Манипулятор с рукой - RU2707877C2
Код документа: RU2707877C2
Чертежи


Описание
Изобретение относится к манипулятору с рукой в соответствии с ограничительной частью п.1 формулы.
Известный манипулятор, например робот со сгибающейся рукой, имеет шесть осей, вокруг которых движется фланец манипулятора. На фланце предусмотрен концевой эффектор с аппликационными устройствами, например, обрабатывающими инструментами для сверления, фрезерования или протягивания, или, например, с измерительными приборами для позиционирования концевого эффектора, соответственно, аппликационного устройства или для определения геометрии заготовки или для измерения просверленных отверстий и т.п. Возникающие при механической обработке усилия процесса воспринимаются на фланце и в зависимости от позы робота действуют вокруг всех шести осей. Созданные возникающими усилиями процесса моменты вокруг соответствующих главных осей и осей кисти манипулятора влияют на точность обработки, т.к. моменты могут оттеснить робота из его заданного номинального положения обработки.
В US 5,331,770 описан традиционный манипулятор.
В US 5,974,643 А описан состоящий из двух частей концевой эффектор с основанием, которое имеет привод, и с выполненным с возможностью отсоединения от основания турелью, имеющей несколько аппликационных устройств, причем с помощью привода основания аппликационное устройство может поворачиваться в активное рабочее положение.
В основе изобретения лежит задача предоставления простого и экономичного манипулятора с различными аппликационными устройствами.
Эта задача решается, согласно изобретению, посредством признаков п.1 формулы.
У манипулятора с рукой, на свободном конце которой расположен фланец манипулятора, на котором предусмотрен концевой эффектор с аппликационным устройством для обработки заготовки, концевой эффектор вращается вокруг трех осей кисти. Первая ось кисти проходит в направлении продольной оси руки манипулятора, вторая - поперек первой оси кисти, а третья - поперек второй оси кисти. Концевой эффектор несет несколько аппликационных устройств, следующих друг за другом в направлении вращения третьей оси кисти, причем за счет вращения концевого эффектора вокруг третьей оси кисти аппликационные устройства перемещаются в активное рабочее положение. Благодаря такому выполнению достигается то, что собственные приводы для перемещения аппликационных устройств относительно фланца манипулятора не нужны. Смена инструмента, соответственно, смена аппликационного устройства обеспечивается вращением фланца манипулятора вокруг третьей оси кисти относительно руки манипулятора.
Оси кистевого шарнира на конце руки манипулятора имеют общую зону пересечения. Аппликационное устройство присоединяется под углом привязки к третьей оси кисти к фланцу манипулятора таким образом, что направление поддерживающего усилие обработки ответного усилия проходит через зону пересечения указанных трех осей кисти. Это обеспечивает то, что возникающие усилия процесса не изменяют положение обработки руки робота за счет возникающих вокруг осей кисти моментов. При этом зоной пересечения является шаровидная зона радиусом менее 100 мм. Если расположение выбрано так, что направление усилия обработки проходит через общую точку пересечения осей кисти, то все возможные за счет усилий процесса моменты вокруг осей кисти устраняются.
Оказалось целесообразным присоединение аппликационного устройства к фланцу руки манипулятора таким образом, что направление поддерживающего усилия лежит под углом привязки к третьей оси кисти, выбранным в диапазоне 5-60°.
Предпочтительно аппликационное устройство удерживается на фланце манипулятора посредством опорного кронштейна, причем действующие на аппликационное устройство усилия обработки действуют в направлении, которое проходит через зону пересечения осей кисти и которое, по меньшей мере, для одного предусмотренного положения аппликационного устройства лежит под углом привязки к третьей оси кистевого шарнира. В случае неподвижно расположенного на опорном кронштейне аппликационного устройства направление усилий обработки составляет при этом с третьей осью кисти угол привязки. В случае поворотно расположенного на опорном кронштейне аппликационного устройства направление усилий обработки предпочтительно, по меньшей мере, для одного предусмотренного положения аппликационного устройства лежит под углом привязки к третьей оси кисти. Для всех предусмотренных положений аппликационного устройства направление усилий обработки проходит через зону пересечения осей кисти. При этом предусмотрено, что ось поворота шарнира, посредством которого аппликационное устройство установлено на опорном кронштейне, ориентирована так, что направление усилий обработки в любом положении поворота аппликационного устройства проходит через зону пересечения, соответственно, через точку пересечения указанных трех осей кисти. При этом третьей осью кистевого шарнира является ось вращения фланца манипулятора относительно корпусной части кистевого шарнира.
