Запрессованный штуцер для соединения труб и инструмент для запрессованного штуцера - RU2625326C2
Код документа: RU2625326C2
Чертежи
Описание
Изобретение относится к запрессованному штуцеру для присоединения выпускной трубы к трубе в области выпускного отверстия, а также инструменту для этого. Точно так же изобретение относится к системе из запрессованного штуцера и инструмента, а также установочному инструменту для крепления запрессованного штуцера.
При санитарно-техническом оборудовании зданий при прокладке водопроводных труб для горячей или питьевой воды или при прокладке газовых труб всегда нужны трубные выпуски, чтобы, например, иметь трубопроводный распределитель.
Трубные выпуски ранее описанного вида до сих пор устанавливаются с помощью штуцеров, в частности привариваемых штуцеров в толстостенных трубах, в частности стальных трубах. Ручная сварка на месте, однако, требует много времени, для нее нужны специалисты, оборудование и мероприятия по технике безопасности, а также мероприятия по теплозащите.
Точно так же известна установка патрубков для трубных выпусков с помощью хомутов. Однако при этом расход материалов на хомуты относительно большой, так как должна охватываться вся труба и хомут вследствие неблагоприятных соотношений плеч рычага должен быть соответственно жестким на изгиб.
В случае срываемого с помощью взрыва хомута должно создаваться дополнительное пространство для заряда вместе с режущей кромкой и выступом для режущей кромки, а также обеспечиваться безопасность при взрыве, вследствие чего дополнительно возрастает расход материала.
Описанные ранее штуцеры после изготовления бокового выпускного отверстия крепятся в трубе, причем штуцеры уплотняются на поверхности трубы. Привариваемые штуцеры выполнены с внутренней резьбой или с концом трубы для сварки, соответственно запрессовки. Как правило, хомуты выполнены с внутренней резьбой.
Отсюда в основе настоящего изобретения лежит техническая проблема предложения запрессованного штуцера, системы из запрессованного штуцера и инструмента и установочного инструмента для крепления запрессованного штуцера для присоединения выпускной трубы к трубе, которые требуют меньших затрат для установки и вследствие этого более благоприятны в экономическом отношении.
Показанная выше техническая проблема согласно изобретению решается сначала с помощью запрессованного штуцера для присоединения выпускной трубы к трубе в области выпускного отверстия с признаками пункта 1 формулы изобретения. Предложенный в соответствии с изобретением запрессованный штуцер имеет трубчатый переходный элемент, включающий внутреннее отверстие, и запрессовываемую втулку, включающую патрубок, причем трубчатый переходный элемент имеет уплотнительную поверхность для уплотняющего прилегания к наружной стенке трубы, причем патрубок имеет сужающийся концевой участок, обращенный от трубчатого переходного элемента.
Запрессованный штуцер может устанавливаться в заранее проделанное выпускное отверстие в трубе, как описывается ниже, с помощью простого процесса запрессовки. Патрубок запрессовываемой втулки при этом снаружи удерживается трубчатым переходным элементом и через выпускное отверстие вдается внутрь трубы. С помощью технологического процесса внутренний, находящийся на конце, участок патрубка отбортовывается и развальцовывается, так что эта часть патрубка изнутри прилегает к стенке трубы и создает прижимающее усилие на запрессовываемую втулку и таким образом на трубчатый переходный элемент. Трубчатый переходный элемент уплотняет снаружи в этом случае при необходимости с помощью уплотнения или с помощью подходящего материала стенку трубы. Затем труба, фитинг или арматура могут с уплотнением устанавливаться во внутреннюю резьбу, образованную в запрессовываемой втулке.
Указанная выше техническая проблема решается также с помощью системы для крепления запрессованного штуцера в трубе, причем инструмент имеет вытяжной дорн, который имеет хвостовик и участок для пластического формообразования с увеличенным по сравнению с хвостовиком наружным диаметром. Причем наружный диаметр всего хвостовика меньше внутреннего диаметра патрубка запрессовываемой втулки.
Указанная выше техническая проблема решается дополнительно с помощью установочного инструмента для крепления описанного выше запрессованного штуцера в трубе с помощью машины для запрессовки с вытяжным дорном, который имеет хвостовик и участок для пластического формообразования с увеличенным по сравнению с хвостовиком наружным диаметром, с корпусом и с подвижно расположенными в корпусе тяговыми салазками, причем корпус на двух лежащих напротив друг друга боковых поверхностях имеет продольные отверстия, причем корпус имеет первую торцевую сторону для прилегания к машине для запрессовки и вторую противоположную торцевую сторону для прилегания к запрессованному штуцеру, причем салазки могут соединяться с вытяжным дорном и имеют поперечное отверстие для установки предохранительного болта машины для запрессовки.
Таким образом, имеющаяся, как правило, при установочных работах машина для запрессовки может использоваться для установки запрессованного штуцера. Основной областью применения машины для запрессовки является, однако, опрессовка фитингов и переходных патрубков с помощью холодного пластического формообразования подлежащих соединению частей. Только установочный инструмент, а не все-таки специальная машина должна дополнительно иметься при применении запрессованного штуцера.
Ниже изобретение более подробно поясняется с помощью предпочтительных признаков и связанных с ними преимуществ.
Предпочтительным образом между хвостовиком и участком для пластического формообразования расположен выступ для прилегания к сужающемуся концевому участку запрессовываемой втулки. Этот выступ улучшает действие инструмента тем, что выступ обеспечивает определенное положение хвостовика относительно запрессовываемой втулки.
Запрессованный штуцер с этим инструментом простым способом может устанавливаться с помощью того, что сначала запрессованный штуцер вместе с инструментом через заранее проделанное выпускное отверстие, соответственно через поперечное отверстие, вводится в трубу. При этом трубчатый переходный элемент подогнан к соответствующей величине трубы, соответственно кривизне трубы.
Находящийся внутри инструмент потом с помощью тянущего усилия тянется наружу, причем тянущее усилие создается с помощью приводимого в действие вручную или двигателем тянущей машиной при опоре на наружную поверхность запрессовываемой втулки или на трубчатый переходный элемент, образованный в виде единого целого с запрессовываемой втулкой. С помощью тянущего усилия переход, образованный на вытяжном дорне, между хвостовиком и участком для пластического формообразования, соответственно выступ, образованный в этом месте, входит в контакт с удаленным от центра концом патрубка запрессовываемой втулки и прикладывает к патрубку нагрузку, направленную из трубы радиально наружу. Находящаяся в трубе часть патрубка вследствие этого отбортовывается и радиально развальцовывается.
При процессе отбортовки запрессовываемая втулка вместе с трубчатым переходным элементом подтягивается к трубе и обеспечивает желаемое уплотнение, при необходимости с помощью сжатия уплотнения между трубой и трубчатым переходным элементом. Радиальный процесс развальцовки увеличивает заднюю часть запрессовываемой втулки в трубе и повышает таким образом ее прочность на вырывание.
Предпочтительным образом поверхность участка для пластического формообразования снабжена упрочняющим поверхность, уменьшающим износ покрытием и/или снижающим трение покрытием, чтобы обеспечить долговечность инструмента.
С помощью вышеописанного предложенного в соответствии с изобретением запрессованного штуцера и с помощью описанной предложенной в соответствии с изобретением системы с инструментом получаются сначала более низкие по сравнению со сваркой затраты на работу при изготовлении бокового штуцера и меньший расход материалов по сравнению с хомутами. Дальше способ запрессовки осуществляется без воздействия тепла, поэтому в месте производства работ не должны применяться мероприятия по обеспечению безопасности, которые нужны, например, при способах сварки. Дополнительно запрессованный штуцер благодаря соответственно выбранной геометрии трубчатого переходного элемента располагается ортогонально к оси трубы и не требуется какого-либо выравнивания и/или геодезического измерения.
Как уже упоминалось, для уплотнения трубчатого переходного элемента по отношению к трубе предусмотрено уплотнение, преимущественно обычное кольцо из резины с круглым поперечным сечением. Напротив, уплотнительная поверхность трубчатого переходного элемента может прямо уплотнять наружную поверхность трубы также с помощью соответствующего подбора, не требуя при этом отдельного уплотнения.
В качестве материалов для трубы, трубчатого переходного элемента и запрессованного штуцера могут рассматриваться как металлы, синтетические материалы, так и их комбинации, причем выбранные материалы должны быть достаточно устойчивыми в отношении формы. Для подлежащих пластическому формообразованию участков запрессованного штуцера дополнительно требуется, чтобы они в области сужающегося концевого участка могли длительно пластически деформироваться, чтобы длительно сохранять полученную с помощью пластического формообразования форму.
Трубчатый переходный элемент и запрессованная гильза могут быть образованы предпочтительным образом в виде единого целого. Благодаря этому нужен только один конструктивный элемент, чтобы установить штуцер.
В отличие от этого при описанном запрессованном штуцере трубчатый переходный элемент и запрессованная гильза могут быть выполнены из двух частей, причем запрессованная гильза имеет фланец, причем трубчатый переходный элемент имеет подогнанную к фланцу запрессовываемой втулки и расположенную напротив уплотнительной поверхности поверхность прилегания. Запрессовываемая втулка в этом случае уплотняющим образом, снова при необходимости с отдельным уплотнением, соединена с трубчатым переходным элементом, так что при операции соединения устанавливается герметичный штуцер. Это соединение на длительный срок может изготавливаться с помощью сварки, склеивания или пайки или другим способом.
