Способ изготовления трикотажного изделия и полученное таким способом изделие - RU2661818C2
Код документа: RU2661818C2
Чертежи







Описание
Область техники, к которой относится изобретение
Изобретение относится к улучшению способов изготовления изделий или предметов одежды, содержащих две детали для ног и корпусную деталь, например, колготки, панталоны или подобное. В частности, настоящее изобретение относится к способам изготовления бесшовных предметов одежды вышеупомянутого типа с помощью одной операции производства трикотажа на кругловязальной машине, снабженной одиночной или двойной игольницей.
Уровень техники
В области изготовления панталон, колгот и аналогичных трикотажных изделий осуществляется непрерывный поиск новых способов и систем автоматизации производства трикотажа для получения бесшовного неразрезного изделия или предмета одежды, связанного на кругловязальной машине за одну производственную операцию.
Некоторые исследования основаны на способе, разработанном в 60-е годы. По этому способу во время одиночной операции трубчатое изделие вывязывается на кругловязальной машине, начиная от конца детали первой ноги до конца детали второй ноги, с вывязыванием последовательных трубчатых участков или секций для формирования, в дополнение к двум деталям для ног, корпусной детали изделия. Трубчатое изделие, не снятое с кругловязальной машины, затем режут в центральной части для формирования отверстия, вокруг которого пришивается прорезиненный борт для формирования суженой части корпусной детали. Этот известный способ описан в документе GB-1235361. Для улучшения прилегания корпусная деталь вывязывается с более широкими петлями, чтобы центральный участок трубчатого изделия или предмета одежды обладал несколько большим сечением, чем сечение деталей ног.
Способ, предложенный в документе GB-1235361, осуществляется очень быстро, поскольку его можно выполнить на кругловязальной машине с непрерывным (круговым) ходом. Однако изделие, создаваемое посредством этого способа, неудачно, поскольку корпусная деталь, сформированная с кругловязальным полотном с тем же самым числом петель в петельном ряду, что и кругловязальное полотно для ноги, не прилегает достаточно плотно. Более конкретно, высота корпусной детали слишком ограничена, и прорезиненный борт расположен слишком близко к линии ластовицы.
Проверялись многочисленные усовершенствования этого способа, направленные на преодоление его ограничений и недостатков.
В документе US-2962884 предложен способ, в котором после получения вязаной первой части для ног и перед вязанием второй части для ног, создают два кармана из полотна на кругловязальной машине путем вязания с петельными рядами возвратно-поступательным движением с постепенным уменьшением, а затем увеличением длины. В дополнение в двум карманам, также с возвратно-поступательным движением, формируется промежуточная область. Два кармана и промежуточный участок, связанные с возвратно-поступательным движением, образуют корпусную часть (торс) предмета одежды, который, таким образом, значительно выше, чем корпусная деталь, изготовленная по способу, первоначально предложенному в документе GB-1235361.
Однако способ, предложенный в документе US 2962884, является особенно медленным, поскольку большая часть изделия вяжется с возвратно-поступательным движением. Несмотря на это неудобство, в настоящее время бесшовные колготки изготавливают по этому способу. В частности, бесшовные колготки австрийской компании Wolford изготавливают по этому способу, комбинируя непрерывное движение для вязания деталей для ног и возвратно-поступательное движение для вязания корпусной детали.
В документе US-4022035 предложен способ изготовления колгот за одну операцию на кругловязальной машине по способу, аналогичному способу, предложенному в документе US 2962884. В этом варианте осуществления, несмотря на вязание центрального участка корпусной детали с возвратно-поступательным движением, предусмотрен выбор подходящих игл, чтобы сформировать отверстие в предмете одежды непосредственно на кругловязальной машине. Этот способ все-таки особенно медленный, поскольку он состоит в основном из возвратно-поступательного движения игольного цилиндра.
Следовательно, существует потребность в дальнейшем усовершенствовании способов вязания колгот, панталон и аналогичных изделий или предметов одежды с корпусной деталью и двумя деталями для ног с помощью одной операции на кругловязальной машине, которые позволяют преодолеть или сократить недостатки известных способов, которые еще используются.
Раскрытие изобретения
Для более быстрого и эффективного создания изделия или предмета одежды, которое обеспечивает плотное прилегание, по существу предлагается способ, в котором корпусная деталь вяжется при непрерывном движении игольного цилиндра с формированием двухсторонних карманов из полотна, т.е., карманов, расположенных на двух сторонах изделия или предмета одежды, с постепенным уменьшением, а затем увеличением числа петель для каждого петельного ряда. По мере перемещения цилиндра при непрерывном движении, когда сформирован каждый неполный петельный ряд, волокна отрезают, как при формировании увеличения, так и при формировании уменьшения. Концы волокон прикрепляют к полотну, тем самым, не допуская спущенных петель в изделии за счет петель, сформированных рабочими иглами. Формирование карманов полотна на боковых сторонах предмета одежды и промежуточной или центральной части корпусной детали при непрерывном движении и, наоборот, при прерывистом движении игольного цилиндра, позволяет получить плотно прилегающее изделие за короткое время.
На практике в предпочтительных вариантах осуществления предлагается способ создания трикотажного изделия или предмета одежды с двумя деталями для ног и одной корпусной деталью на кругловязальной машине по меньшей мере с одной круглой игольницей, способ включает в себя следующие этапы:
- вязание первой трубчатой детали для ноги при непрерывном движении;
- вязание первого кармана полотна при непрерывном движении, начиная с концевого петельного ряда первой детали для ноги, первый карман формирует первую боковую часть корпусной детали;
- вязание центральной части корпусной детали при непрерывном движении;
- вязание второго кармана полотна при непрерывном движении, начиная с центральной части корпусной детали до начального петельного ряда второй трубчатой детали для ноги;
- вязание трубчатой детали для ноги при непрерывном движении от начального петельного ряда.
В некоторых вариантах осуществления отверстие в полотне формируется при вязании по меньшей мере одной части корпусной детали; в готовом изделии это отверстие будет представлять собой отверстие для надевания изделия. Вокруг этого отверстия предпочтительно может быть наложен готовый прорезинный борт, когда изделие снято с кругловязальной машины, т.е., когда оно изготовлено.
В предпочтительных вариантах осуществления все этапы вязания выполнены с одним и тем же числом подаваемых нитей, т.е., с одним и тем же числом рабочих нитей. Число подаваемых нитей предпочтительно больше двух, так что способ вязания ускоряется за счет того, что каждый раз, когда поворачивается игольный цилиндр, формируется число петельных рядов, равное числу подаваемых нитей. В предпочтительных вариантах осуществления число подаваемых нитей четное, например, две нити. В некоторых вариантах осуществления использование четырех нитей позволяет достичь более высоких скоростей производства;
Предпочтительно, могут быть использованы так называемые левое S и правое Ζ направление крутки, например, две нити с направлением крутки S и две с направлением крутки Z, расположенные предпочтительно поочередно.
По другому аспекту предлагается способ изготовления трикотажного изделия с двумя деталями для ног и одной корпусной деталью на кругловязальной машине по меньшей мере с одной круглой игольницей, способ включает в себя следующие этапы:
вязание первой детали для ноги при непрерывном движении;
вязание первого кармана полотна при непрерывном движении, начиная с концевого петельного ряда первой детали для ноги, первый карман образует первую боковую часть корпусной детали и содержит первую последовательность неполных петельных рядов постепенно уменьшающейся длины и вторую последовательность постепенно увеличивающейся длины, причем нити, образующие каждый неполный петельный ряд, отрезаются на конце соответствующего неполного петельного ряда;
вязание центральной части корпусной детали при непрерывном движении;
вязание второго кармана полотна при непрерывном движении, начиная от центральной части корпусной детали до начального петельного ряда второй детали для ноги, второй карман образует вторую боковую часть корпусной детали и содержит третью последовательность неполных рядов постепенно уменьшающейся длины и четвертую последовательность неполных петельных рядов постепенно увеличивающейся длины, причем нити, образующие каждый неполный ряд третьей последовательности и четвертой последовательности отрезаются на конце соответствующего неполного петельного ряда;
вязание второй детали для ноги при непрерывном движении, начиная со второго петельного ряда до носка.
В другом аспекте предлагается трикотажное изделие или предмет одежды с корпусной деталью и двумя трубчатыми деталями для ног, в котором корпусная деталь содержит центральную часть и два боковых кармана из трикотажного полотна. Каждый карман сформирован первой серией неполных петельных рядов, которые являются продолжением трикотажного полотна, образующего две трубчатые детали для ног и обладают уменьшенной длиной, начиная от полного концевого петельного ряда соответствующей трубчатой детали для ноги до неполного петельного ряда минимальной длины соответствующего кармана, и второй серией неполных петельных рядов, которые являются продолжением полотна, образующего центральную часть корпусной детали и обладают увеличенной длиной, начиная от соответствующего неполного петельного ряда минимальной длины до соответствующего полного петельного ряда центральной части корпусной детали. Предпочтительно неполные петельные ряды карманов полотна сформированы нитями, отрезанными, соответственно, на концах каждого неполного петельного ряда. Это является результатом вязания неполных петельных рядов при непрерывном движении: когда каждый неполный петельный ряд закончен, соответствующая нить отрезается, чтобы цилиндр вязальной машины продолжал вращательное движение без необходимости останова и движения в обратную сторону, что вместо этого происходит в системах существующего уровня техники. Предпочтительно также и центральная часть корпусной детали изготавливается при непрерывном движении, и, следовательно, она сформирована кольцевыми петельными рядами.
Другие особенности и варианты осуществления будут описаны далее со ссылкой на варианты осуществления настоящего изобретения и в приложенной формуле изобретения, которая составляет неотъемлемую часть настоящего описания.
Краткое описание чертежей
Настоящее изобретение будет более понятно по следующему описанию и сопроводительным чертежам, на которых показаны не подразумевающие ограничения ими практические варианты осуществления настоящего изобретения. Более конкретно, на чертежах:
на фиг. 1 схематично показан участок трикотажного изделия или предмета одежды, изготовленный по способу по настоящему изобретению, вид спереди;
на фиг. 2 показан предмет одежды, изображенный на фиг. 1, вид в перспективе;
на фиг. 3А, 3В-7А, 7В показана область формирования уменьшенных и увеличенных петельных рядов вдоль одного или двух карманов полотна, образующих боковые области корпусной детали, и соответствующее управление иглами;
на фиг. 8, 9 и 10 показана схема, по которой иглы перемещаются в концевых областях неполных петельных рядов, образующих два кармана полотна;
на фиг. 11 схематично показана вязальная машина, с использованием которой может быть осуществлен этот способ, вид в продольном разрезе; и
на фиг. 12-22 схематично показан способ изготовления корпусной детали во время способа вязания, отверстие, в соответствии с которым впоследствии будет наложен прорезиненный борт.
Осуществление изобретения
Следующее подробное описание примеров вариантов осуществления приводится со ссылкой на сопроводительные чертежи. Одни и те же номера выносок на разных чертежах идентифицируют одинаковые или подобные элементы. Кроме того, чертежи необязательно выполнены в масштабе. Приведенное далее подробное описание не подразумевает ограничения настоящего изобретения. Защищаемый объем настоящего изобретения определяется приложенной формулой изобретения.