В одном варианте предусмотрено, что концевой эффектор содержит несколько аппликационных устройств, оси обработки которых совпадают с образующими или боковыми линиями конуса, чья вершина лежит в зоне пересечения осей кисти. При этом оси обработки предпочтительно совпадают с образующими конуса, вершина которого лежит в зоне пересечения осей кисти, или лежат на небольшом расстоянии со смещением параллельно образующим этого конуса.
Целесообразно вращающийся концевой эффектор имеет рамную конструкцию, которая посредством муфты в ее первом положении без возможности проворота соединена с корпусной частью руки манипулятора, а во втором положении без возможности проворота соединена с фланцем манипулятора. При этом муфта включает в себя поводки концевого эффектора и зажимное устройство, действующее между корпусной частью и рамной конструкцией.
В одном предпочтительном варианте на рамной конструкции установлена втулка нажимного пуансона. Она перемещается вдоль оси обработки к заготовке. За счет этого возможно прижатие руки манипулятора с концевым эффектором к заготовке, что повышает точность положения при обработке. Приложенные к втулке нажимного пуансона усилия могут вводиться через рамную конструкцию и муфту непосредственно в корпусную часть. Это позволяет разгрузить третью ось кисти.
Чтобы повысить производительность манипулятора, предусмотрено, что в способе соединения деталей посредством пальца, в частности, заклепки, с использованием манипулятора, на конце его руки предусмотрен концевой эффектор с аппликационными устройствами. Аппликационные устройства служат для измерения и обработки заготовки, причем на первой рабочей операции позиционируется концевой эффектор, на второй рабочей операции в заготовке просверливается сквозное отверстие, на следующей рабочей операции подается палец, а на заключительной рабочей операции палец устанавливается и закрепляется. Для повышения производительности предусмотрено применение аппликационных устройств таким образом, что одновременно могут выполняться две операции. Так, на заготовку можно воздействовать одновременно разными операциями, чтобы, например, просверлить одно сквозное отверстие и одновременно в другое сквозное отверстие вставить и закрепить палец. Предпочтительно одновременно выполняемые операции выполняются в неизменном положении концевого эффектора относительно заготовки. Одновременно выполняемые операции применяются, в частности, к разным сквозным отверстиям, преимущественно соседним сквозным отверстиям.
Чтобы ориентировать точно по положению два аппликационных устройства концевого эффектора относительно заготовки, предусмотрено, что аппликационные устройства установлены в своем положении на фланце манипулятора с возможностью смещения (перестановки) по отношению друг к другу. При этом первое аппликационное устройство установлено на фланце манипулятора целесообразно без возможности перестановки и ориентируется вместе с ним, а второе аппликационное устройство установлено на фланце манипулятора с изменяющим его положение перестановочным устройством. Так, после ориентирования первого аппликационного устройства второе аппликационное устройство может быть ориентировано на положение обработки относительно заготовки.
