Усовершенствованные рабочие приспособления для посадки с натягом крепежных изделий - RU2750927C2
Код документа: RU2750927C2
Чертежи





Описание
ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение относится к области механических крепежных изделий.
УРОВЕНЬ ТЕХНИКИ
[002] Крепежные изделия используются в аэрокосмической промышленности для механического объединения различных конструктивных компонентов летательного аппарата. Например, металлические панели, которые образуют часть обшивки крыла летательного аппарата, могут быть соединены с другими металлическими частями посредством болтов или заклепок. В конструкциях летательного аппарата часто желательна установка с натягом, а это означает, что диаметр заклепки после установки превышает диаметр отверстия, в котором ее размещают. Установка заклепок с посадкой с натягом может способствовать сборке летательного аппарата и улучшить характеристики сочленения, в частности усталостную характеристику. Поскольку крепежные изделия предназначены для повышения прочности конструкции летательного аппарата остается желательным обеспечение отсутствия повреждений расположенных ниже конструктивных компонентов летательного аппарата в процессе установки крепежного изделия. В частности, нежелателен слишком большой радиальный натяг на концах заклепок.
[003] Процесс высаживания заклепок может быть еще более сложным при использовании заклепки для прикрепления разных компонентов, таких как обшивка крыла летательного аппарата и расположенный ниже стрингер, друг к другу. В таких условиях может быть желательно управление величиной радиального натяга, обеспечиваемого заклепками вдоль всей осевой длины заклепки на протяжении отверстия, в котором она установлена. Слишком маленький радиальный натяг нежелателен в местах, расположенных вдоль оси.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[004] В вариантах реализации изобретения, описанных в настоящем документе, используются усовершенствованные рабочие приспособления для установки крепежных изделий. Усовершенствованные рабочие приспособления, описанные в настоящем документе, включают в себя постоянное покрытие с низким коэффициентом трения. Низкий коэффициент трения обеспечивает, что пластическая деформация заклепки во время установки приводит к натягу в необходимом диапазоне между крепежным изделием и отверстием по всей длине отверстия.
[005] Один вариант реализации изобретения представляет собой способ, который включает вставку крепежного изделия в отверстие и захват концов крепежного изделия посредством штампов. По меньшей мере один из штампов включает в себя постоянное покрытие, имеющее на поверхности, контактирующей с крепежным изделием, коэффициент трения покоя менее 0,2. Способ также включает пластическое деформирование крепежного изделия посредством силы, развиваемой штампами, с расширением, таким образом, крепежного изделия с его посадкой с натягом в отверстии вдоль длины крепежного изделия так, что величина натяга между крепежным изделием и отверстием вдоль указанной длины крепежного изделия больше, чем полторы тысячных дюйма (0,0381 мм) и меньше, чем двадцать тысячных дюйма (0,508 мм).
[006] Еще один вариант реализации изобретения представляет собой способ, который включает подбор штампа, прикладывающего силу, которая пластически деформирует крепежное изделие для расширения крепежного изделия с его посадкой с натягом в отверстии, и подбор покрытия, имеющего коэффициент трения покоя меньше чем 0,2. Способ также включает нанесение указанного покрытия на постоянной основе на штамп на поверхность, которая будет контактировать с крепежным изделием, с обеспечением, таким образом, что указанное пластическое деформирование крепежного изделия посредством силы, развиваемой штампом, вызовет натяг между крепежным изделием и отверстием вдоль длины крепежного изделия величиной от полутора тысячных дюйма (0,0381 мм) до двадцати тысячных дюйма (0,508 мм).
[007] Еще один вариант реализации изобретения представляет собой систему, которая включает в себя множество штампов, которые закрепляют крепежное изделие в отверстии. Штампы включают в себя первый штамп, который контактирует с первым концом крепежного изделия, и второй штамп, который контактирует со вторым концом крепежного изделия. Второй штамп включает в себя постоянное покрытие, имеющее на поверхности, контактирующей с крепежным изделием, коэффициент трения покоя менее 0,2, причем штампы выполнены с возможностью совместного приложения силы, которая пластически деформирует крепежное изделие с расширением, таким образом, крепежного изделия и его посадкой с натягом в отверстии вдоль длины крепежного изделия.
[008] Еще один вариант реализации представляет собой способ, который включает вставку крепежного изделия в отверстие и захват крепежного изделия на его концах посредством штампов, по меньшей мере один из которых включает в себя постоянное покрытие, имеющее на поверхности, контактирующей с крепежным изделием, коэффициент трения покоя менее 0,2. Способ также включает в себя пластическое деформирование крепежного изделия посредством силы, развиваемой штампами, которая приводит к боковому выпучиванию, который вызывает натяг между крепежным изделием и отверстием вдоль длины крепежного изделия так, что отношение максимальной величины натяга к минимальной величине натяга вдоль всей указанной длины крепежного изделия меньше четырех.
[009] Еще один вариант реализации представляет собой устройство, которое включает в себя первую часть, вторую часть и крепежное изделие, размещенное внутри отверстия, соединяющего первую часть и вторую часть, причем крепежное изделие скрепляет первую часть и вторую часть друг с другом. Крепежное изделие пластически деформировано с расширением, таким образом, крепежного изделия и его посадкой с натягом в отверстии вдоль всей длины крепежного изделия так, что отношение максимальной величины натяга к минимальной величине натяга вдоль всей указанной длины крепежного изделия меньше четырех.
[0010] Еще один вариант реализации представляет собой способ, который включает вставку крепежного изделия в отверстие и захват концов крепежного изделия посредством штампов. Способ также включает в себя пластическое деформирование крепежного изделия с его посадкой с натягом в отверстии посредством силы, развиваемой штампами. Большая часть пластической деформации крепежного изделия вдоль всей осевой длины крепежного изделия приводит к натягу, вызываемому боковым выпучиванием стержня крепежного изделия вследствие осевой силы, развиваемой штампами.
[0011] Другие приведенные в качестве примера варианты реализации изобретения (например, способы и компьютерочитаемые носители, относящиеся к вышеупомянутым вариантам реализации изобретения) могут быть описаны ниже. Раскрытые признаки, функции и преимущества могут быть получены независимо в различных вариантах реализации изобретения или могут быть скомбинированы в других вариантах реализации изобретения, подробные сведения о которых можно получить со ссылкой на последующее описание и чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] Некоторые варианты реализации настоящего раскрытия описаны далее только в качестве примера и со ссылкой на сопроводительные чертежи. Одинаковые ссылочные номера представляют одинаковые элементы или аналогичный тип элементов на всех чертежах.
[0013] На ФИГ. 1 схематически представлен приведенный в качестве примера вариант реализации летательного аппарата.
[0014] На ФИГ. 2 представлен частичный разрез секции конструкции крыла в приведенном в качестве примера варианте реализации изобретения.
[0015] На ФИГ. 3 представлен увеличенный вид секции конструкции крыла, которая включает в себя крепежное изделие в приведенном в качестве примера варианте реализации изобретения.
[0016] На ФИГ. 4 представлен вид крепежного изделия перед установкой в приведенном в качестве примера варианте реализации изобретения.
[0017] На ФИГ. 5 представлен увеличенный вид установки крепежного изделия в отверстие в приведенном в качестве примера варианте реализации изобретения.
[0018] На ФИГ. 6-7 представлены увеличенные виды штампа, который включает в себя постоянное покрытие с низким коэффициентом трения в приведенном в качестве примера варианте реализации изобретения.