При этом другим предпочтительным образом патрубок запрессовываемой втулки имеет подогнанный к внутреннему диаметру трубчатого переходного элемента наружный диаметр, так что трубчатый переходный элемент одновременно позволяет установку при необходимости ортогонально к оси трубы.
Независимо от того, образованы ли запрессовываемая втулка и трубчатый переходный элемент в виде единого целого или из двух частей, комплект из обоих конструктивных элементов имеет внутреннее отверстие, к которому может присоединяться выпускная труба. Для этого к комплекту может привариваться кусок трубы или присоединяться иначе неразъемным способом, к которому потом присоединятся выпускная труба, в частности с помощью соединения запрессовкой. Точно также во внутреннем отверстии может быть предусмотрена внутренняя резьба, в которую может ввинчиваться выпускная труба или фитинг для присоединения выпускной трубы.
Кроме того, патрубок запрессовываемой втулки может иметь подобранный к внутреннему диаметру выпускного отверстия наружный диаметр, так что обеспечивается точная посадка в выпускное отверстие и прочная посадка запрессованного штуцера после отбортовки и развальцовывания.
Другим предпочтительным образом сужающийся концевой участок патрубка образован по меньшей мере частично конусным. Благодаря этому нижний край патрубка ориентирован внутрь и вниз, так что этот край может входить в жесткое зацепление с выступом, образованным на вытяжном дорне соответственно на переходе между сужающимся участком и хвостовиком. К тому же между, как правило, цилиндрическим участком патрубка и коническим концевым участком получается проходящая с резким изломом внутрь линия, которая при отбортовке во время вытягивания инструмента образует заданное место перегиба.
Сужающийся концевой участок может быть образован также шаровидным или по-другому выпученным, так что пластическое формообразование, в частности, вначале облегчается.
Другим предпочтительным образом патрубок, что сильно упрощает отбортовку, имеет в области концевого участка множество отверстий, которые облегчают растяжение в радиальном направлении наружу. Отверстия простираются преимущественно в продольном направлении и могут быть образованы везде в области цилиндрического участка патрубка и/или в области концевого участка. Это исполнение отверстий облегчает как раз развальцовывание в области описанного места излома между образованным в виде конуса концевым участком и цилиндрическим участком патрубка.
Другое преимущество отверстий заключается в том, что в случае, когда присоединяется идущая вниз выпускная труба, и в случае, когда жидкая среда, как вода, транспортируется в трубе, отверстия позволяют опорожнение трубы или не препятствуют этому, так как отверстия проходят предпочтительным образом до стенки трубы и не блокируют опорожнение трубы.
Отверстия в концевом участке и/или в концевом участке запрессовываемой втулки могут быть образованы в виде сквозных прорезей или в виде множества отверстий, в частности в виде рядов отверстий.
Описанный выше инструмент для крепления запрессованного штуцера предпочтительным образом может быть выполнен с помощью того, что участок вытяжного дорна для пластического формообразования расширяется конусно или шаровидно. Если в этом случае применяется опирающееся на запрессовываемую втулку тянущее машинное устройство, которое тянет наружу вытяжной дорн, то наличие конусного или шаровидного участка без затруднений приводит к тому, что осуществляется отбортовка и развальцовывание концевого участка запрессовываемой втулки. Точно так же возможна вытяжка вручную без тянущего машинного устройства при необходимости с помощью резьбы.
В другом осуществлении инструмента участок для пластического формообразования имеет в основном цилиндрическую форму, причем участок для пластического формообразования имеет больший диаметр по сравнению с хвостовиком. Благодаря этому в этом случае образовывается выступ, который во время вытягивания вытяжного дорна входит в контакт с концевым участком трубчатого участка запрессовываемой втулки. Во время вытягивания в этом случае концевой участок отбортовывается и по меньшей мере частично развальцовывается.
Описанный инструмент предпочтительным образом может иметь соединяемый с запрессовываемой втулкой направляющий переходный элемент с внутренней направляющей поверхностью для направления вытяжного дорна. Благодаря этому ведение вытяжного дорна осуществляется по более длинному расстоянию, чем это возможно только с запрессовываемой втулкой. Для этого направляющий переходный элемент может быть снабжен наружной резьбой для ввинчивания во внутреннюю резьбу запрессовываемой втулки.
Дальше инструмент предпочтительным образом совершенствуется с помощью зажимной гильзы для надевания на вытяжной дорн и с помощью того, что вытяжной дорн на конце, обращенном от участка для пластического формообразования, имеет наружную резьбу для накручивания гайки с резьбой. Зажимная гильза при этом помещается предпочтительным образом в вышеописанный альтернативный направляющий переходный элемент и с помощью него устанавливается. При навинчивании гайки с резьбой на вытяжной дорн создается предварительное натяжение зажимной гильзы вниз к расширенному участку для пластического формообразования вытяжного дорна. Вследствие этого радиально внутрь направленный буртик суженного концевого участка запрессовываемой втулки зажимается и фиксируется.
Кроме этого, зажимная гильза может иметь наружную резьбу для накручивания другой гайки с резьбой. В этом случае гайка вытягивает зажимную гильзу и вытяжной дорн вместе с концевым участком запрессовываемой втулки из трубчатого участка запрессовываемой втулки, вследствие чего описанным образом осуществляется отбортовка и развальцовывание.
Если теперь вытяжной дорн вместе с зажимной гильзой вытягивается из трубы, то тянется зажатый буртик и сужающийся концевой участок прецизионно отбортовывается и развальцовывается. При дальнейшем вытягивании вытяжного дорна в конечном счете буртик вследствие срезывания отделяется от концевого участка запрессовываемой втулки и вытягивается наружу. Благодаря отделению предпочтительным образом увеличивается поперечное сечение отбортованной и развальцованной запрессовываемой втулки. К тому же с помощью вытягивания отделенного буртика устанавливающему сигнализируется об успешном монтаже.
Выше уже упомянутый установочный инструмент для крепления запрессованного штуцера в трубе может предпочтительным образом применять один из уже описанных выше вытяжных дорнов для установки запрессованного штуцера. Машина для запрессовки, которая сама по себе предусмотрена для опрессовки фитингов, при своей работе подает вперед поршень относительно накладок, которые соединены с машиной для запрессовки и выступают в направлении прессования. С накладками опять же с возможностью разъема соединен предохранительный болт, который находится в зацеплении с тяговыми салазками, в то время как тяговые салазки соединены с вытяжным дорном, в частности свинчены. Другими словами, машина для запрессовки образует с выступающими накладками, предохранительным болтом, тяговыми салазками и вытяжным дорном первый стандартизированный узел привода.
Дальше первая торцевая сторона корпуса прилегает к поршню или к соединенному с поршнем машины для запрессовки держателю, в то время как вторая торцевая сторона прилегает к запрессованному штуцеру. Таким образом, подвижный поршень, корпус установочного инструмента и запрессованный штуцер образуют второй стандартизированный узел привода.
Подача поршня ведет в этом случае к относительному перемещению между обоими стандартизированными узлами привода и таким образом к вытягиванию вытяжного дорна из трубы, в которой должен крепиться запрессованный штуцер. Так как поршень отжимает корпус и запрессованный штуцер относительно вытяжного дорна, тяговых салазок и накладок машины для запрессовки, но в свою очередь корпус прочно прилегает к трубе, это ведет при работе машины для запрессовки к относительному перемещению машины для запрессовки от трубы. Вследствие этого вытяжной дорн тянется из трубы, что опять же ведет к описанной выше отбортовке и развальцовыванию запрессовываемой втулки запрессованного штуцера.
В другом предпочтительном варианте в корпусе установочного инструмента расположена нажимная пружина для предварительного натяжения тяговых салазок в направлении второй торцевой стороны. Вследствие этого в ненагруженном машиной для запрессовки состоянии вытяжной дорн выжимается наружу из корпуса, благодаря чему облегчается установка запрессованного штуцера со вставленным вытяжным дорном.
Точно так же предпочтительным является, что предусмотрено предохранение от проворота между тяговыми салазками и корпусом установочного инструмента, так что при ввертывании вытяжного дорна в тяговые салазки не происходит кручение тяговых салазок внутри корпуса. Если тяговые салазки образованы в виде цилиндра, тогда для предохранения от проворота может быть предусмотрен штифт, который соединен с тяговыми салазками, в частности, ввинчен, и проходит внутри продольного отверстия в корпусе. Напротив, если тяговые салазки не вращательно-симметричны, то предохранение от проворота может реализоваться только с помощью внешней формы тяговых салазок и внутренней формы корпуса.