В описании ссылка на "один вариант осуществления" или "вариант осуществления" или "некоторые варианты осуществления" означает, что конкретная особенность, структура или элемент, описанный со ссылкой на вариант осуществления, содержится по меньшей мере в одном варианте осуществления описанного предмета изобретения. Следовательно, выражения "в одном варианте осуществления" или "в этом варианте осуществления" или "в некоторых вариантах осуществления" в описании необязательно относятся одному и тому же варианту или вариантам осуществления. Конкретные особенности, структуры или элементы могут быть дополнительно скомбинированы любым соответствующим образом в одном или более вариантах осуществления.
На фиг. 1 схематично показан вид спереди изделия или предмета одежды, изготовленного по способу, описанному далее. На фиг. 2 показан вид в перспективе того же изделия или предмета одежды.
На фиг. 11 схематично показана вязальная машина, с помощью которой может быть связано изделие или предмет одежды по описанному в настоящем документе способу. Как хорошо известно, машина содержит цилиндр 101, снабженный игольницей А и, как это возможно, толкателями J, расположенными под каждой иглой. Цилиндр 101 совершает непрерывное вращательное движение вокруг своей оси А-А, чтобы иглы вязали изделие посредством нити, подаваемой с одного или более устройств подачи, не показано. Перемещением игл управляют замки 103, переключатели 105 и любые другие элементы, необходимые для управления иглами. Элементы для приведения в действие и управление иглами предпочтительно являются стационарными, т.е. они не вращаются вокруг оси А-А игольного цилиндра 101. Дисковые переключатели 105 могут быть соединены с игольным цилиндром 101. В других вариантах осуществления, как хорошо известно, машина может содержать два наложенных друг на друга цилиндра. Детали вязальных машин, используемых для вязания предметов одежды описанного в настоящем документе типа, хорошо известны специалистам в этой области и не требуют дополнительного пояснения. В противоположность этому, способ по настоящему изобретению является новым относительно используемых в настоящее время с кругловязальными машинами для изготовления изделий или предметов одежды с корпусной деталью и двумя деталями для ног. Этапы вязания этого нового способа будут подробно указаны далее.
В некоторых вариантах осуществления предмет одежды или изделие, указанное в целом номером 1, содержит первую трубчатую деталь 3 для ноги и вторую трубчатую деталь 5 для ноги. Каждая из двух трубчатых деталей 3 и 5 для ног продолжается от соответствующего мыска или кончика (не показано), который может быть открытым или закрытым, до верхней корпусной детали, обозначенной 7. Трубчатые детали для ног могут продолжаться до кончиков, образующих соответствующий след изделия, например, в случае панталон или колгот. В других вариантах осуществления трубчатые детали 3 и 5 для ног могут быть короче и могут содержать даже меньше петельных рядов, чтобы они формировали, вместе с корпусной деталью 7, своего рода трикотажные панталоны.
Корпусная деталь 7 обладает отверстием 9, окруженным отделочным бортом, обозначенным 11, предпочтительно прорезиненным бортом. Прорезиненный борт 11 показан на фиг. 2, в то время как на фиг. 1 показано изделие или предмет одежды, еще не готовое, и, в частности, изделие до наложения на него борта 11. Оно имеет только одно отверстие 13 в верхней части корпусной детали 7, вдоль краев, к которым впоследствии пришивается борт 11.
В предпочтительных вариантах осуществления корпусная деталь 7 содержит три участка: центральный участок 15 и два боковых участка 17 и 19. Как будет подробно указано далее, каждый из боковых участков 17 и 19 содержит по меньшей мере один соответствующий карман полотна. Каждый карман полотна содержит неполные петельные ряды с постепенно уменьшающейся или увеличивающейся длиной, полученные непрерывным движением игольного цилиндра; центральный участок 15 корпусной детали изготовлен при непрерывном, а не при возвратно-поступательном движении игольного цилиндра, и это приводит к более высокой производительности по отношению к используемым в настоящее время способам. Следовательно, возможно за короткий интервал времени связать изделие с карманами полотна на боковых сторонах, которые повышают прилегание изделия. За счет этих карманов полотна упругость центрального корпусного участка не ограничена, и, следовательно, изделие или предмет одежды может быть использовано также людьми с относительно большим размером.
В некоторых вариантах осуществления изделие или предмет одежды 1 изготавливается за одну операцию вязания на круговой машине, например, одноцилиндровой круговой машине с дисковым переключателем. Также может быть использована двухцилиндровая машина.
Способ вязания по существу состоит из последовательности этапов, в конце которой будет получено готовое изделие с корпусной деталью и трубчатыми деталями для ног. Более конкретно, способ вязания может быть, например, поделен на семь последовательных этапов, как будет пояснено далее.
Способ вязания может в равной степени начинаться с трубчатой детали 3 для ноги или трубчатой детали 5 для ноги. Для целесообразности описания далее приводится ссылка на способ, начинающийся с вязания трубчатой детали 3 для ноги и заканчивающийся вязанием трубчатой детали 5 для ноги, при этом следует понимать, что способ может быть выполнен в обратной последовательности, начиная с вязания трубчатой детали 5 для ноги и заканчивая вязанием трубчатой детали 3 для ноги.
На первом этапе вязания на известной кругловязальной машине (не показана), трубчатая деталь 3 для ноги вяжется при обычном непрерывном движении, при котором управляющие иглами замки остаются предпочтительно неподвижными, а игольный цилиндр вращается вокруг своей оси при непрерывном движении. Для вязания трубчатой детали 3 для ноги можно использовать все иглы или выбрать их для получения конкретных результатов. Однако, поскольку деталь для ноги представляет собой трубку, петельные ряды в основном формируются, чтобы они, по меньшей мере частично, продолжались по всей окружности игольницы.
Для вязания трубчатой детали 3 для ноги подача на игольницу может осуществляться с одного или более подающих устройств. Предпочтительно используются по меньшей мере два подающих устройства и более и в основном четное число подающих устройств. Таким образом, при использовании нити с покрытием или спиральной нити, можно использовать равное число нитей с направлением крутки Ζ и направлением крутки S, т.е. например, пряжу с эластомерной каркасной нитью с покрытием волокном, намотанным по часовой стрелке или против часовой стрелки. Как хорошо известно специалистам в этой области, использование нити с направлением крутки Ζ и направлением крутки S одновременно обеспечивает большую плотность изделия, которое не имеет тенденции скручиваться. Кроме того, использование более одного подающего устройства обеспечивает более быстрое производство, поскольку при каждом полном обороте игольного цилиндра число петельных рядов в основном формируется равным числу рабочих подающих устройств. В предпочтительных вариантах осуществления используются четыре подающих устройства, так что при каждом обороте цилиндра формируются четыре последовательных петельных ряда.
Вязание трубчатой детали 3 для ноги заканчивается формированием последнего кругового петельного ряда, т.е. последнего ряда петель, обозначенного 23. Полный петельный ряд 23 предпочтительно состоит из числа петель, равного числу игл, которыми снабжена кругловязальная машина, даже если это необязательно для выполнения. Единственным важным вопросом является то, замкнут ли этот петельный ряд сам на себя.
Следовательно, ряды петель, продолжающиеся горизонтально, обозначенные RG3 на фиг. 1, сформированы вдоль трубчатой детали 3 для ноги. Петли, образующие петельные ряды RG3, расположены в соответствии по существу с продольными столбцами петель вдоль продолжения трубчатой детали 3 для ноги, как указано посредством CG3 на фиг. 2.
Затем на кругловязальной машине выполняется второй этап способа; этот этап состоит из вязания при непрерывном движении первой серии неполных петельных рядов постепенно уменьшающейся длины для формирования первого участка 17D кармана 17 полотна. Далее более подробно, со ссылкой на фиг. 3А- 9, указано, как этот участок кармана и остальной участок карманов 17, 19 формируются при непрерывном движении.
Во время формирования участка 17D кармана 17 неполные петельные ряды вывязываются последовательно, причем их длина постепенно уменьшается, начиная от неполного петельного ряда 23 до петельного ряда RM17 минимальной длины, завершая этот второй этап способа вязания. Петельный ряд RM17 продолжается от одной концевой точки до другой, обе обозначены C1, двух противоположных линий L17. Фактически, поскольку для вязания используются несколько подающих устройств, число неполных петельных рядов RM17 минимальной длины будет предпочтительно больше одного и равно числу используемых подающих устройств, например, четырем.
Концы неполных петельных рядов, следующие один за другим вдоль участка 17D кармана 17, расположены в соответствии с двумя противоположными ограничительными линиями L17, которые продолжаются наклонно (одна на передней и другая на задней стороне предмета одежды) от петельного ряда 23 до петельного ряда RM17. Следует понимать, что, даже если на чертеже не показано, в области кармана 17 фактически имеются две по существу зеркальные линии L17, одна на передней и другая на задней стороне. Эти противоположные линии L17 составлены совмещением концов неполных рядов, сформированных на этом этапе способа вязания. Каждый неполный петельный ряд оканчивается отрезанной нитью. Следовательно, отрезанные концы нитей, формирующих неполные ряды участка 17D кармана 17 полотна, расположены вдоль линий L17. Поскольку карман 17 вывязывается при непрерывном, а не при возвратно-поступательном движении игольного цилиндра, требуется отрезание нитей на конце каждого сформированного неполного петельного ряда.
Также участок 17D кармана 17 может быть связан посредством нескольких подающих устройств. Предпочтительно число используемых подающих устройств равно числу подающих устройств, используемых, для вязания первой трубчатой детали 3 для ноги, поэтому предпочтительны четыре подающих устройства. Участок 17D кармана полотна может быть сформирован теми же самыми нитями, что и используемые для вязания трубчатой детали 3 для ноги или другими нитями, например, нитями другой плотности, другого состава или структуры. В некоторых вариантах осуществления тип нитей может меняться на промежуточном этапе при вязании участка 17D кармана 17.
В основном при вязании участка 17D кармана 17 создаются группы петельных рядов равной длины, эта длина уменьшается для каждой группы петельных рядов относительно последующей группы. Каждая группа петельных рядов содержит предпочтительно некоторое число петельных рядов, равное числу подающих устройств, с которых осуществляется подача на иглы вязальной машины.
Когда этот участок 17D кармана 17 сформирован полностью, следующий этап начинается вязанием второго участка, обозначенного 17С, кармана 17. Участок 17С кармана 17 вяжется при непрерывном движении игольного цилиндра и с постепенным увеличением, т.е. с постепенным увеличением длины петельных рядов одного за другим при вязании этого участка 17С кармана 17. Кроме того, участок 17С кармана 17 может быть сформирован подачей на цилиндр, который вращается непрерывным образом, нитей с нескольких подающих устройств, предпочтительно четырех подающих устройств. Поэтому, как указано выше со ссылкой на формирование петельных рядов уменьшающейся длины, формирование участка 17D кармана 17, одновременно с формированием участка 17С кармана 17, действительно возможно для формирования групп петельных рядов, каждый из которых содержит число петельных рядов, равное числу подающих устройств, причем петельные ряды каждой группы обладают одной и той же длиной, т.е. сформированы одним и тем же числом петель, в то время как это число постепенно возрастает от одной группы к последующей группе петельных рядов.