Другие признаки изобретения приведены в формуле изобретения, в описании и на чертежах, на которых ниже изображены подробно описанные примеры его осуществления. На чертежах представляют:
фиг.1 - схематично манипулятор на примере робота со сгибающейся рукой с шестью осями движения,
фиг.2 - в увеличенном виде концевой эффектор руки манипулятора с присоединенным, согласно изобретению, аппликационным устройством,
фиг.3 - концевой эффектор из фиг.2 с аппликационным устройством в повернутом рабочем положении,
фиг.4 - схематично разрез конца руки манипулятора с концевым эффектором и аппликационным устройством в виде сверлильного инструмента,
фиг.5 - схематично концевой эффектор с несколькими расположенными на периферии конуса аппликационными устройствами,
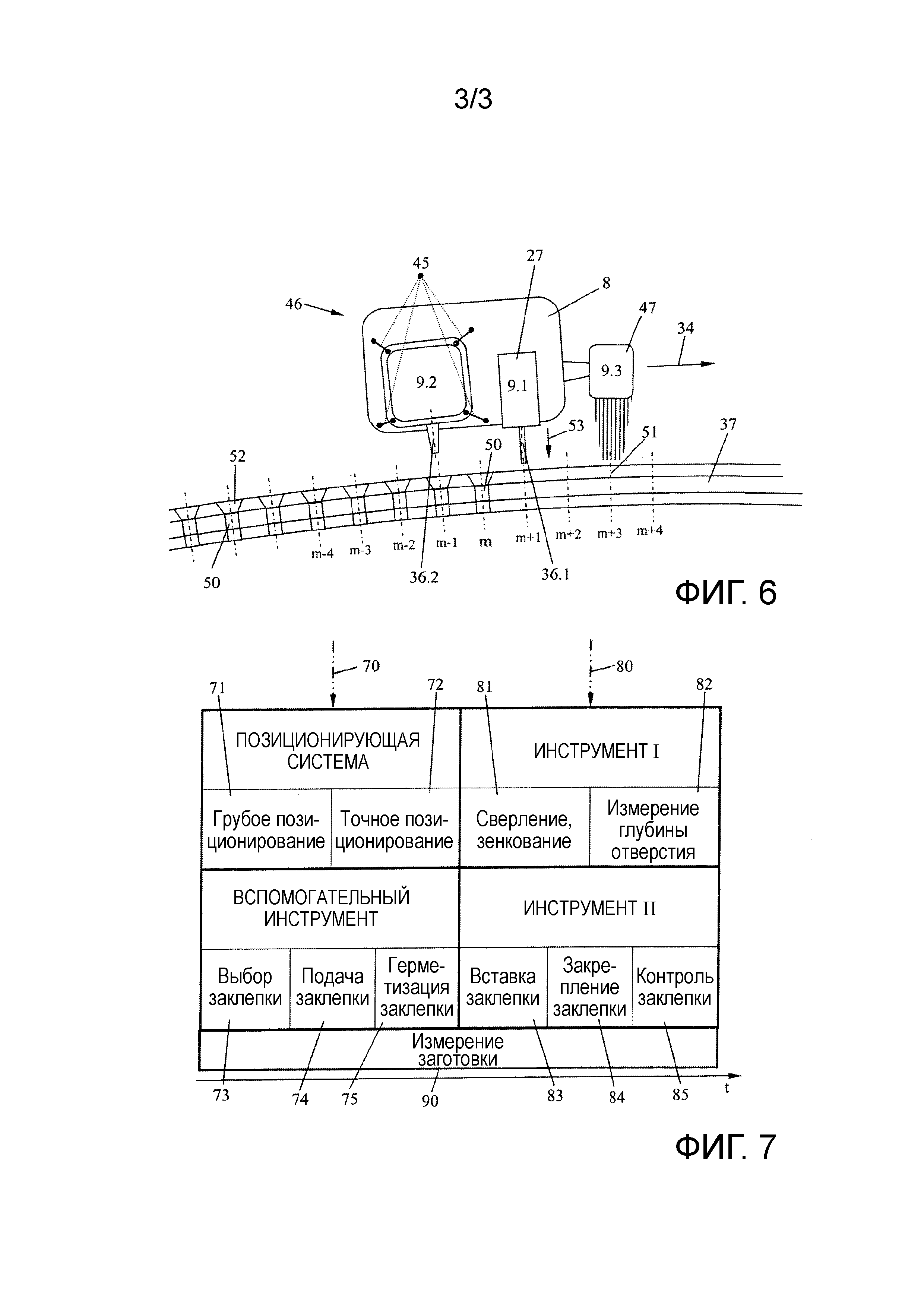
фиг.6 - схематично концевой эффектор с несколькими аппликационными устройствами для одновременного выполнения рабочих операций на заготовке,
фиг.7 - сводную таблицу одновременно выполняемых рабочих операций посредством разных аппликационных устройств манипулятора из фиг.6.
Изображенный на фиг.1 манипулятор 1 выполнен в виде робота со сгибающейся рукой и содержит основание 2, несущее карусель 3. На карусели 3 установлен балансир (коромысло) 4, несущий руку 5 манипулятора. На первом, свободном конце 6 руки предусмотрен кистевой шарнир 7, несущий фланец 8 манипулятора. На фланце 8 установлен концевой эффектор 46, содержащий, по меньшей мере, одно аппликационное устройство 9, которое может быть выполнено, например, в виде измерительного устройства, захватного устройства, сверлильного инструмента, фрезерного инструмента или т.п.
