Технологическая линия радиальной ковки - RU2632752C2
Код документа: RU2632752C2
Чертежи


Описание
Изобретение относится к обработке металлов давлением, а именно к производству заготовок и профилей с применением радиальной ковки.
Известна технологическая линия радиальной ковки, имеющая в своем составе ковочный блок, нагревательное устройство, приводные рольганги, размещенные в шахматном порядке с противоположных сторон технологической линии, и упоры, установленные в торце приводных рольгангов напротив ковочного блока /В.А. Ростовщиков. Технология и оборудование для формообразования полых длинномерных поковок горячим радиальным обжатием // Кузнечно-штамповочное производство. 1987, №6. С. 12/.
Недостатком данной технологической линии является возможность подачи исходной заготовки только с одной стороны ковочного блока только одним манипулятором, а выдачи готовой поковки для дальнейшей передачи другим к машинам, например для поперечной резки, только другим манипулятором. Это ограничивает возможности по варьированию числа проходов ковки в ковочном блоке. Число проходов может быть только нечетным. Такое положение снижает производительность технологической линии радиальной ковки из-за необходимости проведения дополнительного нечетного прохода при возможности получения требуемых заготовок за четное число проходов. Вместе с тем в данной технологической линии четко регламентировано направление перемещения заготовок и номер прохода. Т.е. в нечетных проходах подача заготовки в бойки осуществляется одним манипулятором, а в четных проходах другим манипулятором. Это ограничивает технологические возможности технологической линии радиальной ковки.
Кроме того, при такой схеме размещения оборудования технологической линии отсутствует возможность подогрева остывших во время ковки длинномерных заготовок. В случае необходимости подогрева короткомерной заготовки их возврат в нагревательное устройство может осуществляться только в обратном направлении, исключая возможность одновременной подачи рольгангом новой горячей заготовки к ковочному блоку. При этом остывшая заготовка может быть загружена в начало нагревательной печи и может быть выдана из нее после выдачи всех ранее загруженных в нагревательную печь заготовок.
Это в конечном итоге снижает производительность технологической линии радиальной ковки.
Таким образом, основными недостатками указанной технологической линии радиальной ковки являются низкая производительность и ограниченные технологические возможности.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является технологическая линия радиальной ковки, принятая в качестве прототипа, включающая ковочный блок, нагревательное устройство, приводные рольганги, размещенные с разных сторон ковочного блока вдоль технологической линии, и упоры, установленные в торце приводных рольгангов напротив ковочного блока /Ю.В. Манегин, В.П. Степанов, Ю.Ф. Лузин и др. Освоение технологии радиальной ковки на машине РКМ усилием 10000 кН // Кузнечно-штамповочное производство, 1981. №10. С. 18/.
В этой технологической линии радиальной ковки приводные рольганги, выполняющие загрузку и разгрузку заготовок, установлены в одну линию отдельно с разных сторон ковочного блока вдоль технологической линии. В торце этих приводных рольгангов около ковочного блока установлены стационарные упоры, предназначенные для остановки заготовок на приводном рольганге, подающем заготовки к ковочному блоку, и препятствующие сходу готовых поковок с приводного рольганга, перемещающего готовые поковки от ковочного блока. Такое размещение приводных рольгангов создает схему транспортировки заготовок, при которой для передачи заготовок с одного приводного рольганга на другой, от нагревательного устройства к механизмам для отделки готовых поковок и их отгрузки готовая поковка должна обязательно пройти через ковочный блок. Строго регламентированная схема передачи заготовок снижает технологические возможности технологической линии радиальной ковки.
Кроме того, при таком размещении приводных рольгангов подача заготовки к ковочному блоку возможна только с одной стороны ковочного блока только одним манипулятором, а выдача готовой поковки для дальнейшей передачи к другим машинам, например для поперечной резки, только другим манипулятором. Это ограничивает возможности по варьированию числа проходов ковки в ковочном блоке, направление подачи заготовки строго связано с номером прохода. Число проходов ковки может быть только нечетным. Такое положение снижает производительность технологической линии радиальной ковки из-за необходимости проведения дополнительного нечетного прохода при возможности получения готовых поковок за четное число проходов.