Различные неполные петельные ряды, сформированные на третьем этапе способа вязания для формирования участка 17С кармана 17, соединены на концах неполных петельных рядов уменьшающейся длины, образующих участок 17D. Уменьшающиеся неполные петельные ряды и увеличивающиеся неполные петельные ряды соединяются вместе вдоль линии L17, как будет указано далее со ссылкой на последующие чертежи.
Вязание участка 17С кармана 17 продолжается с постепенным увеличением по длине одиночных петельных рядов до формирования последнего петельного ряда участка 17С, который обозначен 25 и является полным петельным рядом, т.е. обладает кольцевой протяженностью и сформирован предпочтительно с числом петель, равным общему числу игл машины. Формирование этого полного петельного ряда 25 включает в себя третий этап вязания предмета одежды или изделия 1. Действительно, поскольку предпочтительно используется несколько подающих устройств, вязание участка 17С кармана 17 фактически заканчивается формированием, за один оборот игольного цилиндра, числа полных петельных рядов, равного числу используемых подающих устройств.
Следующим этапом способа изготовления является формирование центрального участка 15 корпусной детали 7. Этот центральный участок связан с сохранением непрерывного движения игольного цилиндра, иглы формируют последовательность полных петельных рядов с круговым протяжением по существу параллельным петельному ряду 25. Формирование последнего полного петельного ряда 27 включает в себя вязание центрального участка 15 корпусной детали 7.
Как показано, в частности, на фиг. 2, на участке 17С кармана 17 и на центральном участке 15 корпусной детали 7 петли сформированного полотна расположены столбцами по существу параллельными борту 11, образующему отверстие, через которое надевают предмет одежды или изделие 1. Соответственно, петельные ряды по существу перпендикулярны столбцам.
На следующем этапе вязания формируются два участка 19D и 19С кармана 19, при этом способ по существу отражает способ, использованный для формирования кармана 17.
Более конкретно, пятый этап способа вязания включает в себя формирование серии последовательных петельных рядов постепенно уменьшающейся длины при непрерывном движении игольного цилиндра, начиная с петельного ряда 27, завершающего центральный участок 15 корпусной детали 7. Неполные петельные ряды, формирующие участок 19D кармана 19, обладают концами, расположенными вдоль двух линий L19, только одна из которых показана на чертеже, а другая является зеркальным отражением первой. Линии L19 эквивалентны линиям L17.
Вдоль линий L19 концы нитей зафиксированы, что формирует неполные петельные ряды, образующие участок 19D кармана 19, которые отрезаются, когда формируются эти неполные петельные ряды, чтобы обеспечивать непрерывное вращение игольного цилиндра.
Формирование неполного петельного ряда минимальной длины, обозначенного RM19, включает в себя пятый этап способа вязания; этот неполный петельный ряд M19 продолжается от одной до другой концевой точки С2 двух противоположных линий L19.
После этого пятого этапа вязания начинается шестой этап вязания, состоящий из формирования второго участка 19С кармана 19. На этом шестом этапе формируются неполные петельные ряды все более увеличивающейся длины, начиная с петельного ряда RM19 минимальной длины до кругового полного петельного ряда 29, сформированного предпочтительно с числом петель, равным числу игл, которыми снабжена машина. Этот петельный ряд 29 является последним петельным рядом полотна кармана 19 и первым петельным рядом трубчатой детали 5 для ноги.
Действительно, далее начинается седьмой и последний этап вязания предмета одежды 1 с формированием непрерывных петельных рядов RG5, начиная с начального петельного ряда 29 трубчатой детали 5 для ноги до последнего петельного ряда мыска (не показан).
Симметрично описанному со ссылкой на карман 17 и трубчатую деталь 3 для ноги, вдоль участка 19D кармана 19 расположены столбцы СС петель, по существу, параллельные борту 11, в то время как вдоль участка 19С и вдоль детали 5 для ноги столбцы расположены в соответствии с продольной протяженностью трубчатой детали 5 для ноги, как схематично показано линиями CG5.
Более подробное описание способа формирования карманов 17, 19 полотна при непрерывном движении будет приведено далее со ссылкой на последовательность чертежей 3А, 3В-7А, 7В. Следует отметить, что описанное далее относится к конкретному случаю, когда машина, используемая для формирования предмета одежды или изделия 1, снабжена четырьмя подающими устройствами. В настоящее время это предпочтительное число подающих устройств для вязания предмета одежды или изделия 1. По этому примеру описания специалистам в этой области будет понятно, как можно изготовить изделие или предмет одежды с использованием другого числа подающих устройств.