Карусель 3 вращается посредством электромоторного привода вокруг вертикальной главной оси 10 по двойной стрелке 11 на 360°. Установленный на карусели 3 балансир 4 присоединен посредством вращательного шарнира 12, который образует лежачую, горизонтальную ось 13 вращения. Посредством дополнительного электромоторного привода балансир 4 поворачивается по двойной стрелке 14 вокруг горизонтальной оси 13 вращения. Последняя образует вторую главную ось манипулятора 1.
Рука 5 манипулятора посредством дополнительного вращательного шарнира 15 установлена на другом конце балансира 4, причем вращательный шарнир 15 образует дополнительную горизонтальную ось 16 вращения, являющуюся третьей главной осью манипулятора 1. Рука 5 манипулятора поворачивается вокруг горизонтальной оси 16 вращения по двойной стрелке 17.
Установленный на свободном конце 6 руки 5 манипулятора кистевой шарнир 7 обеспечивает вращение фланца 8 манипулятора вокруг трех главных осей, называемых также вспомогательными осями манипулятора 1. Кистевой шарнир 7 с фланцем 8 манипулятора вращается относительно руки 5 манипулятора вокруг первой оси 20 кисти по двойной стрелке 19. Первая ось 20 кисти в данном примере совпадает с продольной осью 18 руки 5 манипулятора. Под прямым углом к первой оси 20 кисти лежит вторая ось 21 кисти, вокруг которой фланец 8 манипулятора вращается по двойной стрелке 23. Кистевой шарнир имеет третью ось 22 кисти, вокруг которой фланец 8 манипулятора вращается по двойной стрелке 24. Третья ось 22 кисти лежит под прямым углом ко второй оси 21 кисти.
Оси 20, 21, 22 кисти имеют общую зону 25 пересечения, которая образует, как показано на фиг.1, преимущественно общую точку 26 пересечения. Зоной 25 пересечения является предпочтительно шарообразная зона радиусом менее 100 мм.
На фланце 8 руки 5 манипулятора расположен концевой эффектор 46, содержащий аппликационное устройство 9 в виде сверлильного прибора 27. Аппликационное устройство 9 установлено на фланце 8 манипулятора под углом 30 привязки к третьей оси 22 кисти, причем осевые усилия, возникающие при механической обработке заготовки, в примере на фиг.1 при сверлении, имеют направление 31, проходящее через зону 25 пересечения, в частности, через точку 26 пересечения осей 20, 21, 22 кисти. Как показано на фиг.1, в частности, предусмотрено, что продольная ось 28 сверла 27 ориентирована таким образом, что он в воображаемом продолжении пересекает в зоне 25 пересечения оси 20, 21, 22 кисти, в частности, через точку 26 пересечения этих осей. При этом продольная ось 28 сверла 27, соответствующая направлению 31 возникающих при обработке усилий процесса, лежит под углом 30 привязки к третьей оси 22 кисти.
За счет этого расположения аппликационного устройства 9 под углом 30 привязки к третьей оси 22 кистевого шарнира 7 можно минимизировать влияние усилий процесса на положение обработки руки 5 манипулятора. Поскольку направление 31 возникающих при обработке усилий процесса проходит через зону пересечения осей 20, 21, 22 кисти, за счет усилий процесса не могут быть созданы бóльшие моменты вокруг соответствующих осей 20, 21, 22 кисти. Если направление 31 усилия обработки проходит точно через точку 26 пересечения осей 20, 21, 22 кисти, то все моменты усилия процесса вокруг осей 20, 21, 22 кисти устраняются. Поскольку аппликационное устройство 9 расположено под углом 30 привязки к третьей оси 22 кисти, сохраняется степень свободы вращения вокруг третьей оси 22 кисти. Угол 30 привязки лежит в диапазоне 5-85°; предпочтительным углом привязки оказался диапазон 5-60°. В данном примере показан угол привязки 30°.
