Зубчатое колесо - RU2371275C2
Код документа: RU2371275C2
Чертежи
Описание
Предпосылки создания изобретения
Область техники, к которой относится изобретение
Настоящее изобретение относится к зубчатым колесам со скошенными штамповкой (объемной ковкой) участками на соответствующей линии пересечения поверхностей впадин, боковых сторон и вершин зубьев с торцевыми поверхностями зубьев, через которые проходит осевая линия колеса.
Уровень техники
При изготовлении обычных зубчатых колес (см. выложенную японскую патентную заявку 10-026214) образующийся при нарезании зубьев грат удаляют путем соответствующей механической обработки, в частности, срезая лишний металл с боковых поверхностей зубьев и других поверхностей зубьев - торцах, через которые проходит осевая линия колеса (развернутых в направлении осевой линии).
В изготовленных обычными способами зубчатых колесах при удалении грата, образующегося при нарезании зубьев на их рабочих поверхностях и торцах, механически обрывают плавное "течение" волокон, снижая тем самым прочность зубьев.
Закругление нарезанных зубьев у изготовленных обычными способами зубчатых колес также требует выполнения специальной механической обработки зубчатого колеса, что снижает производительность всего процесса изготовления зубчатых колес.
Кроме того, во избежание нежелательного влияния на работу зубчатой передачи различного рода впадин и неровностей, образующихся во время штамповки на рабочих поверхностях зубьев, в некоторых случаях зубья дополнительно шлифуют, изменяя при этом форму рабочих поверхностей входящих в зацепление зубьев и соответственно снижая качество зубчатой передачи.
Краткое изложение сущности изобретения
Задачей настоящего изобретения является создание зубчатого колеса, не требующего механической обработки, такой как удаление срезанием грата, образующегося на обычных зубчатых колесах при нарезании зубьев.
Другой задачей настоящего изобретения является создание зубчатого колеса, которое позволяет снизить затраты на его обработку, не снижая его прочности.
В настоящем изобретения предлагается зубчатое колесо, имеющее скошенные посредством штамповки участки на соответствующей линии пересечения поверхностей впадин, боковых сторон и вершин зубьев с торцевыми поверхностями (торцами) зубьев, через которые проходит осевая линия колеса.
В предпочтительных вариантах осуществления зубчатое колесо имеет скошенные штамповкой участки на прямой линии пересечения между впадинами и боковыми сторонами зубьев или на прямой линии пересечения между боковыми сторонами и вершинами зубьев.
В других вариантах зубчатое колесо имеет скошенные штамповкой участки на линии пересечения между упомянутыми скошенными штамповкой участками между впадинами и боковыми сторонами зубьев с торцевыми поверхностями зубьев или между боковыми сторонами и вершинами зубьев с торцевыми поверхностями зубьев.
В другом варианте скошенные штамповкой участки на линии пересечения поверхностей впадин, боковых сторон и вершин зубьев с торцевыми поверхностями зубьев выполнены закругленными и могут иметь разный радиус кривизны.
В еще одном варианте соединительные участки между скошенными штамповкой соседними участками на линии пересечения поверхностей впадин, боковых сторон и вершин зубьев с торцевыми поверхностями зубьев выполнены искривленными с плавно меняющимся радиусом кривизны.
Предлагаемое в изобретении зубчатое колесо может быть изготовлено штамповкой из материала заготовки с увеличенной в направлении вершин зубьев шириной, обработанной в штампе со скошенными кромками, которыми в процессе штамповки получены скошенные участки на линии пересечения поверхностей впадин, боковых сторон и вершин зубьев с торцевыми поверхностями зубьев.
В изобретении также предлагается зубчатое колесо, имеющее закругленные посредством штамповки участки на линии пересечения поверхностей впадин, боковых сторон и вершин зубьев, подлежащих штамповке, с торцевыми поверхностями зубьев, через которые проходит осевая линия колеса.
Как уже отмечалось, соответствующие скошенные штамповкой участки на линии пересечения поверхностей впадин, боковых сторон и вершин зубьев с торцевыми поверхностями зубьев могут выполнены закругленными с заданным постоянным радиусом кривизны. Соединительные участки между скошенными штамповкой соседними участками на соответствующей линии пересечения поверхностей впадин, боковых сторон и вершин зубьев с торцевыми поверхностями зубьев также могут быть выполнены закругленными с заданным постоянным радиусом кривизны.
Предлагаемое в настоящем изобретении зубчатое колесо имеет скошенные штамповкой острые кромки в местах пересечения впадин, боковых поверхностей и вершин с торцами зубьев. Изготовление предлагаемого в изобретении зубчатого колеса со скошенными штамповкой острыми кромками не требует удаления грата, обычно образующегося при нарезании зубьев, которое приводит к снижению прочности зубчатого колеса и увеличению стоимости его изготовления.
Выполнение зубчатого колеса со скошенными штамповкой участками на прямой линии пересечения между между впадинами и боковыми сторонами снижает концентрацию напряжений, возникающих между впадинами и боковыми сторонами зубьев.
Выполнение зубчатого колеса со скошенными штамповкой участками на прямой линии пересечения между между боковыми сторонами и вершинами снижает концентрацию напряжений, возникающих между боковыми сторонами зубьев и их вершинами.
Зубчатое колесо со скошенными штамповкой острыми кромками в местах пересечения скошенных штамповкой участков пересечения впадин и боковых поверхностей с торцами зубьев отличается отсутствием концентрации напряжений, возникающих на торцах скошенных штамповкой участков между впадинами и боковыми сторонами зубьев.
Зубчатое колесо со скошенными штамповкой острыми кромками в местах пересечения скошенных штамповкой участков пересечения боковых поверхностей и вершин с торцами зубьев отличается отсутствием концентрации напряжений, возникающих на торцах скошенных штамповкой участков между впадинами и боковыми сторонами зубьев.
В варианте выполнения зубчатого колеса, в котором скошенные штамповкой участки на линии пересечения поверхностей впадин, боковых сторон и вершин зубьев с торцевыми поверхностями зубьев выполнены закругленными, зубья со скошенными штамповкой кромками предлагаемого в этом варианте изобретения зубчатого колеса имеют плотную текстуру с расположенными с небольшими интервалами параллельными волокнами и отличаются отсутствием концентрации напряжений и соответственно повышенной прочностью.
Зубчатого колеса, в котором все скошенные штамповкой острые кромки зубьев имеют разный радиус кривизны, отличается отсутствием концентрации напряжений в местах соединения соседних скошенных штамповкой краев зубьев.
В случае зубчатого колеса, в котором соединительные участки между скошенными штамповкой соседними участками пересечения впадин, боковых поверхностей и вершин с торцами зубьев, имеют плавно меняющийся радиус кривизны, также достигается отсутствие концентрации напряжений в местах соединения соседних скошенных штамповкой краев зубьев.
Как было отмечено, в предпочтительном варианте зубчатое колесо может быть изготовлено штамповкой из заготовки с увеличенной в направлении вершин шириной зубьев, которую обрабатывают в ковочном штампе со скошенными рабочими кромками, которыми в процессе штамповки скругляют соответствующие участки зубьев в местах пересечения впадин и боковых поверхностей с торцами зубьев. Изготовленное таким образом зубчатое колесо имеет одну и ту же плотность металла и на поверхности, и в сердцевине зубьев и поэтому обладает высокой прочностью.
Как было отмечено, в настоящем изобретении предлагается также зубчатое колесо, имеющее закругленные посредством штамповки участки на линии пересечения поверхностей впадин, боковых сторон и вершин зубьев, подлежащих штамповке, с торцевыми поверхностями зубьев, через которые проходит осевая линия колеса. Изготовленное таким образом зубчатое колесо отличается повышенной прочностью, более плотной текстурой скошенных штамповкой краев зубьев с расположенными с небольшими интервалами параллельными волокнами, меньшей концентрацией напряжений и не требует в отличие от зубчатых колес, изготовленных обычными способами, удаления с образующегося при нарезании зубьев грата с соответствующим снижением прочности зубчатого колеса и увеличением стоимости его изготовления.
Используемый для изготовления зубчатого колеса, имеющего закругленные участки с заданным постоянным радиусом кривизны, ковочный штамп имеет соответствующим образом скошенные с таким же радиусом кривизны рабочие кромки и отличается достаточно простой конструкций и низкой стоимостью.
Краткое описание чертежей
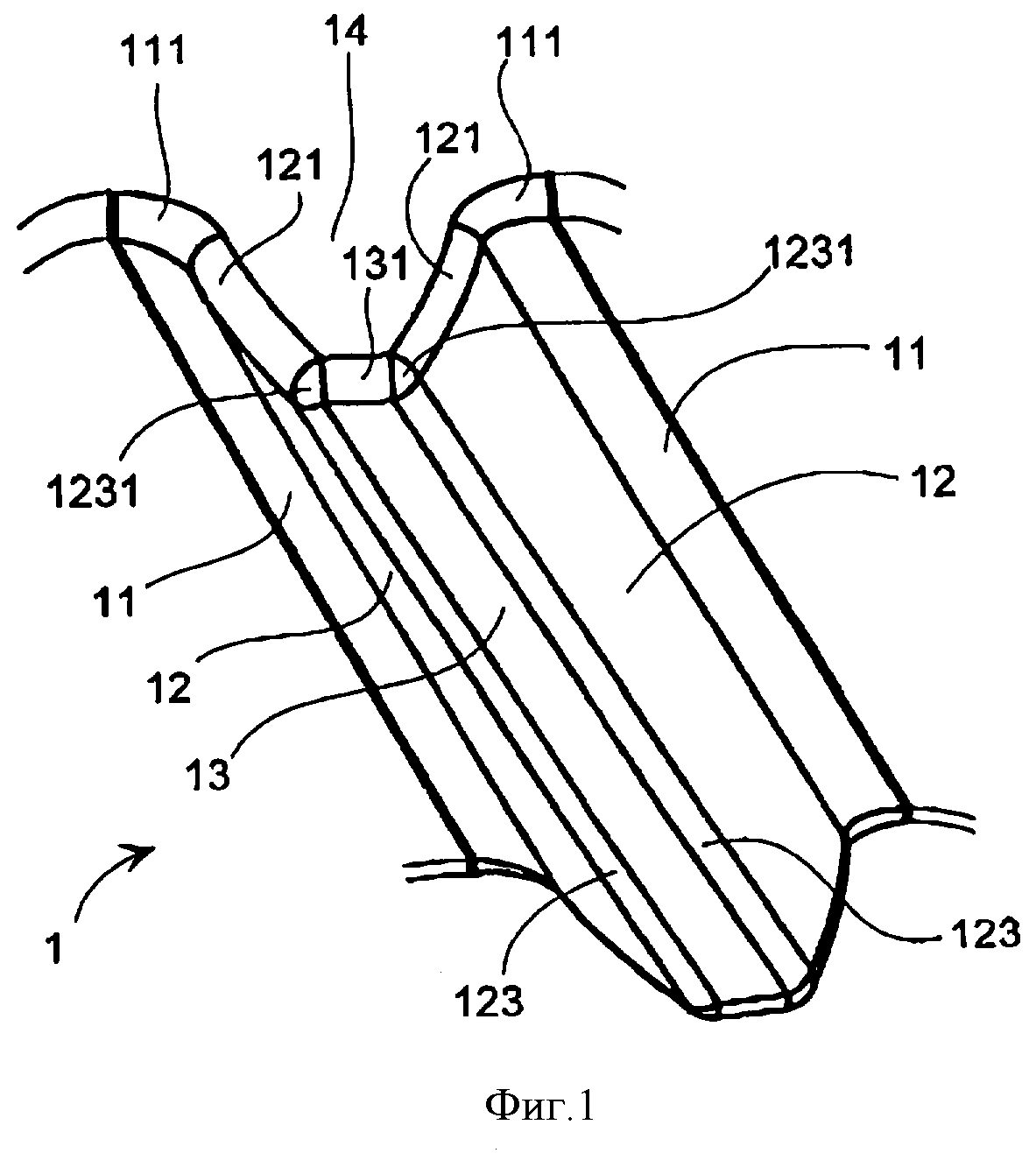
Фиг.1 - аксонометрическая проекция основного участка зубчатого колеса, предлагаемого в первом варианте изобретения.