При этом направление подачи заготовки строго связано с номером прохода. Это ограничивает применение технологических схем радиальной ковки, в которых взаимно-перпендикулярные пары бойков имеют различную форму рабочих поверхностей и расположены вдоль оси ковки в шахматном порядке. Например, при радиальной ковке прямоугольных профилей, когда при подаче заготовки с одной стороны ковочного блока первой осуществляет обжатие одна пара бойков, а заканчивает обжатие другая пара бойков. При подаче заготовки с другой стороны ковочного блока - наоборот. За счет этого поверхности прямоугольного профиля, которые обжимаются бойками последними, имеют лучшее качество, т.к. необжимаемые поверхности получают поперечную деформацию (уширение). Т.е. направление подачи заготовок и номер прохода влияют на качество готовых поковок.
Следовательно, применение регламентированных схем радиальной ковки ограничивает технологические возможности технологической линии радиальной ковки.
Вместе с тем наличие в технологической линии радиальной ковки одного нагревательного устройства для постепенного методического нагрева заготовок ограниченной длины не позволяет при снижении температуры удлинившихся при ковке заготовок ниже заданной технологией осуществлять их подогрев. Отрицательным эффектом такого положения является снижение технологических возможностей технологической линии радиальной ковки.
В случае необходимости подогрева короткомерных заготовок их возврат в нагревательное устройство возможен только в обратном направлении, исключая возможность одновременной подачи приводным рольгангом новой горячей заготовки к ковочному блоку. Кроме того, остывшую заготовку необходимо загружать с торца наполненной заготовками методической печи. Выдача этой заготовки из методической печи возможна только после выдачи из нее ранее загруженных заготовок. Такое положение снижает производительность технологической линии радиальной ковки.
Таким образом, основными недостатками технологической линии радиальной ковки, принятой в качестве прототипа, являются ограниченные технологические возможности и низкая производительность.
Задачей изобретения является расширение технологических возможностей и повышение производительности технологической линии радиальной ковки.
Поставленная задача достигается тем, что технологическая линия для радиальной ковки, содержащая ковочный блок, нагревательное устройство, размещенные с двух сторон от ковочного блока вдоль линии ковки приводные рольганги для загрузки ковочного блока заготовками и для его разгрузки, выполненные с роликами, согласно изобретению снабжена дополнительным нагревательным устройством в виде проходной печи, расположенной вдоль линии ковки с противоположной стороны ковочного блока относительно нагревательного устройства, дополнительным рольгангом, размещенным между приводными рольгангами и выполненным с возможностью их соединения для обеспечения перемещения заготовок с одного приводного рольганга на другой и разъединения, и упорами, выполненными с возможностью установки на линии приводных рольгангов в положении, обеспечивающем остановку заготовки перед ковочным блоком, и в положении, обеспечивающем передачу заготовки с одного приводного рольганга на другой по дополнительному рольгангу.
Дополнительный рольганг состоит из двух секций, выполненных в виде двуплечих рычагов, оси поворота которых совмещены с осями крайних роликов приводных рольгангов, примыкающих к секциям дополнительного рольганга, роликов, установленных на одном плече двуплечих рычагов с возможностью приведения во вращение от крайних роликов приводных рольгангов, и приводов поворота двуплечих рычагов, выполненных в виде силовых цилиндров, шарнирно связанных с дополнительными рольгангами посредством тяг.
Упоры установлены на другом плече двуплечих рычагов, которое совместно с упором имеет длину, превышающую половину диаметра роликов приводных рольгангов.
Установка в технологической линии радиальной ковки дополнительного нагревательного устройства в виде проходной печи позволяет осуществлять подогрев и нагрев заготовок неограниченной длины. Этим расширяются технологические возможности технологической линии радиальной ковки.
Размещение проходной печи относительно нагревательного устройства с противоположной стороны ковочного блока вдоль линии ковки дает возможность без пересечения технологических потоков одновременно передавать остывшие заготовки неограниченной длины от ковочного блока к проходной печи и обратно, а также от нагревательной печи к ковочному блоку и обратно. Благодаря этому повышается производительность технологической линии радиальной ковки.