На фиг. 3А-7А и 3В-7В со ссылкой на этап вязания кармана 17, который (как кратко указано выше) начинается с формирования участка 17D постепенно уменьшающихся петельных рядов, т.е. с областью уменьшения длины петельных рядов, с последующим вязанием области 17С с постепенным увеличением длины неполных петельных рядов. По описанию этих двух этапов способа вязания легко понять, как вяжется карман 19 соответствующим образом.
Далее описан способ, в котором длина неполных петельных рядов уменьшается равномерно и последовательно, т.е. при каждом обороте игольного цилиндра осуществляется одинаковое уменьшение длины петельных рядов, под длиной понимается число петель, образующих один петельных ряд. Для специалистов в этой области будет понятно, что этот режим использования является лишь одной из возможностей способа, описанного в настоящем документе. Действительно, последовательность уменьшений и увеличений, т.е. петельных рядов, постепенно уменьшающейся и увеличивающейся длины, может отличаться от описанной в настоящем документе. Шаблон уменьшений и увеличений в двух карманах 17 и 19 предпочтительно зеркальный, но последовательность необязательно одинакова для передней и задней частей предмета одежды. Это означает, что последовательные петельные ряды разной длины могут быть уменьшены или увеличены по длине по-разному на двух частях (передней и задней) полотна.
Кроме того, необязательно для каждого кармана предусмотрена одна серия петельных рядов уменьшающейся длины и одна соответствующая серия петельных рядов увеличивающейся длины. В противоположность этому, при вязании карманов 17 и 19 можно выполнить увеличение и уменьшение петельных рядов с несколькими последовательностями. Важно только то, что каждый карман полотна начинается и заканчивается соответствующими круговыми петельными рядами и обладает по меньшей мере одной последовательностью уменьшающихся петельных рядов и одной соответствующей последовательностью увеличивающихся петельных рядов.
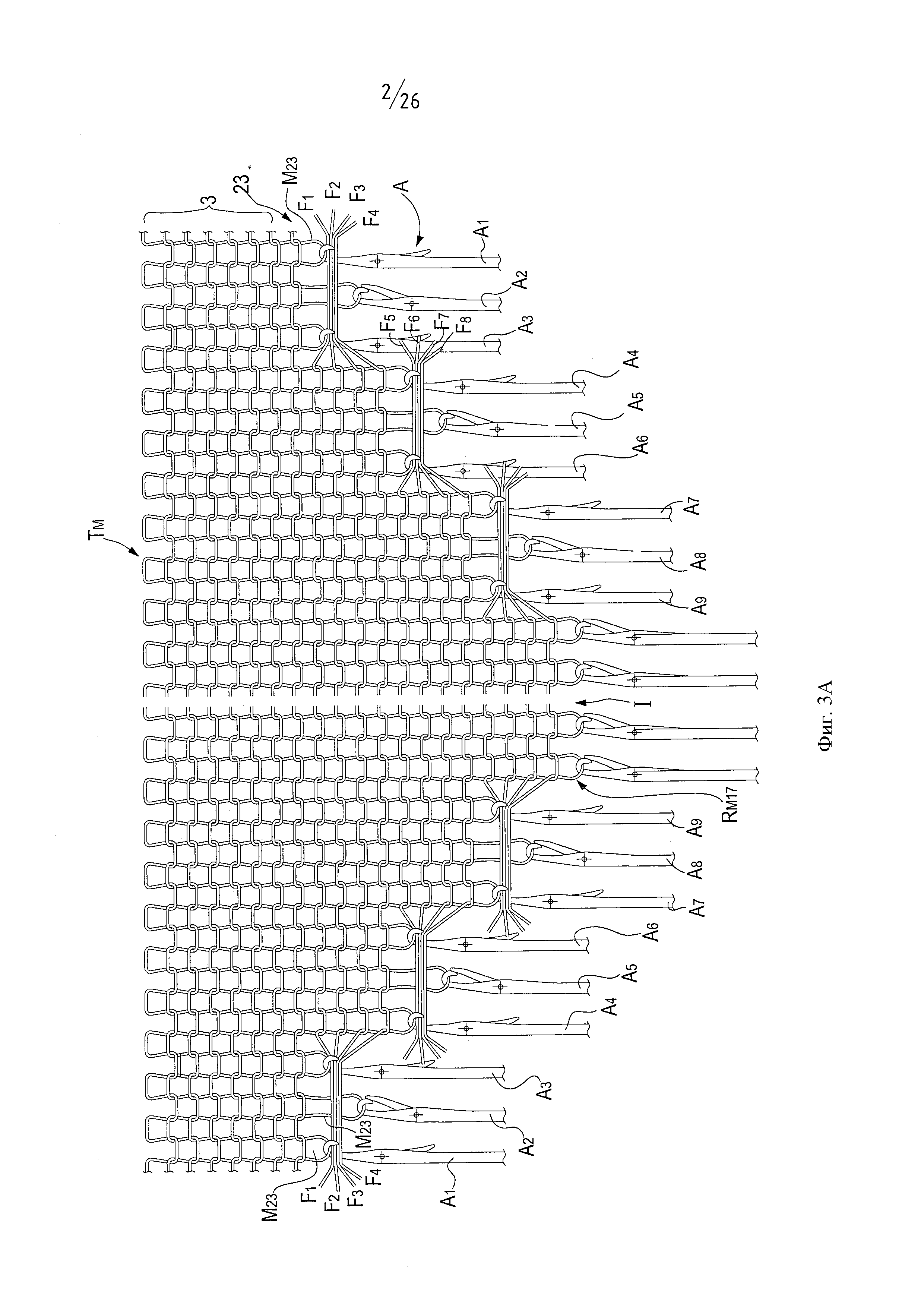
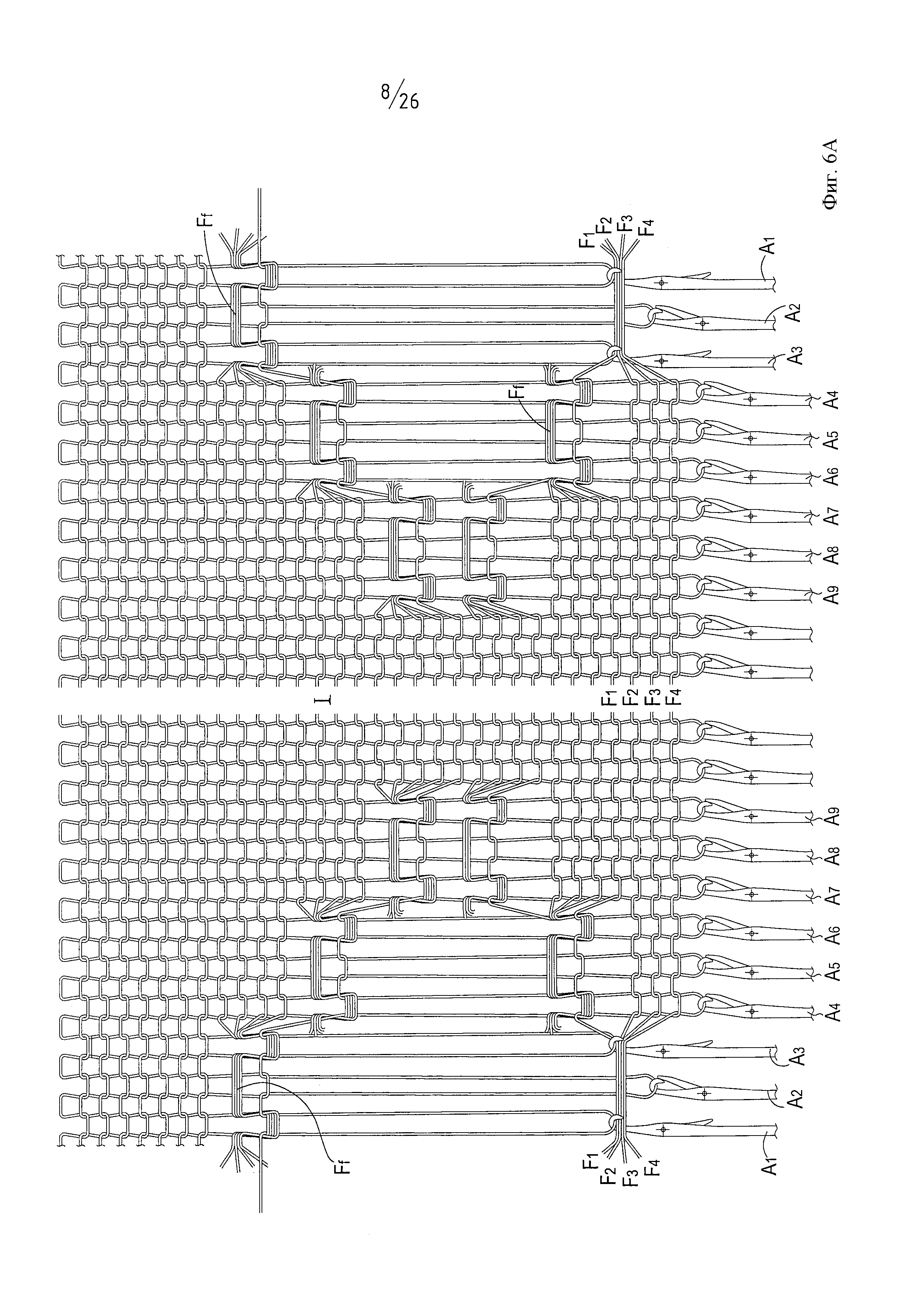
На фиг. 3А-7А показаны концевые области связанного полотна в соответствии с двумя противоположными линиями L17, которые сформированы при вязании участка 17D кармана 17. Описанный далее способ повторяется для формирования кармана 19.
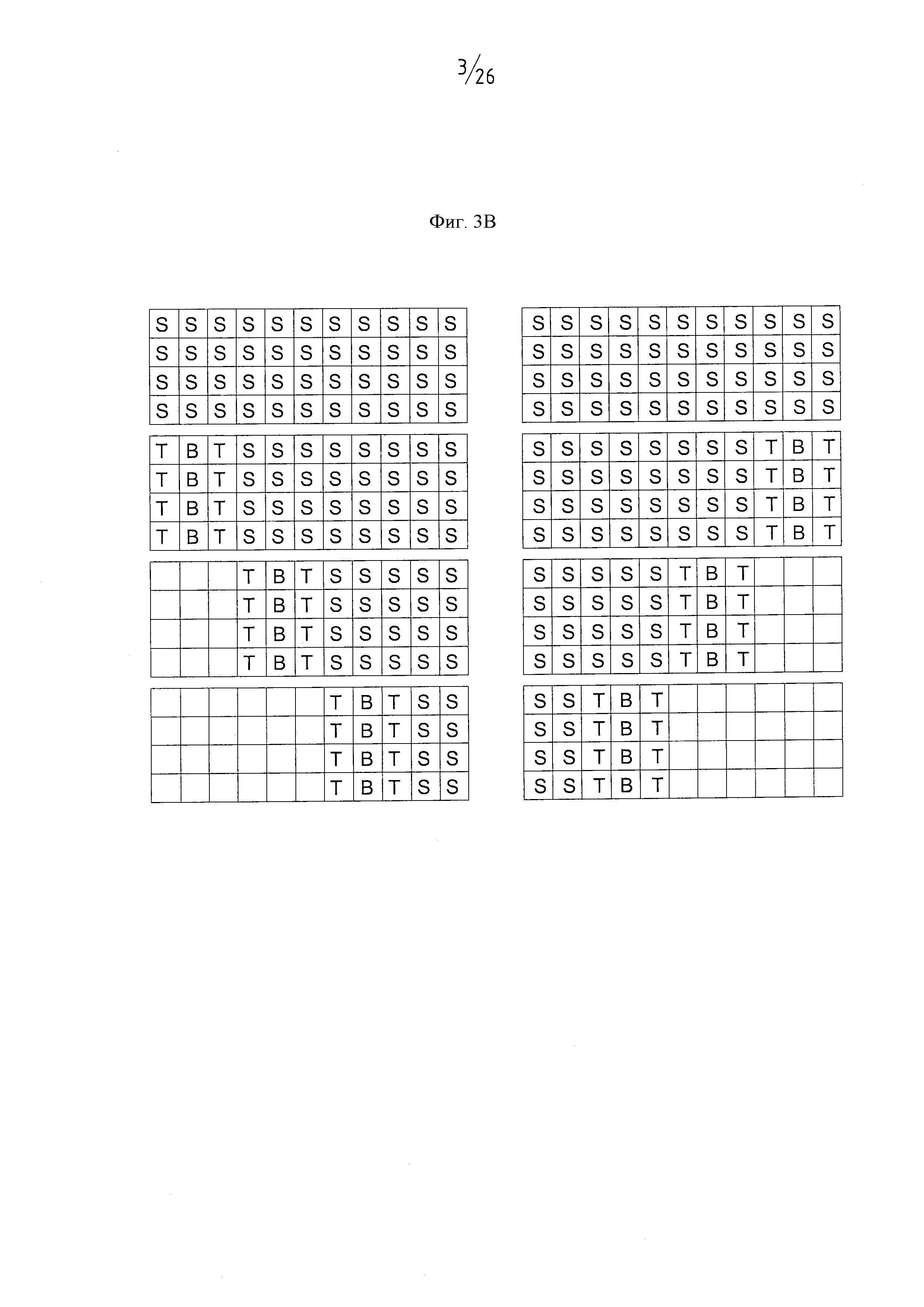
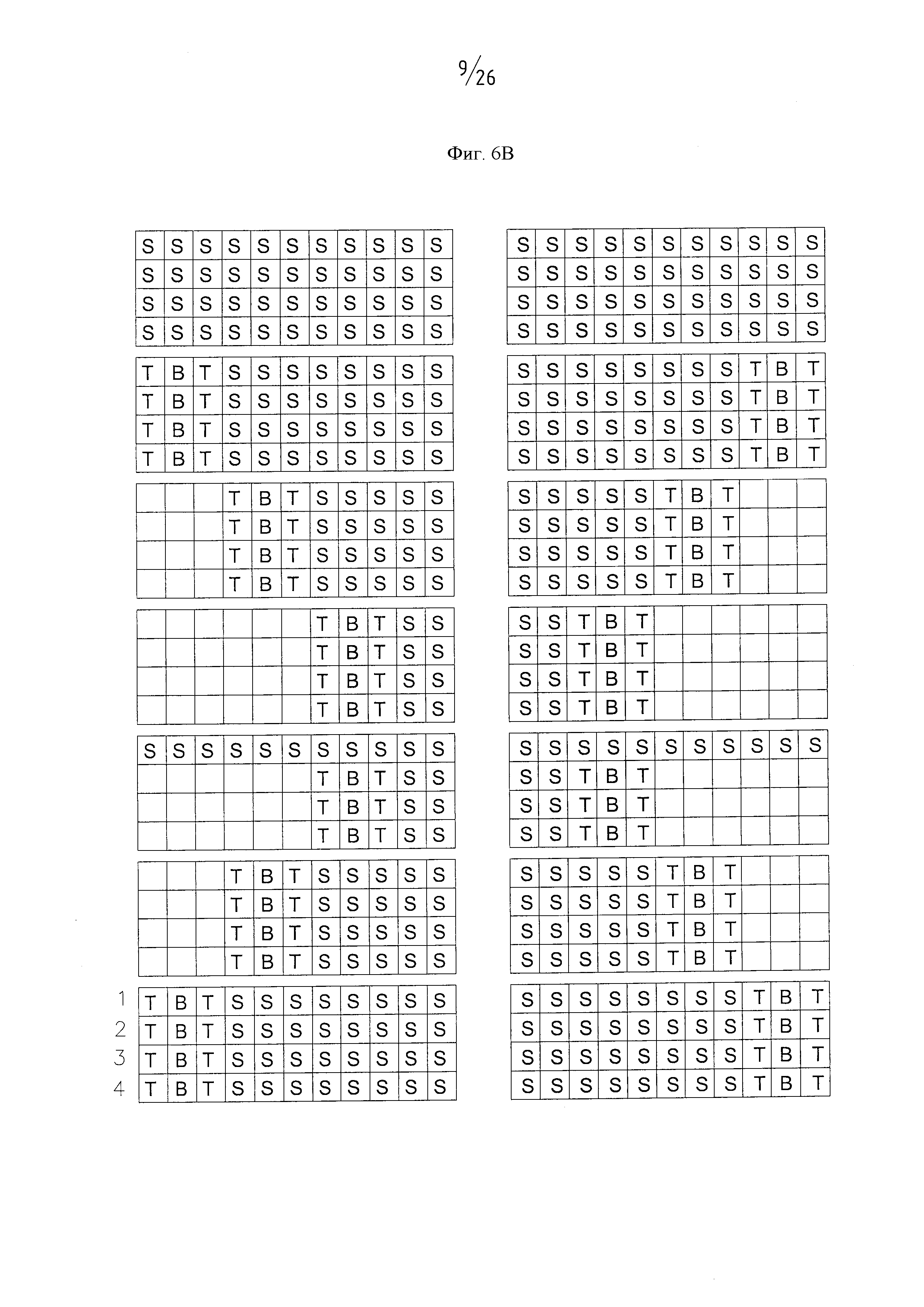
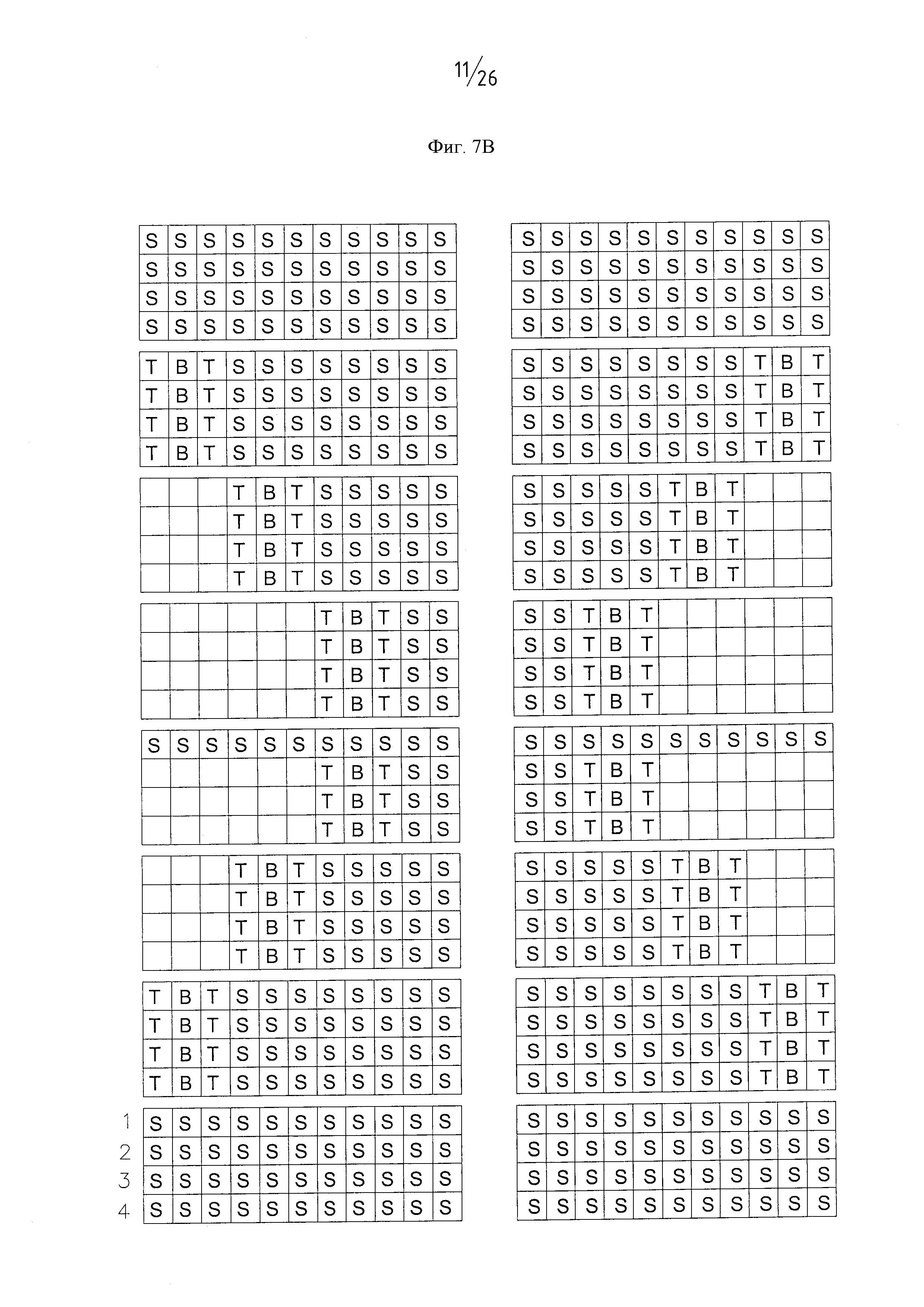
Вдоль области, показанной на фиг. 3А-7А, расположены концы петельных рядов. На фиг. 3А-7А центральная область полотна удалена, как показано центральным разрывом I, так что показаны только две концевые области неполных рядов. На фиг. 3В-7В схематично показано управление иглами для получения полотна, представленного на фиг. 3А-7А. В соответствии с известной формой представления, на этих чертежах буквы S, Τ и В обозначают положение, занимаемое иглами круглой игольницы при последовательных оборотах игольного цилиндра. S указывает, что соответствующая игла приведена в неиспользуемое положение, т.е. она вынута из сформированной петли и подготовлена для захвата нити при следующем обороте. Τ обозначает, что соответствующая игла переведена в положение удержания, в котором она удерживает сцепленную нить и останавливает формирование петли, а В обозначает, что соответствующая игла переведена в нижнее положение, не сцепляется с нитью и не формирует петель.
На фиг. 3А показан последний полный петельный ряд 23, определяющий конец первого этапа вязания для формирования первой трубчатой детали 3 для ноги. Петельный ряд 23 сформирован с использованием всех игл А, которыми снабжен игольный цилиндр машины. Следует понимать, что на фиг. 3А, а также на остальных чертежах, полотно показано на плоскости; кроме того, отрезанные концы петель, представленные на правой стороне каждого чертежа, предусмотрены, как соединенные с соответствующими концами петель на левой стороне.
Вязание последнего петельного ряда 23 и предыдущих петельных рядов, обозначенных в целом 3 на фиг. 3А-7А, обычно происходит при непрерывном вращении игольного цилиндра.
Со ссылкой на фиг. 3А при обороте после оборота, при котором сформирован последний петельный ряд 23, создаются неполные петельные ряды, число которых равно числу подающих устройств машины, равное четырем в показанном примере. Эти четыре петельных ряда короче (т.е. они сформированы с меньшим числом петель), чем петельный ряд 23. F1, F2, F3 и F4 обозначают четыре нити с четырех подающих устройств, формирующих эти первые четыре неполных петельных ряда. Поскольку игольный цилиндр совершает непрерывное вращательное движение, нити F1-F4 отрезаются в начале и в конце соответствующих четырех петельных рядов, которые они формируют. В конце четырех петельных рядов, образованных нитями F1-F4, концы этих нитей удерживаются посредством группы концевых игл, выбранных соответствующим образом и перемещающихся для этой цели.