Другие признаки и преимущества настоящего изобретения поясняются в следующем ниже описании примеров осуществления со ссылками на чертежи, на которых представлено следующее:
фиг. 1 - в поперечном сечении первый пример осуществления запрессованного патрубка с цельным образованием трубчатого переходного элемента и запрессовываемой втулки;
фиг. 2 - в поперечном сечении второй пример осуществления запрессованного патрубка образованием трубчатого переходного элемента и запрессовываемой втулки из двух частей;
фиг. 3 - трехмерное изображение в разобранном виде второго примера осуществления запрессованного патрубка;
фиг. 4a-d - в поперечном сечении установленный в трубе второй пример осуществления запрессованного патрубка с установленным инструментом согласно первой форме осуществления с последовательностью отдельных стадий отбортовывания и развальцовывания запрессовываемой втулки;
фиг. 5 - третий пример осуществления запрессованного патрубка и инструмента для установки запрессованного патрубка в трехмерном изображении в разобранном виде;
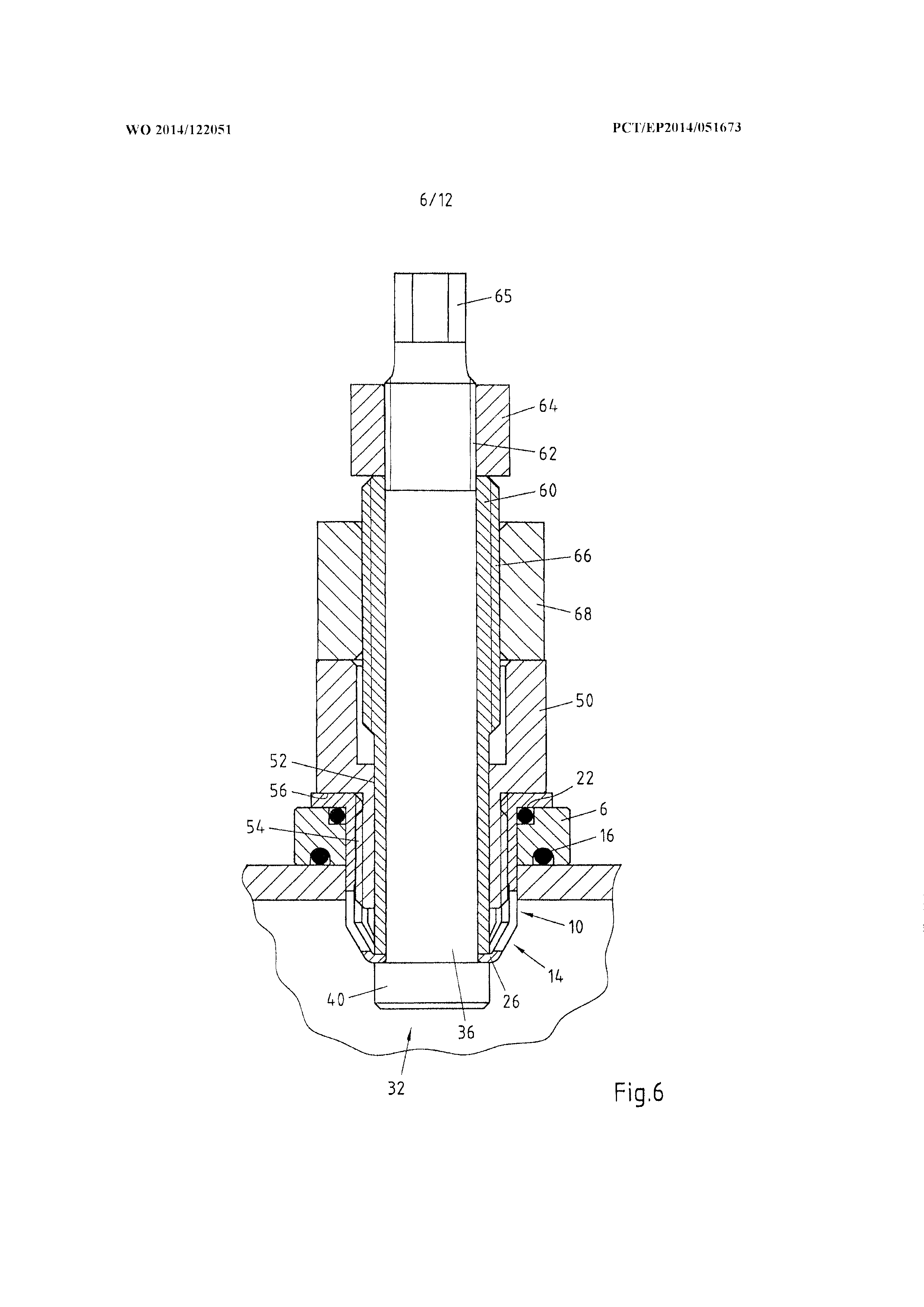
фиг. 6 - в поперечном сечении установленный в трубе второй пример осуществления запрессованного патрубка с установленным инструментом согласно второй форме осуществления с последовательностью отдельных стадий производства отбортовки и развальцовывания запрессовываемой втулки;
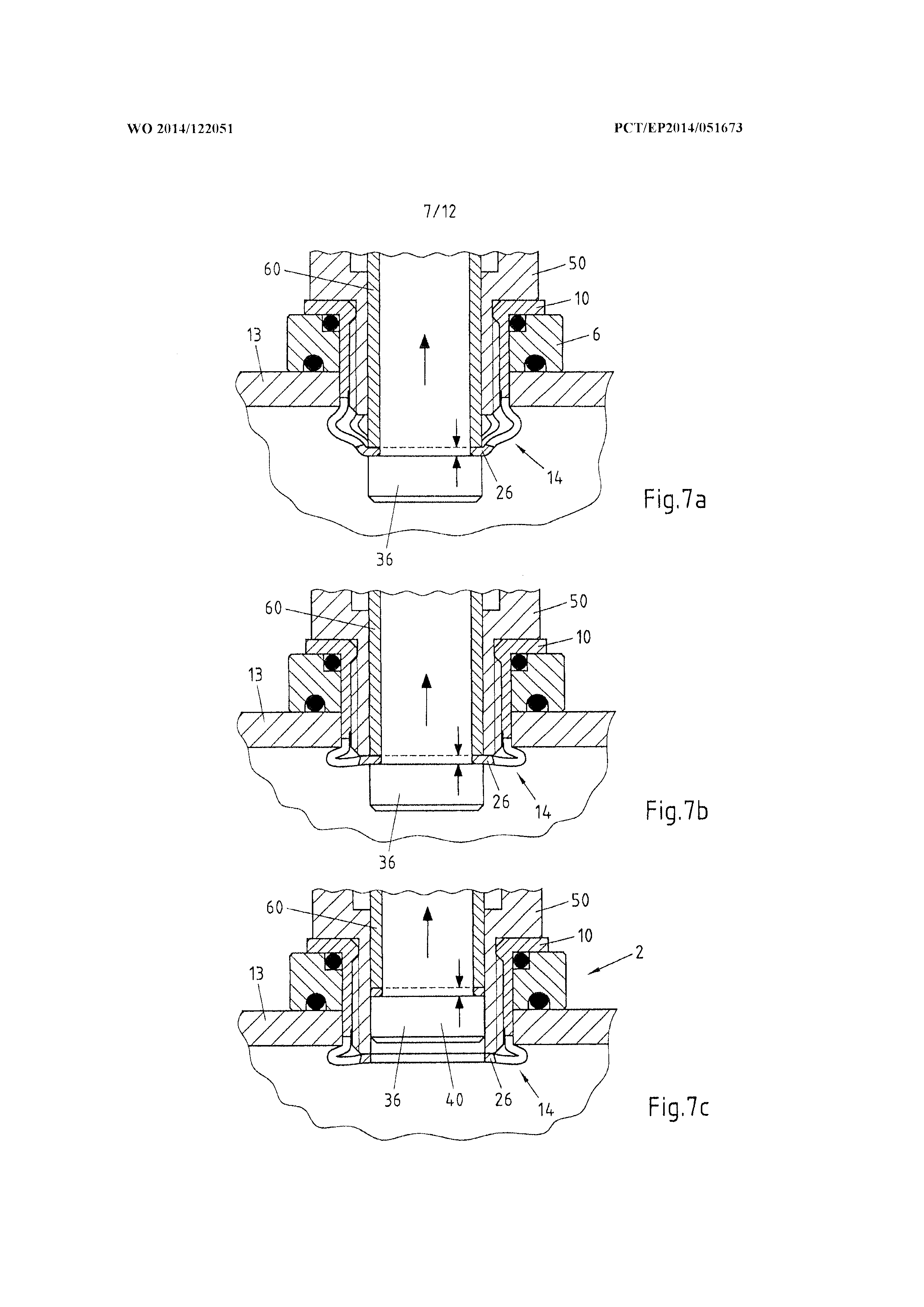
фиг. 7а-с - в поперечном сечении пример осуществления по фиг. 6 с последовательностью отдельных стадий производства отбортовки и развальцовывания запрессовываемой втулки;