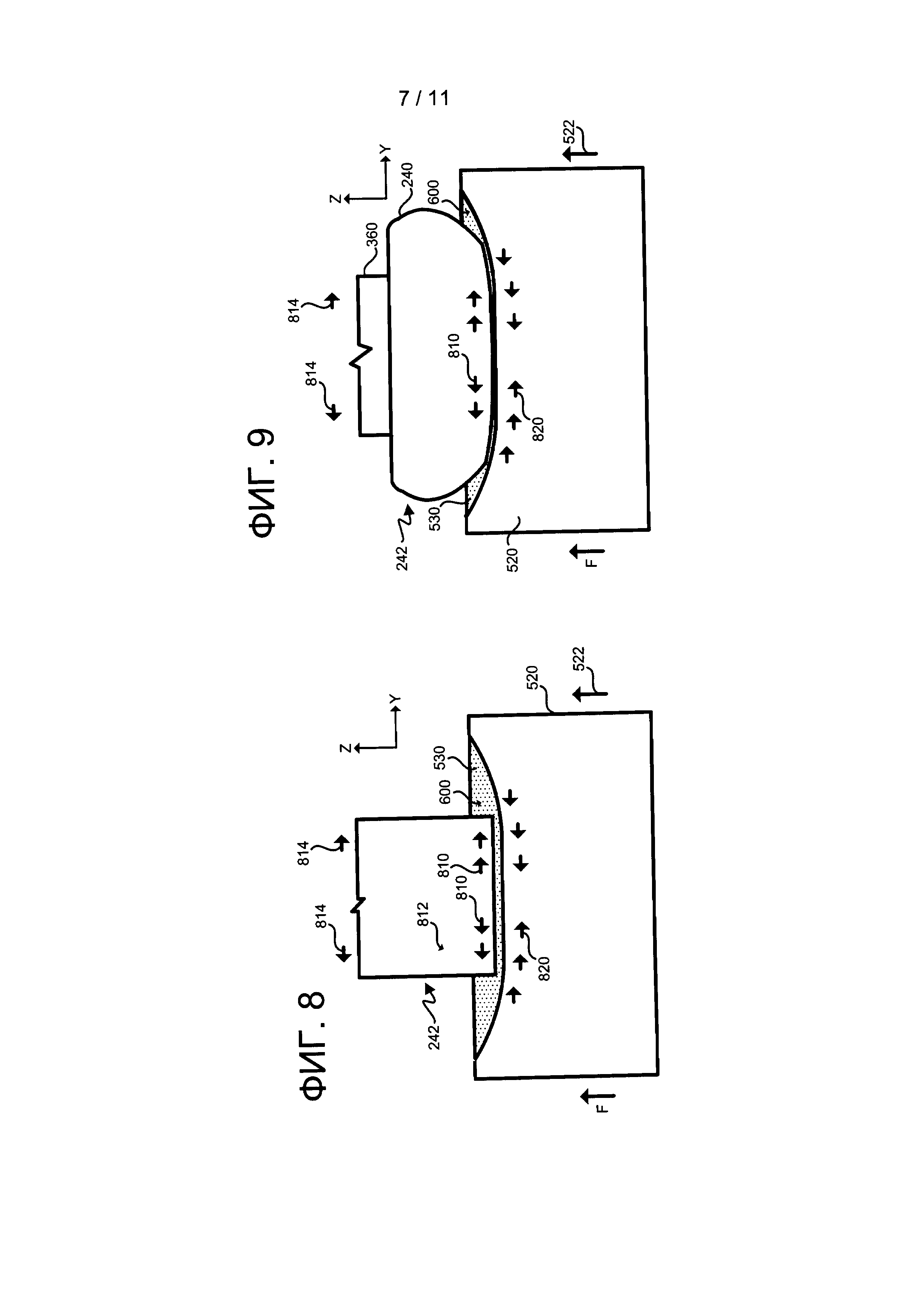
[0019] На ФИГ. 8-9 представлены увеличенные виды штампа, пластически деформирующего задний конец крепежного изделия в приведенном в качестве примера варианте реализации изобретения.
[0020] На ФИГ. 10 представлена технологическая схема способа установки крепежного изделия в приведенном в качестве примера варианте реализации изобретения.
[0021] На ФИГ. 11 представлена технологическая схема способа изготовления штампа для установки крепежного изделия в приведенном в качестве примера варианте реализации изобретения.
[0022] На ФИГ. 12 представлена блок-схема системы для установки крепежных изделий в приведенном в качестве примера варианте реализации изобретения.
[0023] На ФИГ. 13 представлена технологическая схема изготовления и обслуживания летательного аппарата в приведенном в качестве примера варианте реализации изобретения.
[0024] На ФИГ. 14 представлена блок-схема летательного аппарата в приведенном в качестве примера варианте реализации изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0025] Фигуры чертежей и последующее описание иллюстрируют конкретные приведенные в качестве примера варианты реализации раскрытия настоящего изобретения. Таким образом, следует понимать, что специалисты в данной области техники смогут разработать различные механизмы, которые, хотя явно и не описаны или не показаны в данном документе, воплощают принципы настоящего раскрытия и включены в объем изобретения. Кроме того, любые примеры, описанные в настоящем документе, предназначены для оказания помощи в понимании принципов настоящего раскрытия, и их не следует истолковывать как ограниченные такими конкретными показанными примерами и условиями. В результате, изобретение не ограничено конкретными вариантами или примерами реализации, описанными ниже, а только формулой изобретения и ее эквивалентами.
[0026] На ФИГ. 1-3 показаны примеры сред, в которых может быть установлено крепежное изделие, на ФИГ. 4-5 показан пример установки крепежного изделия, а на ФИГ. 6-9 показаны примеры операций рабочих приспособлений, выполненных с возможностью установки крепежного изделия.
[0027] На ФИГ. 1 проиллюстрирована конструкция примера летательного аппарата, который может использовать усовершенствованные крепежные изделия. В частности, на ФИГ. 1 схематически представлен летательный аппарат 100 в приведенном в качестве примера варианте реализации изобретения. Летательный аппарат 100 включает в себя нос 110, крылья 120, фюзеляж 130 и хвост 140.
[0028] На ФИГ. 2 представлен частичный разрез секции крыла 120 летательного аппарата 100, обозначенный стрелками 2 на ФИГ. 1. Как показано на ФИГ. 2, обшивка 200 крыла содержит множество композитных или металлических частей (210, 220). Например, части 210 и 220 могут содержать алюминиевые компоненты, имеющие толщину Т1 и толщину Т2, соответственно. Отверстия 230 соединяют части 210 и 220. Крепежные изделия 250 продвигают через отверстия 230 и устанавливают с натягом в отверстиях 230. Головной конец 260 утоплен в отверстии 230. В некоторых вариантах реализации изобретения головной конец 260 может быть выполнен заподлицо с частью 210. Крепежные изделия 250 пластически деформируют для скрепления частей 210 и 220 друг с другом. В этом варианте реализации изобретения крепежные изделия 250 представляют собой алюминиевые заклепки, каждая из которых закреплена посредством ее пластического деформирования, расширения ее в отверстии, заполнения утопленной части и образования сферической головки 242. Еще в одних вариантах реализации изобретения крепежные изделия 250 могут содержать заклепки любых подходящих типов (например, с делительной головкой (index head), с выступающей головкой, без головки) или даже болты, которые имеют деформируемую концевую часть.