В показанном примере неполные петельные ряды, образованные нитями F1-F4 на фиг. 3А, содержат на шесть петель меньше, чем последний полный петельный ряд 23. Нити F1-F4 оканчиваются на концах соответствующих неполных петельных рядов в соответствии с соответствующими группами из трех игл, обозначенных A1, А2 и A3 для обоих концов набора из четырех неполных петельных рядов, сформированных нитями F1-F4. В других вариантах осуществления уменьшение длины петельных рядов может происходить с другим изменением числа игл, например, с бездействием четырех вместо трех игл на каждом конце неполных петельных рядов. Уменьшение числа рабочих игл на 3+3 при каждом обороте особенно предпочтительно, поскольку это позволяет, с одной стороны, эффективно удерживать отрезанные концы нитей и, с другой стороны, достаточно постепенно уменьшать длину петельных рядов, чтобы сформировать действительно широкие карманы 17, 19 полотна.
В некоторых вариантах осуществления иглы A1, А2 и A3 на каждом конце четырех неполных петельных рядов, образованных нитями F1-F4, могут находиться в положении удержания, как показано для игл A1 и A3 на фиг. 3А. Иглы A1, A3 практически приведены в такое положение, что они удерживают петли (обозначенные М23), образованные ими в петельном ряду 23 и удерживают нити F1-F4, подаваемые при последующем повороте игольного цилиндра, без формирования петель. Это положение игл A1, A3 называется положением "удержания". В некоторых вариантах осуществления иглы А2 также могут приводиться в положение удержания, аналогично иглам A1, A3.
Однако в примере, показанном на фиг. 3А, промежуточные иглы А2 каждой тройки игл A1, А2, A3 на концах неполных петельных рядов, образованных нитями F1-F4, находятся в нижнем положении. Они удерживают петлю М23, сформированную при предыдущем обороте и относящуюся к петельному ряду 23, но не удерживаемую нитями F1-F4, подаваемыми при последующем обороте, во время которого эти нити F1-F4 формируют первые четыре неполных петельных ряда. Поэтому, в соответствии с иглами А2 имеются четыре настилочных петли.
На схеме на фиг. 3В показано управление соответствующими иглами, причем S обозначает управление для переноса иглы в неиспользуемое положение для формирования соответствующей петли, Τ обозначает управление для переноса соответствующей иглы в положение удержания, и В обозначает управление для переноса иглы в нижнее положение.
Как показано на фиг. 3А, следующий полный оборот игольного цилиндра вызывает формирование дополнительного набора из четырех неполных петельных рядов посредством нитей F5, F6, F7 и F8. Нити F5-F8 фактически поступают с тех же подающих устройств, с которых поступали нити F1-F4; поэтому они практически состоят из других сегментов той же самой нити, т.е. нить F5 является сегментом нити F1 и т.д.
Четыре петельных ряда, сформированные нитями F5-F8, короче, чем четыре петельных ряда, сформированные нитями F1-F4, поскольку тройка игл А4-А6 выведена из работы в соответствии с каждым из двух концов этих четырех петельных рядов. Иглы A4 и А6 находятся в положении удержания, в то время как иглы А5 находятся в нижнем положении, аналогично уже описанному со ссылкой на тройки игл A1-A3, а также по тем же соображениям.
При следующем обороте тройки игл А7, А8 и А9 выводятся из работы на противоположных концах следующей серии из четырех неполных петельных рядов. Иглы А7, А9 находятся в положении удержания, иглы А8 - в нижнем положении. Каждая игла А7-А9 удерживает последнюю петлю, сформированную при предыдущем обороте.
Этот способ формирования петельных рядов постепенно уменьшающейся длины продолжается до формирования петельного ряда RM17 минимальной длины, схематично показанного на фиг. 3А. Следует отметить, что фактически число уменьшающихся петельных рядов значительно больше, чем схематично показано на фиг. 3А просто для пояснения способа формирования карманов 17 и 19.
По существу, начиная с формирования последнего полного петельного ряда 23 посредством непрерывного вращения игольного цилиндра и постепенного исключения игл из работы, формируются неполные петельные ряды постепенно уменьшающейся длины с нитями, выходящими с подающих устройств машины и отрезанными в соответствии с концами каждого неполного петельного ряда и удерживаемыми посредством подходящего выбора концевых игл в соответствии с каждым набором из четырех постепенно уменьшающихся петельных рядов.
В то время как продолжается непрерывное вращение игольного цилиндра, для формирования различных петельных рядов уменьшающейся длины, иглы A1-A3, А4-А6, А7-А9, которые постепенно переводятся в положение удержания или нижнее положение, остаются в этом положении, пока не будет полностью связан участок 17D кармана 17, и они постепенно не вернутся к работе, формируя участок 17С кармана 17, как будет пояснено со ссылкой на последующие чертежи 4А-7А.