На фиг.2 и 3 показано, как концевой эффектор 46 с аппликационным устройством 9 установлен посредством опорного кронштейна 29 на фланце 8 манипулятора. Опорный кронштейн 29 жестко зафиксирован на фланце 8; аппликационное устройство 9 посредством шарнира 32 установлено на опорном кронштейне 29 с возможностью поворота вокруг оси 46 поворота. При этом расположение выбрано так, что действующие на аппликационное устройство 9 усилия 33 обработки через шарнир 32 вводятся в опорный кронштейн 29 и воспринимаются фланцем 8. При этом положение шарнира 32 выбрано так, что действующие на аппликационное устройство 9 усилия 33 обработки отводятся на руку 5 манипулятора в направлении 31, проходящем через зону 25 пересечения осей 20, 21, 22 кисти. Все действующие на аппликационное устройство 9 усилия процесса отводятся, тем самым, за счет выбора опоры аппликационного устройства 9 на опорный кронштейн 31 на зону 25 пересечения или через точку 26 пересечения.
В примере на фиг.2 в качестве аппликационного устройства 9 изображена боковая фреза; действующие сбоку на фрезу усилия 33 обработки действуют в направлении 31, причем отведенные усилия не создают или создают лишь небольшие моменты вокруг осей 20, 21, 22 кисти.
Если аппликационное устройство 9 снабжено осевой фрезой, то аппликационное устройство 9 на фиг.3 поворачивается вокруг оси 46 поворота поддерживающего шарнира 29, так что действующие аксиально на инструмент 60 усилия 33 обработки отводятся непосредственно в направлении 33; как показано на фиг.3, направление 31 выбрано так, что оно пересекает зону 25 пересечения, соответственно, точку 26 пересечения трех осей 20, 21, 22 кисти.
В примерах на фиг.2 и 3 аппликационное устройство 9 установлено посредством шарнира 32 на опорном кронштейне 29, причем опорный кронштейн 29 жестко закреплен на фланце 8 манипулятора. Ось 46 поворота шарнира 32 лежит в воображаемой плоскости 54, перпендикулярной третьей оси 22 кисти. Расстояние оси 46 поворота до третьей оси 22 кисти выбрано так, что направление 31 усилий 33 обработки в любом предусмотренном положении аппликационного устройства 9 проходит через точку 26 пересечения. В показанном на фиг.2 и 3 виде перпендикулярно оси 46 поворота шарнира 32 ось 46 поворота и зона 25 пересечения, соответственно, точка 26 пересечения осей 20, 21, 22 кисти лежат на соединительной прямой 63, лежащей под углом 30 привязки к третьей оси 22 кистевого шарнира 7. В одном особенном варианте предусмотрено ориентировать ось 36 обработки неподвижно установленного на опорном кронштейне 29 инструмента 60 таким образом, что она совпадает с соединительной прямой 63. Сама ось 36 обработки лежит, тем самым, под углом привязки 5-85°, в частности 5-65°, к главной оси 20 кистевого шарнира 7. Ось 36 обработки пересекает в воображаемом продолжении зону 25 пересечения, соответственно, точку 26 пересечения осей 20, 21, 22 кисти.
В примере на фиг.4 изображен разрез кистевого шарнира 7 на конце руки 5 манипулятора. Фланец 8 манипулятора установлен на корпусной части 40 руки 5 с возможностью вращения вокруг третьей оси 22 кисти. Посредством опорных кронштейнов 29 на фланце 8 зафиксированы аппликационные устройства 9, целесообразно под углом 30 привязки 5-60°, в примере на фиг.4 под углом привязки 30° к третьей оси 22 кисти.
Концевой эффектор 46 содержит рамную конструкцию 41, которая посредством вращательного кольца 55 установлена с возможностью вращения на корпусной части 40 кистевого шарнира 7. Вращательное кольцо 55 установлено на муфтовой части 56, прочно соединенной с корпусной частью 40. Концевой эффектор 46 включает в себя опорную конструкцию 54, прочно установленную на фланце 8. На опорной конструкции 54 установлен опорный кронштейн 29 с одним или несколькими аппликационными устройствами 9. Как показывает фиг.4, предусмотрена муфта 42, действующая на рамной конструкции 41. В своем первом положении муфта 42 соединяет рамную конструкцию 41 без возможности проворота с фланцем 8, а во втором положении соединена без возможности проворота с корпусной частью 40.
Муфта 42 включает в себя поводки 43, которые установлены на опорной конструкции 54 и в первом положении муфты создают соединение без возможности проворота с рамной конструкцией 41. Если в первом положении муфты фланец 8 вращается вокруг третьей оси 22 кисти, то аппликационные устройства 9, поводки 43 и рамная конструкция 41 вращаются заодно с ней.