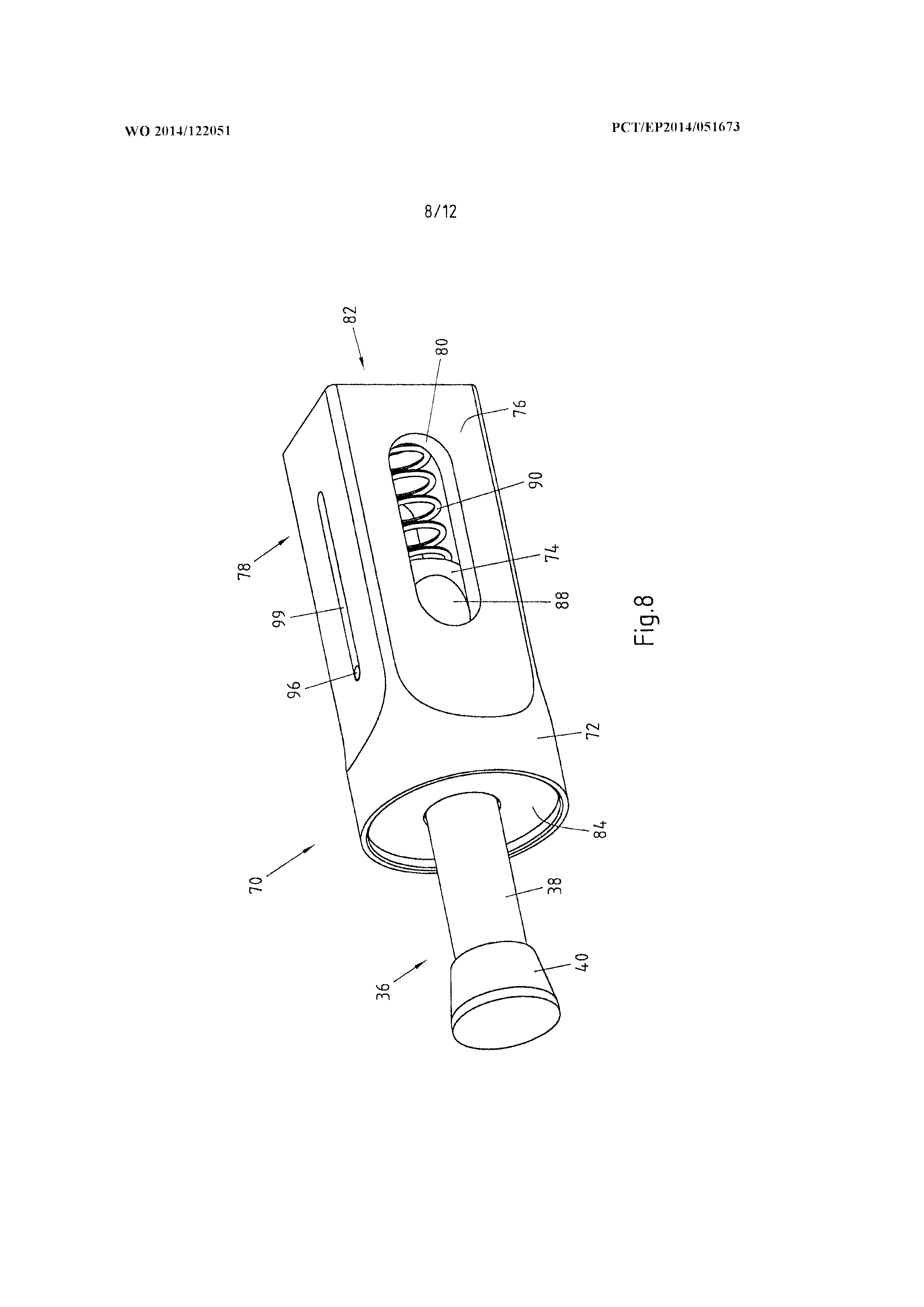
фиг. 8 - предложенный в соответствии с изобретением установочный инструмент с насаженным натяжным дорном;
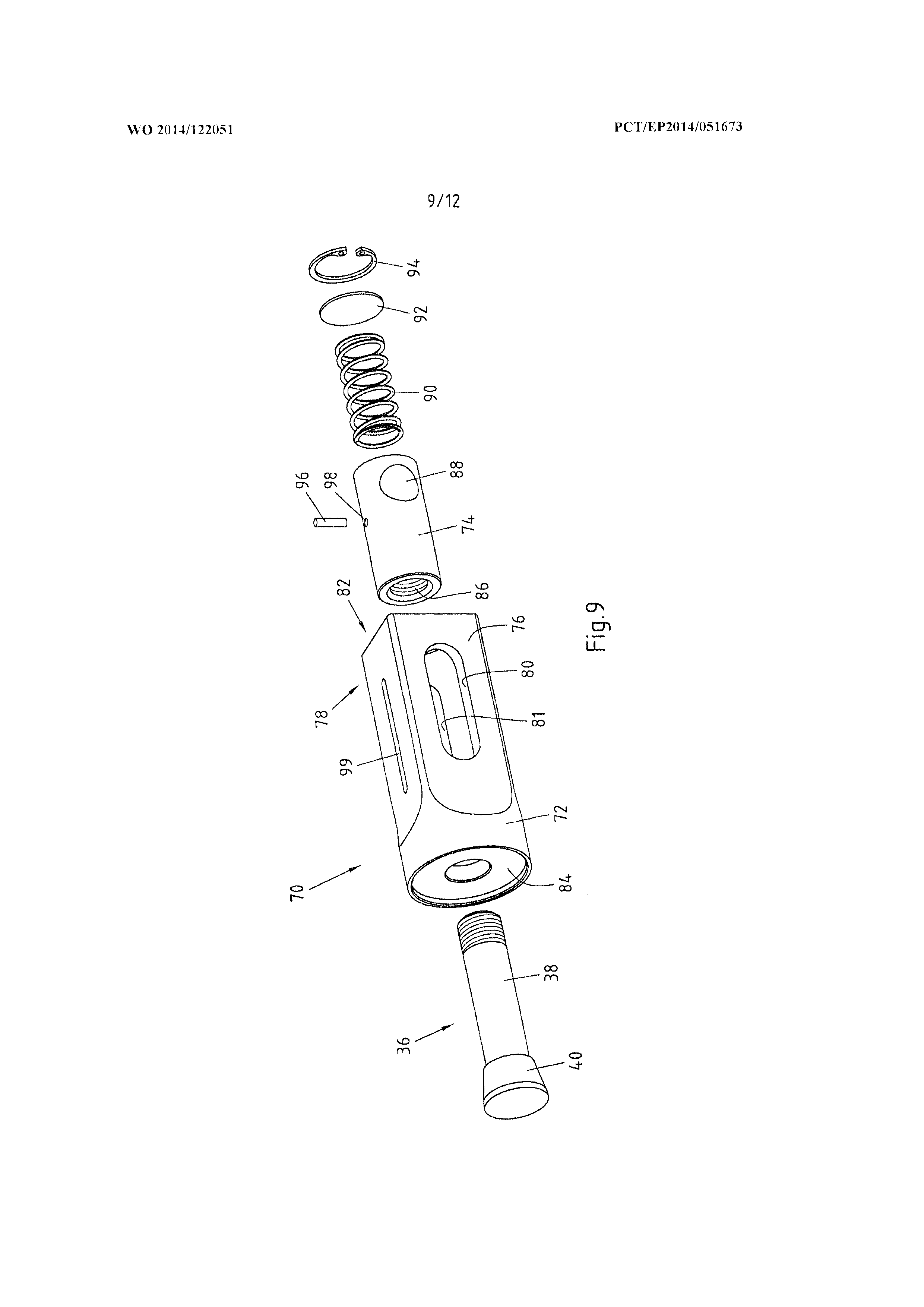
фиг. 9 - трехмерное изображение в разобранном виде установочного инструмента согласно фиг. 8;
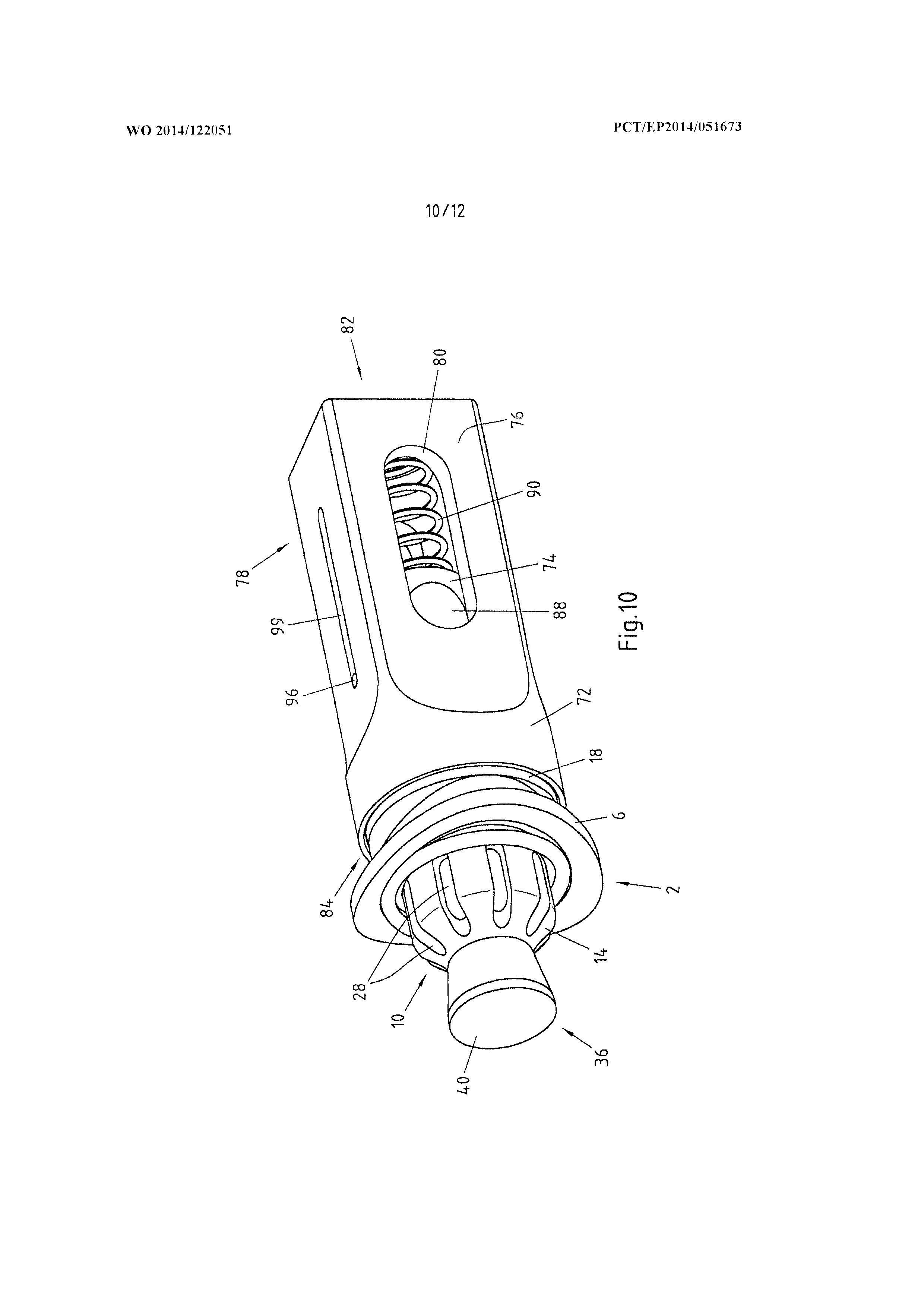
фиг. 10 - установочный инструмент согласно фиг. 8 и 9 с насаженным натяжным дорном и соединенным с ним запрессованным патрубком;
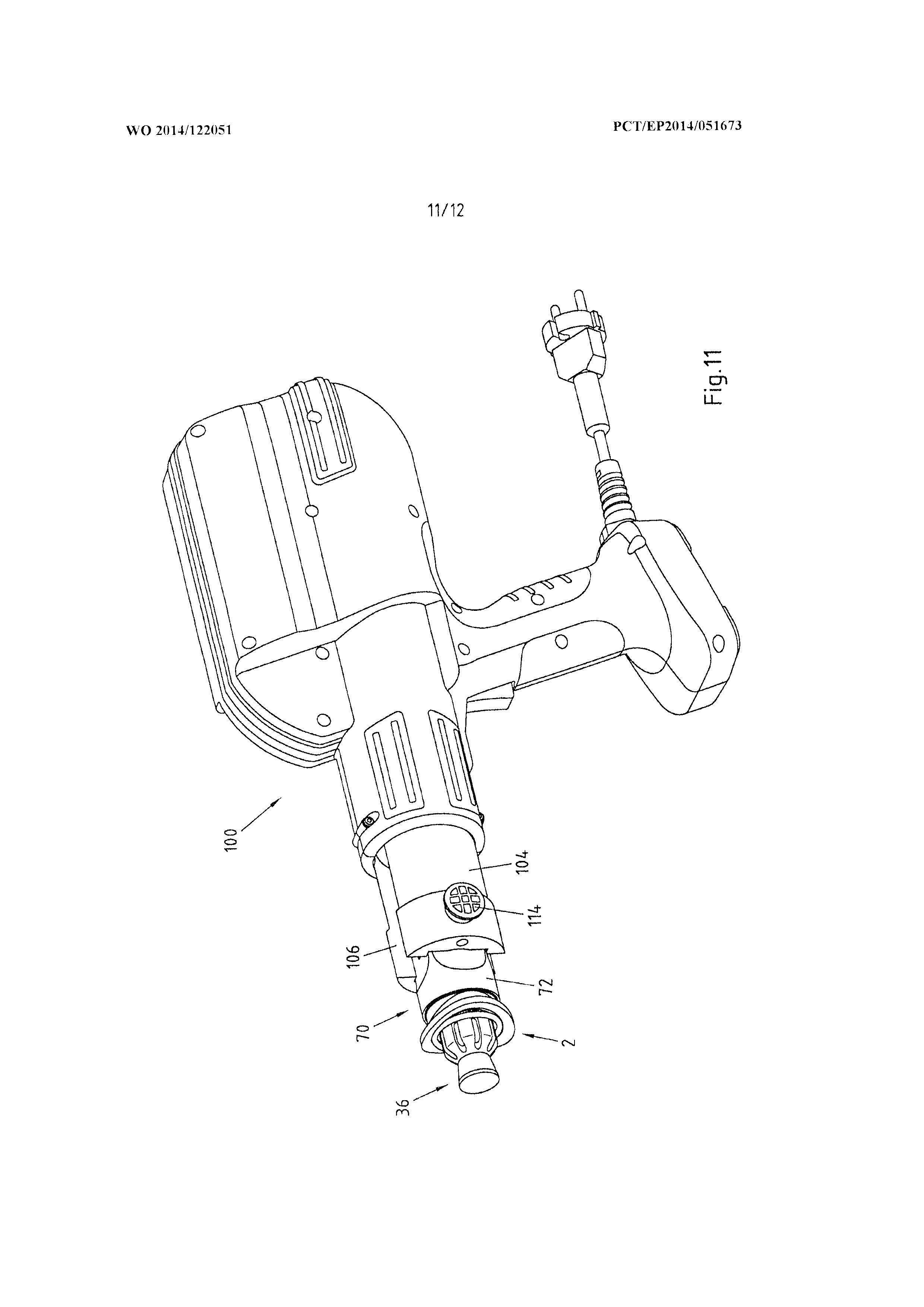
фиг. 11 - прессовый штамп с присоединенным установочным инструментом согласно фиг. 10; и
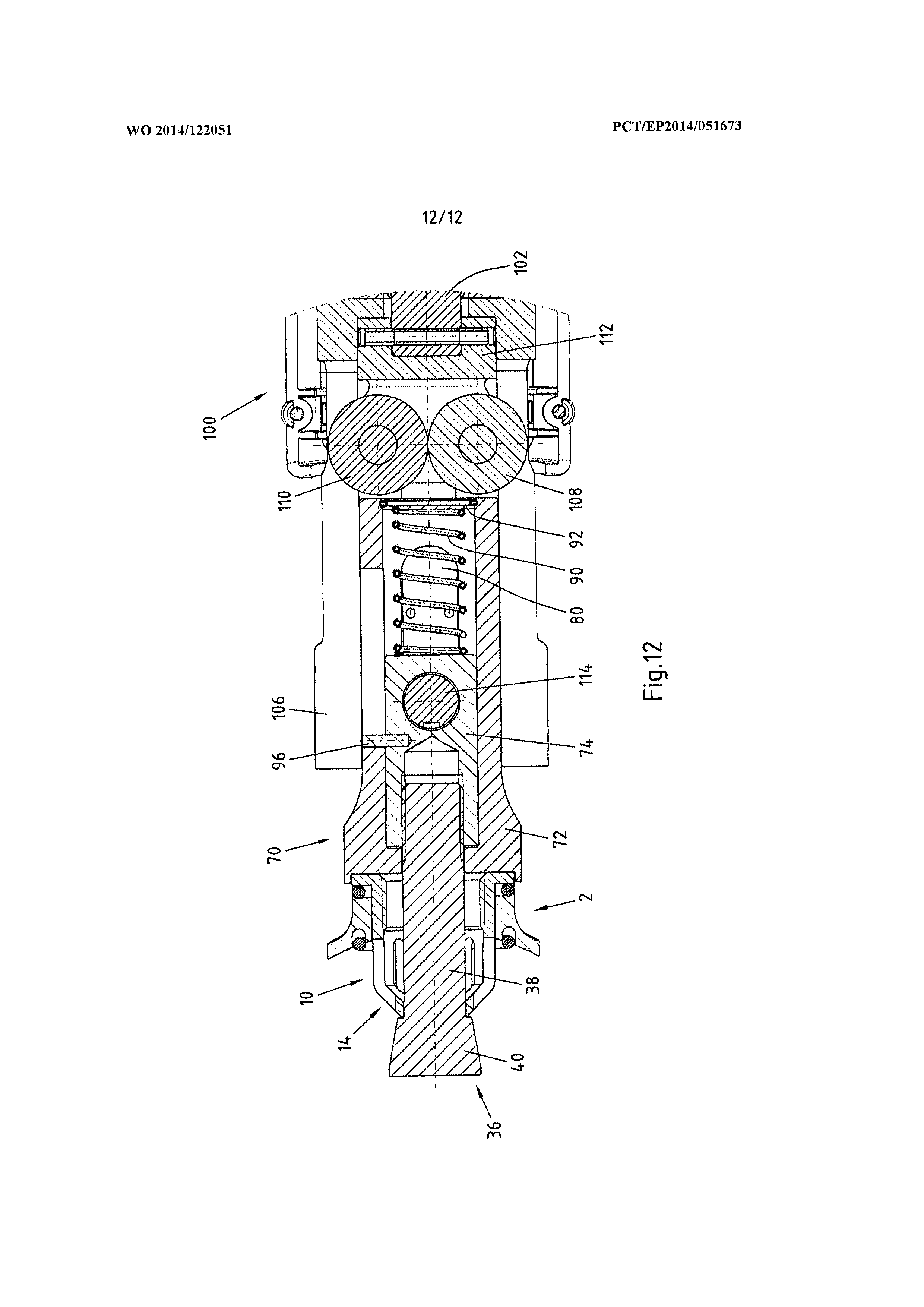
фиг. 12 - фрагмент фиг. 11 в поперечном сечении.