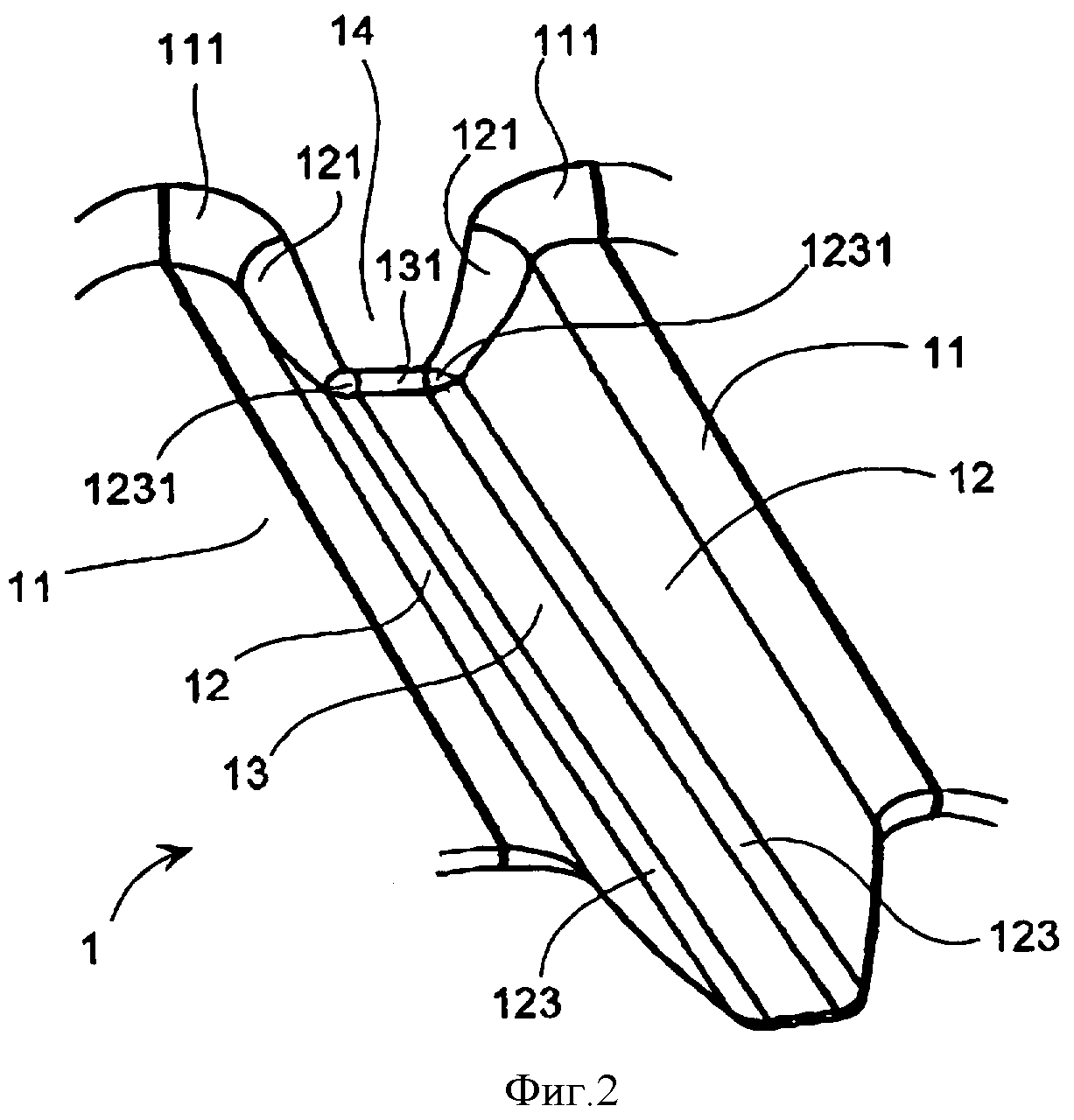
Фиг.2 - аксонометрическая проекция основного участка зубчатого колеса, предлагаемого во втором варианте изобретения.
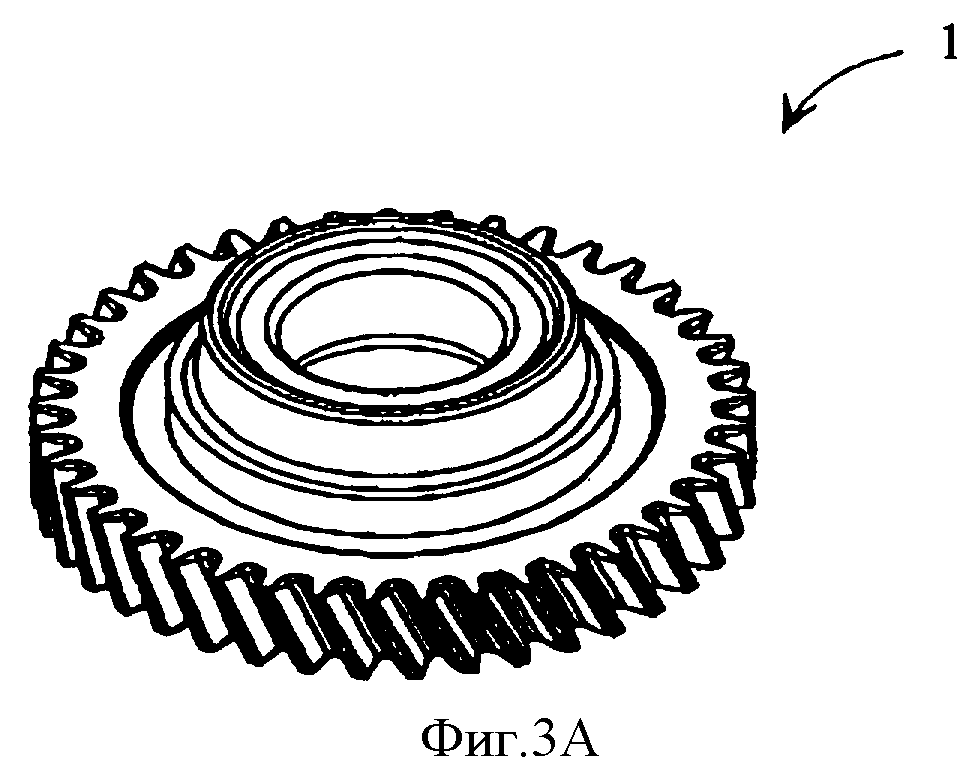
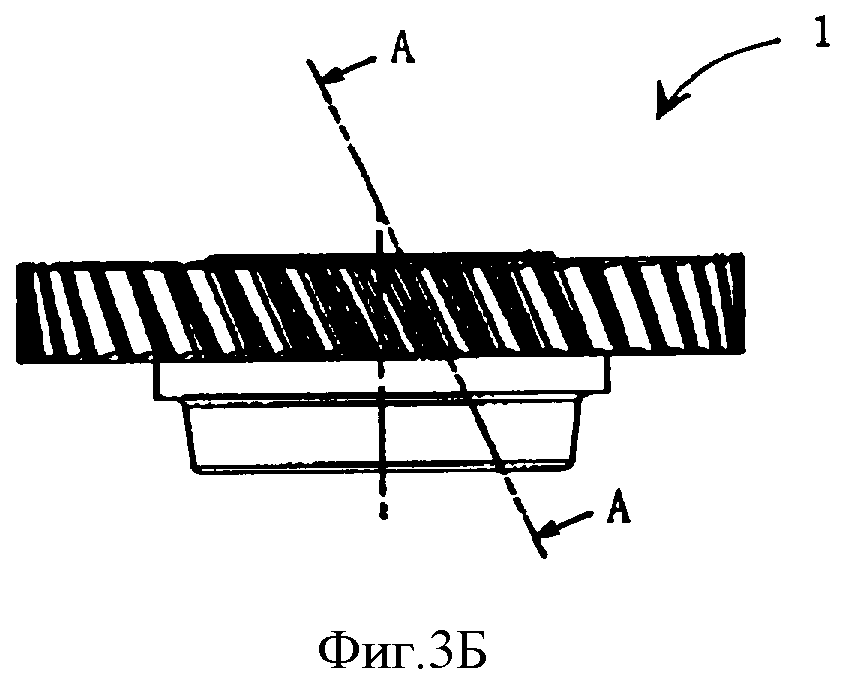
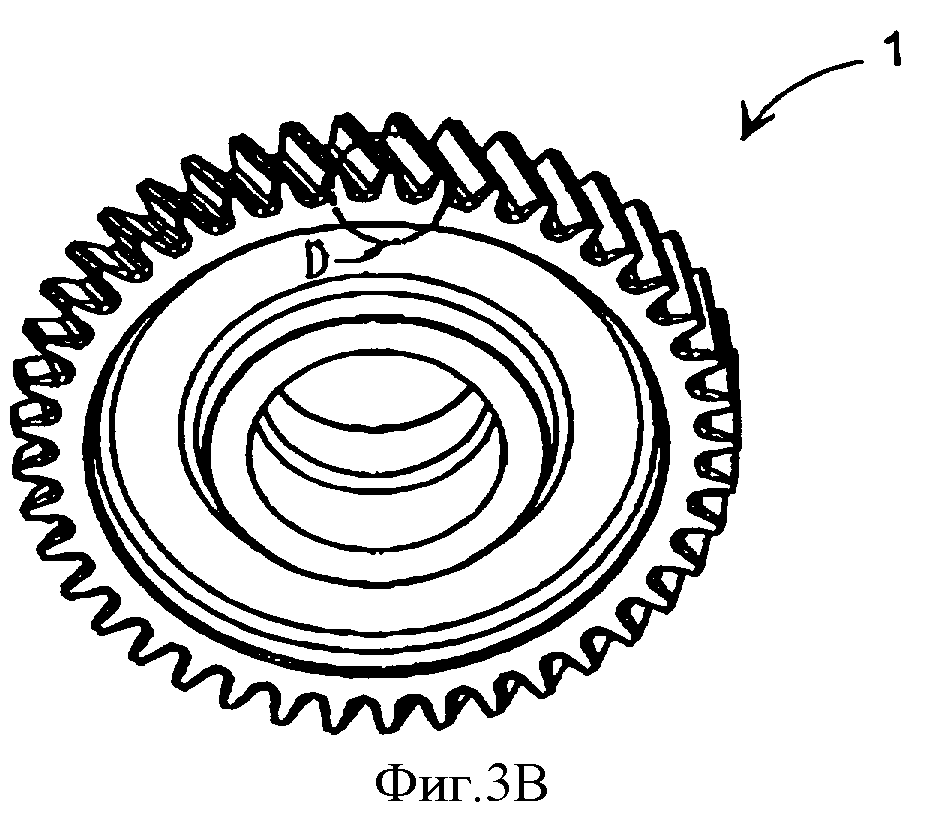
Фиг.3А-3В - аксонометрические проекции и вид сбоку всего зубчатого колеса, предлагаемого во втором варианте изобретения.
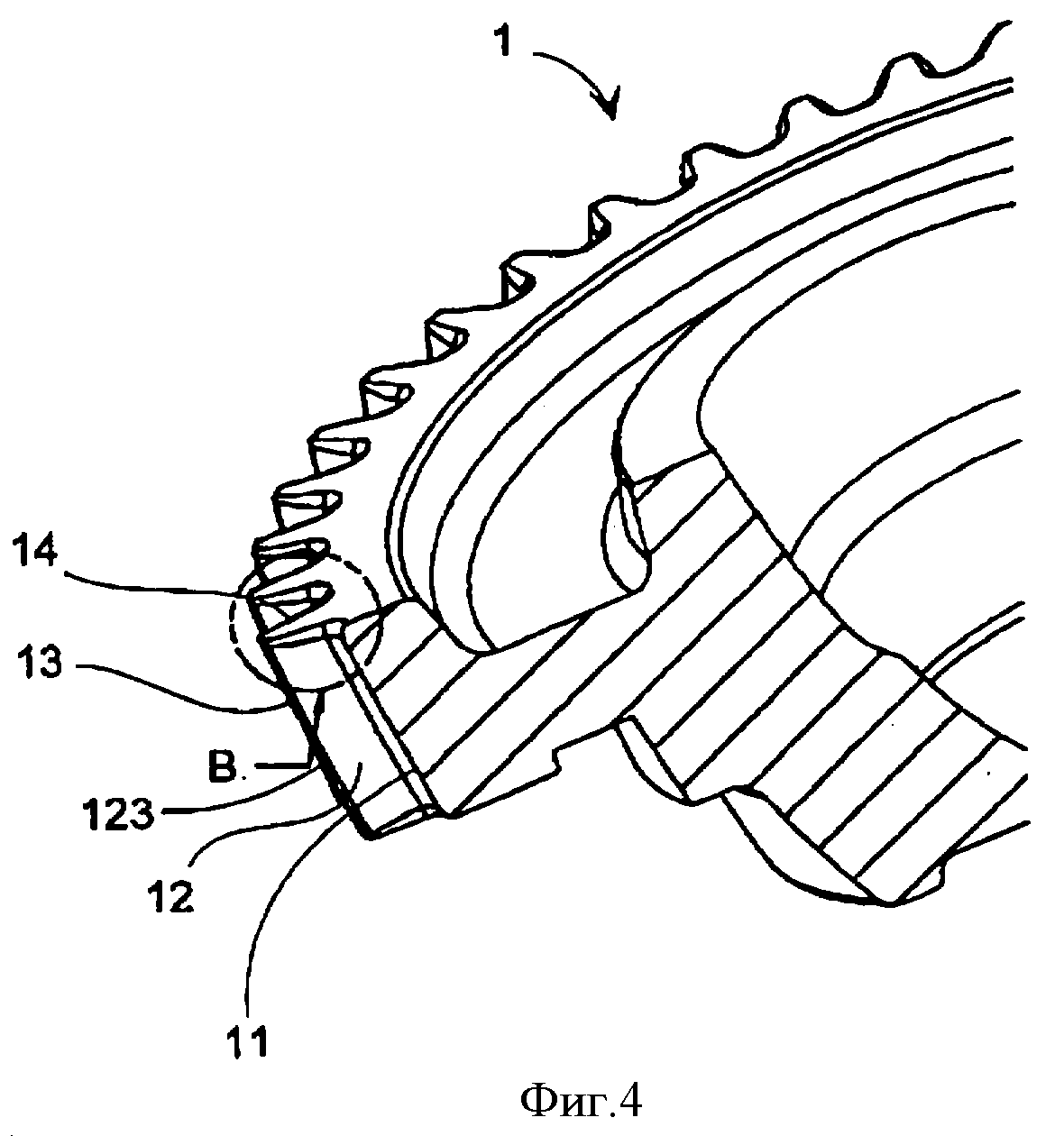
Фиг.4 - аксонометрическая проекция и разрез зубчатого колеса, предлагаемого во втором варианте изобретения.
Фиг.5 - аксонометрическая проекция в увеличенном масштабе зубчатого колеса, расположенного на фиг.3 В внутри окружности D (второй вариант осуществления изобретения).