В некоторых вариантах осуществления, когда участок 17D кармана 17 полностью связан с формированием последнего петельного ряда RM17 минимальной длины, может быть выполнен следующий оборот игольного цилиндра, во время которого нить с одного подающего устройства формирует полный круговой петельный ряд, в то время как нить с остальных трех подающих устройств может обеспечивать вязание трех неполных петельных рядов с длиной, равной длине последних четырех петельных рядов, сформированных во время предыдущего оборота, т.е. с длиной, равной длине петельного ряда RM17.
Этот необязательный этап лучше показан на фиг. 4А. На этом чертеже F1, F2, F3 и F4 также обозначают четыре нити от четырех подающих устройств, формирующих петли во время первого оборота игольного цилиндра после поворота, при котором сформированы петельные ряды RM17 минимальной длины. Этот оборот практически является промежуточным этапом: заканчивая этап вязания участка 17D и начиная этап вязания участка 17С. Во время этого оборота управление иглами осуществляется таким образом, чтобы нить F1 создавала полный петельный ряд, в то время как нити F2-F4 формируют неполные петельные ряды той же самой длины, что и у петельных рядов RM17.
Как показано на фиг. 4А, нити с трех подающих устройств (нити F2, F3 и F4) формируют три неполных петельных ряда той же длины, что и длина предыдущих четырех петельных рядов, т.е. петельные ряды, сформированные при предыдущем обороте цилиндра, в то время как одна из четырех нитей, нить F1 в показанном примере, подается на все иглы игольницы, включая тройку игл А7-А9, А4-А6, A1-A3 на каждом из двух концов сформированных ранее неполных петельных рядов. Нить F1 вывязывается этими иглами, которые ранее были выведены из работы (в положение удержания или нижнее положение), формируя последовательность петель MI, образующих полный петельный ряд. Эти петли MI вывязываются с концевыми петлями, удерживаемыми одной тройкой игл, которые были постепенно выведены из работы на предыдущем этапе вязания участка 17D кармана 17. Например, иглы А7 и А9 двух троек игл, которые расположены на концах четырех неполных петельных рядов, сформированных во время предыдущего оборота цилиндра, сформированы с соответствующей петлей MI, связанной с четырьмя петлями, сформированными посредством четырех подающих устройств во время предыдущего поворота. Игла А2 формирует петлю MI с нитью F1, которая связана с петлей, сформированной при предыдущих двух оборотах той же самой иглой по отношению к последнему обороту игольного цилиндра и т.д. Петли М23, удерживаемые иглами A1, А2, A3, вывязываются с нитью F1, с которой иглы A1-A3 также образуют соответствующие петли MI. Поскольку в показанном примере промежуточные иглы каждой тройки (например, иглы А2, А5 и А8) удерживались в нижнем положении и не в положении удержания, в соответствии с ними формируются настилочные петли Ff.
S, Τ, и В на фиг. 4В схематично указывают органы управления для подъема и опускания игл, участвующих в этой операции.
В некоторых вариантах осуществления описанный выше этап формирования полного петельного ряда может быть опущен. В других вариантах осуществления можно сформировать более одного полного петельного ряда, как показано со ссылкой на фиг. 4А, например, при более чем одном обороте игольного цилиндра, или сформировать полный петельный ряд не с одной, а с двумя нитями (т.е. двумя подающими устройствами).
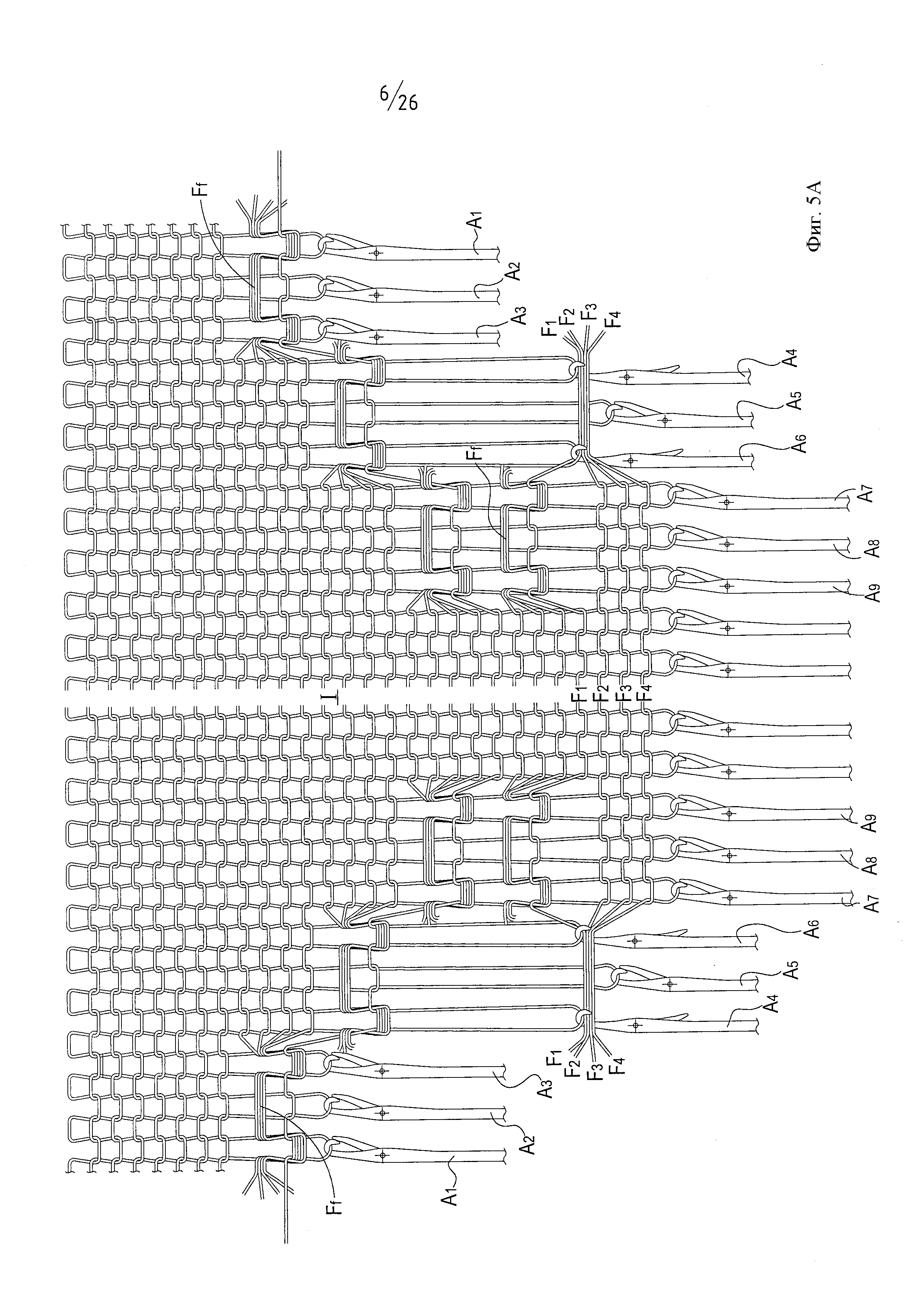
На фиг. 5А показан последующий цикл, при котором, когда завершен новый оборот игольного цилиндра, сформированы первые четыре петельных ряда увеличивающейся длины. Более конкретно, четыре подающих устройства формируют новый набор из четырех неполных петельных рядов, которые в этом примере обладают длиной на шесть петель больше, чем длина петельных рядов, сформированных нитями F2-F4 во время предыдущего оборота. Нить F1 с первого подающего устройства зацепляется иглами А9, А8 и А7, вывязывая эту нить F1 с петлями, которые ранее удерживались этими иглами. Поскольку иглы А9 и А7 находятся в положении удержания, они связывают нить F1 с четырьмя нитями, удержанными во время предыдущего поворота. Игла А8, которая находится в нижнем положении, связывает нить F1 только с одной петлей. Таким образом, нить F1 соединяется с концевыми петлями, сформированными за счет сформированных ранее неполных петельных рядов. Нити F2-F4 с остальных четырех подающих устройств формируют петли аналогичным образом. Обеспечение, в каждой тройке игл, которые не работают, на концах неполных петельных рядов иглы в нижнем положении вместо положения удержания, позволяет получить трикотажное полотно тоньше в соответствии с линиями L17 и L19.
На следующих чертежах 6А и 7А показано, как посредством последующих оборотов игольного цилиндра формируются наборы из четырех неполных петельных рядов, каждый набор сформирован четырьмя нитями F1-F4 от четырех подающих устройств, с которыми предусмотрена машина, постепенно увеличивающейся длины. На обоих чертежах F1-F4 обозначают нити от четырех подающих устройств, формирующие последний набор из четырех неполных петельных рядов во время поворота, представленного на каждом чертеже.
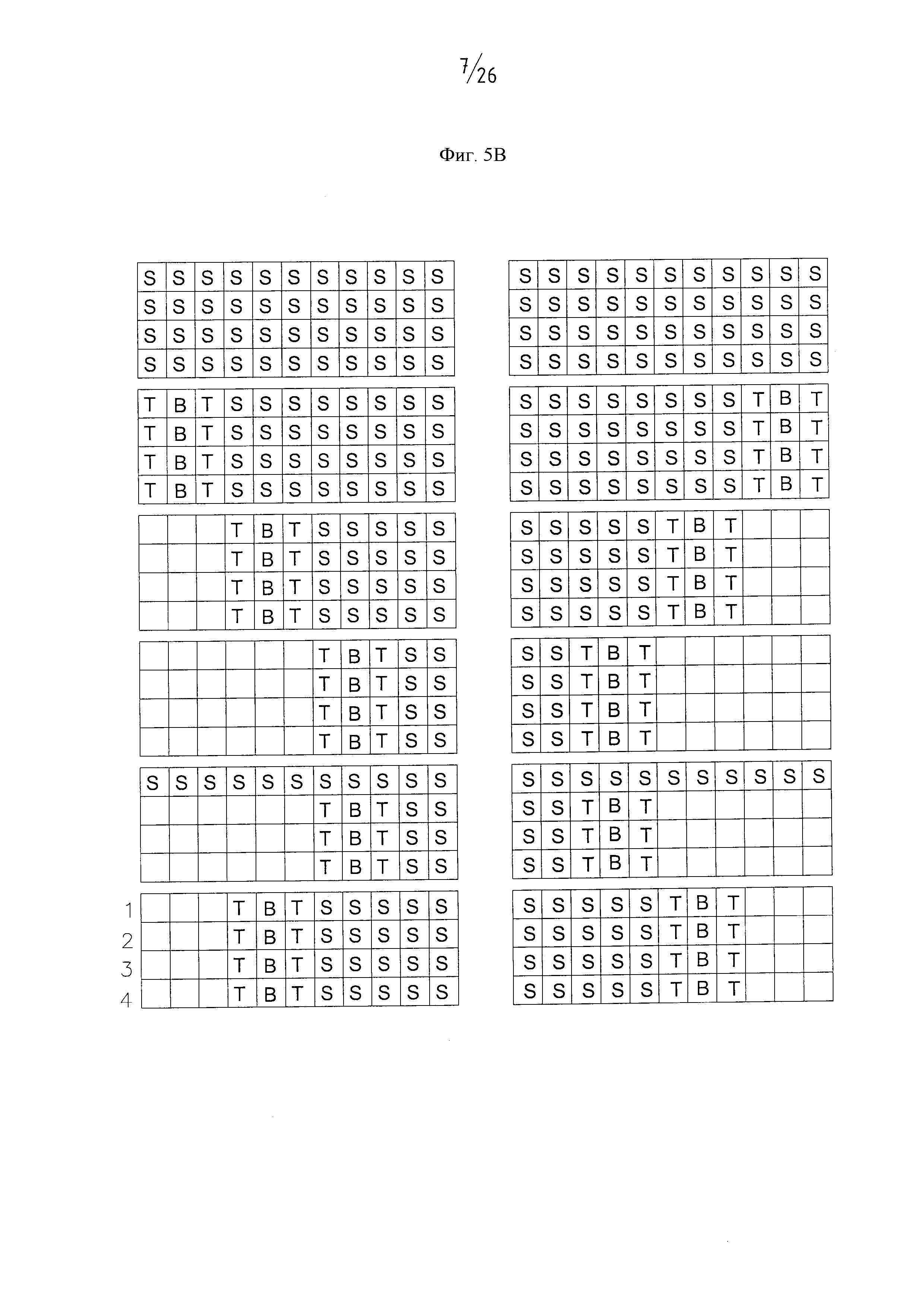
Способ продолжается до получения полного петельного ряда 25, содержащего последний петельный ряд участка 17С кармана 17 полотна. При каждом последующем обороте сформированные петельные ряды присоединяются, посредством нити от одного из четырех подающих устройств, к петлям, удерживаемым двумя тройками концевых игл, набора из четырех предыдущих петельных рядов. Каждому чертежу 5А-7А соответствует соответственный чертеж 5В-7В, схематично показывающий управление иглами, вновь включаемыми в работу, с использованием тех же самых символов, что и ранее: S- игла в нерабочем положении, Т- игла в положении удержания, В- игла в нижнем положении.