В своем втором положении муфта 42 соединяет без возможности проворота рамную конструкцию 41 с корпусной частью 40. В этом положении муфты поводки 43 прерывают соединение без возможности проворота опорной конструкции 54 с рамной конструкцией 41. За счет этого фланец 8 с зафиксированными на нем аппликационными устройствами 9 может вращаться относительно рамной конструкции 41 вокруг третьей оси 22 кисти.
В данном примере соединение без возможности проворота рамной конструкции 41 с корпусной частью 40 происходит посредством зажимного устройства, которое включает в себя установленные на корпусной части 40 зажимы 44. Во втором положении муфты зажимы 44 соединяют без возможности проворота рамную конструкцию 41 с муфтовой частью 56, так что рамная конструкция 41 не может вращаться относительно корпусной части 40. Предпочтительным может быть также иное конструктивное выполнение муфты 42.
Для смены аппликационного устройства 9 концевой эффектор 46 в первом положении муфты перемещается вместе с рамной конструкцией 41 в нужное положение. Незадолго до ослабления поводков 43 или одновременно с ним рамная конструкция 41 соединяется без возможности проворота с муфтовой частью 56 и, тем самым, с корпусной частью 40, а именно за счет перемещения зажимов 44. Перемещение муфты 42 из первого положения во второе положение происходит при неподвижном фланце 8. Во втором положении муфты фланец 8 вращается вокруг третьей оси 22 кисти. Аппликационные устройства 9 вращаются заодно при неподвижной рамной конструкции 41, так что аппликационные устройства 9 могут быть приведены в предусмотренное для смены инструмента положение. За счет этого смена инструмента возможна с помощью привода манипулятора вокруг третьей оси 22 кисти. Для смены инструмента не требуется никакого отдельного привода.
В примере на фиг.4 на рамной конструкции 41 предусмотрена втулка 35 нажимного пуансона, которая перемещается аксиально вдоль оси 36 обработки инструмента 60, в данном примере сверла 62. Эта втулка 35 нажимного пуансона служит для того, чтобы прижимать руку 5 манипулятора к заготовке 37 для натяжения всей системы перед обработкой посредством аппликационного устройства 9. Усилие натяжения действует не на сам фланец 8 манипулятора, а непосредственно на корпусную часть 40 кистевого шарнира 7. За счет этого разгружается третья ось 22 кисти. Обеспечивается повышение точности при постоянном усилии натяжения втулки 35 нажимного пуансона, соответственно, повышение усилия натяжения при постоянной точности.
За счет предпочтительного выполнения вращающегося вокруг третьей оси 22 кисти концевого эффектора 46 отпадают необходимые обычно приводы, которые ориентируют или переставляют аппликационные устройства 9.1, 9.2, 9.3 (фиг.5) относительно фланца 8. Концевой эффектор 46 не имеет, тем самым, собственного привода для движения аппликационных устройств 9.1, 9.2, 9.3 при смене инструмента. Смена аппликационных устройств 9.1, 9.2, 9.3 происходит вращательно с помощью привода вокруг третьей оси 22 кисти руки 5 манипулятора.
На фиг.5 схематично изображена рамная конструкция 41 концевого эффектора 46 вместе с аппликационными устройствами 9.1, 9.2, 9.3. Оси 36.1, 36.2, 36.3 обработки аппликационных устройств 9.1, 9.2, 9.3 совпадают с образующими 38.1, 38.2, 38.3 конуса 39, воображаемая вершина 49 которого лежит в зоне 25 пересечения, соответственно, в точке 26 пересечения осей 20, 21, 22 кисти. Аппликационные устройства 9.1, 9.2, 9.3 следуют друг за другом на боковой поверхности 38 конуса 39 в направлении периферии.
Рамная конструкция 41 концевого эффектора 46 может соединяться посредством муфты 42 с фланцем 8 манипулятора 1 и вращаться заодно с ним или отсоединяться и соединяться посредством муфты 42 с корпусной частью 40.
Если соединенные с опорной конструкцией 54 на фланце 8 поводки 8 соединены с рамной конструкцией 41, а зажимы 44 муфты 42 ослаблены, то вращение вокруг третьей оси 22 кисти манипулятора 1 может привести к движению аппликационных устройств 9 и рамной конструкции 41.