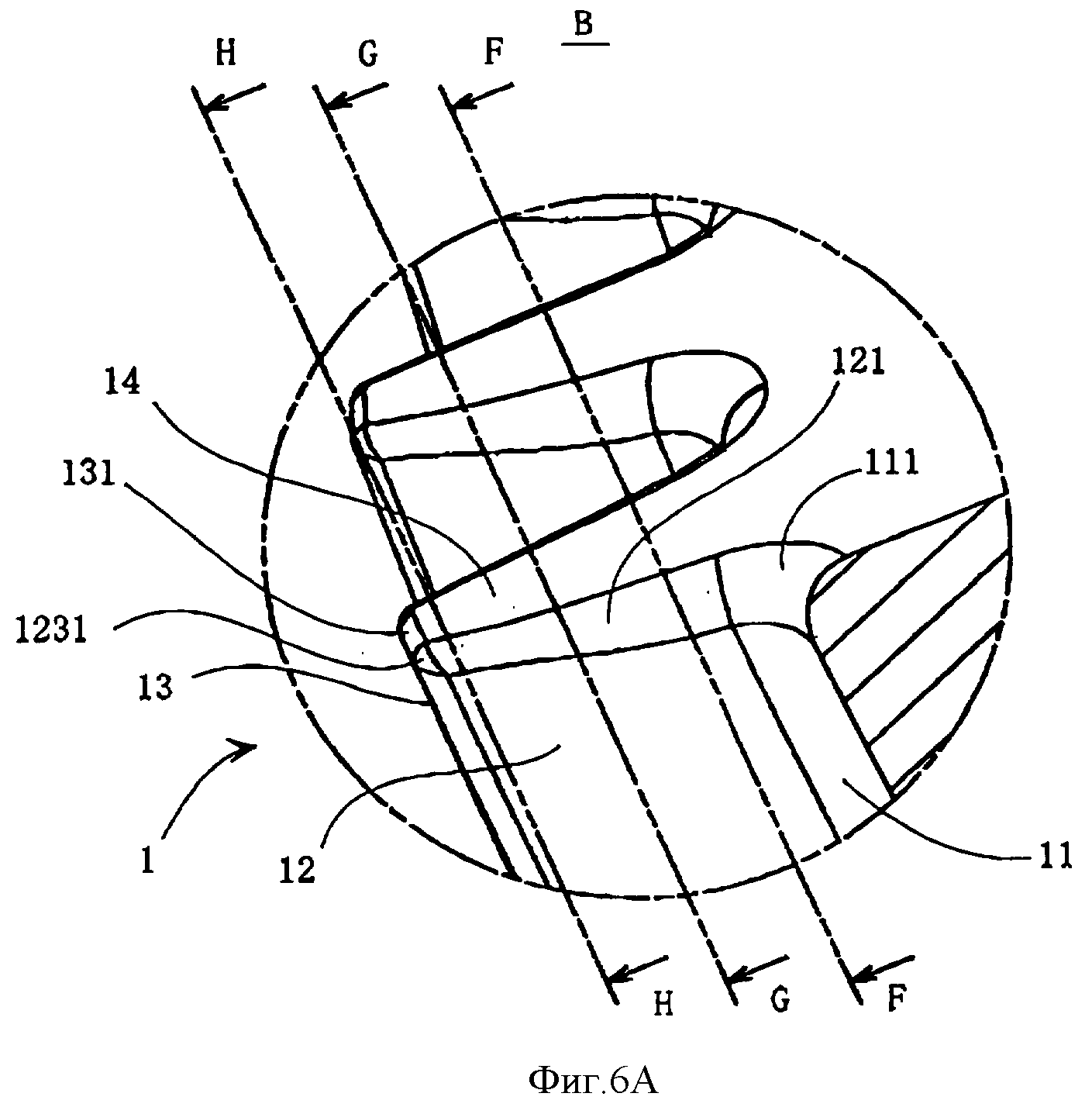
Фиг.6А-6Г - изображенные в увеличенном масштабе аксонометрическая проекция и сечения показанными на фиг.6 плоскостями Н-Н, G-G и F-F участка зубчатого колеса, расположенного на фиг.4 внутри окружности В (второй вариант осуществления изобретения).
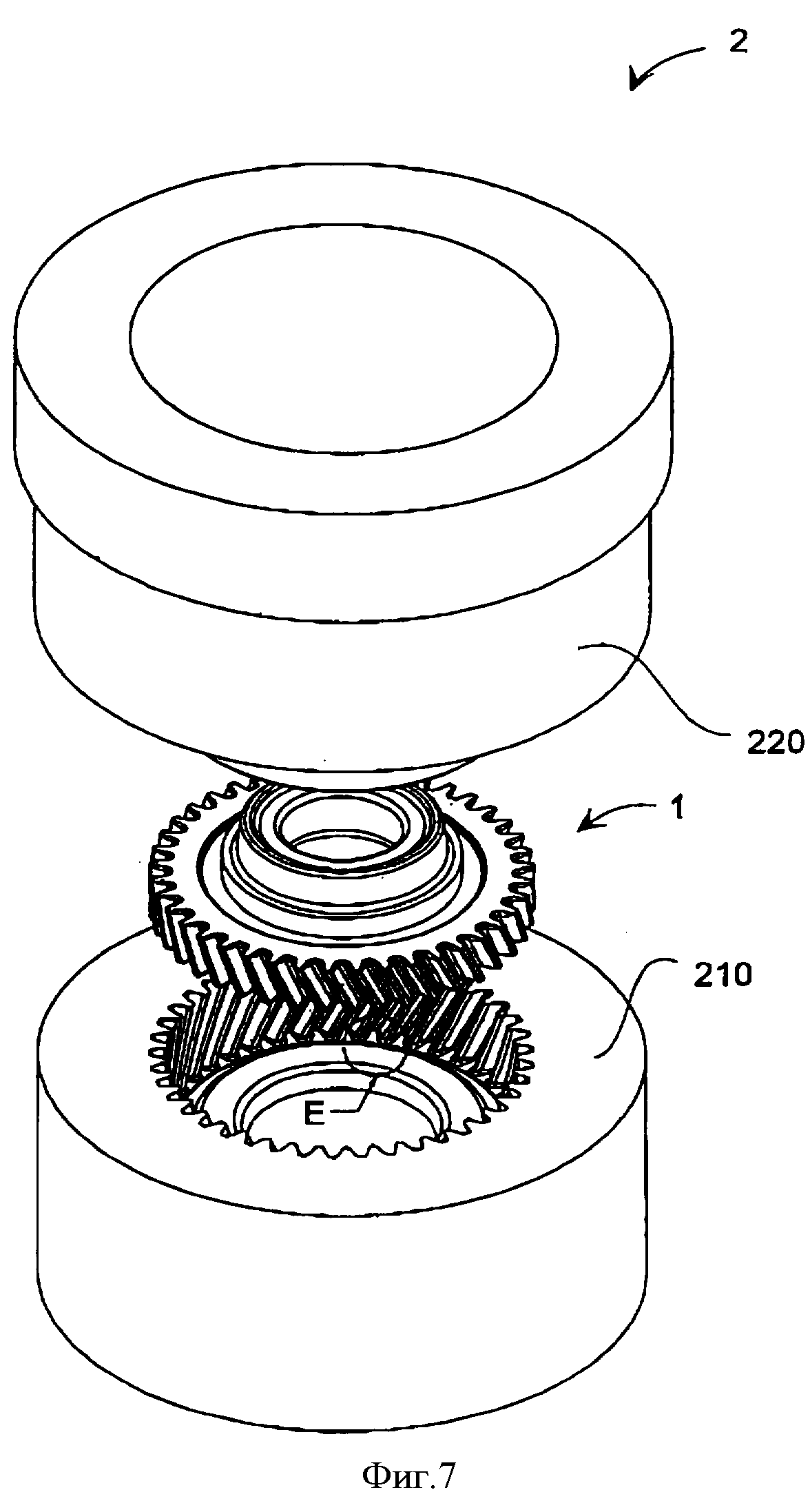
Фиг.7 - аксонометрическая проекция штампа, предназначенного для изготовления штамповкой зубчатого колеса, предлагаемого во втором варианте изобретения.
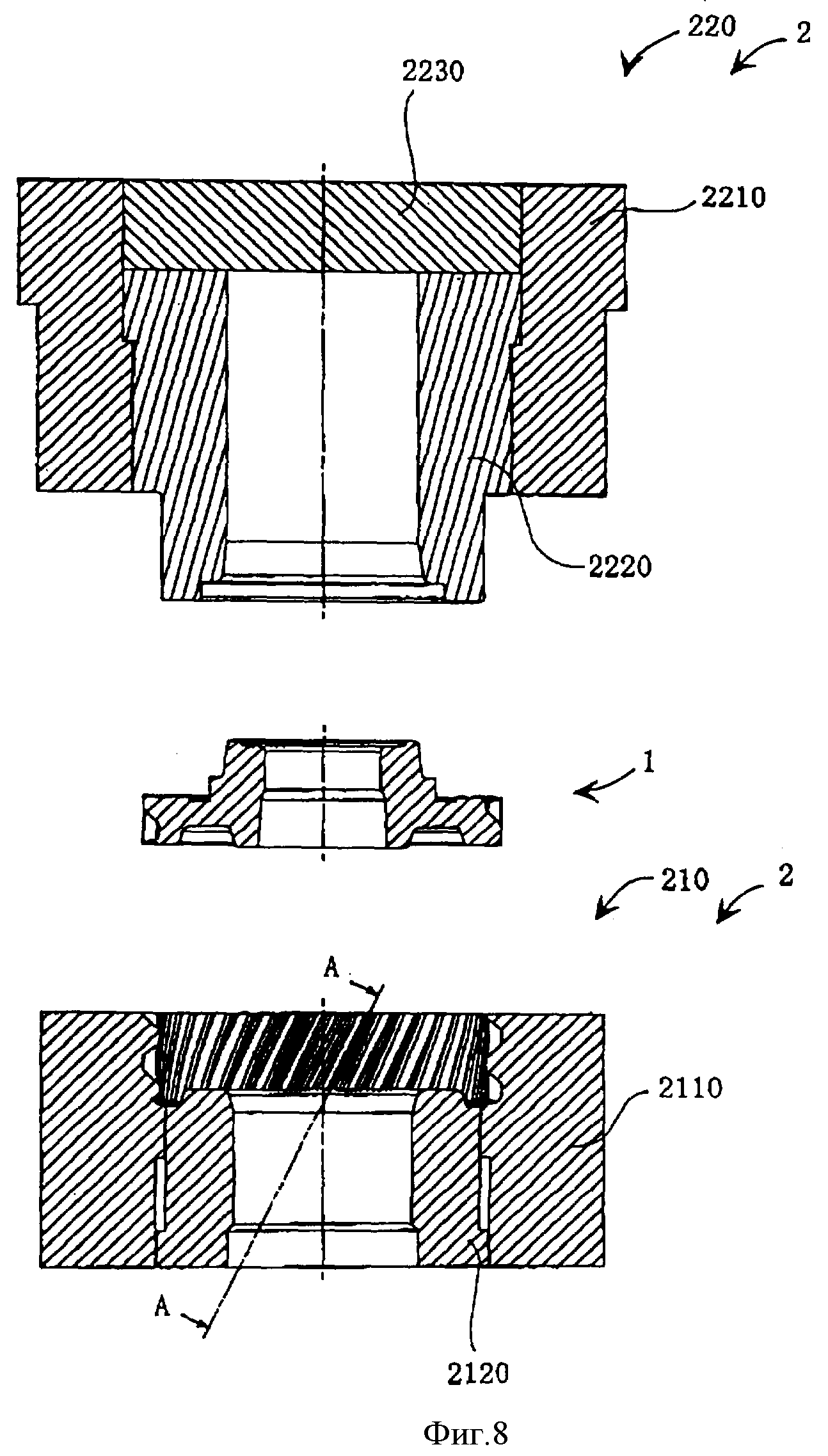
Фиг.8 - изображение верхней и нижней частей ковочного штампа (пуансона и матрицы) и изготовленного штамповкой зубчатого колеса, предлагаемого во втором варианте изобретения.
