояснялось, предложенная обрабатывающая установка 1 имеет здесь и предпочтительно каркас 18 в форме портала, который несет отдельные компоненты, в частности, верхний инструментальный модуль 11 и нижний инструментальный модуль 14, но также здесь и предпочтительно сервисную платформу 16. Сам каркас 18 может перемещаться относительно основания 17, здесь и предпочтительно в продольном направлении X, соответственно, вдоль продольной оси 6 станции. При этом сервисная платформа 16 всегда движется вместе. Здесь она жестко соединена с каркасом 18, в частности, с левой боковой частью 18b каркаса.
Боковая часть 18b каркаса, которая здесь полностью расположена внутри зоны S сервиса, имеет проем 29, через который, как можно видеть на фиг.3, может перемещаться верхний инструментальный модуль 11, соответственно, верхний инструмент 13 от зоны В обработки в зону S сервиса. Через этот проем 29 верхний инструмент 13 и нижний инструмент 15 доступны также для сервисного персонала, когда верхний инструмент 13 и нижний инструмент 15 находится в изображенном штриховой линией на фиг.3 положении в зоне держателя 19 проверочного участка.
Отдельные поворотные движения и линейные движения вышеназванных компонентов обрабатывающей установки 1 могут быть обеспечены посредством приводных моторов, в частности, посредством независимых друг от друга приводных моторов (не изображены). Так, предложенная обрабатывающая установка 1 может иметь один или несколько из следующих приводных моторов:
– приводной мотор для поворотного движения держателя 20 нижнего инструмента, в частности, относительно нижней части 18а каркаса,
– приводной мотор для линейного движения держателя 20 нижнего инструмента, в частности, относительно нижней части 18а каркаса,
– приводной мотор для линейного движения нижнего инструмента 15, в частности, относительно держателя 20 нижнего инструмента,
– приводной мотор для перестановки держателя 20 нижнего инструмента в вертикальном направлении Z вверх, в частности, относительно каркаса 18,
– приводной мотор для линейного движения держателя 21 верхнего инструмента, в частности, относительно верхней части 18d каркаса,
– приводной мотор для линейного движения нижней части 18а каркаса, соответственно, каркаса 18, в частности, относительно основания 17,
– приводной мотор для линейного движения автоматического устройства 19 смены инструмента, в частности, относительно каркаса 18.
Следует указать на то, что сервисная платформа 16 здесь и предпочтительно длительно зафиксирована на каркасе 18, в частности, на левой части 18b каркаса, в продольном направлении X, в поперечном направлении Y и вертикальном направлении Z, то есть является не является подвижной. Но, в принципе, также возможно выполнить сервисную платформу 16 подвижной в одном или нескольких из направлений X, Y, Z. Однако описанные ранее сервисные работы могут быть выполнены как на верхнем инструменте 13, так и на нижнем инструменте 15 с сервисной платформы 16 только тогда, когда она находится в плоскости E2 сервиса.
Согласно следующему аспекту, которому также придается самостоятельное значение, заявляется способ обработки структурного компонента 2 самолета предложенной обрабатывающей установкой 1.
Существенным в случае предложенного способа является то, что для целей сервиса, то есть для технического обслуживания, ремонта или смены инструмента, верхний инструмент 13 и нижний инструмент 15 соответственно могут перемещаться в одно или несколько положений сервиса, в которых как верхний инструмент 13, так и нижний инструмент 15 доступны от сервисной платформы 16 для сервисного персонала и/или сервисного устройства, такого как автоматическое устройство 22 смены инструмента. Так сервисные работы могут быть существенно упрощены и сокращены.
Реферат
Изобретение относится к изготовлению летательных аппаратов. Обрабатывающая установка для структурных компонентов самолета с обрабатывающей станцией имеет зону обработки для обработки структурного компонента (2) самолета и зону сервиса для проведения сервисных работ. Обрабатывающая станция включает в себя зажимную раму и обрабатывающий модуль. Обрабатывающий модуль содержит верхний инструментальный модуль (11) с верхним инструментом (13) и нижний инструментальный модуль (14) с нижним инструментом (15). В зоне сервиса расположена сервисная платформа (16). Верхний инструмент (13) и нижний инструмент (15) выполнены с возможностью перемещения в по меньшей мере одно положение сервиса. В положениях сервиса оба инструмента (13, 15) доступны с общей сервисной платформы (16), позиционированной в плоскости сервиса. Достигается упрощение сервисных работ. 2 н. и 13 з.п. ф-лы, 7 ил.

Комментарии