Если поводки 43 отсоединены от рамной конструкции 41, а зажимы 44 напряжены, то движение вокруг третьей оси 22 кисти манипулятора приводит лишь к движению аппликационных устройств 9 под рамной конструкцией 41, которая остается жестко соединенной к корпусной частью 40 кистевого шарнира 7 посредством зажимов 44. Таким образом смена инструмента возможна за счет смены аппликационного устройства 9 по двойной стрелке 48 на фиг.5.
В одном особом выполнении манипулятора 1 аналогично фиг.1 с концевым эффектором 46 с аппликационными устройствами предусмотрено расположение на концевом эффекторе 46 нескольких аппликационных устройств 9.1, 9.2, 9.3, как это показано на фиг.6. Первое аппликационное устройство 9.1, в данном примере сверлильный прибор 27, жестко установлен на фланце 8 с возможностью перестановки и вместе с ним позиционируется и ориентируется относительно заготовки 37.
На фланце 8 предусмотрено также аппликационное устройство 9.3 в виде измерительного устройства 47, которое в направлении 34 процесса опережает сверлильный прибор 27. На фланце 8 предусмотрено также второе аппликационное устройство 9.2, которое может быть выполнено в виде инструмента для постановки заклепок и т.п. Второе аппликационное устройство 9.2 установлено в своем положении на фланце 8 посредством перестановочного устройства 45. За счет этого аппликационное устройство 9.2 может смещаться относительно положения аппликационного устройства 9.1 на том же фланце 8. Это целесообразно, в частности, в случае криволинейных заготовок 37.
На фиг.6 показано, как такой концевой эффектор 46 с несколькими аппликационными устройствами 9.1, 9.2, 9.3 работает с заготовкой 37. Посредством сверлильного прибора 27 в заготовке 37 просверливаются сквозные отверстия 50 для вставки пальцев, в частности, заклепок. При этом с помощью манипулятора или расположенных на его фланце 8 аппликационных устройств 9.1-9.3 должны выполняться различные операции. Прежде всего, заготовка 37 измеряется посредством измерительного устройства 47, чтобы определить позиционирование концевого эффектора 46 относительно заготовки 37. Затем концевой эффектор 46 позиционируется относительно заготовки 37, в результате чего происходит нужное ориентирование оси 36.1 обработки сверлильного прибора 27, чтобы затем с помощью сверлильного прибора 27 просверлить сквозное отверстие 50 для вставки заклепки; после этого измеряется глубина отверстия 50, чтобы с помощью этой измеренной глубины подобрать подходящий стержень заклепки. На следующей операции подается стержень заклепки, при необходимости, на стержень заклепки наносится герметик, и стержень заклепки помещается в сквозное отверстие 50. С помощью соответствующего инструмента стержень заклепки затем ставится и деформируется, и готовая заклепка проверяется. Если такой процесс обработки осуществлять отдельными рабочими операциями последовательно, то возникает относительно длительная продолжительность процесса.
У аппликационных устройств 9.1, 9.2, 9.3 концевого эффектора 46 на фиг.6 предусмотрено, что по меньшей мере, две рабочие операции выполняются одновременно, т.е. приблизительно одновременно.
С помощью измерительного устройства 47 заготовка 37 измеряется, и ось 36.1 обработки сверлильного прибора 27 ориентируется относительно нормали 51 просверливаемого сквозного отверстия 50. После точного позиционирования фланца 8 с помощью сверлильного прибора 27 в качестве инструмента I (фиг.7) в заготовке 37 просверливается сквозное отверстие 50, после чего выполняется коническая фаска 52 под головку заклепки. Согласно изобретению, предусмотрено, что с просверливанием сквозного отверстия 50 в направлении 53 производства в уже просверленное сквозное отверстие 50 посредством инструмента II (фиг.7) вставляется заклепка. На фиг.6, например, в месте m+1 посредством сверлильного прибора 27 просверливается сквозное отверстие 50, и одновременно в месте m-1 в просверленное сквозное отверстие 50 посредством аппликационного устройства 9.1 вставляется заклепка, упрочняется и проверяется. Одновременно с просверливанием сквозного отверстия 50 в месте m+1 и постановкой заклепки в месте m-1 в лежащем в направлении 34 процесса перед местом месте m+3 с помощью измерительного устройства 47 измеряется поверхность заготовки 37. Согласно изобретению, в разных местах заготовки 37 одновременно выполняются, тем самым, три операции, причем за счет совмещения операций достигается существенное сокращение продолжительности процесса.