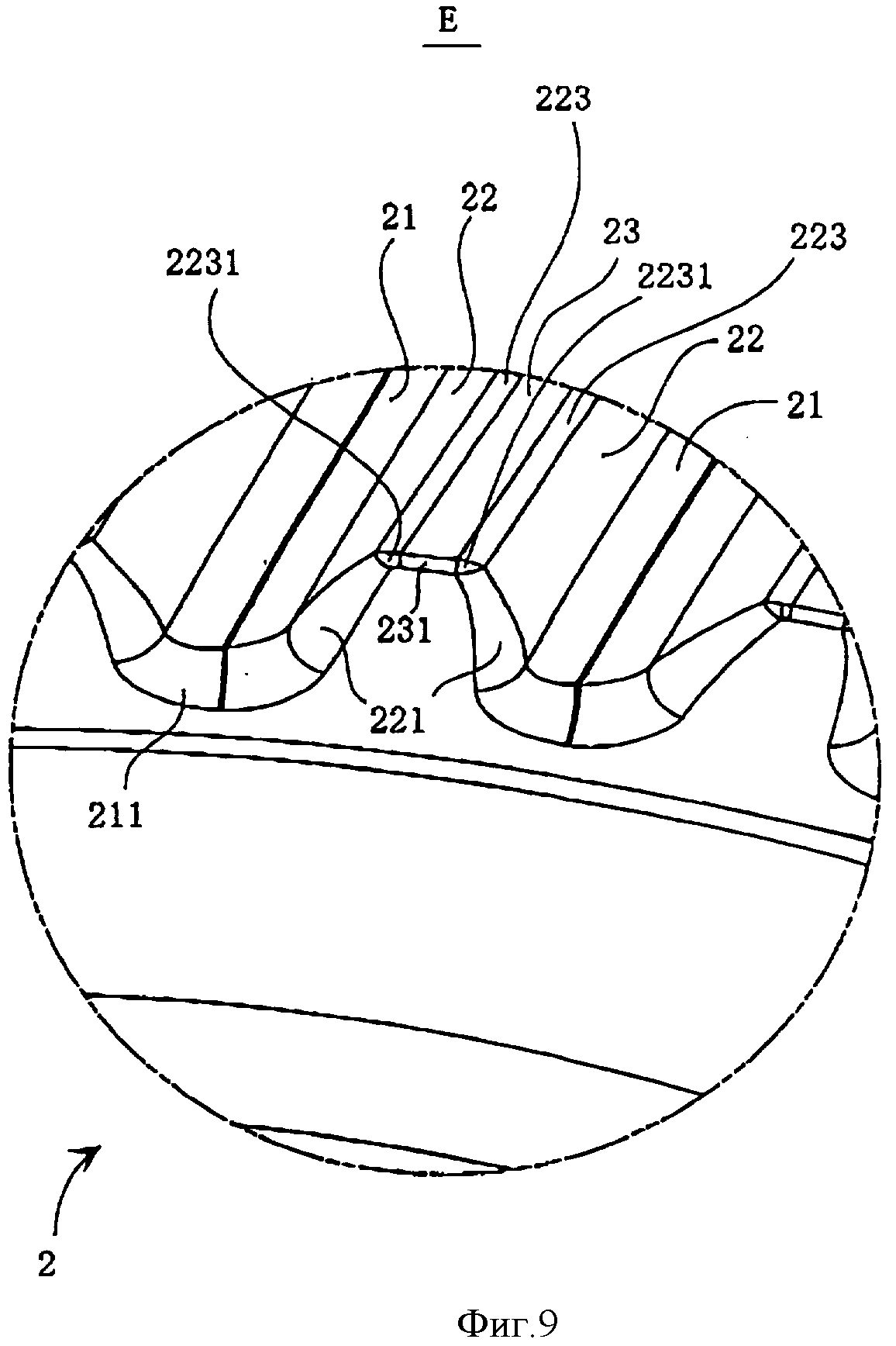
Фиг.9 - аксонометрическая проекция в увеличенном масштабе участка штампа, расположенного на фиг.7 внутри окружности Е.
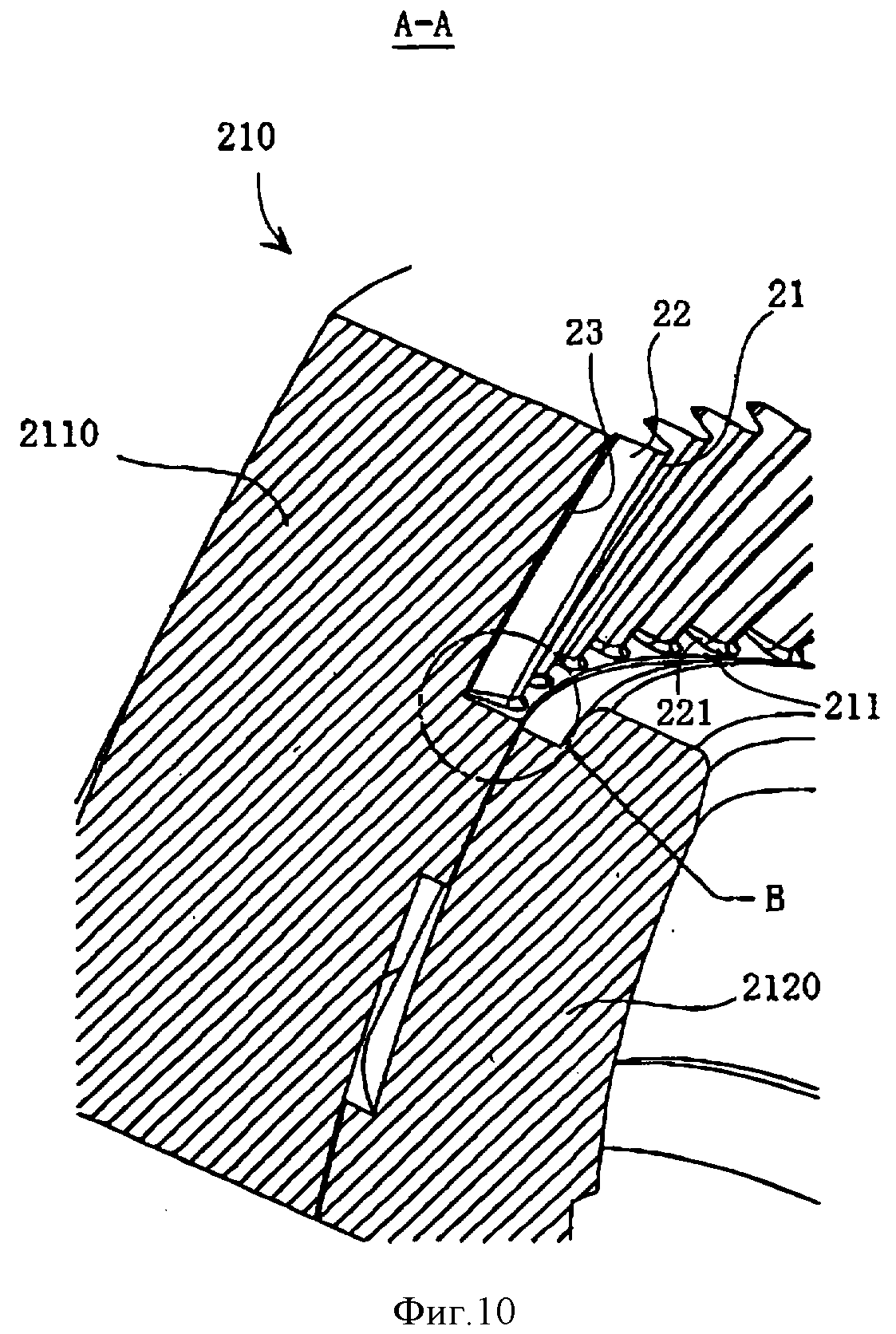
Фиг.10 - аксонометрическая проекция в увеличенном масштабе частичного разреза штампа, предназначенного для изготовления зубчатого колеса, предлагаемого во втором варианте изобретения, по показанной на фиг.8 плоскости А-А.
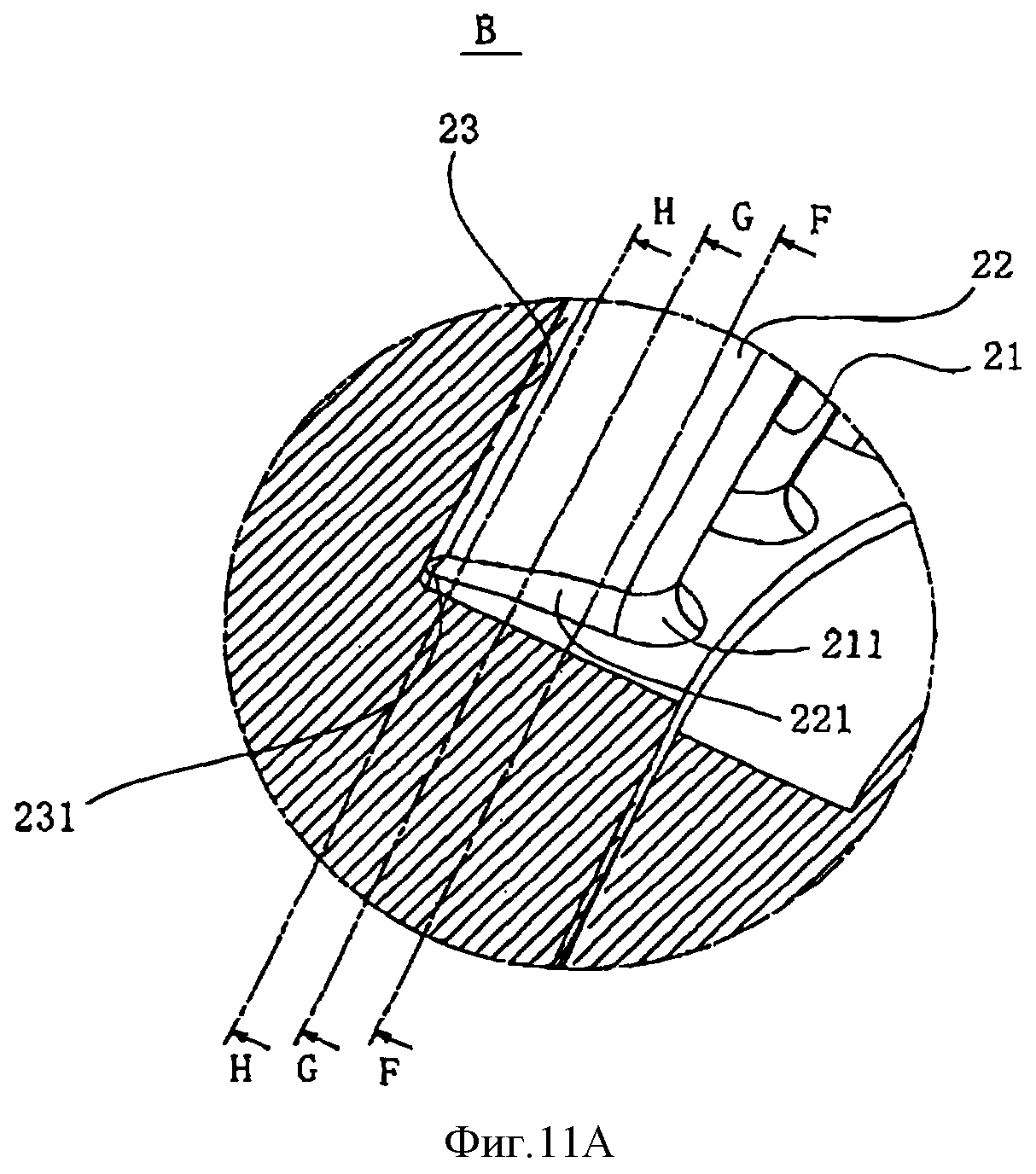
Фиг.11А-11Г - изображенные в увеличенном масштабе аксонометрическая проекция и сечения расположенного на фиг.10 внутри окружности В участка штампа, предназначенного для изготовления зубчатого колеса, предлагаемого во втором варианте изобретения
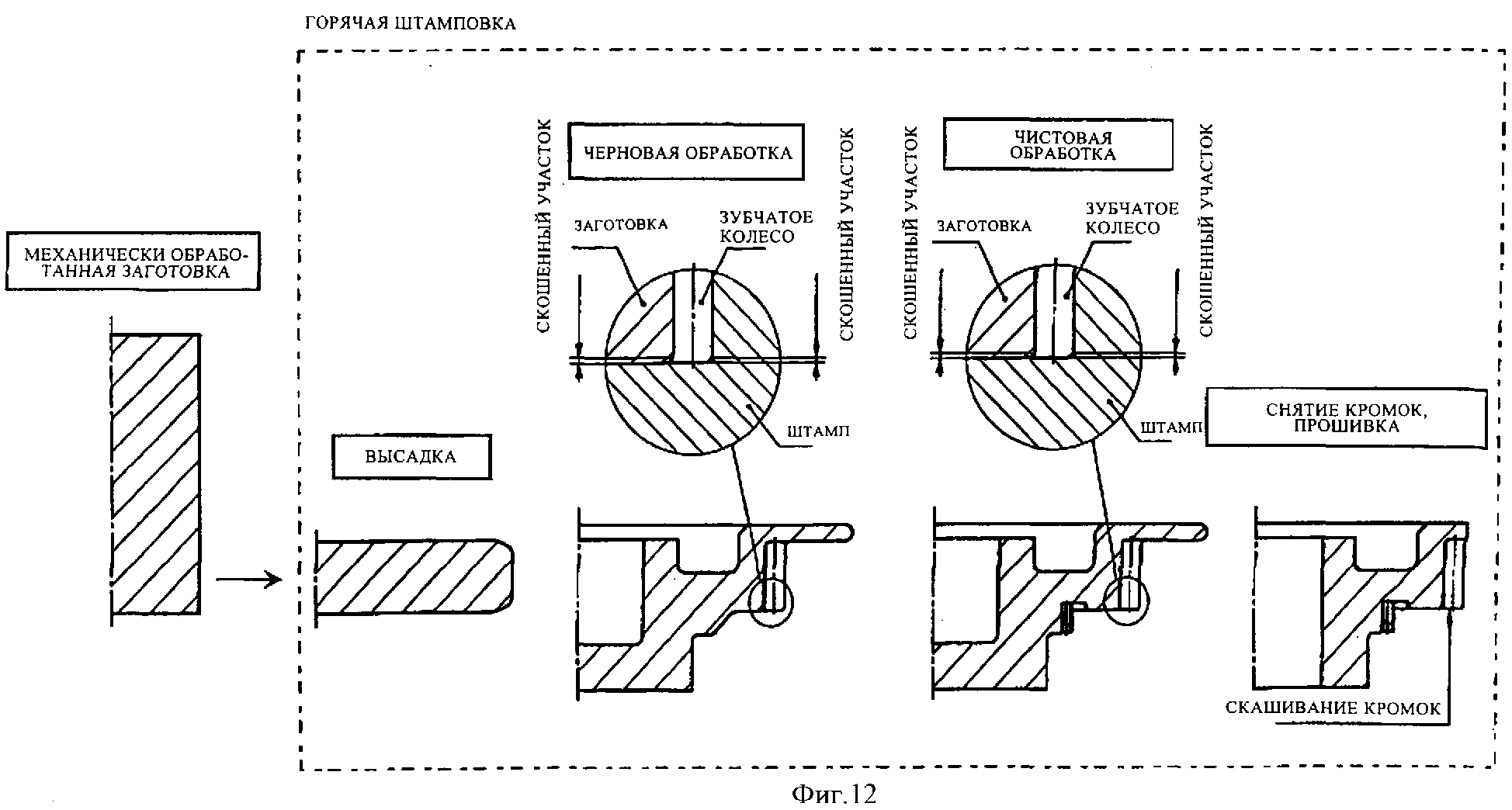
Фиг.12 - схема технологического процесса горячей штамповки при изготовлении зубчатого колеса, предлагаемого во втором варианте изобретения.