Снабжение технологической линии радиальной ковки дополнительным рольгангом и размещение его между приводными рольгангами позволяет соединить и унифицировать приводные рольганги, с которых осуществляется подача заготовок в ковочный блок и выдача промежуточных заготовок для подогрева или готовых поковок. В этом случае каждый из приводных рольгангов может выполнять функции загрузочного или разгрузочного. Подача заготовок в ковочный блок и их выдача из ковочного блока может выполняться с любой его стороны. Благодаря этому число проходов через ковочный блок может быть как четным, так и нечетным. Это повышает производительность технологической линии радиальной ковки. Номер прохода не связан с направлением перемещения заготовки через ковочный блок. Последнее расширяет технологические возможности технологической линии радиальной ковки.
Выполнение упоров с возможностью установки в линии приводных рольгангов в положении, обеспечивающем остановку заготовки перед ковочным блоком, и в положении, обеспечивающем подачу заготовок с одного приводного рольганга на другой по дополнительному рольгангу, способствует расширению технологических возможностей технологической линии радиальной ковки.
Выполнение дополнительного рольганга из двух секций в виде двуплечих рычагов, оси поворота которых совмещены с осями крайних роликов приводных рольгангов, примыкающих к секциям дополнительного рольганга, установка на одном плече двуплечего рычага роликов, снабжение двуплечих рычагов приводами их поворота от силовых цилиндров, шарнирно связанных с дополнительными рольгангами посредством тяг, дает возможность заготовкам при установке двуплечих рычагов в горизонтальное положение перемещаться по роликам с одного приводного рольганга на другой, а при установке двуплечих рычагов в наклонное положение, например вертикальное, освобождать со стороны задачи и выдачи заготовок проход обслуживающему персоналу к ковочному блоку для контроля размеров поперечного сечения деформируемых заготовок в процессе радиальной ковки.
Совмещение осей поворота секций дополнительного рольганга с осями крайних роликов приводных рольгангов позволяет организовать привод роликов каждой секции дополнительного рольганга от привода крайних роликов приводных рольгангов. Такое техническое решение кроме обеспечения компактности, простоты конструкции привода роликов секций дополнительного рольганга, повышения надежности его работы за счет устранения необходимости применения отдельных приводов секций дополнительного рольганга позволяет синхронизировать вращение роликов приводных рольгангов и роликов секций дополнительного рольганга. Последнее обеспечивает работу технологической линии радиальной ковки в требуемом скоростном технологическом режиме.
Установка упоров на другом плече двуплечих рычагов упрощает конструкцию системы привода перемещения (исчезания) упора и повышает надежность его работы за счет устранения необходимости применения специального механизма. Выполнение каждого другого плеча двуплечего рычага вместе с упором длиной, превышающей половину диаметра роликов приводных рольгангов, дает возможность устанавливать упоры выше уровня опорных поверхностей роликов приводных рольгангов и осуществлять остановку заготовок перед крайними, примыкающими к секциям дополнительного рольганга роликами приводных рольгангов, т.е. перед ковочным блоком с любой его стороны при их перемещении как от нагревательного устройства, так и от дополнительного нагревательного устройства.
Таким образом, предложенное техническое решение позволяет расширить технологические возможности технологической линии радиальной ковки и повысить ее производительность.
Предложенная технологическая линия радиальной ковки проиллюстрирована на чертежах.