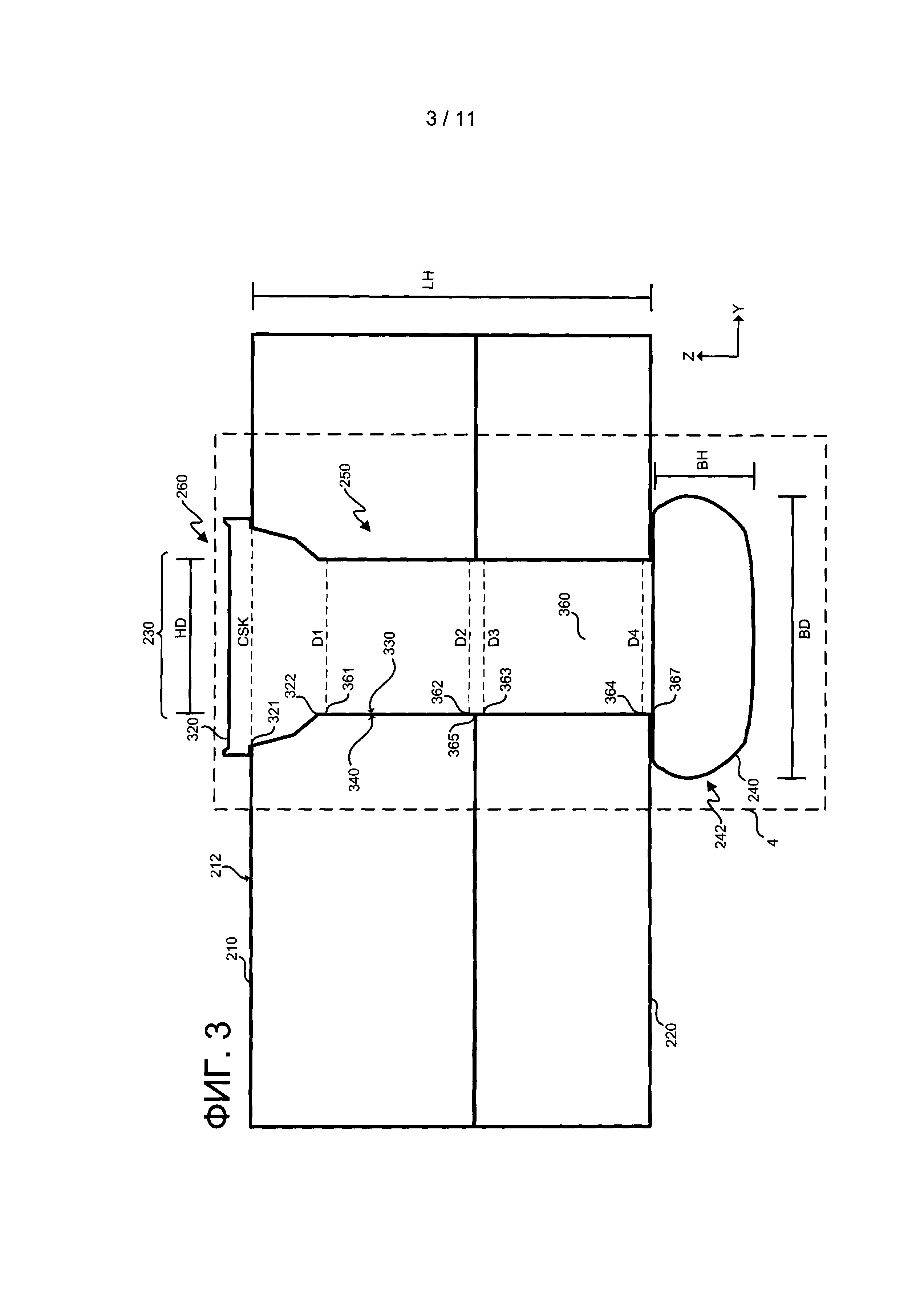
[0029] На ФИГ. 3 представлен увеличенный вид секции конструкции крыла, которая включает в себя крепежное изделие 250, в приведенном в качестве примера варианте реализации изобретения. ФИГ. 3 соответствует области 3 по ФИГ. 2. На ФИГ. 3 показано, что каждая из частей 210 и 220 может быть алюминиевой частью. На ФИГ. 3 также показано, что крепежное изделие 250 включает в себя утопленную часть 320 и стержень 360. После скрепления поверхность 330 стержня 360 оказывается посажена с натягом на поверхность 340 отверстия 230. Также показано, что сферическая головка 240 имеет диаметр BD сферической головки и высоту ВН сферической головки. Диаметр BD больше, чем диаметр (HD) отверстия 230. В одном варианте реализации изобретения HD меньше одного дюйма (2,54 см), например три восьмых дюйма (9,5 мм).
[0030] В установленном состоянии крепежное изделие 250 посажено с натягом на части 210 и 220 вдоль всей указанной длины (LH) отверстия 230. Например, натяг достигается в первом местоположении 321, имеющем диаметр CSK, где утопленная часть 320 встречается с поверхностью 212 части 210, во втором местоположении 361, имеющем диаметр D1, непосредственно после окончания утопленной части 320 (например, двадцать тысячных дюйма (0,508 мм) в отрицательном направлении Z от местоположения 322), в третьем местоположении 362, имеющем диаметр D2, непосредственно перед окончанием части 210 (например, двадцать тысячных дюйма (0,508 мм) в положительном направлении Z от местоположения 365), в четвертом местоположении 363, имеющем диаметр D3, непосредственно после начала части 220 (например, двадцать тысячных дюйма (0,508 мм) в отрицательном направлении Z от местоположения 365), и в пятом местоположении 364, имеющем диаметр D4, непосредственно перед окончанием части 220 (например, двадцать тысячных дюйма (0,508 мм) в положительном направлении Z от местоположения 367). В одном варианте реализации изобретения, в котором диаметр HD составляет три восьмых дюйма (9,5 мм), пластическое деформирование крепежного изделия 250 создает натяг между отверстием и крепежным изделием в каждом из местоположений 321 и 361-364 на величину, которая меньше чем двадцать тысячных дюйма (0,508 мм). В настоящем документе термин "местоположение" 365 также может относиться к сопряжению между частью 210 и частью 220.
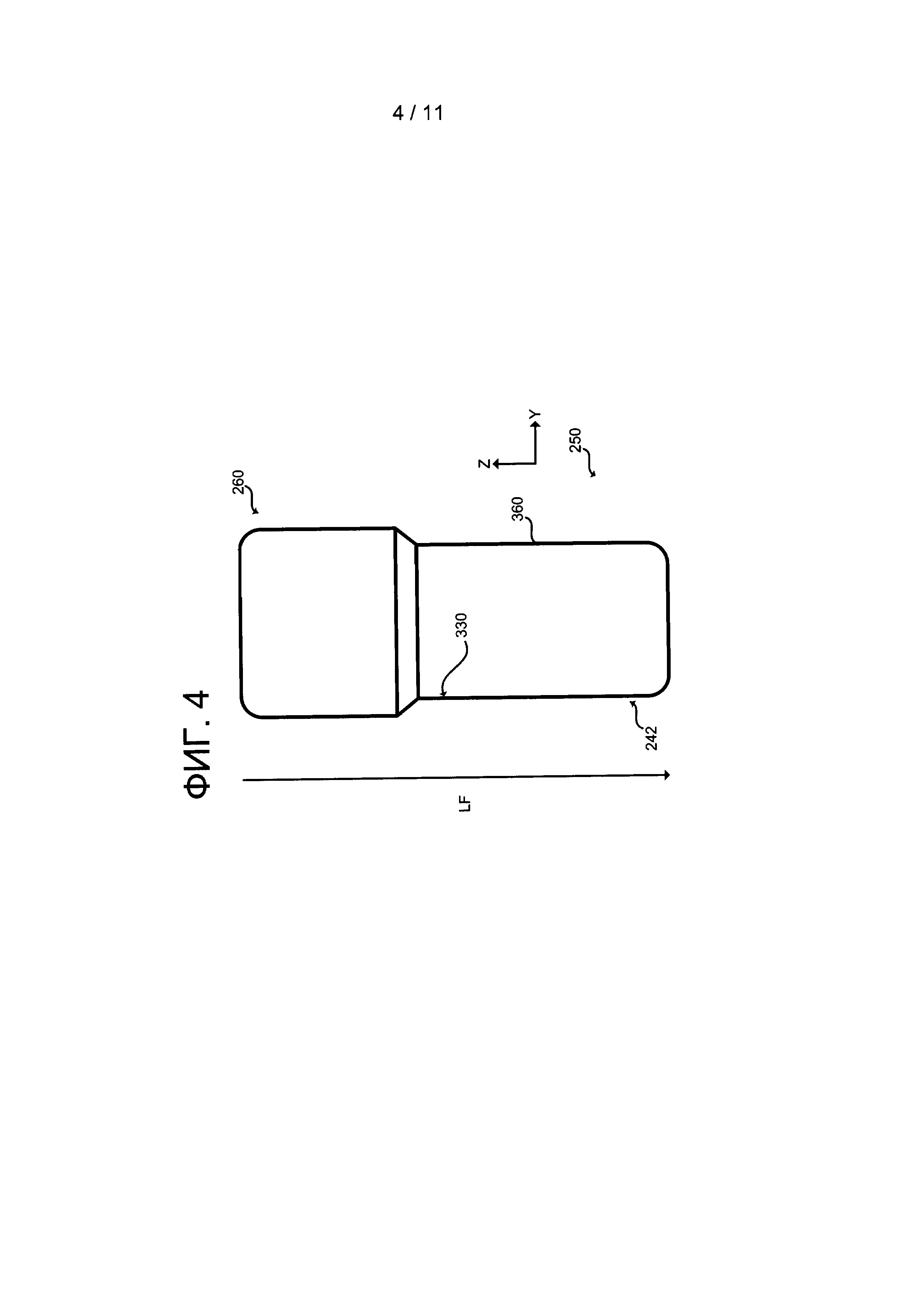
[0031] На ФИГ. 4 представлен вид крепежного изделия 250 перед установкой внутри отверстия 230 в приведенном в качестве примера варианте реализации изобретения. На ФИГ. 4 проиллюстрирован один из множества различных типов заклепок или других крепежных изделий, которые могут быть использованы (например, заклепки с выступающей головкой). Как показано на ФИГ. 4, задний конец 242 крепежного изделия 250 еще не деформирован пластически с получением сферической головки 240, и головной конец 260 также еще не деформирован. Также показана длина (LF) крепежного изделия 250.