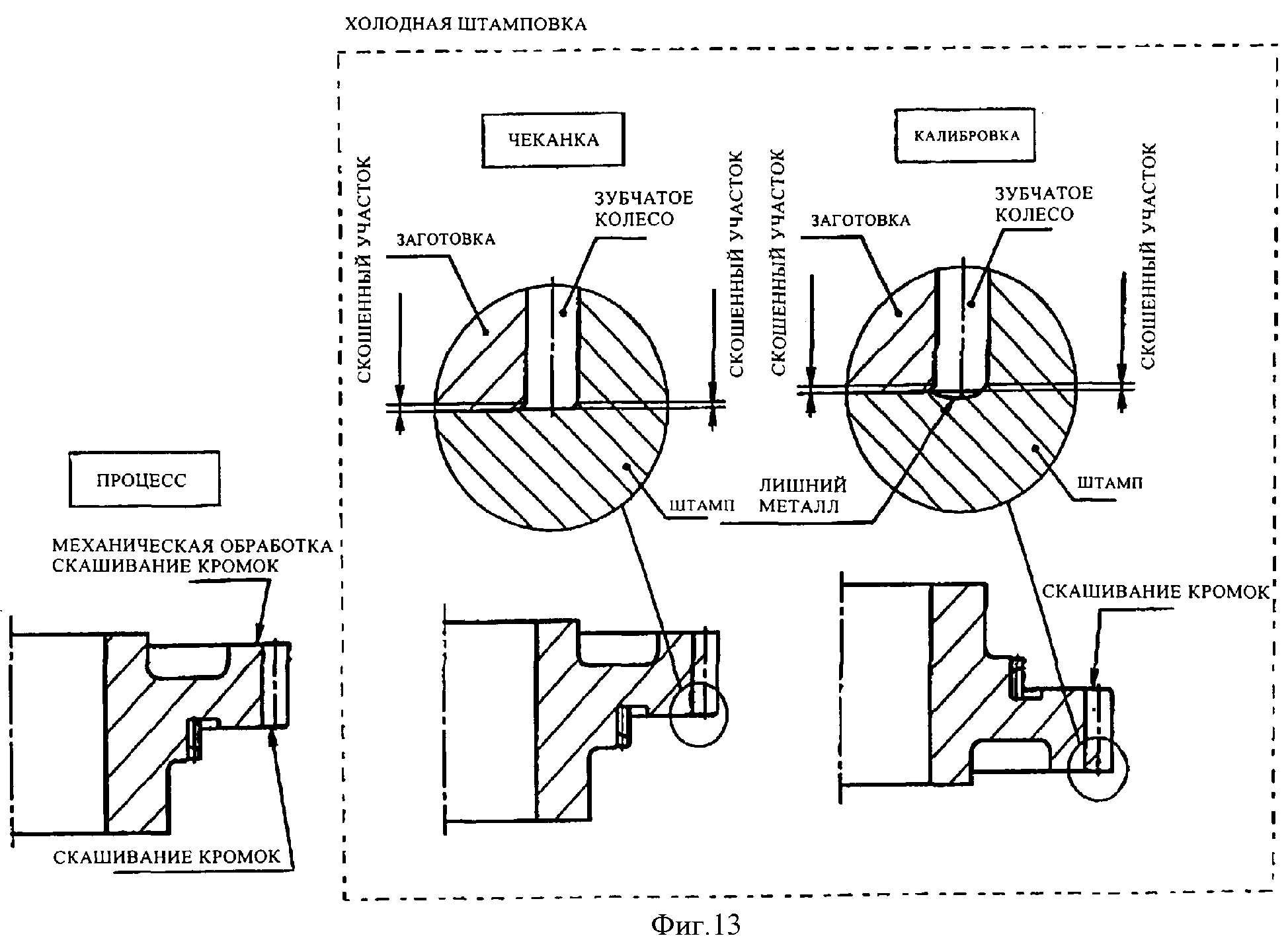
Фиг.13 - схема технологического процесса холодной штамповки при изготовлении зубчатого колеса, предлагаемого во втором варианте изобретения.
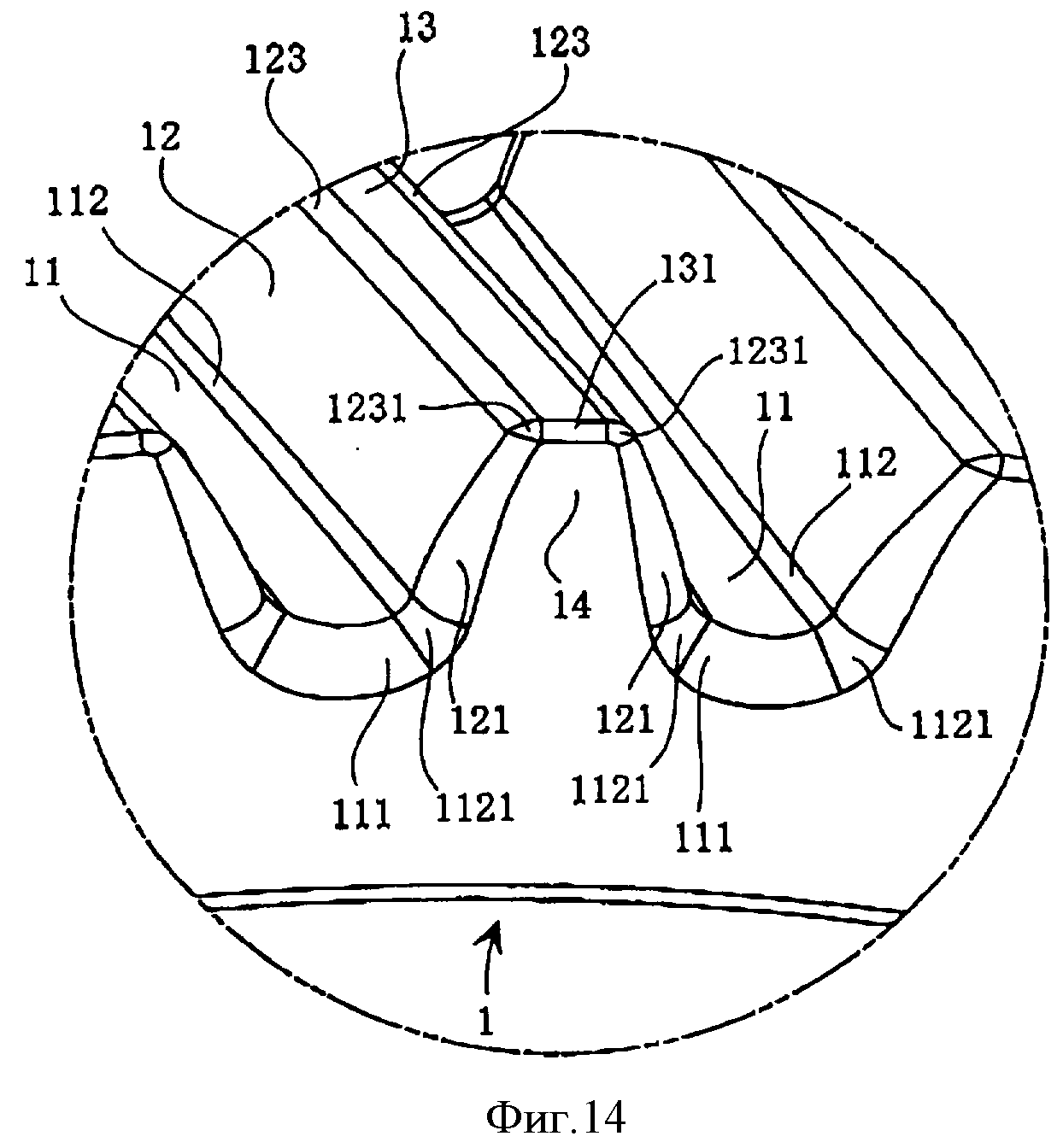
Фиг.14 - аксонометрическая проекция в увеличенном масштабе зубчатого колеса, предлагаемого в третьем варианте изобретения.
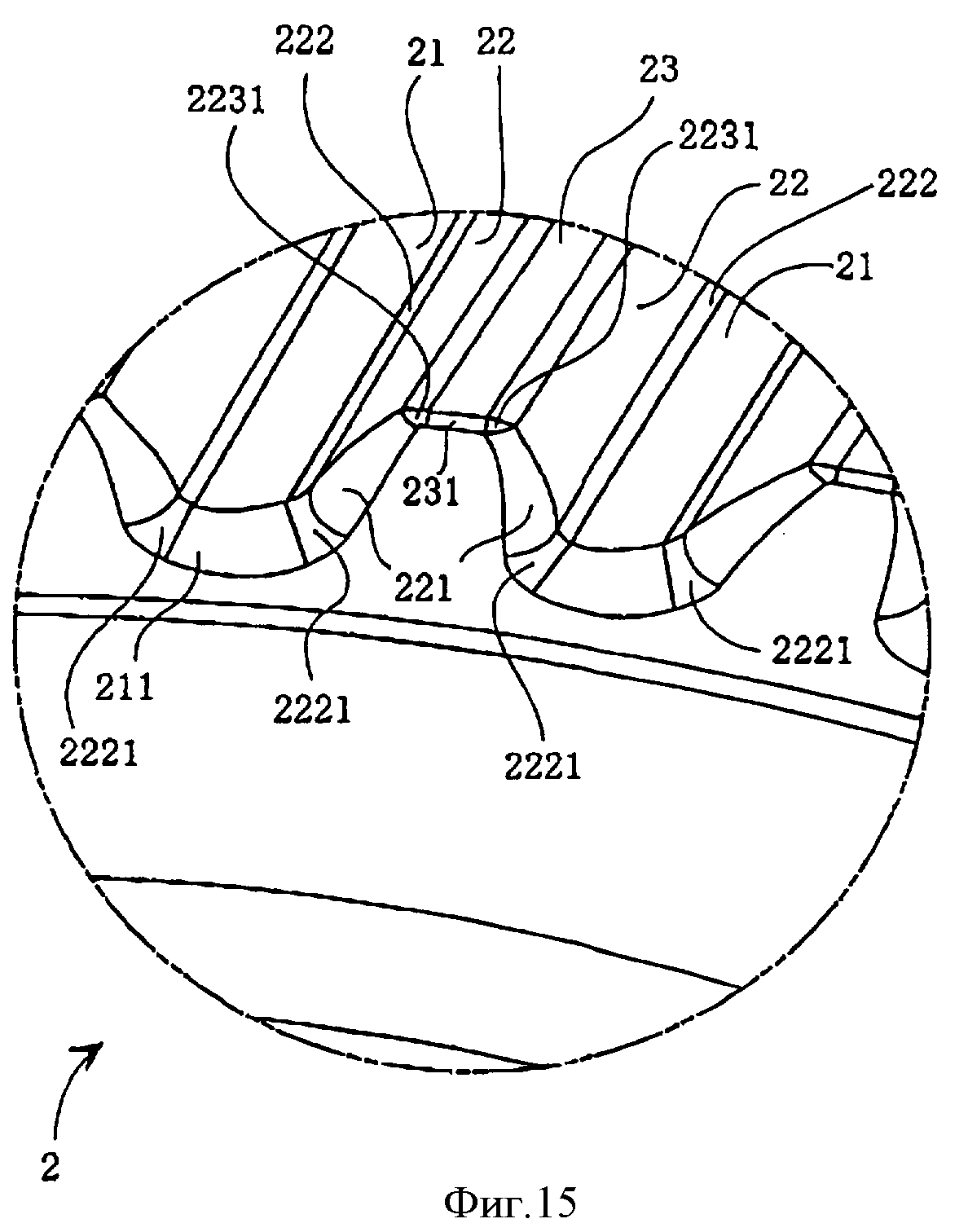
Фиг.15 - аксонометрическая проекция в увеличенном масштабе ковочного штампа для изготовления зубчатого колеса, предлагаемого в третьем варианте изобретения.