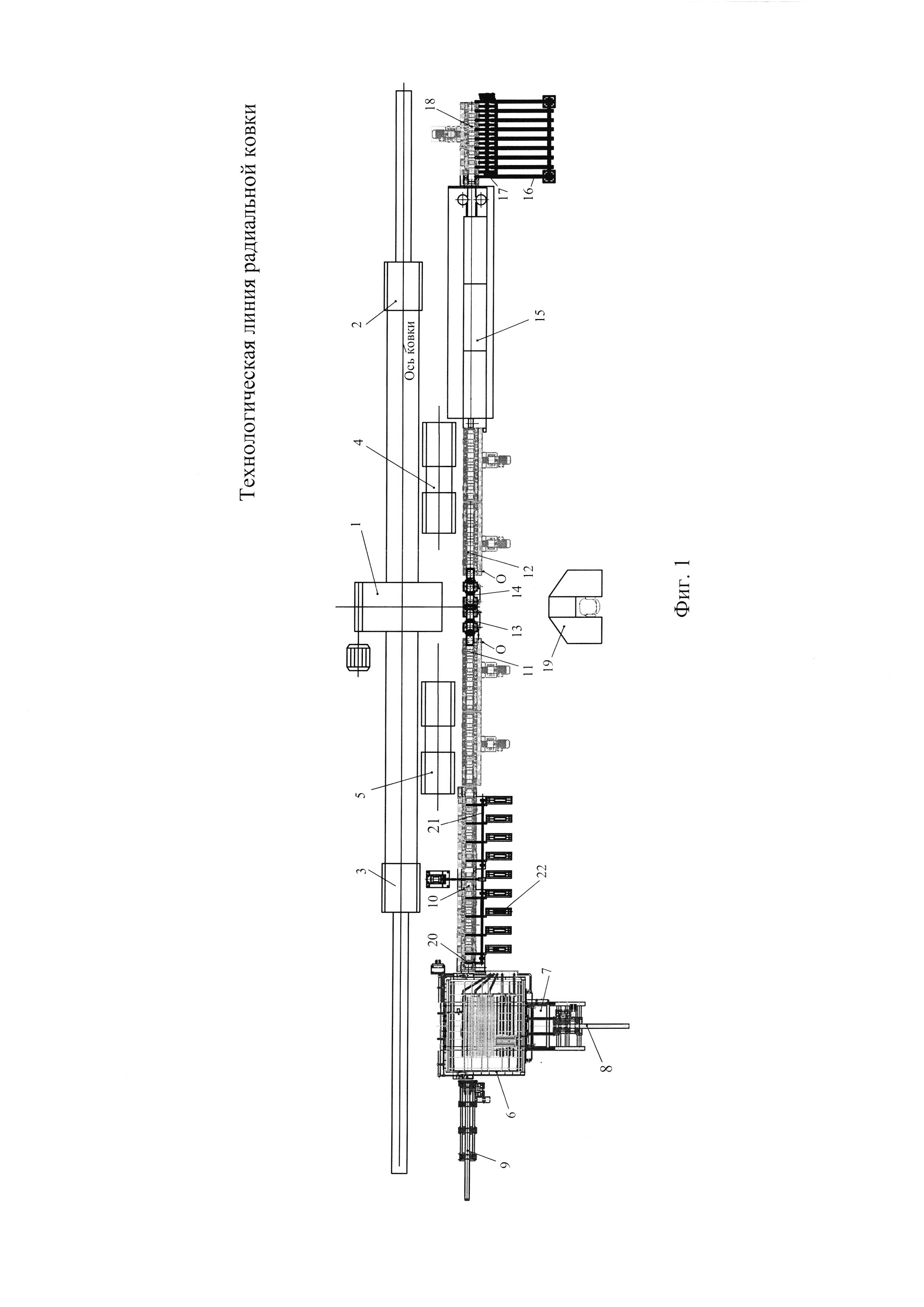
На фиг. 1 показан вид в плане на технологическую линию радиальной ковки.
На фиг. 2 показан вид сбоку на приводные рольганги, горизонтально расположенные секции дополнительного рольганга с роликами и упорами в положении пропуска заготовок.