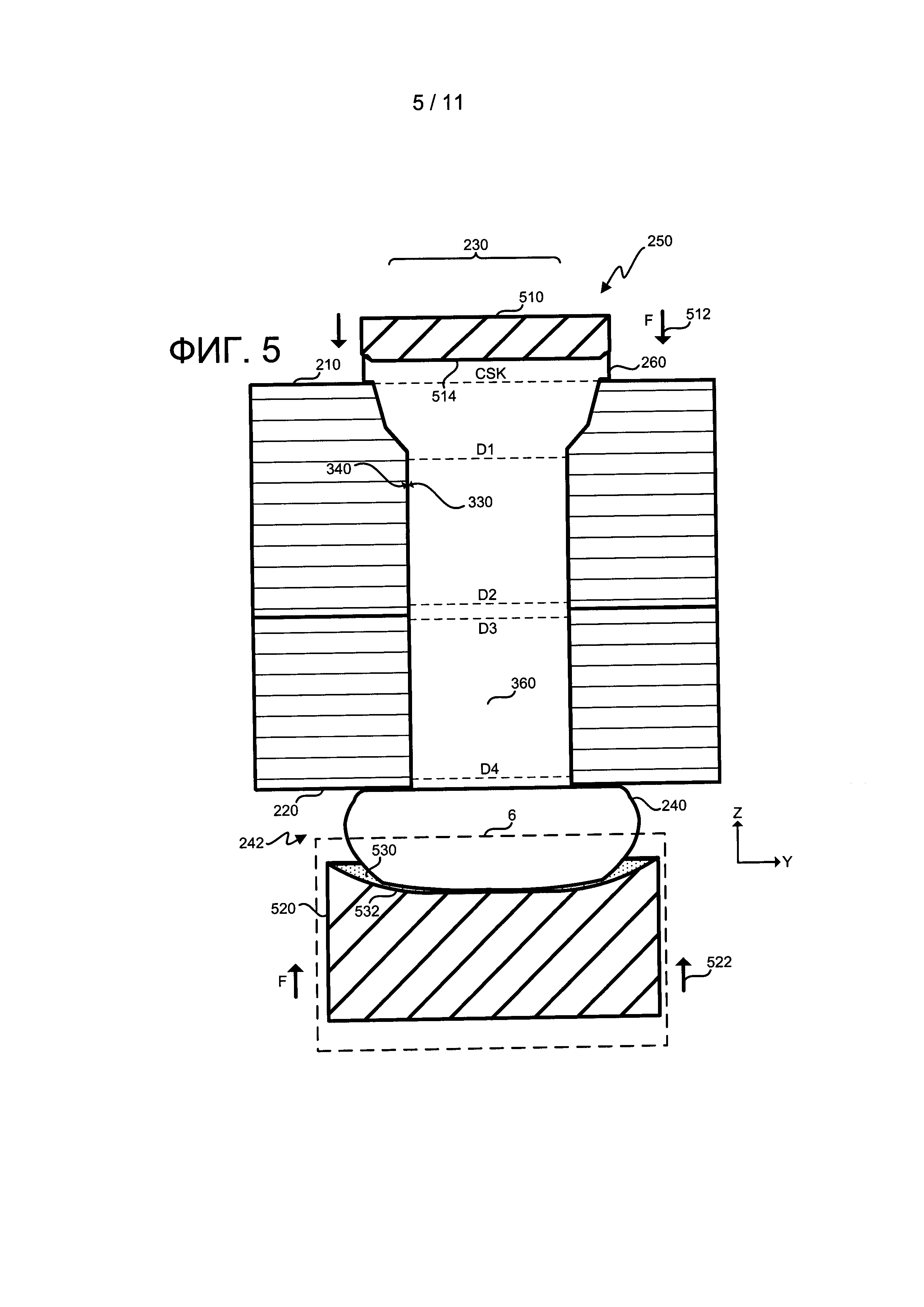
[0032] На ФИГ. 5 представлен увеличенный вид установки крепежного изделия 250 в отверстии 230 в приведенном в качестве примера варианте реализации изобретения. ФИГ. 5, как и ФИГ. 3, соответствует области 3 по ФИГ. 2. На ФИГ. 5 проиллюстрировано, что крепежное изделие 250 пластически деформировано штампами 510 и 520, прикладывающими силу (F) и направления 512 и 522, соответственно. Еще в одних вариантах реализации изобретения один или оба указанных штампа продвигают для приложения силы. Эта сила выше, чем предел текучести материала (например, алюминия) заклепки, что вызывает пластическое деформирование заклепки (т.е. изменяет форму на постоянной основе). На ФИГ. 5 также проиллюстрировано, что поверхность 530 (в форме чаши 532) штампа 520 контактирует с задним концом 242 и пластически деформирует задний конец 242 с получением сферической головки 240. Схожим образом, поверхность 514 штампа 510 контактирует с головным концом 260 крепежного изделия 250.