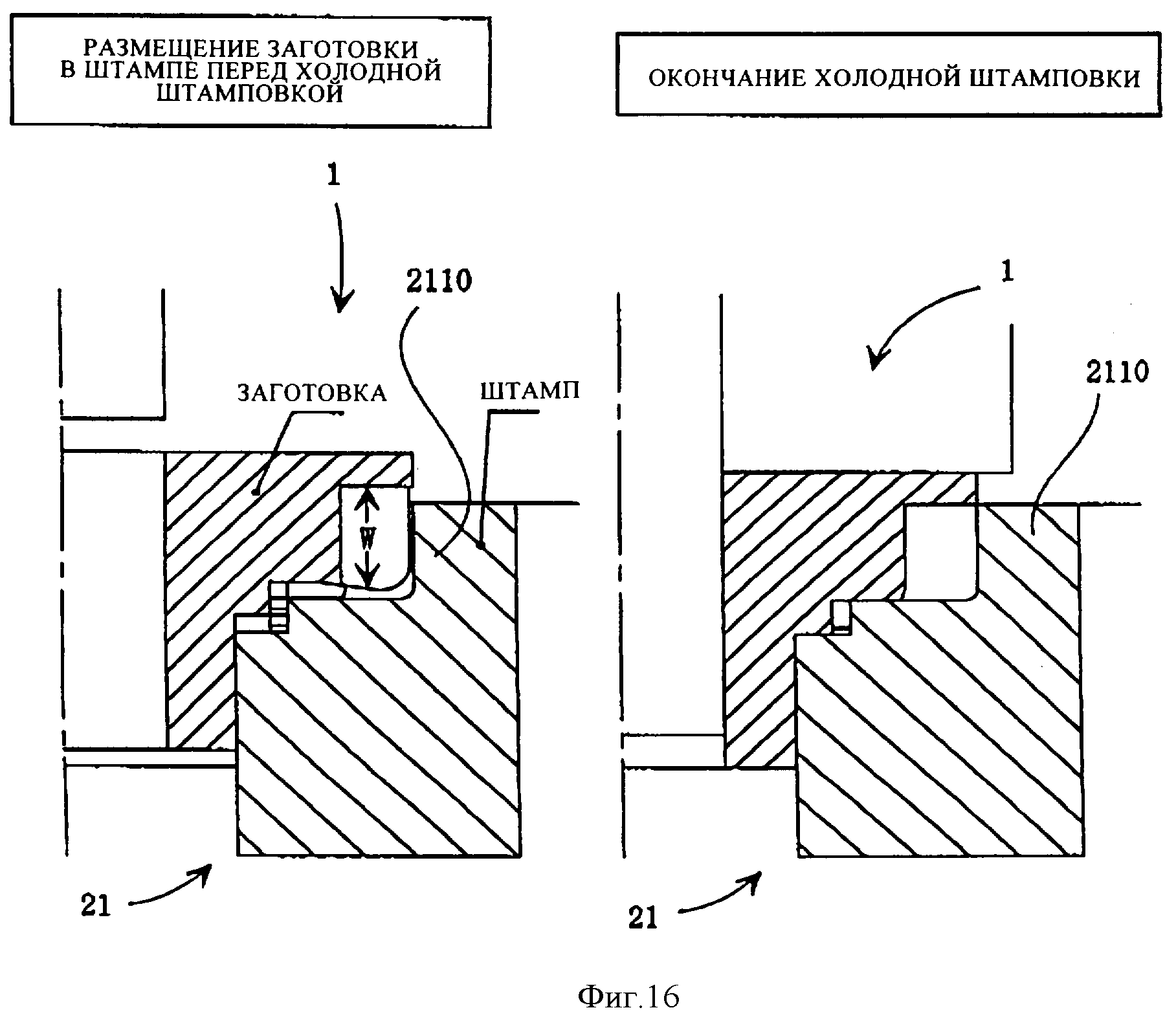
Фиг.16 - схематичное изображение поперечного сечения ковочного штампа и зубчатого колеса, на которых показано равномерное проникновение металла в ковочный штамп при изготовлении зубчатого колеса, предлагаемого в третьем варианте изобретения.
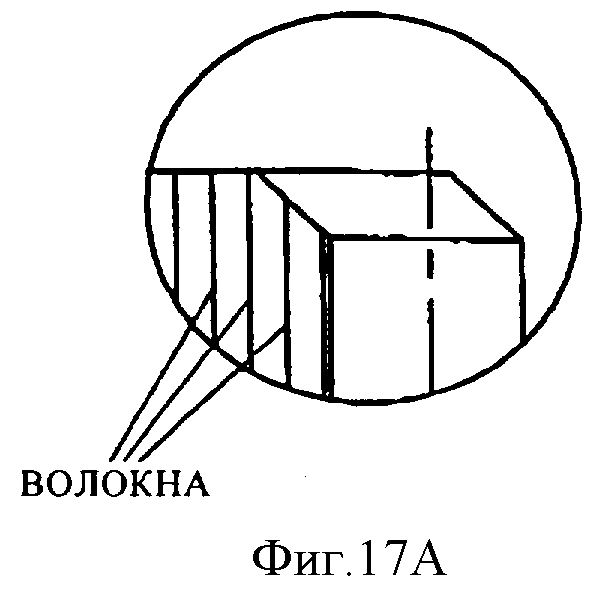
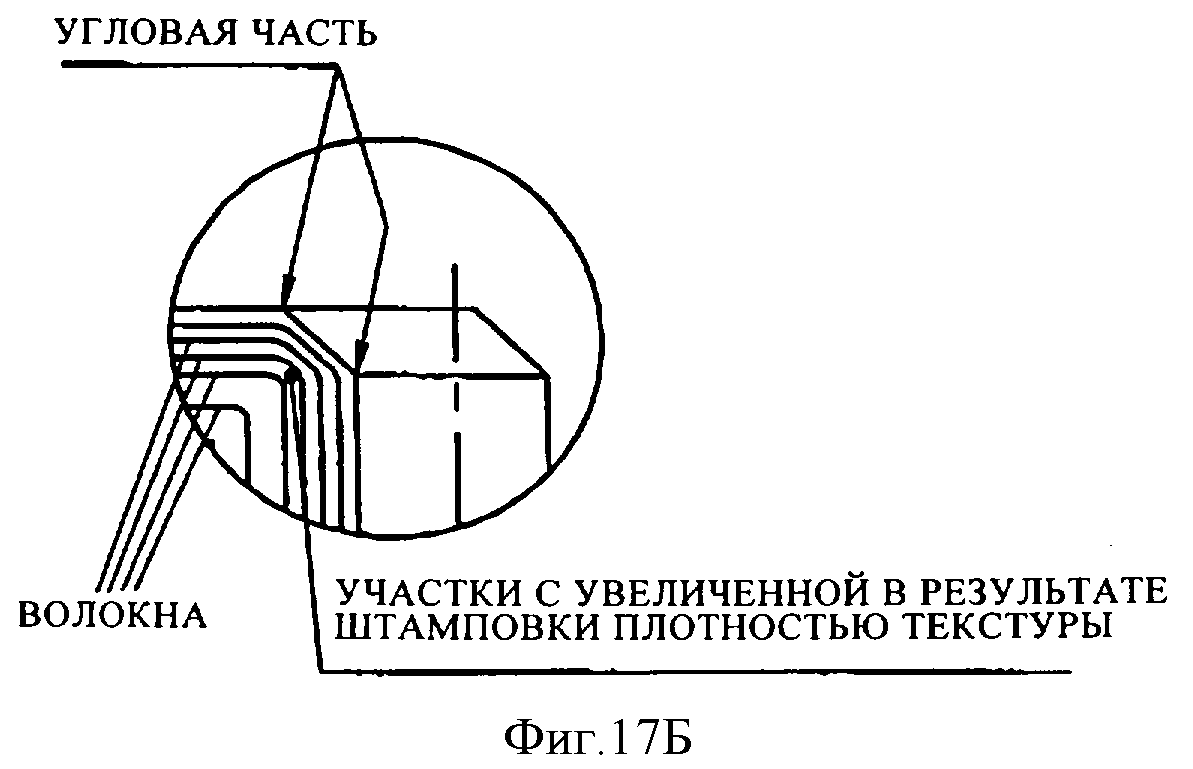
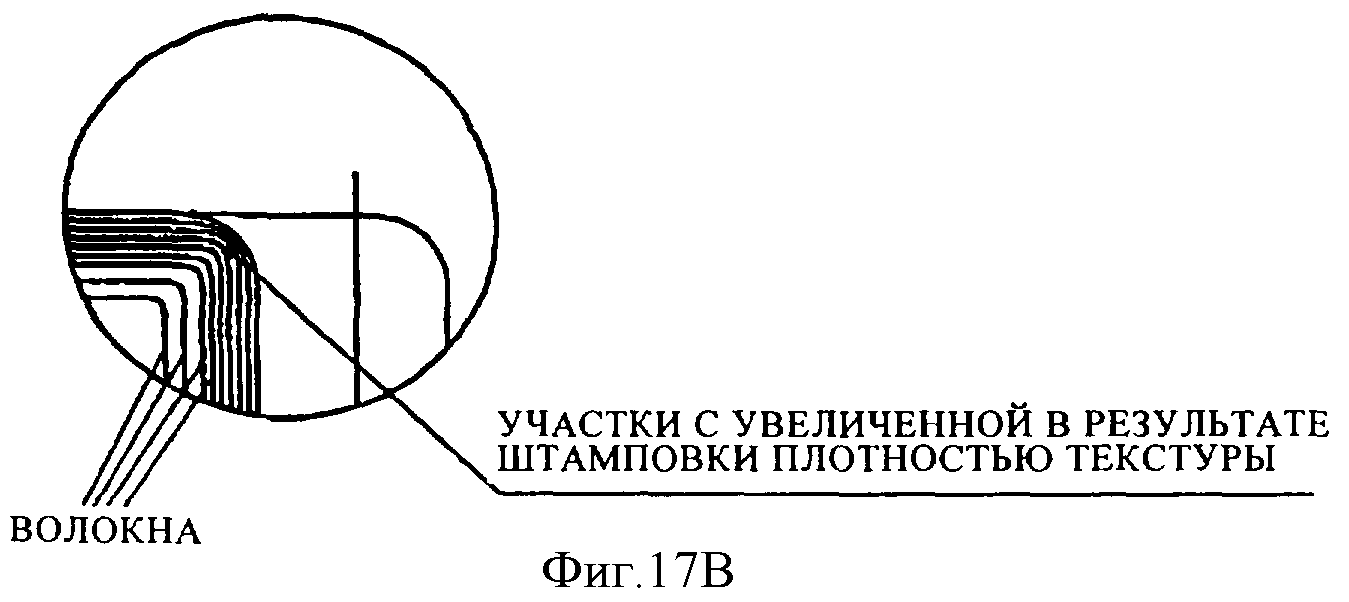
Фиг.17А-17В - схематичное изображение, на котором показана ориентация волокон и плотность текстуры зубчатого колеса, предлагаемого в третьем варианте изобретения.
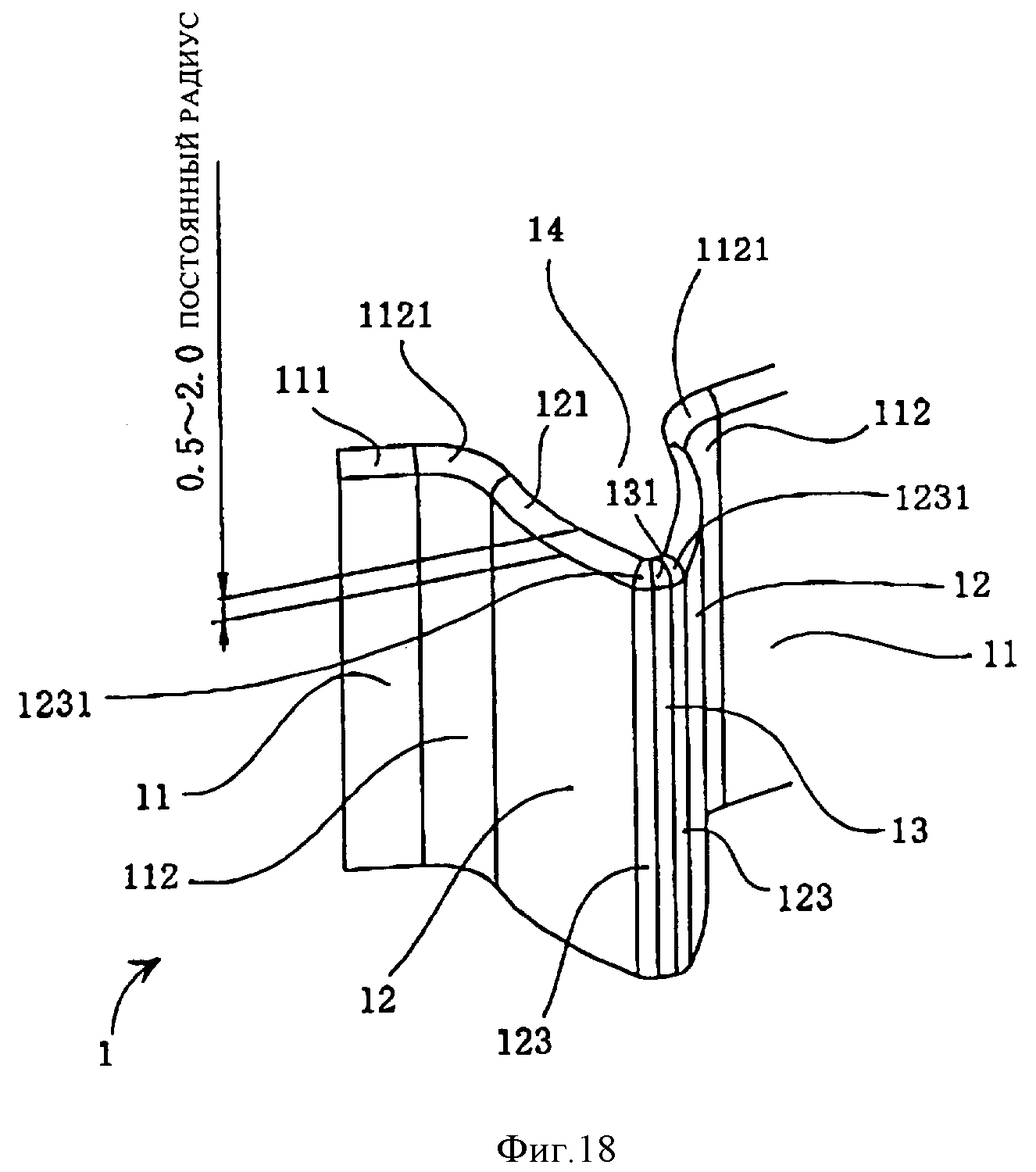
Фиг.18 - аксонометрическая проекция основного участка зубчатого колеса, предлагаемого в четвертом варианте изобретения.