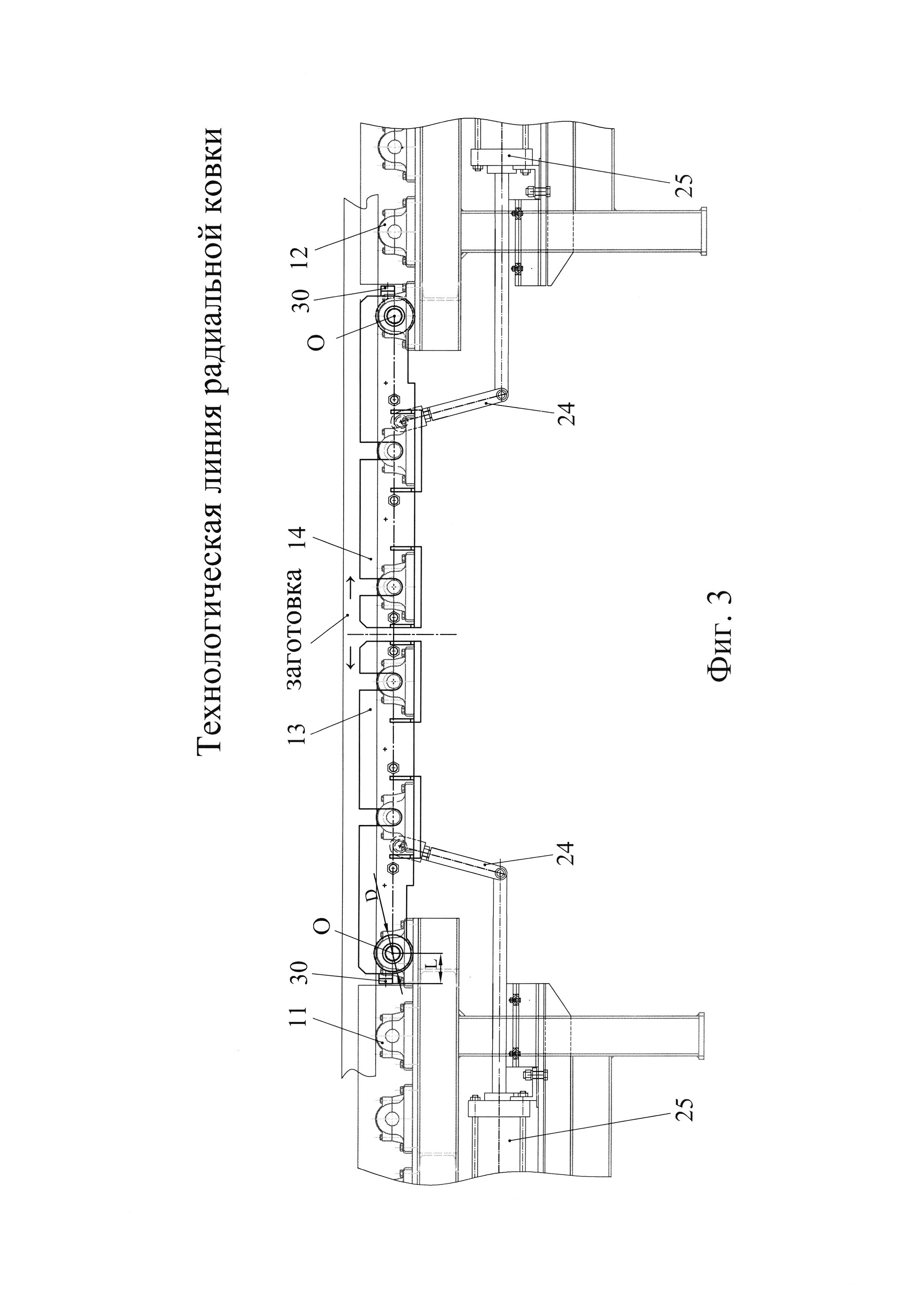
На фиг. 3 показан вид сбоку на приводные рольганги, вертикально расположенные секции дополнительного рольганга с роликами и упорами в положении останова заготовок.
На фиг. 4 показан фрагмент вида в плане на приводные рольганги и дополнительный рольганг.