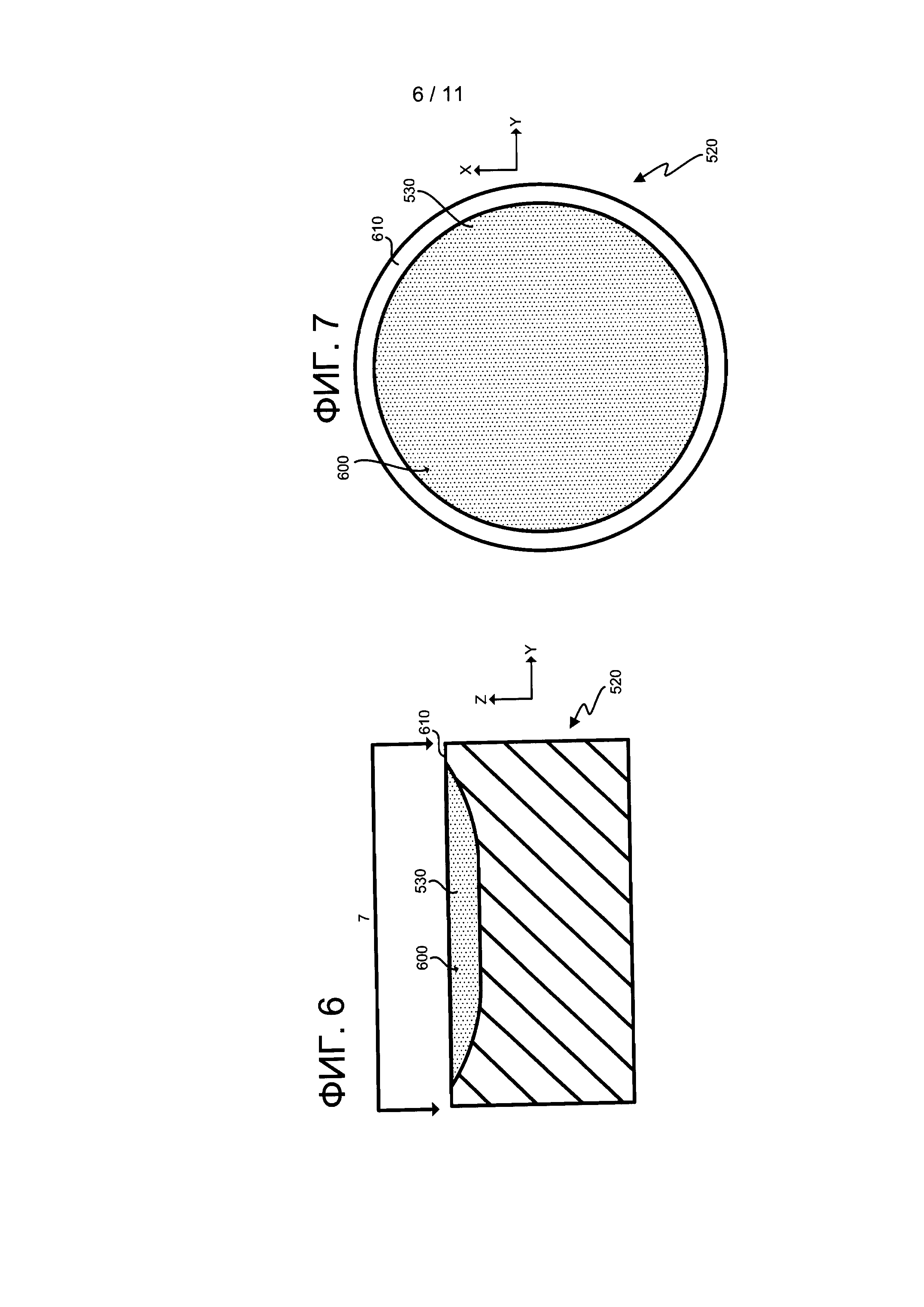
[0033] На ФИГ. 6-7 представлены увеличенные виды штампа 520 в приведенном в качестве примера варианте реализации изобретения. ФИГ. 6 соответствует области 6 по ФИГ. 5, и ФИГ. 7 соответствует виду, обозначенному стрелками 7 на ФИГ. 6. На ФИГ. 6-7 показано, что штамп 520 включает в себя постоянное покрытие 600 возле чаши 532. Покрытие 600 имеет низкий коэффициент трения. Коэффициент трения (например, коэффициент трения покоя) покрытия 600 имеет величину меньше 0,2, может находиться в диапазоне от 0,05 до 0,15, а предпочтительно может находиться в диапазоне от 0,05 до 0,10. Кроме того, покрытие 600 является постоянным, поскольку оно имеет срок службы, равный сроку службы штампа 520. Например, покрытие 600 может быть использовано в течение десятков или сотен тысяч циклов установки крепежных изделий, в отличие от расходуемой смазки, которая изнашивается регулярно после нескольких циклов установки крепежных изделий (например, менее ста циклов). Покрытие 600 может быть нанесено только на поверхность 530 или может быть нанесено на всю внешнюю часть штампа 520, включая кромку 610. Покрытие 600 может содержать алмазоподобный углерод. Алмазоподобный углерод имеет необходимую твердость по Виккерсу от 5000 до 10000, спроектирован таким образом, чтобы выдерживать значительный износ, и имеет низкий коэффициент μ трения в диапазоне от 0,05 до 0,10. В таких вариантах реализации изобретения покрытие 600 может фактически увеличить срок службы штампа 520 или 510 до трех раз по сравнению со штампами без покрытия.
[0034] Кроме того, алмазоподобный углерод представляет собой тонкое покрытие (например, в диапазоне от 0,5 до 2,5 микрометров), и поэтому нанесение покрытия 600 на штамп 520 в виде покрытия на основе алмазоподобного углерода существенно не изменяет форму или размеры штампа 520. Еще в одном варианте реализации изобретения свойства покрытия на основе алмазоподобного углерода могут быть точно подобраны путем регулировки того, какие фазы углерода присутствуют в алмазоподобном углероде (например, регулировки величины графитовой фазы и алмазной фазы, присутствующих в алмазоподобном углероде). В других примерах покрытие 600 может содержать покрытие на основе поликристаллического алмаза, имеющее толщину от половины микрометра до двух с половиной микрометров. В некоторых вариантах реализации изобретения желательно, чтобы покрытие 600 имело твердость по Виккерсу более пяти тысяч, например от восьмисот до десяти тысяч (например, от пяти тысяч до десяти тысяч).
[0035] На ФИГ. 8-9 представлены увеличенные виды штампа 520, пластически деформирующего задний конец 242 крепежного изделия в приведенном в качестве примера варианте реализации изобретения. На ФИГ. 8-9 показано, что по мере продвижения штампа 520 в направлении 522, контактная сила (F), приложенная от поверхности 530, заставляет материал 812 претерпевать деформацию. Это также приводит к некоторому трению с поверхностью 530 в направлениях, обозначенных стрелками 810. Приложенная сила вызывает течение материала 812 (из которого выполнено крепежное изделие 250). По мере течения материала 812 поверхность 530 испытывает воздействие соответствующей силы трения, обозначенной стрелками 820. Этот процесс продолжается до тех пор, пока не будет полностью сформирована сферическая головка 240. Течение материала, вызываемое сжатием штампа 520 и штампа 510 по направлению друг к другу, также обусловливает течение части материала 812 внутри крепежного изделия 250 в стержень 360, что приводит к боковому выпучиванию 814, которое вызывает натяг (т.е. увеличивает натяг). Таким образом, расширение крепежного изделия включает принудительное получение бокового выпучивания 814 на крепежном изделии. Если между крепежным изделием 250 и отверстием 230 натяг слишком маленький или слишком большой, усталостная долговечность окажется меньше необходимой. Таким образом, необходимо закрепить крепежное изделие 250 на месте путем достижения натяга таким образом, чтобы величины CSK, D1, D2, D3 и D4 находились в пределах необходимого диапазона. В одном варианте реализации изобретения этот диапазон натяга является равномерным вдоль длины крепежного изделия 250 (например, от полутора тысячных дюйма (0,0381 мм) до двадцати тысячных дюйма (0,508 мм), например от трех до восемнадцати тысячных дюйма (0,076-0,45 мм)). Еще в одних вариантах реализации изобретения диапазон допустимого натяга может варьироваться в зависимости от местоположения так, что места, расположенные ближе к головному концу 260 или заднему концу 242, имеют более высокие минимальные и максимальные значения натяга, чем места, расположенные ближе к центру стержня 360. По мере уменьшения твердости частей, скрепляемых крепежным изделием 250, оно также становится тверже и не допускает превышения уровней натяга допустимого диапазона. Тот же результат обеспечивается, когда Т2 (по ФИГ. 2) меньше чем Т1 (по ФИГ. 2).
[0036] Использование штампа 520 с покрытием способствует обеспечению значительного уменьшения натяга на заднем конце 242 заклепки. Это является положительным техническим результатом, поскольку часто натяг заднего конца и/или головного конца на D4 и D1, соответственно, может быть значительно больше, чем натяг, созданный средним участком между задним концом 242 и головным концом 260, например на D2 и D3. Увеличенный натяг на D2 и D3 увеличивает усталостную прочность сочленения, и в сочетании с натягом, уменьшенным ниже типичных уровней на D1 и D4, значительно увеличивает усталостную долговечность сочленения. Когда вдоль длины крепежного изделия 250 требуется натяг равномерной величины, существенное уменьшение натяга со стороны концевой части обеспечивает положительный технический результат. Использование штампа 520 с покрытием также значительно улучшает повторяемость процесса, позволяет применять большую силу во время установки и гарантирует, что процесс менее чувствителен к другим переменным обстоятельствам, таким как изменения заклепок, изменения частей 210 и 210 и незначительное загрязнение смазкой. Существенное уменьшение натяга со стороны концевой части и улучшенная повторяемость позволили внести изменения в процесс обработки, улучшающие сопряжение и натяг утопленной части с обеспечением, таким образом, лучшей усталостной долговечности закрепленного сочленения.