Из последовательных чертежей 3А-7А очевидно, как можно создать карман 17 с двумя участками 17D уменьшающихся петельных рядов и 17С увеличивающихся петельных рядов посредством формирования серии неполных петельных рядов постепенно уменьшающейся длины и последующей серии неполных петельных рядов постепенно увеличивающейся длины, оторвав нить, подаваемую с различных подающих устройств, на концах каждого петельного ряда и соединив концы увеличивающихся петельных рядов с концами уменьшающихся петельных рядов, временно удерживаемыми иглами в нижнем положении и иглами в положении удержания на конце каждого неполного петельного ряда.
Карман 19 полотна изготовлен зеркально, начиная от участка 19D уменьшающихся петельных рядов с последующим формированием участка 19С увеличивающихся петельных рядов. Между формированием кармана 17 и формированием кармана 19 при непрерывном движении игольного цилиндра производится трубчатый центральный участок 15 корпусной детали.
В вариантах осуществления, описанных со ссылкой на фиг. 3А-7А; 3В-7В, при формировании уменьшающихся и увеличивающихся неполных петельных рядов, и при формировании кармана 17, и при формировании кармана 19, число игл, выведенных из работы для получения уменьшения, а затем увеличения, равно шести, по три иглы на каждом конце соответствующих петельных рядов. Это означает, что на каждом этапе (оборот игольного цилиндра) для уменьшения или увеличения числа вывязанных петель для каждого петельного ряда, три иглы на каждом конце петельного ряда выводятся из работы или вводятся в работу. С одной стороны, это обеспечивает, чтобы петли неполных петельных рядов не отсоединились, и, с другой стороны, позволяет сформировать широкие боковые карманы полотна.
Действительно, благодаря непрерывному вращению в начале и в конце формирования каждого неполного петельного ряда соответствующая нить будет отрезана, как показано на фиг. 3А-7А. Поэтому концы каждой нити должны удерживаться, чтобы не допустить распускания изделия или предмета одежды. Это достигается посредством закрепления, осуществляемого петлями, которые на следующем этапе работы, будут сформированы тремя иглами на конце каждого неполного петельного ряда. Например, концы нитей, обозначенных Fa, Fb, Fc, Fd на фиг. 4А, сцепляются петлями, сформированными с нитью F1, иглами А7, А8, А9 на обоих концах неполных петельных рядов.
Трех игл и, тем самым, сформированных соответствующих трех петель, достаточно для удержания концов отрезанных нитей. Большее число игл, выведенных из работы или введенных в работу при каждом обороте, не дает существенных преимуществ с точки зрения способности не распускаться отрезанных нитей, но будет приводить к более быстрому уменьшению (и последующему увеличению) длины неполных петельных рядов с формированием меньших карманов, которые, следовательно, менее эффективны с точки зрения улучшения прилегания предмета одежды или изделия.
В показанном варианте осуществления, в каждой тройке игл, временно выведенных из работы для выполнения уменьшения, центральная игла переведена в нижнее положение (см., например, иглу А2, иглу А5, иглу А8), в то время как две соседние иглы (см. иглы A1, A3 или иглы A4, А6 или иглы А7, А9) переводятся в положение удержания. Как уже отмечено, таким образом формируются настилочные петли (Ff) в соответствии с промежуточными иглами из каждой тройки. Это позволяет эффективно закрепить концы отрезанных нитей, поскольку они закрепляются посредством трех петель на каждом конце. Это также позволяет облегчить структуру полотна, поскольку промежуточные иглы не формируют петли с набором из четырех нитей.
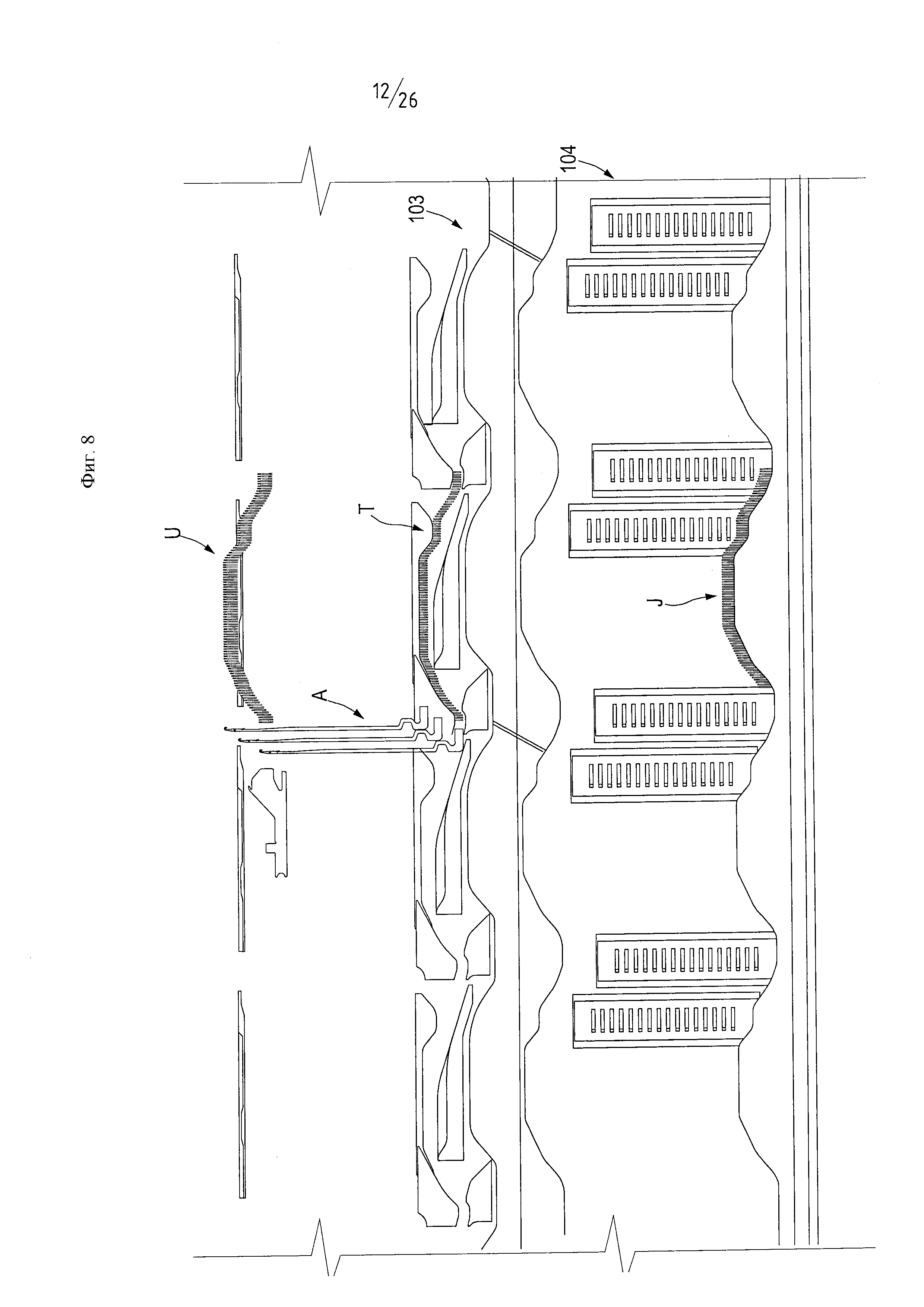
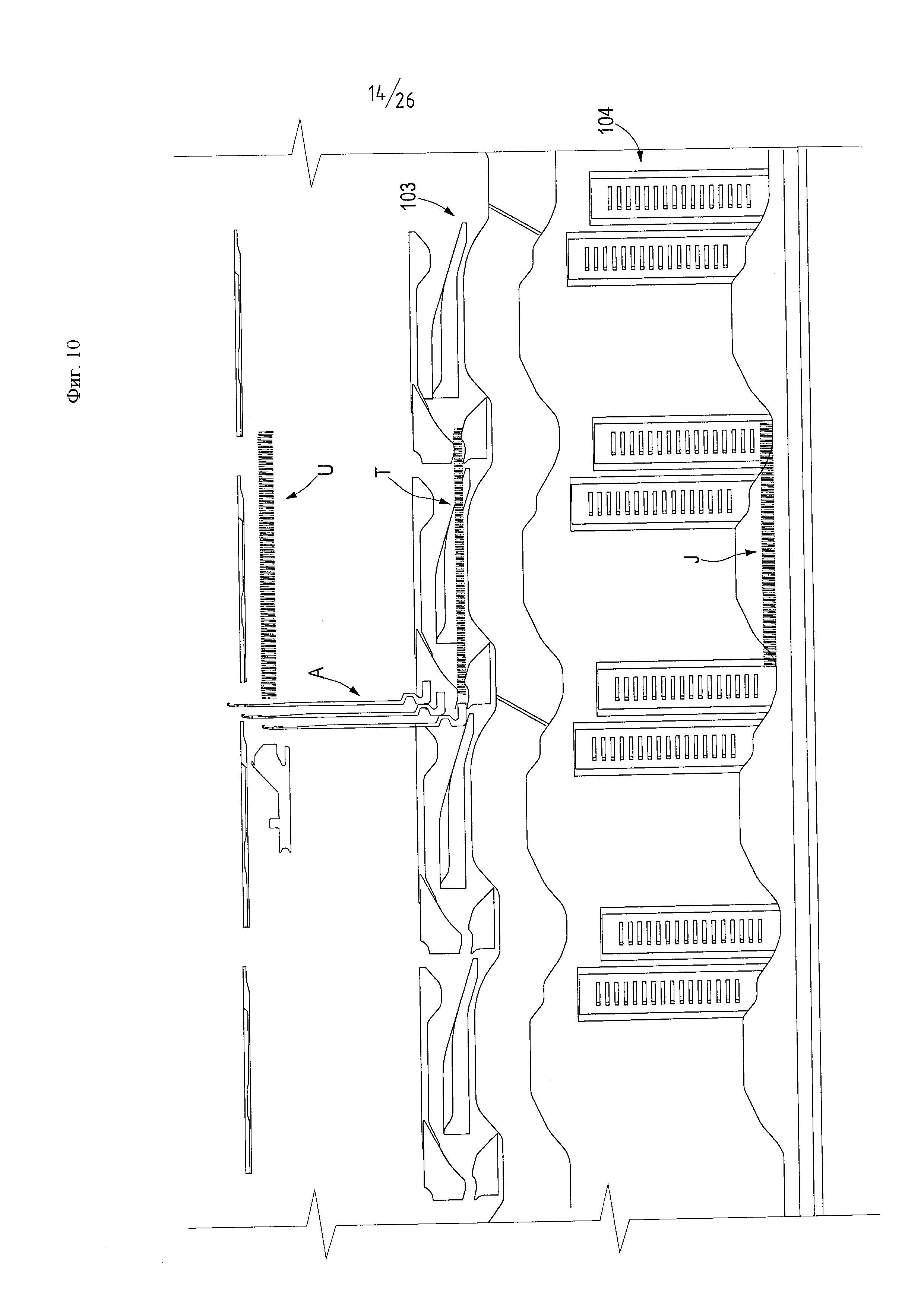
На фиг. 8, 9 и 10 показан вид в плане замков с четырьмя подающими устройствами, которыми снабжена машина, и с указанием траектории, по которой следуют иглы, выведенные из работы, в положении удержания и на нижнем уровне, соответственно.