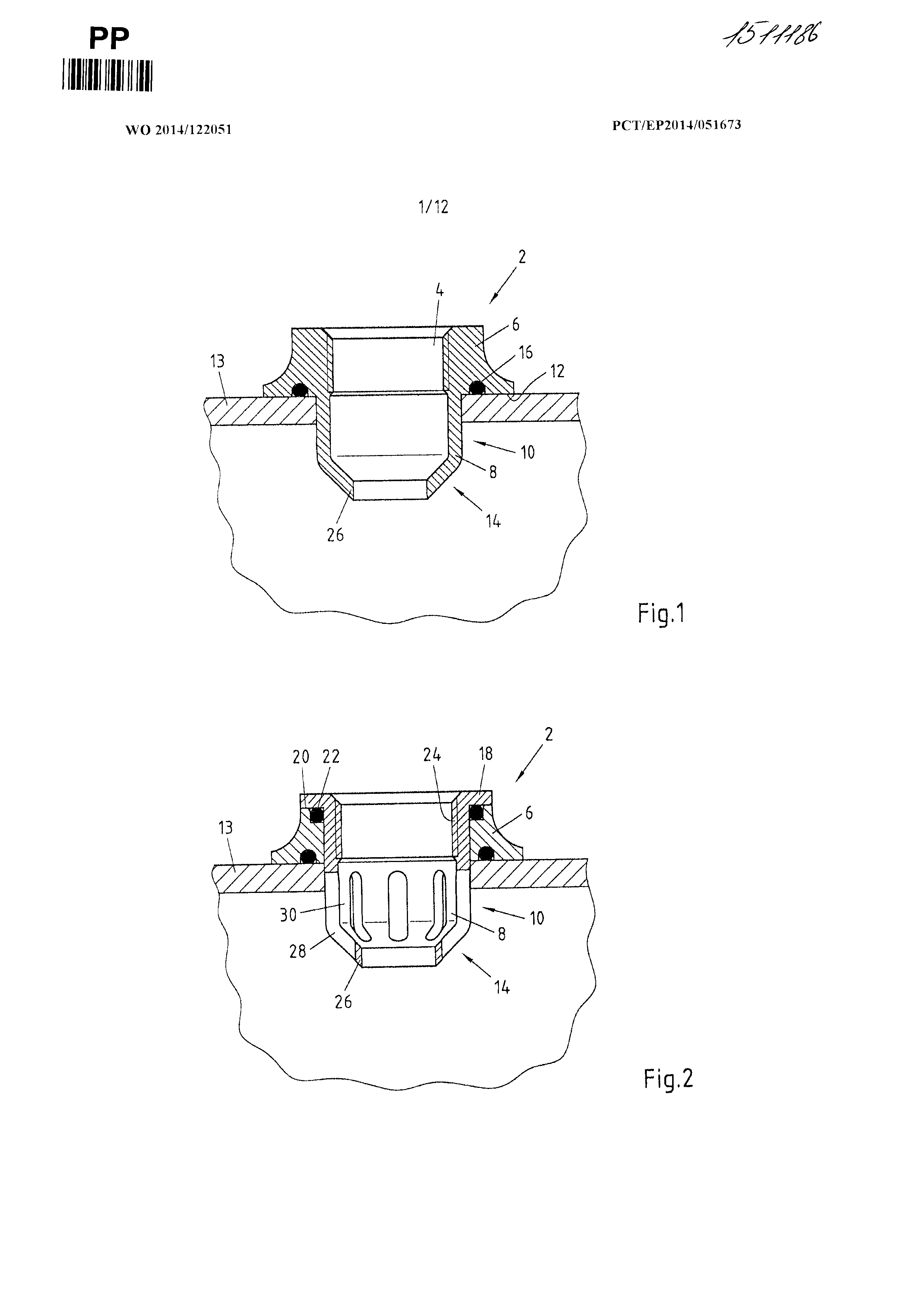
Фиг. 1 показывает первый пример осуществления предложенного в соответствии с изобретением запрессованного штуцера 2 для присоединения сточной трубы к трубе в области сточного отверстия. Запрессованный штуцер 2 имеет трубчатый переходной элемент 6 с внутренним отверстием 4 и запрессовываемую втулку 10, имеющую патрубок 8. Далее трубчатый переходной элемент 6 имеет уплотнительную поверхность 12 для уплотняющего прилегания к наружной стенке трубы 13. Кроме того, патрубок 8 имеет обращенный от трубчатого переходного элемента 6 сужающийся концевой участок 14.
Уплотнительная поверхность 12 трубчатого переходного элемента 6 подогнана к определенному диметру трубы, так что возможно плотное прилегание к наружной стороне трубы 13. Для этого предусмотрено, например, отдельное уплотнение 16 в форме кольца из резины с круглым поперечным сечением для уплотнения трубчатого переходного элемента 6 по отношению к трубе 13. Вместо отдельного уплотнения 12 с помощью соответствующего выбора материала возможно прямое уплотнение, без уплотнительного устройства, с наружной стороной трубы 13.
Как представлено на фиг. 1, трубчатый переходной элемент 6 и запрессовываемая втулка 10 образованы в виде единого целого. Фиг. 2 и 3 показывают, напротив, второй пример осуществления запрессованного штуцера 2, в котором трубчатый переходной элемент 6 и запрессовываемая втулка 10 образованы из двух частей. В этом случае запрессовываемая втулка 10 имеет фланец 18 и трубчатый переходной элемент 6, подогнанную к фланцу 18 запрессовываемой втулки 10 и расположенную напротив уплотнительной поверхности 12 поверхность прилегания 20. Между фланцем 18 и трубчатым переходным элементом 6 предусмотрено другое уплотнение 22. Также и здесь с помощью подходящего выбора материала можно отказаться от отдельного уплотнения.
Как можно видеть на фиг. 2, патрубок 8 имеет наружный диаметр, подогнанный к внутреннему диаметру трубчатого переходного элемента 6, так что он подходит для прилегания патрубка 8 к внутренней стороне трубчатого переходного элемента 6. С помощью этого реализуется направляющая запрессовываемой втулки 10 по отношению к трубчатому переходному элементу 6, благодаря чему достигается и обеспечивается ортогональная установка запрессовываемой втулки по отношению к оси трубы.
Кроме этого, патрубок 8 имеет наружный диаметр, подогнанный к внутреннему диаметру сточного отверстия трубы 13, так что и здесь достигается хорошая посадка. Для этого перед установкой запрессованного штуцера 2 в стенке трубы проделывается соответствующее отверстие.
Наконец, в запрессовываемой втулке 10 делается внутренняя резьба 24, так что соответствующим образом может осуществляться соединение трубы или арматуры с запрессованным штуцером 2.
Как можно видеть на фиг. 1-3, сужающийся концевой участок 14 патрубка 8 образован по меньшей мере частично коническим. С помощью этого получается сужение поперечного сечения и направленный внутрь нижний край, соответственно выступ 26, который во время описанной ниже установки захватывается с помощью инструмента и отбортовывается и развальцовывается.
Как показывают фиг. 2 и 3, для более легкой способности деформироваться в области концевого участка 14 предусмотрено множество отверстий 28, которые простираются в продольном направлении и образованы везде - как в области цилиндрического участка 30 патрубка 8, так и в области концевого участка 14. Таким образом, материал патрубка 8 во время отбортовки и развальцовывания может направленно отклоняться звездообразно радиально наружу.
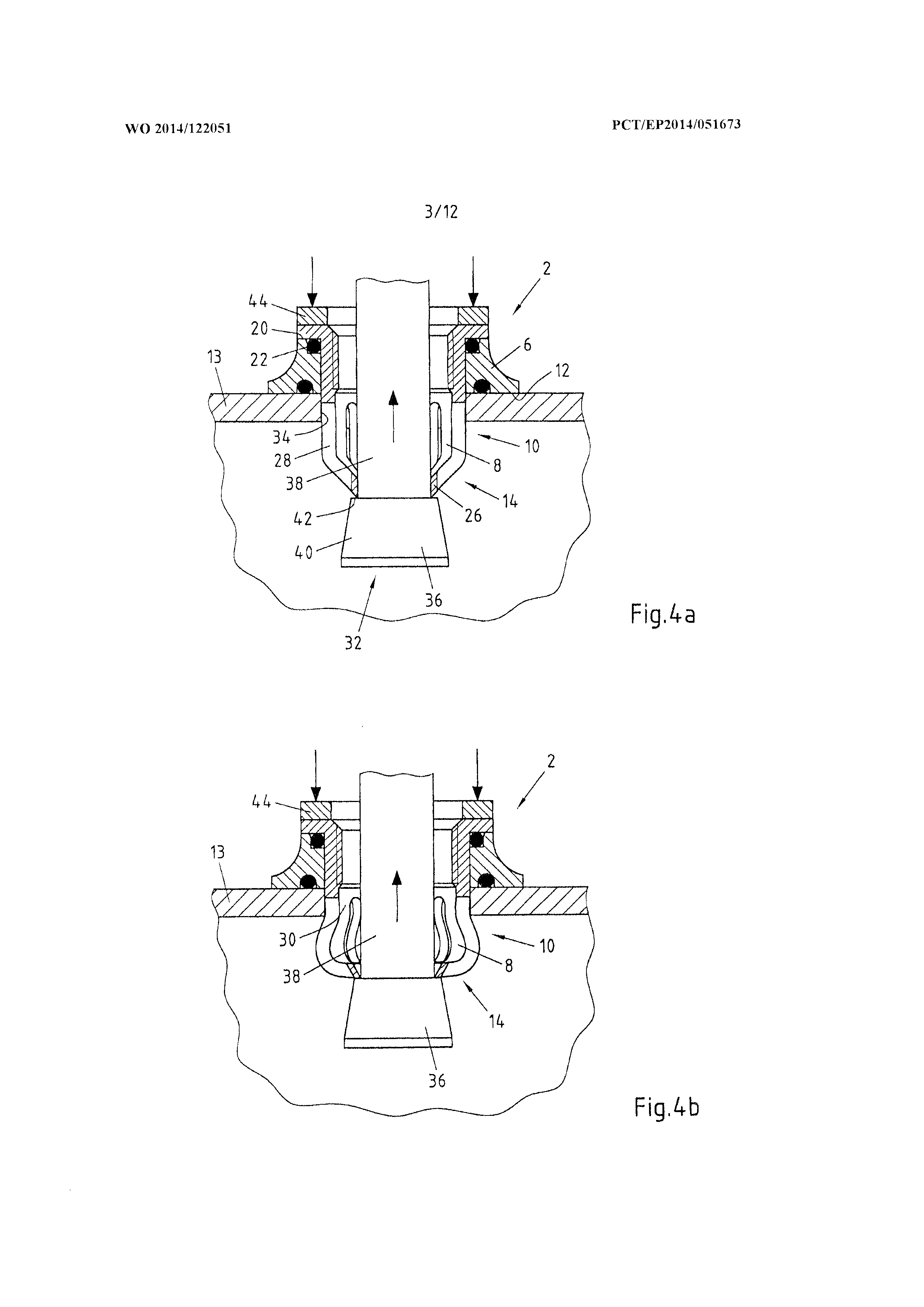
Фиг. 4а показывает теперь первый пример осуществления предложенной в соответствии с изобретением системы с запрессованным штуцером согласно фиг. 2 и 3 и с инструментом 32 для крепления запрессованного штуцера 2 согласно фиг. 2 и 3 в трубе в области выпускного 34. Инструмент 22 имеет вытяжной дорн 36, который имеет хвостовик 38 и участок 40 для пластического формообразования с наружным диаметром, увеличенным по сравнению с хвостовиком 38. При этом наибольший наружный диаметр участка 40 для пластического формообразования меньше внутреннего диаметра патрубка 8 запрессовываемой втулки 10.