[0037] Обеспечивающие преимущество характеристики натяга крепежного изделия 250, установленного посредством штампов 510 и 520, получают вследствие того, что штампы 510 и 520 имеют меньшие коэффициенты трения, чем штампы без покрытия. При использовании штампов с высоким трением, такими штампами прикладывается большая сила в радиальном направлении на заднем конце 242 (и/или головном конце 260). Это приводит к течению материала 812 от сферической головки 240 в стержень 360 возле D4, что означает продвижение материала 812 в радиальном направлении в большем количестве. В результате, например, на D4 происходит увеличение натяга на нежелательную величину по сравнению с D2 и D3. Это означает большее течение материала к D4 за счет материала, текущего к D2 или D3. В отличие от этого, при использовании штампов с низким трением, большая сила прикладывается и/или передается в осевом направлении вниз в стержень 360 крепежного изделия 250, особенно к области, где части 210 и 220 встречаются возле D2 и D3. Это означает, что натяг в основном вызывается боковым выпучиванием стержня 360 (например, осевой деформацией), а не материалом 812, текущим в радиальном направлении от сферической головки 240 в стержень 360 возле D4.
[0038] Иными словами, при большом трении на штампе 510 и/или 520 приложенная сила обеспечивает течение в стержень 360 материала 812, предназначенного для сферической головки 240, что приводит к значительно большему увеличению натяга на D4, чем на D2 и D3. В результате, большее трение приводит к большей радиальной деформации от прикладываемой силы. В отличие от этого, при меньшем трении на штампах 510 и/или 520 расширение стержня 360 является более ровным, так как созданный натяг (например, на D4) возникает в основном от бокового выпучивания стержня 360, а не материала, текущего в стержень 360 от сферической головки 240. В результате, меньшее трение приводит к тому, что вдоль стержня 360 прикладывается/передается большая осевая сила.
[0039] Кроме того, важно подчеркнуть, что простая смазка крепежного изделия 250 на стержне 360 не позволяет получить положительных результатов в отношении натяга, поскольку смазка стержня 360 фактически увеличивает величину натяга, испытываемого по всему отверстию 230 после пластического деформирования крепежного изделия 250, установленного на своем месте. Использование любых расходуемых смазок (например, цетилового спирта) на штампе 520 заднего конца со значительной вероятностью приведет к загрязнению крепежного изделия 250 смазкой. Это приведет к натягу таких величин, которые могут вызвать нежелательную усталость в отверстии 230. Короче говоря, применение расходуемой, кратковременной смазки в значительной степени является неуправляемым и может привести к загрязнению крепежных изделий по мере течения материала сферической головки во время сжатия.
[0040] Работа и изготовление штампов 510 и 520 раскрыты подробно со ссылкой на ФИГ. 10-11. Предположим для этого варианта реализации изобретения, что технический специалист желает установить большое количество крепежных изделий 250, чтобы выполнить скрепление двух различных частей.
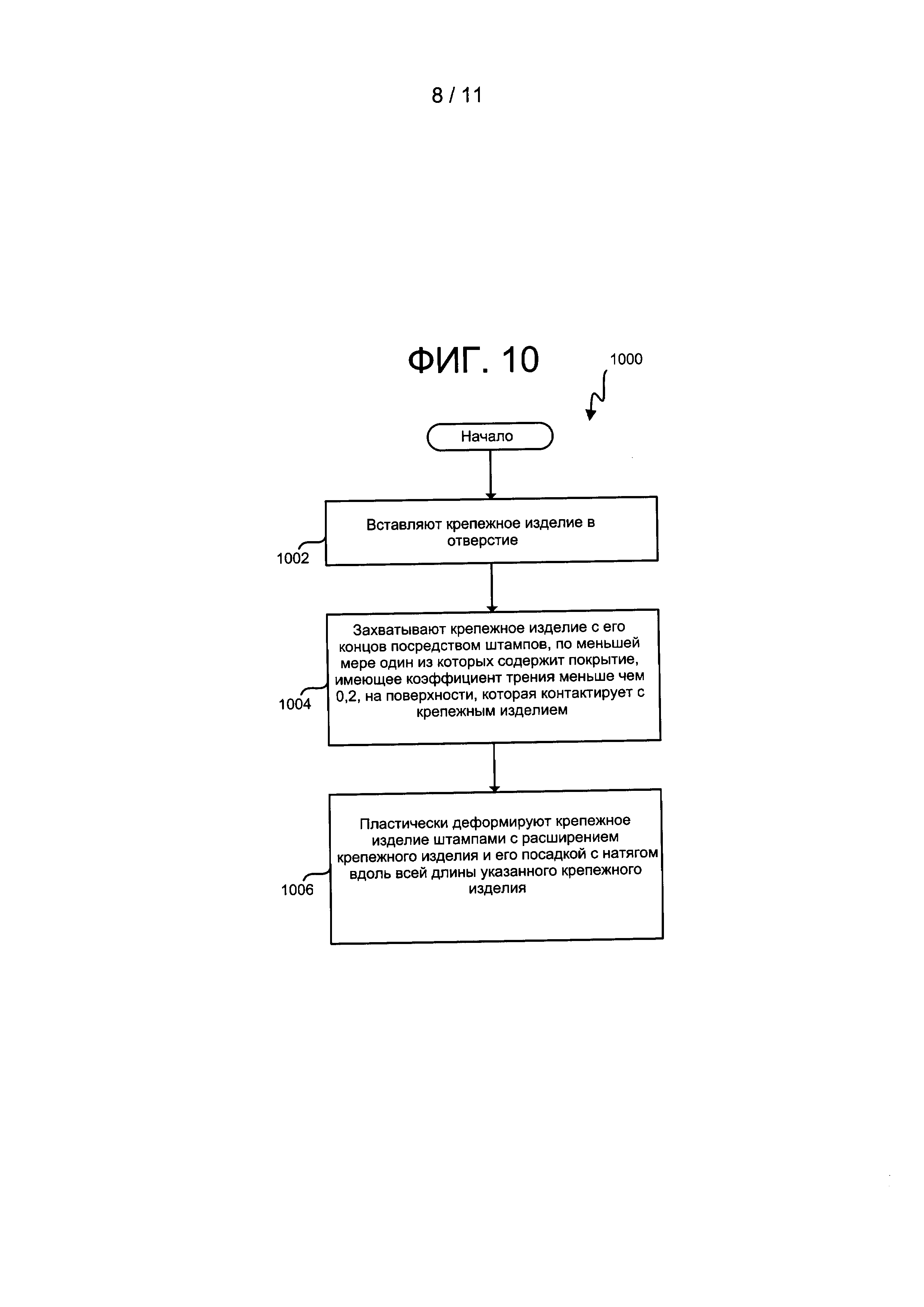
[0041] На ФИГ. 10 показана технологическая схема способа 1000 для установки крепежного изделия 250 в приведенном в качестве примера варианте реализации изобретения. Этапы способа 1000 описаны со ссылкой на штампы 510 и 520 по ФИГ. 5, но специалисты в данной области техники поймут, что способ 1000 может быть реализован в других системах. Этапы технологических схем, описанных в настоящем документе, не являются всеохватывающими и могут включать в себя другие, не показанные этапы. Этапы, описанные в настоящем документе, также могут быть реализованы в альтернативном порядке.