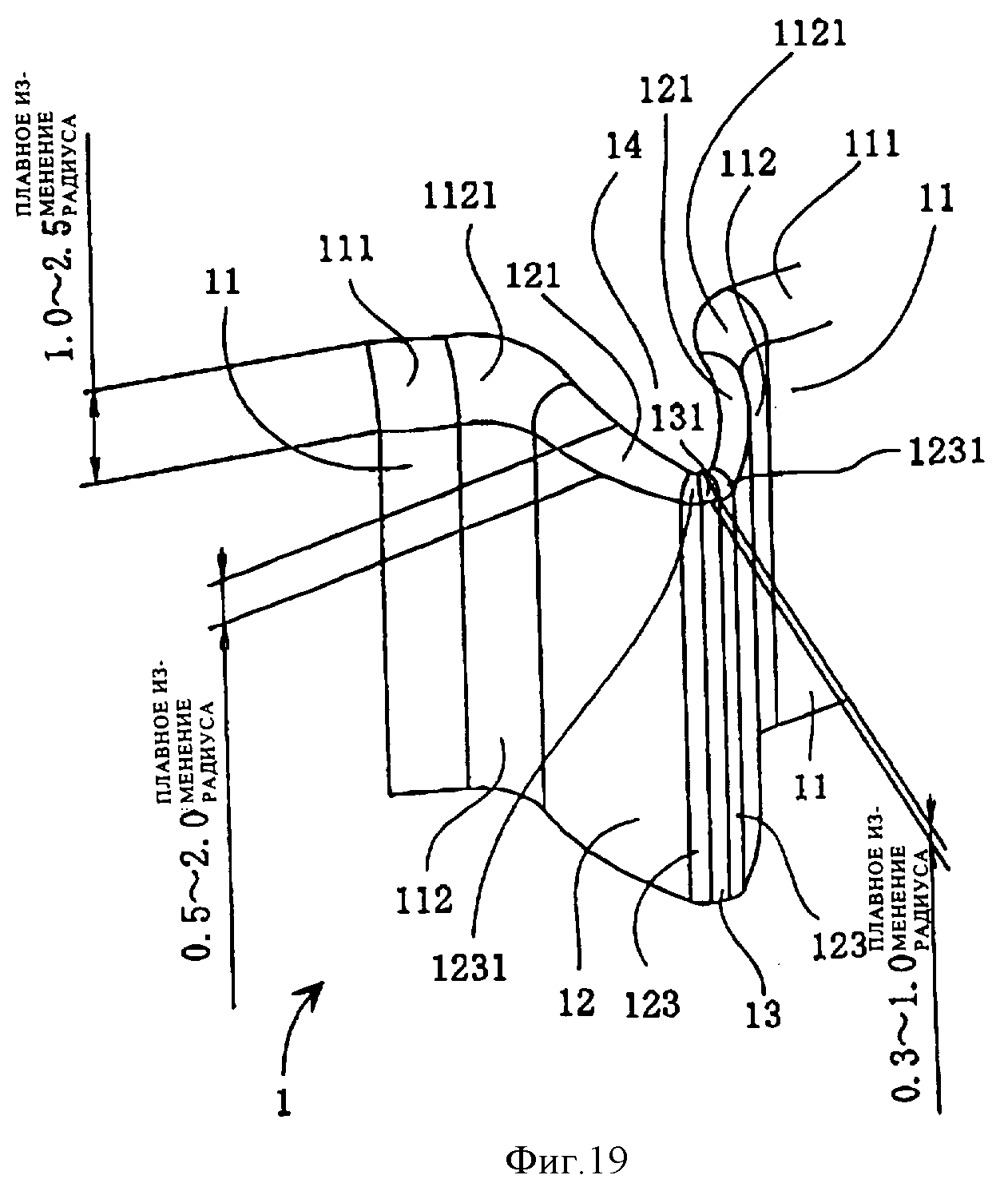
Фиг.19 - аксонометрическая проекция основного участка зубчатого колеса, предлагаемого в пятом варианте изобретения.
Предпочтительные варианты выполнения изобретения
Ниже со ссылками на соответствующие чертежи рассмотрено несколько вариантов осуществления изобретения.
Первый вариант
Показанное на фиг.1 зубчатое колесо 1, предлагаемое в первом варианте настоящего изобретения, имеет скошенные штамповкой (в кузнечно-штамповочном производстве) с определенным радиусом кривизны участки 111, 121 и 131, расположенные в местах пересечения впадин 11, боковых рабочих поверхностей (сторон) 12 зубьев и вершин 13 с торцами 14 зуба.
Показанное на фиг.1 предлагаемое в первом варианте изобретения косозубое зубчатое колесо 1 имеет расположенные между соседними зубьями впадины (поверхности впадин между зубьями) 11 прямоугольной изогнутой (аркообразной) формы, симметричные относительно нижней точки, примыкающие к впадинам боковые поверхности 12 прямоугольной формы с небольшой кривизной и вершина (верхняя грань) 13 зуба плоской прямоугольной формы, примыкающая к боковым поверхностям 12.
Предлагаемое в первом варианте изобретения показанное на фиг.1 зубчатое колесо 1 имеет скошенные штамповкой участки 123 между боковыми сторонами 12 зубьев и их вершинами 13.
Показанное на фиг.1 зубчатое колесо 1 имеет также скошенные штамповкой участки 1231, расположенные на краях скошенных штамповкой участков 123 между местами пересечения боковых поверхностей 12 и вершин 13 с торцами 14 зуба.
Далее, показанное на фиг.1 зубчатое колесо 1 имеет также выполненные штамповкой в местах пересечения боковых поверхностей 12 и вершин 13 с торцами 14 зуба примыкающие друг к другу закругленные участки 111, 121 и 131 с одним и тем же определенным радиусом кривизны.
В показанном на фиг.1 зубчатом колесе скошенные штамповкой соединительные участки 1231, примыкающие к скошенным штамповкой участкам пересечения боковых поверхностей 12 и вершин 13 с торцами 14 зуба, имеют один и тот же определенный радиус кривизны, равный радиусу кривизны соседних скошенных штамповкой участков 111, 121 и 131.
Зубчатое колесо 1 описанной выше конструкции имеет выполненные штамповкой в местах пересечения впадин 11, боковых поверхностей 12 и вершин 13 с торцами 14 зуба примыкающие друг к другу скошенные участки 111, 121 и 131, и его изготовление не требует удаления грата, обычно образующегося при нарезании зубьев, которое приводит к снижению прочности зубчатого колеса и увеличению стоимости его изготовления.
Наличие в предлагаемом в первом варианте изобретения зубчатом колесе 1 скошенных штамповкой участков 123 между боковыми сторонами 12 зубьев и их вершинами 13 снижает концентрацию напряжений между ними.
Кроме того, наличие в предлагаемом в первом варианте изобретения зубчатом колесе образующих плавные переходы скошенных участков между впадинами, которые имеют форму изогнутых прямоугольников, симметричных относительно нижней точки, и боковыми сторонами зубьев, снижает концентрацию напряжений между впадинами 11 и боковыми поверхностям 12 зубьев.
Кроме того, наличие в предлагаемом в первом варианте изобретения зубчатом колесе скошенных штамповкой концов 1231 скошенных участков 123, расположенных в местах пересечения боковых поверхностей 12 и вершин 13 с торцами 14 зубьев снижает концентрацию напряжений на расположенных на торцах зуба концах скошенных участков между боковыми сторонами 12 зубьев и их вершинами 13.
Кроме того, наличие в предлагаемом в первом варианте изобретения зубчатом колесе, изготовленном соответствующим способом в специальном ковочном штампе, выполненных в местах пересечения впадин 11, боковых поверхностей 12 зубьев и вершин 13 с торцами 14 зуба, примыкающих друг к другу скошенных с одним и тем же определенным радиусом кривизны участков 111, 121 и 131 и наличие в штампе скошенных таким же образом соответствующих рабочих кромок снижает стоимость и упрощает конструкцию штампа.
Помимо этого, наличие в предлагаемом в первом варианте изобретения зубчатом колесе скошенных штамповкой соединительных участков 1231, расположенных на концах скошенных штамповкой с определенным одним и тем же радиусом кривизны участков 121 и 131 и примыкающих друг к другу и к скошенным штамповкой участкам пересечения боковых поверхностей 12 зубьев и вершин 13 с торцами 14 зуба, и наличие в штампе скошенных таким же образом соответствующих рабочих кромок упрощает конструкцию штампа и снижает его стоимость.
Второй вариант
Как показано на фиг.2-13, зубчатое колесо, предлагаемое во втором варианте изобретения, отличается от описанного выше зубчатого колеса, предлагаемого в первом варианте изобретения, главным образом тем, что его скошенные участки 111, 121 и 131 пересечения впадин 11, боковых поверхностей 12 зубьев и вершин 13 с торцами 14 зуба 1 имеют разный плавно меняющийся радиус кривизны. Более подробно особенности зубчатого колеса, предлагаемого во втором варианте изобретения, рассмотрены ниже.
В показанном на фиг.2 зубчатом колесе, предлагаемом во втором варианте изобретения, соединительные участки 1231, расположенные на концах скошенных штамповкой участков 121 и 131 пересечения боковых поверхностей 12 зубьев и вершин 13 с торцами 14 зуба, имеют не постоянный, а плавно меняющийся радиус кривизны.
Как показано на фиг.3А-3В, предлагаемое во втором варианте изобретения зубчатое колесо представляет собой косозубое зубчатое колесо, зубья которого расположены на цилиндрической наружной поверхности колеса под определенным углом к его продольной оси.
Аксонометрическая проекция разреза в плоскости А-А (фиг.3Б) зубчатого колеса, предлагаемого во втором варианте изобретения, показана на фиг.4.
На фиг.5 в увеличенном масштабе показана аксонометрическая проекция показанного на фиг.3В внутри окружности D участка зубчатого колеса 1, где скошенные участки 111, 121 и 131 пересечения впадин 11, боковых поверхностей 12 и вершин 13 зубьев с торцами 14 имеют разный радиус кривизны в диапазоне от 1,0 до 2,5, от 0,5 до 2,0 и от 0,3 до 1,0, соответственно.
На фиг.6А в увеличенном масштабе показана аксонометрическая проекция расположенного на фиг.4 внутри окружности В участка зубчатого колеса в плоскости сечения А-А (фиг.3Б). На фиг.6Б, 6В и 6Г показаны сечения зуба предлагаемого во втором варианте изобретения зубчатого колеса в показанной на фиг.6А плоскости Н-Н, проходящей рядом с впадиной зуба, в плоскости G-G, проходящей рядом с центром боковой поверхности зуба, и в плоскости F-F, проходящей рядом с вершиной зуба.
На фиг.7 показана аксонометрическая проекция штампа 2, предназначенного для изготовления штамповкой зубчатого колеса, предлагаемого во втором варианте изобретения.
Показанный на фиг.7 и 8 штамп 2 состоит из нижней матрицы 210 с наружным цилиндрическим стаканом 2110 и внутренней цилиндрической втулкой 2120 и верхнего пуансона 220 с наружным цилиндрическим стаканом 2210, нижней внутренней цилиндрической втулкой 2220 и верхним внутренним цилиндрическим диском 2230.
На фиг.9 в увеличенном масштабе показана аксонометрическая проекция расположенного на фиг.7 внутри окружности Е участка нижней матрицы 210 показанного на фиг.7 ковочного штампа. На торцах рабочей части матрицы ковочного штампа выполнены скошенные участки 211, расположенные на концах участков 21, формирующих профиль впадин 11 зубьев, скошенные участки 221, расположенные на концах участков 22, формирующих боковые поверхности 12 зубьев, и скошенные участки 231, расположенные на концах участков 23, формирующих профиль вершин 13 зубьев, которые предназначены для придания штамповкой определенного профиля скошенным участкам 111, 121 и 131 пересечения впадин 11, боковых поверхностей 12 и вершин 13 зубьев с торцами 14 зубчатого колеса 1. На торцах рабочей части матрицы между скошенными участками 221 и 231 выполнены также скошенные участки 2231.
На фиг.10 в плоскости А-А, параллельной боковой поверхности зуба, показан разрез нижней матрицы 210 ковочного штампа, показанного на фиг.8.
На фиг.11А в увеличенном масштабе показана аксонометрическая проекция расположенного на фиг.10 внутри окружности В участка нижней матрицы ковочного штампа, предназначенного для изготовления зубчатого колеса, предлагаемого во втором варианте изобретения, а на фиг.11Б, 11В и 11Г показаны сечения рабочего участка матрицы в показанной на фиг.11А плоскости Н-Н, проходящей рядом с впадиной зуба, плоскости G-G, проходящей рядом с центром боковой поверхности зуба, и плоскости F-F, проходящей рядом с вершиной зуба.
Ниже более подробно рассмотрен способ изготовления предлагаемого во втором варианте изобретения зубчатого колеса со скошенными штамповкой острыми кромками.
Предлагаемое зубчатое колесо изготавливают методом горячей (объемной) штамповки из полученной высадкой соответствующей заготовки с последующей черновой и чистовой обработкой штамповкой рабочих поверхностей и торцов зубьев.
При черновой и чистовой обработке зубьев предлагаемого в изобретении зубчатого колеса методом горячей штамповки, схема которого показана на фиг.12, соответствующие участки зубьев скругляют скошенными рабочими кромками штампа, профиль которых переносят во время штамповки на полученную высадкой заготовку зубчатого колеса. Черновую и чистовую штамповку зубьев предлагаемого в изобретении зубчатого колеса можно объединить в одну технологическую операцию, или же вообще отказаться от выполнения одной из этих операций.
После окончательной обработки зубьев у колеса обрезают кромку и прошивают центральное отверстие, а колесо, у которого торцы обработаны холодной штамповкой по схеме, показанной на фиг.13, подвергают холодной чеканке, по окончании которой в соответствии с расчетом объема на торце колеса остаются скошенные участки определенного профиля.
Далее, в процессе холодной калибровки заготовку зубчатого колеса устанавливают в штамп и последовательно скругляют соответствующие участки зубьев с верхней и нижней сторон зубчатого колеса, выдавливая на торцы колеса лишний металл, который, поскольку округление зубьев не является предварительно выполняемой операцией, соответствующим образом увеличивает толщину колеса.