Технологическая линия радиальной ковки (фиг. 1-4) включает ковочный блок 1, манипуляторы 2 и 3, грейферы 4 и 5, нагревательное устройство в виде методической нагревательной печи 6, загрузочный стол 7, толкатель 8, выталкиватель 9, приемный рольганг 10, приводные рольганги 11 и 12, секции 13 и 14 дополнительного рольганга, проходную печь 15, загрузочную решетку 16, механизм поштучной подачи 17, подающий рольганг 18, пульт управления 19, упор 20, сбрасыватель 21, накопительные карманы 22. В рассматриваемом примере конкретного выполнения в качестве проходной печи 15 используется индукционная нагревательная печь. Секции 13 и 14 дополнительного рольганга, выполненные в виде двуплечих рычагов, установлены с возможностью поворота вокруг оси О роликов 23, являющихся крайними роликами приводных рольгангов 11 и 12 и примыкающих к секциям 13 и 14 дополнительного рольганга. Секции 13 и 14 дополнительного рольганга тягами 24 шарнирно связаны с пневмоцилиндрами 25. На одном из плеч двуплечих рычагов размещены ролики 26. Ролики 26 через посаженные на их оси звездочки 27, цепи 28 и звездочки 29 связаны с роликами 23 приводных рольгангов. На другом плече двуплечих рычагов размещены упоры 30. Длина L каждого другого плеча двуплечего рычага вместе с упором 30 превышает половину диаметра D роликов 23 приводных рольгангов 11, 12.
Рассмотрим работу технологической линии радиальной ковки.
В зависимости от технологической схемы радиальной ковки, которая может предусматривать четное или нечетное число проходов, нагрев заготовок только в методической нагревательной печи или только в проходной печи или одновременно в методической нагревательной и в проходной печах, радиальную ковку без подогрева или с подогревом заготовок в проходной печи, работа технологической линии радиальной ковки осуществляется в нескольких вариантах.
Рассмотрим некоторые варианты работы технологической линии, характеризующие ее преимущества.
Технологическая схема радиальной ковки заготовок, требующих специального замедленного режима нагрева только в методической нагревательной печи 6 без их подогрева в проходной печи 15
При реализации такой технологической схемы подача заготовок в ковочный блок 1 и их выдача из ковочного блока 1 может выполняться с любой его стороны. При нечетном числе проходов подача заготовок на ось ковки осуществляется одним грейфером 4 или 5, выдача заготовок с оси ковки осуществляется другим грейфером 5 или 4. При четном числе проходов подача заготовок на ось ковки и выдача заготовок с оси ковки осуществляется одним и тем же грейфером 4 или 5.
Рассмотрим последовательность выполнения технологических операций при реализации такой технологической схемы.
Заготовки подаются на загрузочный стол 7 (фиг. 1), толкателем 8 перемещаются в методическую нагревательную печь 6. После нагрева до требуемой температуры заготовки поштучно выталкивателем 9 выдаются на приемный рольганг 10. При этом упор 20 убран с линии приемного рольганга 10. Заготовка приемным рольгангом 10 транспортируется на приводной рольганг 11 и останавливается упором 30 (фиг. 2) при вертикальном положении секций 13, 14 в виде двуплечих рычагов дополнительного рольганга. Упоры 30 установлены на одном из плеч указанных двуплечих рычагов секций 13, 14 дополнительного рольганга. Остановка заготовки обеспечивается благодаря тому, что длина плеча L двуплечих рычагов секций 13, 14 дополнительного рольганга вместе с упором 30 больше половины диаметра D ролика приводного рольганга. Установка в вертикальное положение секций 13 и 14 дополнительного рольганга в виде двуплечих рычагов осуществляется с помощью пневмоцилиндров 25 и тяг 24, которые поворачивают двуплечие рычаги секций 13 и 14 дополнительного рольганга вокруг оси О роликов 23. В другом случае заготовки через секции 13, 14 в виде двуплечих рычагов дополнительного рольганга (фиг. 3) при горизонтальном их положении перемещаются на приводной рольганг 12. Установка в горизонтальное положение секций 13 и 14 в виде двуплечих рычагов дополнительного рольганга осуществляется с помощью пневмоцилиндров 25 и тяг 24, которые поворачивают двуплечие рычаги секций 13 и 14 вокруг оси О роликов 23. При горизонтальном положении секций 13 и 14 в виде двуплечих рычагов дополнительного рольганга упоры 30, закрепленные на одном из плеч двуплечих рычагов, также устанавливаются в горизонтальное положение и не препятствуют перемещению заготовок по роликам 23 приводных рольгангов 11, 12 и по роликам 26, размещенным на секциях 13 и 14 дополнительного рольганга.