[0042] В качестве начального процесса технический специалист может выполнить сверление и раззенковку отверстия 230, или сверление и раззенковка отверстия 230 могут быть выполнены станком-автоматом в соответствии с программой числового программного управления (ЧПУ), сохраненной в памяти. Согласно ФИГ. 10 крепежное изделие 250 вставляют в отверстие 230 (этап 1002). В этот момент крепежное изделие 250 еще не деформировано пластически и поэтому выглядит так, как показано на ФИГ. 4. Затем технический специалист может использовать рабочее приспособление, которое устанавливает крепежные изделия и включает в себя множество штампов для захвата крепежного изделия 250 на его концах. Рабочее приспособление захватывает крепежное изделие 250 посредством штампов 510 и 520, как показано на ФИГ. 5 (этап 1004). Как раскрыто выше, по меньшей мере один из штампов (например, штамп 520) включает в себя покрытие 600 на поверхности, которая контактирует с крепежным изделием 250. В альтернативном варианте реализации этот этап может быть выполнен станком-автоматом в соответствии с программой числового программного управления (ЧПУ), сохраненной в памяти. Затем штампы 510 и 520 на заднем конце 242 и головном конце 260 сжимают друг с другом с захватом при этом крепежного изделия 250. Указанное может включать продвижение штампа 510 и/или штампа 520 по направлению друг к другу. Таким образом, силу, развиваемую штампами, получают продвижением одного или более из указанных штампов по направлению друг к другу. Это действие вызывает течение материала на заднем конце 242 вокруг отверстия 230, образование сферической головки 240, имеющей диаметр больше, чем диаметр отверстия 230. Таким образом, сила, развиваемая штампом 510 и/или штампом 520, пластически деформирует крепежное изделие 250 с образованием натяга в отверстии 230. Следует еще раз отметить, что этот процесс вызывает расширение крепежного изделия 250 с его посадкой с натягом в отверстии 230 вдоль всей указанной длины крепежного изделия 250 (этап 1006).
[0043] В одном варианте реализации изобретения большая часть пластической деформации крепежного изделия 250 вдоль всей осевой длины крепежного изделия 250 приводит к натягу, вызываемому боковым выпучиванием стержня 350 вследствие осевой силы, развиваемой штампами 510 и 520, и особенно в месте сопряжения соединяемых материалов. Таким образом, в отличие от систем, использующих штампы без покрытия, которые вызывают натяг на D4 прежде всего за счет течения материала в стержень 360 вследствие радиальных сил трения, штампы 510 и 520 работают так, что большая часть натяга вдоль всей указанной длины стержня 360 (например, включая D4), вызывается боковым выпучиванием. Этап 1006 может привести к получению натяга вдоль всей длины крепежного изделия 250 с величиной, находящейся в заданном диапазоне, особенно в месте сопряжения соединяемых материалов (например, от полутора тысячных дюйма (0,0381 мм) до двадцати тысячных дюйма (0,508 мм)), может привести к получению отношения натяга между D1 и D2 (или между D3 и D4) с величиной, находящейся в заданном диапазоне (например, два к одному) и т.д. Благодаря большей равномерности величины натяга крепежного изделия 250 в отверстии 230 улучшена усталостная долговечность сочленения. Например, отношение максимальной величины натяга (например, на D4 или D1) к минимальной величине натяга (например, на D2 или D3) вдоль всей указанной длины крепежного изделия может составлять меньше четырех. Этот процесс может быть выполнен с использованием станка-автомата, как описано выше для этапов 1002-1004.
[0044] Штампы 510 и 520 прикладывают существенную силу к множеству крепежных изделий без чрезмерного износа или растрескивания штампа. После определенного периода времени, например, после десятков тысяч циклов установки крепежных изделий и скрепления, штампы 510 и 520 могут стать достаточно изношенными вплоть до их отказа. В таких случаях желательно изготовить заменяющий штамп.
[0045] На ФИГ. 11 показана технологическая схема способа 1100 изготовления штампа 520 для установки крепежного изделия в приведенном в качестве примера варианте реализации изобретения. В частности, на ФИГ. 11 показан способ 1100 изготовления штампа с постоянным покрытием низкого трения, что позволяет улучшить характеристики потока материала во время установки крепежных изделий.
[0046] Согласно ФИГ. 11 осуществляют подбор необработанного штампа без покрытия (этап 1102). Штамп способен прикладывать достаточную силу к крепежному изделию 250 для пластического деформирования крепежного изделия 250. Это приводит к получению посадки с натягом между крепежным изделием 250 и отверстием 230. Подбор штампа может включать изготовление штампа или выбор штампа из множества доступных, уже изготовленных штампов.
[0047] После подбора штампа способ 1100 продолжают подбором покрытия, который имеет коэффициент трения покоя меньше чем 0,2 (этап 1104). Покрытие может быть выбрано любым подходящим способом при условии, что покрытие 600 обладает необходимыми физическими характеристиками. В одном варианте реализации изобретения покрытие 600 также подбирают так, чтобы величина твердости по Виккерсу составляла более пяти тысяч, например от пяти тысяч до десяти тысяч. Это обеспечивает достаточный срок службы покрытия использования в производственной среде, где ежедневно устанавливают десятки тысяч крепежных изделий (например, в аэрокосмической промышленности).
[0048] После подбора покрытия 600 выполняют нанесение покрытия 600 на постоянной основе на штамп на поверхность 530, которая будет контактировать с крепежным изделием 250. Покрытие 600 может быть нанесено на поверхность 530 с помощью любых подходящих процессов, включающих в себя конденсацию из паровой фазы, химическое осаждение из паровой фазы, осаждение методом распыления, ионно-пучковое осаждение, катодно-дуговое осаждение и т.п. В любом случае покрытие 600 прочно приклеивают к штампу 520 сплавлением, спеканием или иным образом прочно приклеивают к штампу 520 или выполняют за одно целое с ним. Еще в одном варианте реализации изобретения оба штампа 510 и 520 (например, используемые рабочим приспособлением) включают в себя покрытие 600 при завершении способа 1100. Покрытие 600 является "постоянным" в том смысле, что покрытие 600 не стирается со штампа во время обычного использования (например, после нескольких применений, как это было бы с расходуемой смазкой), а становится непригодным после гораздо более длительного периода времени (например, когда штамп сам становится непригодным после ста тысяч циклов). Следует еще раз отметить, что штампы 520 и 510 не включают в себя расходуемую смазку, а только постоянное покрытие 600.
Примеры
[0049] В следующих примерах дополнительные процессы, системы и способы описаны в контексте систем, с помощью которых устанавливают крепежные изделия для скрепления конструктивных компонентов летательного аппарата.
[0050] На ФИГ. 12 представлена блок-схема системы 1200 для установки крепежных изделий в приведенном в качестве примера варианте реализации изобретения. Согласно ФИГ. 12 система 1200 включает в себя автоматизированное устройство 1210, которое автоматически устанавливает крепежные изделия 1250 в отверстия 1274 и закрепляет крепежные изделия 1250 на месте для скрепления частей 1270 и 1272 друг с другом. В этом варианте реализации изобретения автоматизированное устройство 1210 включает в себя память 1212, которая хранит программу 1214 ЧПУ, имеющую инструкции, которые указывают местоположения, в которых необходимо разместить крепежные изделия 1250. Например, инструкции могут обозначать управление тем, как прикладывать конкретную силу, включая профиль высаживания, максимальную силу, время выдержки и т.п. Автоматизированное устройство 1210 перемещает рабочий орган 1222 через кинематическую цепь 1220 в соответствии с инструкциями в программе 1214 ЧПУ. В этом варианте реализации изобретения рабочий орган 1222 управляет рабочим приспособлением 1226, который может представлять собой работающий на сжатом воздухе или гидравлический заклепочный пистолет. Рабочее приспособление 1226 включает в себя множество штампов, включающих в себя штамп 1230 для головного конца, имеющего поверхность 1233 (в форме чаши 1232) с покрытием 1234, и штамп 1240 для заднего конца, который включает в себя свою собственную поверхность 1243 (в форме чаши 1242) и покрытие 1244. Штампы 1230 и 1240 собирают вместе для захвата крепежного изделия 1250 и приложения достаточной силы к крепежному изделию 1250 для пластического деформирования заднего конца 1252, образования сферической головки 1254 и расширения стержня 1264. Также показаны головной конец 1262 и стержень 1264.