Между хвостовиком 38 и участком 40 для пластического формообразования расположен выступ 42, который во время установки запрессованного штуцера прилегает к сужающемуся концевому участку 14 запрессовываемой втулки 10, соответственно к буртику 26. С помощью этого во время извлечения вытяжного дорна 36 усилие для пластического формообразования может прилагаться к концевому участку 14. Если выступ 42 не предусмотрен, то сужающийся концевой участок 14 отбортовывается только с помощью расширения поперечного сечения хвостовика.
Как показывает фиг. 4а, участок 40 для пластического формообразования расширяется в виде конуса наружу. Через опору 44 (показана с помощью направленных вниз стрелок) с помощью опирающейся против запрессовываемой втулки 10 тянущей машины или вручную к вытяжному дорну 32 может прикладываться направленное вверх тяговое усилие (показано стрелкой вверх). Вследствие этого благодаря прилеганию выступа 24 на нижнем конце концевого участка 14 запрессовываемой втулки 10 происходит осуществляющееся в два этапа пластическое преобразование формы 8. Этот процесс поэтапно представляется на фиг. 4a-4d.
Фиг. 4а показывает исходное положение, Фиг. 4b - первый этап пластического формообразования, при котором нижний конец концевого участка 15 тянется вверх. Вследствие этого материал концевого участка 14 одновременно вытесняется наружу, так что концевой участок 14, нарастая, отбортовывается. При этом концевой участок 14 перегибается в области между образованным в виде конуса концевым участком 14 и цилиндрическим участком 30 патрубка 8. После заданного пути перемещения хвостовика 38 край концевого участка 14 сползает с выступа 42, так что отбортовка концевого участка 14 закончена.
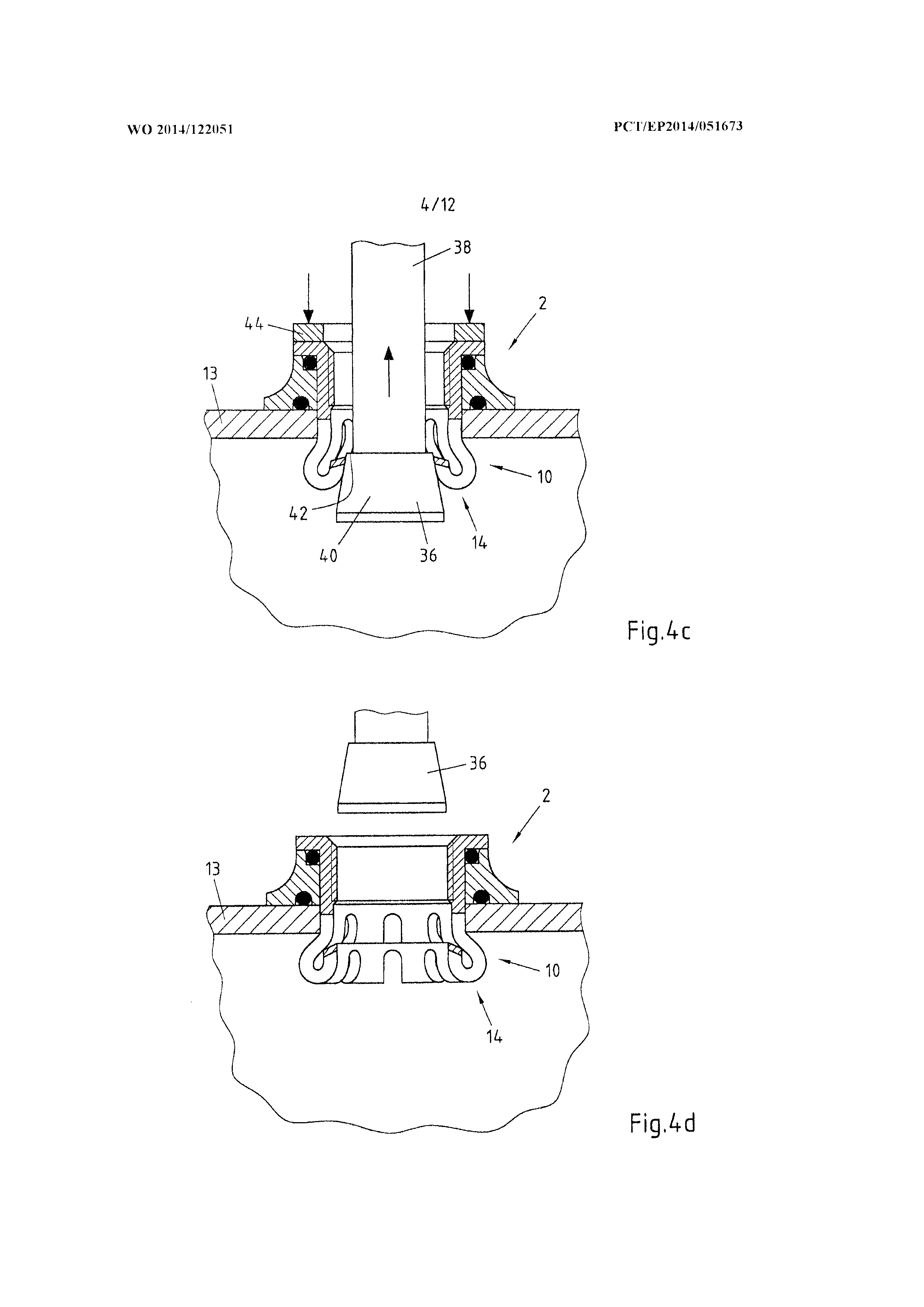
На фиг. 4с выступающий наружу в виде конуса участок 40 для пластического формообразования вытяжного дорна 36 с нарастанием вступает в соприкосновение с концевым участком 14 запрессовываемой втулки 10 и на втором этапе пластического формообразования продвижением вперед отбортованная часть концевого участка 14 развальцовывается наружу, как показано на фиг. 4d, с вытяжным дорном 36.