Описанное выше зубчатое колесо, предлагаемое во втором варианте изобретения, имеет скошенные с разным радиусом кривизны участки 111, 121 и 131 пересечения впадин 11, боковых поверхностей 12 и вершин 13 зубьев с торцами 14 и плотную текстуру с расположенными на торцах зубьев с небольшими интервалами параллельными волокнами и поэтому отличается низкой концентрацией напряжений и соответственно повышенной прочностью.
Кроме того, наличие в предлагаемом во втором варианте изобретения зубчатом колесе расположенных на концах скошенных участков 121 и 131 пересечения боковых поверхностей 12 зубьев и вершин 13 с торцами 14 зуба соединительных участков 1231, которые имеют не постоянный, а плавно меняющийся радиус кривизны, снижает концентрацию напряжений, возникающих в местах соединения соседних скошенных участков зуба.
Кроме того, предлагаемое во втором варианте изобретения зубчатое колесо, изготовленное штамповкой материала с формированием заготовки с увеличенной в направлении вершин зубьев шириной, которую устанавливают в описанный выше ковочный штамп со скошенными рабочими кромками, придающими определенную форму соответствующим участкам зубьев в местах пересечения впадин, боковых поверхностей и вершин зубьев с их торцами, отличается одинаковой по всему объему зуба плотностью металла и, как следствие этого, достаточно высокой прочностью.
Кроме того, зубчатое колесо, изготовленное согласно второму варианту изобретения, со скошенными участками пересечения впадин, боковых поверхностей и вершин зубьев с их торцами, имеет на торцах плотную текстуру с расположенными с небольшими интервалами параллельными волокнами и поэтому отличается низкой концентрацией напряжений и соответственно повышенной прочностью, а его изготовление не требует в отличие от зубчатых колес, изготовленных обычными способами, снижающего прочность зубчатого колеса и увеличивающего стоимость его изготовления срезания грата, образующегося на колесе при нарезании зубьев.
Третий вариант
Как показано на фиг.14 и 15, зубчатое колесо 1, предлагаемое в третьем варианте изобретения, отличается (о чем подробнее сказано ниже) от описанного выше зубчатого колеса, предлагаемого во втором варианте изобретения, главным образом наличием скошенных штамповкой участков 112, расположенных между впадинами 11 зубьев и их боковыми сторонами 12.
Зубчатое колесо 1, предлагаемое в третьем варианте изобретения, имеет также показанные на фиг.14 и 15 скошенные с разным радиусом кривизны участки 1121, расположенные на пересечении с торцами 14 зуба скошенных штамповкой участков 112 между впадинами 11 зубьев и их боковыми поверхностей 12.
Предлагаемое в третьем варианте изобретения зубчатое колесо 1 имеет также соединительные участки 1121 и 1123 (фиг.14) с плавно меняющимся радиусом кривизны, расположенные между соседними скошенными участками на пересечении впадин 11, боковых поверхностей 12 и вершин 13 зубьев с их торцами 14.
Показанный на фиг.15 ковочный штамп 2, предназначенный для изготовления зубчатого колеса, предлагаемого в третьем варианте изобретения, имеет на торцах скошенные рабочие кромки 2221 и 2231, расположенные между скошенными рабочими кромками 211, 221 и 231, форма которых соответствует форме впадин 11, боковых поверхностей 12 и вершин 13 зубчатого колеса 1.
В третьем варианте изобретения, как показано на фиг.16, материал предварительно формируют в заготовку с увеличенной в направлении вершин (на чертеже в направлении W) толщиной зубьев, которую обрабатывают в ковочном штампе со скошенными рабочими кромками, предназначенными для округления штамповкой участков зубчатого колеса на пересечении впадин 11, боковых поверхностей 12 и вершин 13 зубьев с их торцами 14.
Наличие в зубчатом колесе, предлагаемом в третьем варианте изобретения скошенных штамповкой участков 112, расположенных между впадинами 11 зубьев и их боковыми сторонами 12, снижает концентрацию напряжений, возникающих между впадинами 11 и боковыми сторонами 12 зубьев.
Наличие в зубчатом колесе, предлагаемом в третьем варианте изобретения, скошенных с плавно меняющимся радиусом кривизны соединительных участков 1121 между соседними скошенными участками 111 и 121, расположенными на пересечении впадин 11 и боковых поверхностей 12 с торцами 14 зубьев, и соединительных участков 1231 между соседними скошенными участками 121 и 131, расположенными на пересечении боковых поверхностей 12 и вершин 13 с торцами 14 зубьев, снижает концентрацию напряжений в местах соединения соседних скошенных участков, выполненных на торцах зубьев.
Кроме того, обработанное описанным выше способом в описанном выше ковочном штампе предлагаемое в третьем варианте изобретения зубчатое колесо со скошенными по радиусу штамповкой участками пересечения впадин 11, боковых поверхностей 12 и вершин 13 зубьев с их торцами 14 имеет на торцах плотную текстуру с расположенными с небольшими интервалами параллельными волокнами и поэтому отличается низкой концентрацией напряжений и соответственно повышенной прочностью, а его изготовление не требует, в отличие от зубчатых колес, изготовленных обычными способами, срезания грата, образующегося на колесе при нарезании зубьев, снижающего прочность зубчатого колеса и увеличивающего стоимость его изготовления.
Как уже было отмечено выше, зубчатое колесо, предлагаемое в третьем варианте изобретения, изготавливают из показанной на фиг.16 предварительно обработанной заготовки с увеличенной в направлении вершин (на чертеже в направлении W) толщиной зубьев, которую обрабатывают в ковочном штампе со скошенными рабочими кромками, предназначенными для округления штамповкой участков зубчатого колеса на пересечении впадин 11, боковых поверхностей 12 и вершин 13 зубьев с их торцами 14.
Особенность такого способа изготовления предлагаемого в третьем варианте изобретения зубчатого колеса заключается в том, что использование предварительно обработанной заготовки с увеличивающейся в направлении вершин толщиной зубьев обеспечивает во время скашивания кромок полное заполнение штампа. Использование такой заготовки с увеличивающейся в направлении вершин толщиной зубьев (фиг.16) не приводит к увеличению объема зубьев и обеспечивает возможность их округления штамповкой.
При изготовлении зубчатого колеса, предлагаемого в третьем варианте изобретения, участки 111, 121 и 131 пересечения впадин, боковых поверхностей и вершин с торцами зубьев во время штамповки округляют по касательной к соответствующим поверхностям зуба (фиг.17 В). При таком способе изготовления, в отличие от показанного на фиг.17А варианта, ход волокон не прерывается и структура металла становится плотной, и этим предлагаемое в изобретении зубчатое колесо принципиально отличается от показанного на фиг.17Б зубчатого колеса с прямолинейными скошенными кромками, в котором из-за наличия углов с неплотной текстурой происходит концентрация напряжений.
Таким образом, в случае скашивания острых кромок у зубчатых колес посредством механической обработки после штамповки, волокна текстуры обрезаны, как показано на фиг.17А. У зубчатых колес с прямолинейными скошенными штамповкой кромками, хотя и с необрезанными волокнами (фиг.17Б), на скошенных участках имеются углы с частично плотной текстурой, плотность которой или промежутки между соседними волокнами зависят от расположения угла, и в них неизбежно происходит определенная концентрация напряжений.
Предлагаемый в изобретении способ изготовления зубчатых колес, выполненных по третьему варианту изобретения, с использованием описанного выше штампа, позволяет изготовить высокопрочные зубчатые колеса с минимальной концентрацией напряжений, не требует обычной механической обработки зубьев после скоса штамповкой острых участков зубьев и их обкатки (шлифовки) и отличается высокой производительностью и высоким качеством изготовленных зубчатых колес.
В зубчатом колесе, предлагаемом в третьем варианте изобретения, рабочий профиль (эвольвенту) зубьев, от которого зависит точность зацепления, скругляют незначительно, а ножку зуба, от которой зависит прочность зубчатого колеса, скругляют существенно больше. Не входящий в зацепление участок зуба (штампованная поверхность его вершины) также скругляют более существенно, исключая всякую возможность его зацепления с зубьями другого зубчатого колеса.
Придание зубьям штамповкой соответствующей формы и округление участков зуба, расположенных на пересечении соответствующих участков профиля зуба с его торцами, можно выполнить одновременно с помощью штампа с не прямыми, а закругленными с определенным постоянным или плавно меняющимся радиусом кривизны рабочими кромками, скругляющими участки, соединяющие боковую поверхность с торцами зуба.
Изготовление зубчатого колеса, предлагаемого в третьем варианте изобретения, горячей штамповкой или холодной штамповкой, выполняют в два прохода, переворачивая устанавливаемую в штамп заготовку.
Важно отметить, что если при холодной штамповке придания нужной формы скошенным участкам зубьев происходит при полном заполнении штампа металлом, то при горячей штамповке соответствующие участки профиля зуба частично не полностью заполняются металлом. Именно по этой причине ширину зуба заготовки увеличивают в направлении вершины зуба.
Недостатком прямолинейного скашивания (фиг.17Б) профиля зубьев при обычном способе изготовления зубчатых колес является недостаточно высокая прочность зубчатого колеса и относительно низкая точность входящих в зацепление поверхностей по сравнению со скошенными штамповкой зубьями. Предлагаемое в третьем варианте изобретения зубчатое колесо отличается от изготовленных обычными способами зубчатых колес существенно меньшей концентрацией напряжений в местах пониженной прочности и, как следствие этого, более высокой, чем обычные зубчатые колеса прочностью.
Изготовление зубчатого колеса, предлагаемого в третьем варианте изобретения, с округлением соответствующих участков зубьев одновременно с приданием зубьям необходимого профиля позволяет отказаться от выполнения на зубьях отдельной операции скашивания острых кромок и повысить производительность всего процесса изготовления зубчатых колес, а также благодаря наличию закругленных по радиусу кромок по всему контуру рабочих поверхностей зубьев избежать заметного влияния появляющихся в процессе изготовления впадин и других различных дефектов на работу зацепления.
Четвертый вариант
Четвертый вариант изобретения отличается от других вариантов главным образом тем, что в нем предлагается не косозубое, а показанное на фиг.18 прямозубое цилиндрическое зубчатое колесо.
Зубчатое колесо 1, показанное на фиг.18, имеет скошенные участки 112 и 123 между впадинами 11 и боковыми сторонами 12 зубьев и между боковыми сторонами 12 и вершинами 13 зубьев и закругленные с определенным радиусом кривизны (от 0,5 до 2,0) участки 111, 121 и 131 пересечения впадин 11, боковых поверхностей 12 и вершин 13 зубьев с торцами зуба.
Предлагаемое в четвертом варианте изобретения зубчатое колесо имеет также закругленные с одним и тем же определенным радиусом кривизны соединительные участки 1121 и 1231, расположенные на торцах 14 зуба между соседними скошенными участками 111, 121 и 131.
Предлагаемое в четвертом варианте изобретения зубчатое колесо обладает такими же преимуществами, как и зубчатое колесо, предлагаемое в первом варианте изобретения.
Пятый вариант
Предлагаемое в пятом варианте изобретения зубчатое колесо 1, показанное на фиг.19, отличается от описанного выше зубчатого колеса, предлагаемого в четвертом варианте изобретения тем, что его скошенные участки 111, 121 и 131 пересечения впадин 11, боковых поверхностей 12 зубьев и вершин 13 с торцами 14 зуба 1 имеют разный плавно меняющийся радиус кривизны.
Предлагаемое в пятом варианте изобретения зубчатое колесо обладает такими же преимуществами, как и зубчатые колеса, предлагаемые во втором и третьем вариантах изобретения.
Рассмотренные выше предпочтительные варианты позволяют лучше раскрыть все основные особенности и преимущества настоящего изобретения. Очевидно, что настоящее изобретение не ограничено только этими вариантами и не исключает возможности внесения в них различных изменений и усовершенствований, не искажающих основной идеи изобретения и не выходящих за пределы его объема в соответствии с приведенной ниже формулой изобретения.
Изобретение, в частности, не ограничено описанным выше во втором варианте выполнением на торцах 14 зубьев закругленных участков 111, 121 и 131 горячей штамповкой и холодной штамповкой и предполагает возможность округления этих участков зубьев только холодной штамповкой с одновременной или последовательной обработкой торцов зубчатого колеса. Округление острых участков зубьев на одном торце зубчатого колеса можно также выполнить холодной штамповкой в несколько проходов, последовательно округляя участки 111, 121 и 131 пересечения с торцом впадин 11, боковых поверхностей 12 и вершин 13 зубьев.
Промышленная применимость изобретения
Предлагаемые в изобретении зубчатые колеса со скошенными участками пересечения впадин, боковых поверхностей и вершин зубьев с их торцами, не требующие механической обработки для удаления грата, образующегося при нарезании зубьев изготовленных обычными способами зубчатых колес, отличаются высокой прочностью и низкой стоимостью изготовления и поэтому могут найти самое широкое промышленное применение.
Реферат
Изобретение относится к изготовлению зубчатых колес. Зубчатое колесо имеет скошенные посредством штамповки участки (111, 121, 131), одновременно сформированные на соответствующей линии пересечения поверхностей впадин (11), боковых сторон (12) и вершин зубьев (13) с торцевыми поверхностями (14) зубьев, через которые проходит осевая линия колеса, при придании на колесе профиля зубьям с поверхностями впадин, боковых сторон и вершин зубьев. Предлагаемое зубчатое колесо не требует механической обработки, такой как удаление грата, образующегося при нарезании зубьев в зубчатых колесах, изготовленных обычными способами. 2 н. и 10 з.п. ф-лы, 28 ил.
Комментарии