[0051] Ссылаясь, в частности, на чертежи, варианты реализации настоящего изобретения могут быть описаны в контексте способа 1300 изготовления и обслуживания летательного аппарата, как показано на ФИГ. 13, и летательного аппарата 1302, как показано на ФИГ. 14. Во время подготовки к производству показанный в качестве примера способ 1300 может включать разработку спецификации и проектирование 1304 летательного аппарата 1302 и материальное снабжение 1306. Во время производства осуществляют изготовление 1308 компонентов и сборочных узлов и интеграцию 1310 систем летательного аппарата 1302. После этого летательный аппарат 1302 может проходить этапы сертификации и доставки 1312 для ввода в эксплуатацию 1314. В процессе эксплуатации заказчиком летательный аппарат 1302 подпадает под регламентное техобслуживание и текущий ремонт 1316 (которые также могут включать в себя модернизацию, перенастройку, переоборудование и так далее). Устройство и способы, представленные в настоящем документе, могут быть использованы во время любого одного или более подходящих этапов способа 1300 изготовления и обслуживания летательного аппарата (например, при разработке спецификации и проектировании 1304, материальном снабжении 1306, изготовлении 1308 компонентов и сборочных узлов, интеграции 1310 систем, сертификации и доставки 1312, эксплуатации 1314, регламентном техобслуживании и текущем ремонте 1316) и/или для любого подходящего компонента летательного аппарата 1302 (например, корпуса 1318, внутренней части 1322, систем 1320, а именно: движительной системы 1324, электрической системы 1326, гидравлической системы 1328, системы 1330 жизнеобеспечения).
[0052] Каждый из процессов способа 1300 может быть выполнен или осуществлен системным интегратором, третьей стороной и/или оператором (например, заказчиком). Для целей настоящего описания системный интегратор может включать в себя, помимо прочего, любое количество производителей воздушных летательных аппаратов и субподрядчиков по основным системам; третья сторона может включать в себя, помимо прочего, любое количество продавцов, субподрядчиков и поставщиков; а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.д.
[0053] Как показано на ФИГ. 14, летательный аппарат 1302, изготовленный согласно приведенному в качестве примера способу 1300, может включать в себя корпус 1318 с множеством систем 1320 и внутреннюю часть 1322. Примеры высокоуровневых систем 1320 включают в себя одну или более таких систем, как движительная система 1324, электрическая система 1326, гидравлическая система 1328 и система 1330 управления окружающей средой. Может быть включено любое количество других систем. Хотя показан пример, относящийся к аэрокосмической отрасли, принципы изобретения применимы к другим отраслям, например, автомобильной промышленности.
[0054] Как уже было упомянуто выше, устройства и способы, представленные в настоящем документе, могут быть использованы во время любых одного или более этапов способа 1300 изготовления и обслуживания. Например, компоненты или сборочные узлы, относящиеся к этапу 1308 изготовления, могут быть изготовлены или произведены аналогично компонентам или сборочным узлам, изготовленным во время эксплуатации летательного аппарата 1302. Также, один или более вариантов реализации устройства, вариантов реализации способа или их комбинаций могут быть использованы во время этапов 1308 и 1310 производства, например, с существенным ускорением сборки или снижением стоимости летательного аппарата 1302. Аналогично, один или более вариантов реализации устройства или вариантов реализации способов или их комбинаций могут быть использованы во время эксплуатации летательного аппарата 1302, например и без ограничения, для регламентного техобслуживания и ремонта 1316. Например, способы и системы, описанные в настоящем документе, могут быть использованы для этапов 1306, 1308, 1310, 1314 и/или 1316 и/или могут быть использованы для корпуса 1318 и/или внутренней части 1322. Эти технологии и системы могут быть использованы даже для систем 1320, включающих в себя, например, движительную систему 1324, электрическую систему 1326, гидравлическую систему 1328 и/или систему 1330 жизнеобеспечения.
[0055] В одном варианте реализации изобретения штамп 520 используют для установки крепежных изделий на участок корпуса 1318, и он работает во время изготовления 1308 компонентов и сборочных узлов для закрепления крепежных изделий 250. Эти крепежные изделия могут способствовать интеграции 1310 систем посредством удерживания вместе разнотипных частей и затем использоваться при эксплуатации 1314 до тех пор, пока износ крепежных изделий 250 не приведет к их непригодности. Затем, при регламентном техобслуживании и текущем ремонте 1316 крепежное изделие 250 может быть выброшено и заменено заново изготовленной деталью посредством операций штампа 520. Штамп 520 может быть использован при изготовлении 1308 компонентов и сборочных узлов для обеспечения установки различных крепежных изделий 250.
[0056] Любые из различных элементов управления (например, электрических или электронных компонентов), показанных на чертежах или описанных в настоящем документе, могут быть реализованы в виде аппаратных средств, процессора, реализующего программное обеспечение, процессора, реализующего прошивку, /или какой-либо комбинации указанных средств. Например, элемент может быть реализован в виде специальных аппаратных средств. Элементы специальных аппаратных средств могут называться "процессорами", "контроллерами" или какими-либо аналогичными терминами. Функции при обеспечении их реализации процессором могут быть реализованы одним специальным процессором, одним общим процессором или множеством отдельных процессоров, некоторые из которых могут использоваться совместно. Кроме того, явное использование термина "процессор" или "контроллер" не следует истолковывать как ссылку исключительно на аппаратные средства, способные на выполнение программного обеспечения, и указанный термин может неявно включать, без ограничения, процессор цифровой обработки сигналов (digital signal processor, (DSP), аппаратные средства, сетевой процессор, специализированную интегральную схему (application specific integrated circuit, ASIC) или другие схемы, программируемую пользователем вентильную матрицу (field programmable gate array, FPGA), постоянное запоминающее устройство (read only memory, ROM) для хранения программного обеспечения, оперативную память (random access memory, RAM), энергонезависимое запоминающее устройство, логический или какой-либо другой физический аппаратный компонент или модуль.
[0057] Также, элемент управления может быть реализован в виде инструкций, исполняемых процессором или компьютером для реализации функций элемента. Некоторые примеры инструкций представляют собой программное обеспечение, программный код и прошивку. Инструкции работают при их исполнении процессором для управления процессором, чтобы реализовать функции элемента. Инструкции могут быть сохранены на устройствах хранения данных, выполненных с возможностью считывания с помощью процессора. Некоторые примеры устройств хранения данных представляют собой цифровые или твердотельные запоминающие устройства, магнитные носители информации, такие как магнитные диски и магнитные ленты, жесткие диски или оптически считываемые цифровые носители данных.
[0058] Хотя в настоящем документе описаны конкретные варианты реализации изобретения, объем раскрытия настоящего изобретения не ограничен этими конкретными вариантами реализации изобретения. Объем раскрытия настоящего изобретения определен следующей формулой изобретения и ее эквивалентами.
Реферат
Настоящее изобретение относится к области механических крепежных изделий. Способ посадки с натягом крепежных изделий включает подбор штампа, прикладывающего силу, которая пластически деформирует крепежное изделие для расширения крепежного изделия с его посадкой с натягом в отверстии. Подбор покрытия, имеющего коэффициент трения покоя меньше чем 0,2; и нанесение указанного покрытия на постоянной основе на штамп на поверхность, которая предназначена для контакта с крепежным изделием, с обеспечением, таким образом, того, что пластическое деформирование крепежного изделия посредством силы, развиваемой штампом, приводит к натягу между крепежным изделием и отверстием вдоль длины крепежного изделия величиной от 0,0381 мм до 0,508 мм. Группа изобретений также относится к системе для посадки с натягом крепежных изделий. Усовершенствованные рабочие приспособления включают в себя постоянное покрытие с низким коэффициентом трения, что обеспечивает то, что пластическая деформация заклепки во время установки приводит к натягу в необходимом диапазоне между крепежным изделием и отверстием по всей длине отверстия. 2 н. и 33 з.п. ф-лы, 14 ил.
Комментарии