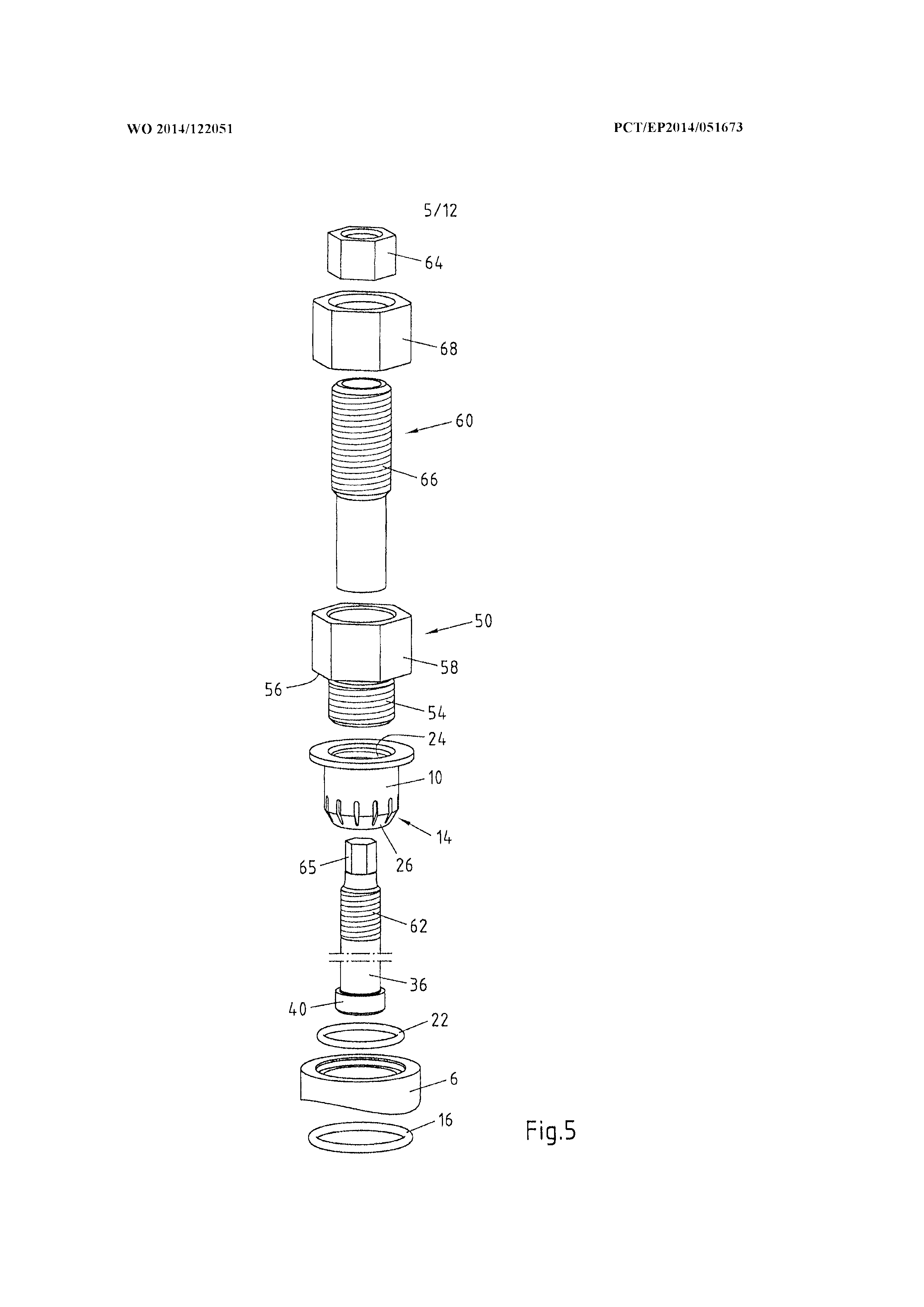
Фиг. 5 и 6 показывают второй пример осуществления инструмента 32 для установки запрессованного штуцера 2 по второму примеру осуществления согласно фиг. 2 и 3.
В отличие от первого примера осуществления вытяжной дорн 36 имеет участок 40 для пластического формообразования в основном цилиндрической формы.
Кроме того, предусмотрен направляющий переходный элемент 50, соединяемый с запрессовываемой втулкой 10, с внутренней направляющей поверхностью 52 для направления вытяжного дорна 36. Для этого предусмотрена наружная резьба 54 для ввинчивания во внутреннюю резьбу 24 запрессовываемой втулки 10. Дальше предусмотрена упорная поверхность 56 для прилегания к запрессовываемой втулке 10. С наружным шестигранником 58 направляющий переходный элемент 50 может ввинчиваться во внутреннюю резьбу 24.
Кроме того, предусмотрена зажимная гильза 60 для надевания на вытяжной дорн 36, которая прилегает предпочтительно к внутренней направляющей поверхности 52 направляющего переходного элемента 50. На вытяжном дорне 36 выше надетой зажимной гильзы 60, то есть на конце, обращенном от участка 40 пластического формообразования, образована наружная резьба 62, на которую может навинчиваться гайка 64 с резьбой. С помощью навинчивания гайки 64 с резьбой при одновременном законтривании вращательного движения с помощью образованного на верхнем конце хвостовика 38 шестигранника 65 зажимная гильза сдвигается вниз в направлении участка 40 пластического формообразования, так что зажимается направленный внутрь нижний край, соответственно буртик 26 сужающегося концевого участка 14 запрессовываемой втулки 10, и таким образом фиксируется относительно вытяжного дорна 36. Вытяжной дорн может таким образом называться и как зажимной дорн.
Дальше на зажимной гильзе 60 предусмотрена наружная резьба 66 для накручивания другой гайки 68 с резьбой. С помощью натягивания гайки 68 с резьбой опять же при одновременном законтривании с помощью шестигранника 65 зажимная гильза вместе с вытяжным дорном 36 и вместе с зажатым буртиком 26 концевого участка 14 запрессовываемой втулки 10 вытягивается из трубы 13.
Во время перемещения вытяжного дорна 36 наружу из трубы 13, которое показано на фиг. 7а-с, происходят описанные выше отбортовка и развальцовывание концевого участка 14 запрессовываемой втулки 10. В конце пластического формообразования (фиг. 7b) к зажатому буртику 26 дальше прикладывается растягивающее усилие, так что буртик на нижнем крае направляющего переходного элемента 50 срезается, отделяется от концевого участка 14 и вытягивается из запрессовываемой втулки 10 и таким образом из запрессованного штуцера 2 (фиг. 7с).
На фиг. 8-12 представляется пример осуществления предложенного в соответствии с изобретением установочного инструмента одного и во взаимодействии с вытяжным дорном, запрессованным штуцером и машиной для запрессовки. При этом ниже применяются те же позиции обозначения, что и прежде при описании предыдущих примеров осуществления.
Фиг. 8 и 9 показывают установочный инструмент 70 для крепления запрессованного штуцера в трубе, как было описано в связи с фиг. 1-4. Как уже представлено на фиг. 4a-4d, предусмотрен вытяжной дорн 36, который имеет хвостовик 38 и участок 40 для пластического формообразования с увеличенным по сравнению с хвостовиком 38 наружным диаметром.
Установочный инструмент 70 дальше имеет корпус 72 и подвижно расположенные в корпусе 72 тяговые салазки 74. Корпус 72 на двух лежащих напротив друг друга боковых поверхностях 76 и 78 имеет продольные отверстия 80 и 81, причем корпус 72 имеет первую торцевую сторону 82 для прилегания к машине для запрессовки и вторую противоположную торцевую сторону 84 для прилегания к запрессованному штуцеру. Дальше тяговые салазки 74 могут соединяться с вытяжным дорном 36 с помощью резьбы 86 и имеют поперечное отверстие 88 для установки предохранительного болта машины для запрессовки, как дальше описывается ниже с помощью фиг. 11 и 12.
Как показывают фиг. 8 и 9, в корпусе 72 для предварительного натяжения тяговых салазок 74 в направлении второй торцевой стороны 84 расположена нажимная пружина 90. Для позиционирования нажимной пружины 90 дальше предусмотрены шайба 92 и в качестве опоры пружинное стопорное кольцо 94.
Кроме того, установочный элемент имеет фиксацию от проворота в форме штифта 96, который ввинчен в отверстие 98 с резьбой и устанавливается в продольном отверстии 99 в корпусе 72. Эта фиксация от проворота служит для того, чтобы во время ввинчивания вытяжного дорна 36 в резьбу 88 предохранить тяговые салазки 74 от разворота.
Фиг. 10 показывает ранее описанный установочный инструмент с надетым запрессованным штуцером 2, который с помощью вытяжного дорна 36 прижимается к боковой поверхности 84 и таким образом удерживается в позиции. К тому же вытяжной дорн 36 соединен с тяговыми салазками 74.
На фиг. 11 и 12 установочный инструмент 70 описывается во взаимодействии с существующей машиной 100 для запрессовки, которая сама по себе пригодна для запрессовки фитингов и переходных патрубков. Машина 100 для запрессовки предусмотрена для того, чтобы подавать вперед поршень 102 относительно накладок 104 и 106, которые соединены с машиной 100 для запрессовки и таким образом пару роликов 108 и 110 перемещать по держателю 112. Исполнение пары роликов здесь не имеет значения, их функционирование становится нужным только при опрессовке фитингов и не должно здесь больше поясняться. Во всяком случае ролики 108 и 110 линейно передают усилие, созданное поршнем 102, на корпус 72.
Кроме того, предусмотрен предохранительный болт 114, который с возможностью разъема соединен с накладками 104 и 106. Благодаря предохранительному болту 108 тяговые салазки 74, которые расположены внутри корпуса 70, соединены с машиной 100 для запрессовки. Если теперь машина 100 для запрессовки приводится в действие и поршень 102 перемещается относительно машины 100 для запрессовки и таким образом также относительно накладок 104 и 106, в этом случае происходит относительное перемещение между корпусом 72 тяговыми салазками. Это относительное перемещение вызывает в свою очередь перемещение запрессованного штуцера 2, прилегающего к корпусу 72, относительно соединенного с тяговыми салазками 74 вытяжного дорна 36.
Таким образом, с помощью приведения в действие машины 100 для запрессовки вытяжной дорн 36 вытягивается через запрессованный штуцер 2, так что происходит отбортовка и развальцовывание сужающегося концевого участка 14 запрессовываемой втулки 10. После окончания перемещения поршня 102 развальцовывание закончено и запрессованный штуцер 2 закреплен в трубе 13 (см. фиг. 4).
Реферат
Группа изобретений относится к устройствам для присоединения ответвлений к стенкам трубопроводов. Запрессованный штуцер для подсоединения выпускной трубы в области выпускного отверстия содержит трубчатый переходный элемент (6), имеющий внутреннее отверстие (4), и запрессовываемую втулку (10), имеющую патрубок (8). Трубчатый переходный элемент (6) имеет уплотнительную поверхность (12) для уплотняющего прилегания к наружной стенке трубы, причем патрубок (8) имеет сужающийся концевой участок (14), обращенный от трубчатого переходного элемента (6). Изобретение относится также к инструменту для крепления запрессованного штуцера в трубе. Изобретение решает техническую задачу предложения запрессованного штуцера и инструмента, которые требуют небольших затрат при установке. 3 н. и 9 з.п. ф-лы, 17 ил.
Комментарии