Далее в первом случае грейфером 5, а во втором случае грейфером 4 заготовка передается на ось ковки, захватывается соответственно манипулятором 3 или 2 и задается в ковочный блок 1 для осуществления радиальной ковки. При четном числе проходов выдача готовых поковок на приводные рольганги 11 или 12 выполняется грейфером, осуществлявшим подачу заготовок на ось ковки. При нечетном числе проходов подача заготовок на ось ковки выполняется одним грейфером, а выдача готовых поковок на приводные рольганги 11 или 12 производится другим грейфером. Далее готовые поковки транспортируются приводными рольгангами 12, 11, секциями 14, 13 дополнительного рольганга, приемным рольгангом 10, останавливаются упором 20 и сбрасывателем 21 перемещаются в накопительные карманы 22. Перед прохождением готовых поковок через секции 13 и 14 дополнительного рольганга указанные секции 13 и 14 с помощью пневмоцилиндров 25 (фиг. 2, 3) и тяг 24 поворачиваются вокруг оси О роликов 23 и устанавливаются в горизонтальной положение. При горизонтальном положении секций 13 и 14 дополнительного рольганга упоры 30 также устанавливаются в горизонтальное положение и не препятствуют перемещению заготовок по роликам 23 приводных рольгангов 11, 12 и по роликам 26 секций 13 и 14 дополнительного рольганга. При этом ролики 26 (фиг. 3) секций 13 и 14 дополнительного рольганга за счет вращения звездочек 27 от цепей 28 и звездочек 29 вращаются в направлении вращения роликов 23 приводных рольгангов 12 и 11.
При применении технологической схемы радиальной ковки с сокращенным ритмом ковки в процессе ковки в ковочном блоке 1 предыдущей заготовки из методической нагревательной печи 6 выталкивателем 9 на приемный рольганг 10 выдается новая заготовка. Последовательность дальнейших технологических операций возможна в двух вариантах.
При нечетном числе проходов, когда готовая поковка удерживается манипулятором 2 и выдается с оси ковки грейфером 4, заготовка приемным рольгангом 10 перемещается на приводной рольганг 11 и грейфером 5 подается на ось ковки. После этого готовая поковка приводным рольгангом 12, секциями 14, 13 дополнительного рольганга, приводным рольгангом 11, приемным рольгангом 10 транспортируется к упору 20, останавливается им и сбрасывателем 21 перемещается в накопительные карманы 22.
При четном числе проходов, когда готовая поковка удерживается манипулятором 3 и выдается с оси ковки грейфером 5, нагретая в методической печи 6 заготовка приемным рольгангом 10 перемещается через приводной рольганг 11, секции 14, 13 дополнительного рольганга на рольганг 12 и грейфером 4 подается на ось ковки. После этого готовая поковка грейфером 5 выдается с оси ковки на приводной рольганг 11 и транспортируется на приемный рольганг 10, останавливается упором 20 и сбрасывателем 21 перемещается в накопительные карманы 22.
Таким образом, благодаря наличию секций дополнительного рольганга обеспечивается возможность использования различных технологических схем радиальной ковки с четным и нечетным числом проходов. Этим расширяются технологические возможности и повышается производительность технологической линии радиальной ковки.
Технологическая схема радиальной ковки заготовок, требующих специального замедленного режима нагрева в методической нагревательной печи 6 и их подогрева в проходной печи 15
С целью сокращения текстового материала и повышения информативности далее будем представлять технологические схемы в виде указаний номеров позиций машин технологической линии радиальной ковки (фиг. 1-4) и стрелками направления перемещения заготовок и поковок от одной технологической машины к другой.
При нечетном числе проходов до и после подогрева заготовок рационально применение следующей технологической схемы:
6→10→11→30→5→3→1→2→4→12→15→12→30→4→2→1→3→5→11→10→20→21→22.