Одновременное выполнение рабочих операций схематично изображено на фиг.7 в обозначенных стрелками 70 и 80 колонках по времени t. Согласно колонке 70, во время работы позиционирующей системы, а также грубого и точного позиционирования концевого эффектора 46 в полях 71, 72 посредством вспомогательных инструментов с помощью полученных на предыдущей операции измеренных значений из запаса выбирается необходимый стержень заготовки (поле 73), стержень заготовки подается (поле 74), и на стержень заготовки наносится герметик (поле 75). При этом грубым позиционированием концевого эффектора 46 является его движение от одного места обработки к следующему месту обработки, а точным позиционированием - ориентация осей 36.1, 36.2 обработки перпендикулярно поверхности заготовки. Измерение заготовки 37, с помощью которого происходит позиционирование в полях 71, 72, происходит предпочтительно непрерывно посредством измерительного устройства 47 (поле 90).
Когда концевой эффектор 46 с аппликационными устройствами 9.1, 9.2, 9.3 позиционирован, можно просверлить сквозное отверстие 50 и выполнить коническую фаску (поле 81); затем измеряется глубина отверстия (поле 82), чтобы иметь в распоряжении необходимые данные для выбора стержня заклепки (поле 73). Одновременно в направлении 53 производства с помощью аппликационного устройства 9.2 вставляется заклепка (поле 83), заклепка упрочняется (поле 84) и в заключение проверяется (поле 84). После просверливания нового сквозного отверстия 50 и одновременной установки стержня заклепки в предыдущем сквозном отверстии в направлении 34 процесса снова осуществляется позиционирование, и одновременно во время позиционирования на основе данных предыдущего измерения подходящий стержень заклепки снова выбирается (поле 73), подается (поле 74) и герметизируется (поле 75).
В направлении 34 процесса с помощью измерительного устройства 47 в месте m+3 регистрируется положение нормали 51 для приближающегося сквозного отверстия 50. Метод измерения может быть тактильным, пневматическим, электромагнитным, оптическим и т.п.
Одновременно в месте m+1 просверливается отверстие, и измеряются его диаметр и глубина. Во время сверления в направлении 53 производства в уже просверленное сквозное отверстие 50 в месте m-1 вставляется стержень заклепки и закрепляется. Нанесение герметика на заклепку может осуществляться предварительно во время позиционирования концевого эффектора 46 или заклепки.
Когда сквозное отверстие 50 в месте m-1 просверлено, а стержень заклепки закреплен, аппликационное устройство 9.2 подводится к месту m+2, и ось 36.2 обработки ориентируется в месте m+2 перпендикулярно поверхности заготовки. Во время этого позиционирования выбирается стержень заклепки для сквозного отверстия, а аппликационное устройство 9.2 (инструмент II) подводится для вставки/закрепления и проверки стержня заклепки.
Реферат
Изобретение относится к манипулятору с рукой (5) манипулятора, на свободном конце (6) которой предусмотрен фланец (8) манипулятора, на котором установлен концевой эффектор (46) с аппликационным устройством (9.1, 9.2, 9.3) для обработки заготовки (37), причем фланец (8) манипулятора установлен с возможностью вращения вокруг осей (20, 21, 22) кисти, и первая ось (20) кисти проходит в направлении продольной оси (18) руки (5) манипулятора, вторая ось (21) кисти проходит поперек первой оси (20) кисти, а третья ось (22) кисти проходит поперек второй оси (21) кисти, отличающийся тем, что концевой эффектор (46) установлен с возможностью вращения на кистевом шарнире (7) руки (5) манипулятора, при этом концевой эффектор (46) содержит несколько аппликационных устройств (9.1, 9.2, 9.3), следующих друг за другом в окружном направлении на боковой поверхности (38) воображаемого конуса (39), причем аппликационное устройство (9.1, 9.2, 9.3) установлено с возможностью перемещения в активное рабочее положение за счет вращения фланца (8) манипулятора вокруг третьей оси (22) кисти. Технический результат: предложен манипулятор с рукой, содержащий несколько аппликационных устройств, позволяющий сократить продолжительность процесса. 3 з.п. ф-лы, 7 ил.
Комментарии