При нечетном числе проходов до подогрева заготовок и четном числе проходов после подогрева заготовок рационально применение следующей технологической схемы:
6→10→11→30→5→3→1→2→4→12→15→12→30→4→2→1→3→1→2→4→12→14→13→11→10→20→21→22.
При четном числе проходов до и после подогрева заготовок можно применить следующие технологические схемы:
6→10→11→30→5→3→1→2→1→3→11→13→14→12→15→12→30→4→2→1→3→1→2→4→12→14→13→11→10→20→21→22.
6→10→11→13→14→12→4→2→1→3→1→2→4→12→15→12→30→4→2→1→3→1→2→4→12→14→13→11→10→20→21→22.
6→10→11→30→5→3→1→2→1→3→11→13→14→12→15→12→14→13→11→5→3→1→2→1→3→5→11→10→20→21→22.
6→10→11→13→14→12→4→2→1→3→1→2→4→12→15→12→14→13→11→5→3→1→2→1→3→5→11→10→20→21→22.
При четном числе проходов до подогрева заготовок и нечетном числе проходов после подогрева заготовок рационально применение следующих технологических схем:
6→10→11→30→5→3→1→2→1→3→11→13→14→12→15→12→30→4→2→1→3→5→11→10→20→21→22.
6→10→11→13→14→12→4→2→1→3→1→2→4→12→15→12→30→4→2→1→3→5→11→10→20→21→22.
В разных случаях следует выбирать вариант технологической схемы радиальной ковки, обеспечивающий минимальный путь транспортировки заготовки, с целью снижения падения температуры заготовки и повышения производительности.
Во время длительного подогрева заготовок может осуществляться ковка без подогрева заготовок по вышеописанным технологическим схемам.
Технологические схемы с нагревом заготовок в проходной печи.
При нечетном числе проходов рационально применение следующих технологических схем:
16→17→18→15→12→30→4→2→1→3→5→11→10→20→21→22.
16→17→18→15→12→14→13→5→3→1→2→4→12→14→13→11→10→20→21→22.
При четном числе проходов рационально применение следующих технологических схем:
16→17→18→15→12→30→4→2→1→2→4→12→14→13→11→10→20→21→22.
16→17→18→15→12→14→13→5→3→1→2→1→3→5→11→10→20→21→22.
Применение первого и второго вариантов приведенных технологических схем зависит от требуемого для обеспечения качества получаемых поковок направления задачи заготовок в бойки и выдачи из бойков в первом и, особенно, в последнем проходе при применении в ковочном блоке 1 взаимно-перпендикулярных пар бойков с рабочими поверхностями, расположенными в шахматном порядке.
Технологические схемы с одновременным нагревом заготовок в методической 6 и в проходной 15 печах с поочередной их подачей к ковочному блоку осуществляются аналогично представленным при описании технологическим схемам с нагревом заготовок отдельно в методической нагревательной 6 и проходной 15 печах.
Описанные в примере конкретного выполнения варианты технологических схем показывают широкие технологические возможности предложенной технологической линии радиальной ковки и высокую ее производительность.
Реферат
Изобретение относится к обработке металлов давлением, в частности к оборудованию для радиальной ковки. Технологическая линия для радиальной ковки содержит ковочный блок, нагревательное устройство, размещенные с двух сторон от него вдоль линии ковки приводные рольганги и дополнительное нагревательное устройство. Последнее выполнено в виде проходной печи, расположенной вдоль линии ковки с противоположной стороны ковочного блока относительно нагревательного устройства. Между приводными рольгангами размещен дополнительный рольганг. Дополнительный рольганг имеет возможность соединения приводных рольгангов для обеспечения перемещения заготовок с одного рольганга на другой и разъединения. Предусмотрены упоры, имеющие возможность установки на линии приводных рольгангов в положении, обеспечивающем остановку заготовки перед ковочным блоком, и в положении, обеспечивающем передачу заготовки с одного приводного рольганга на другой по дополнительному рольгангу. В результате обеспечивается расширение технологических возможностей и повышение производительности технологической линии радиальной ковки. 2 з.п. ф-лы, 4 ил., 1 пр.
Комментарии