Более конкретно, на фиг. 8 показана траектория крючков U и язычков Τ выведенных из работы игл, т.е. игл, формирующих петли. J указывает траекторию язычков направителей (не показаны).
Аналогичным образом, на фиг. 9 показана траектория крючков U и язычков Т, а также направителей J, игл в положении удержания, т.е. игл, которые, удерживают отрезанные нити на противоположных концах неполных петельных рядов после формирования каждого неполного петельного ряда.
На фиг. 10 показана траектория крючков U, язычков Τ и направителей J игл, переведенных на нижний уровень на каждом конце неполных петельных рядов, формирующих карманы полотна.
В описанном выше способе предполагается, что изделие или предмет одежды изготавливается с корпусной деталью и двумя деталями для ног, выходящими с кругловязальной машины в полностью сомкнутом состоянии, т.е. без отверстий для надевания предмета одежды, и снабженными, что возможно в некоторых случаях, отверстиями на концах деталей для ног. Отверстие по талии для надевания предмета одежды делается после того, как предмет одежды вынут из машины, путем отрезания вдоль линии 13 и наложения прорезиненного борта 11 по известным способам.
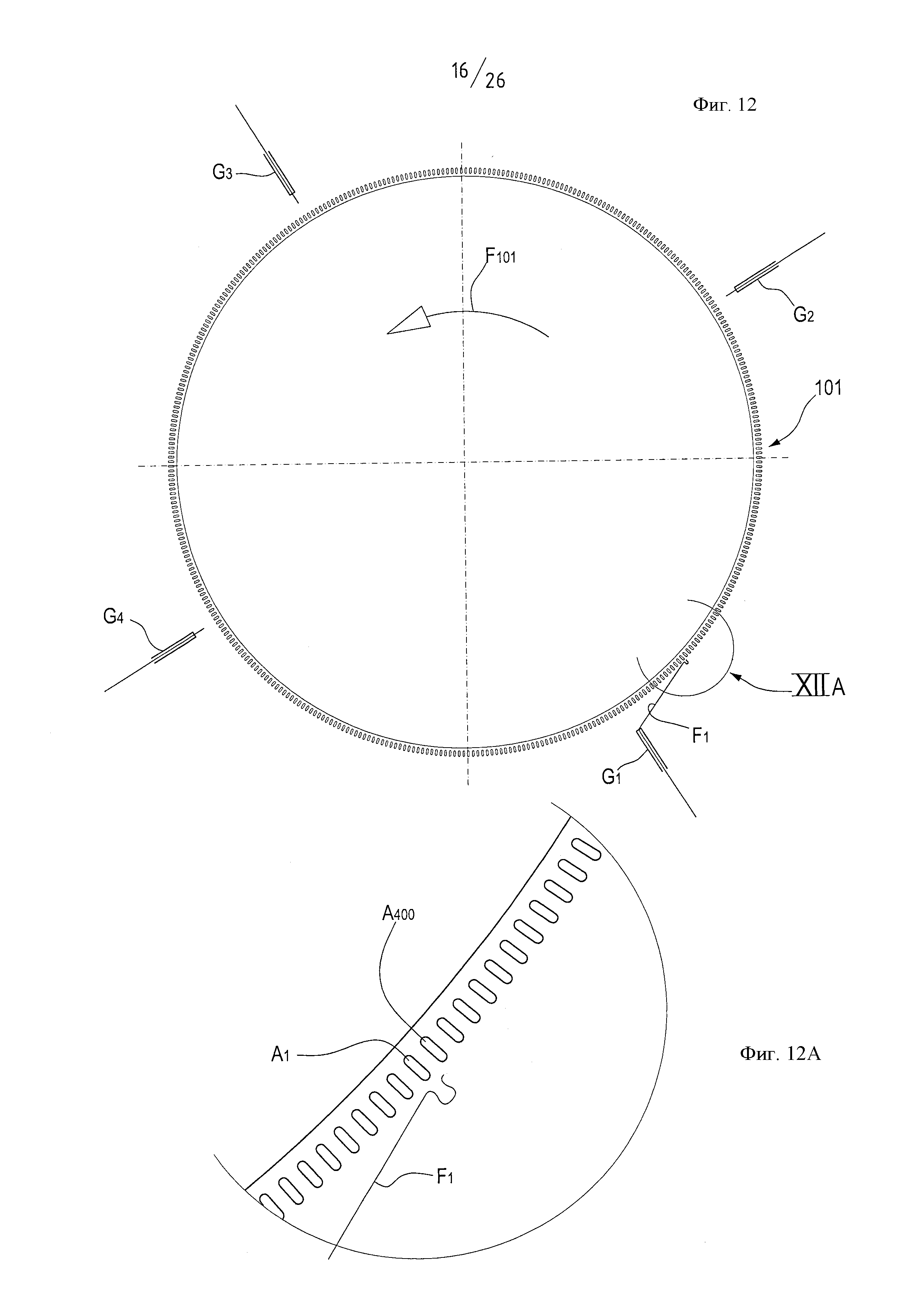
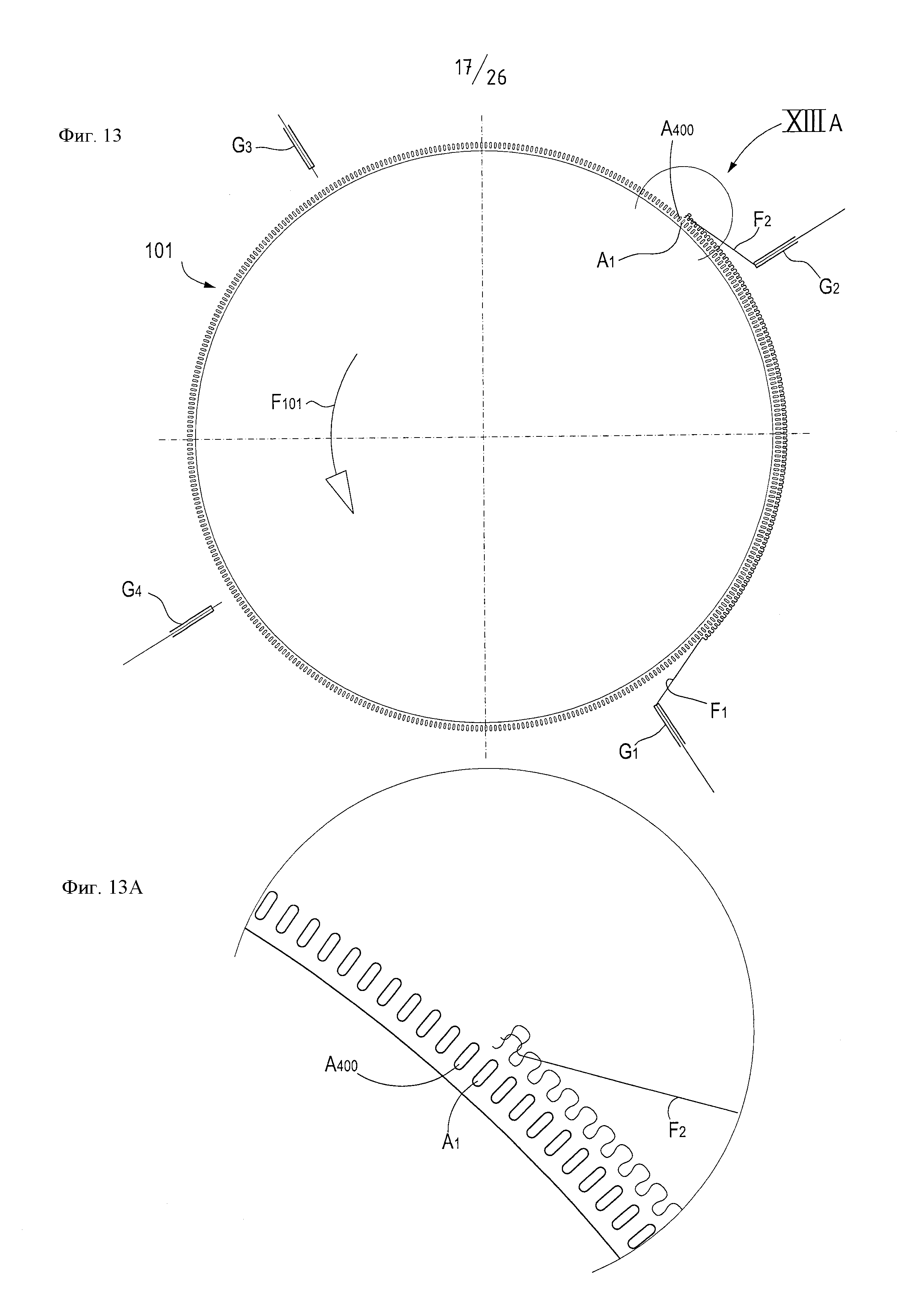
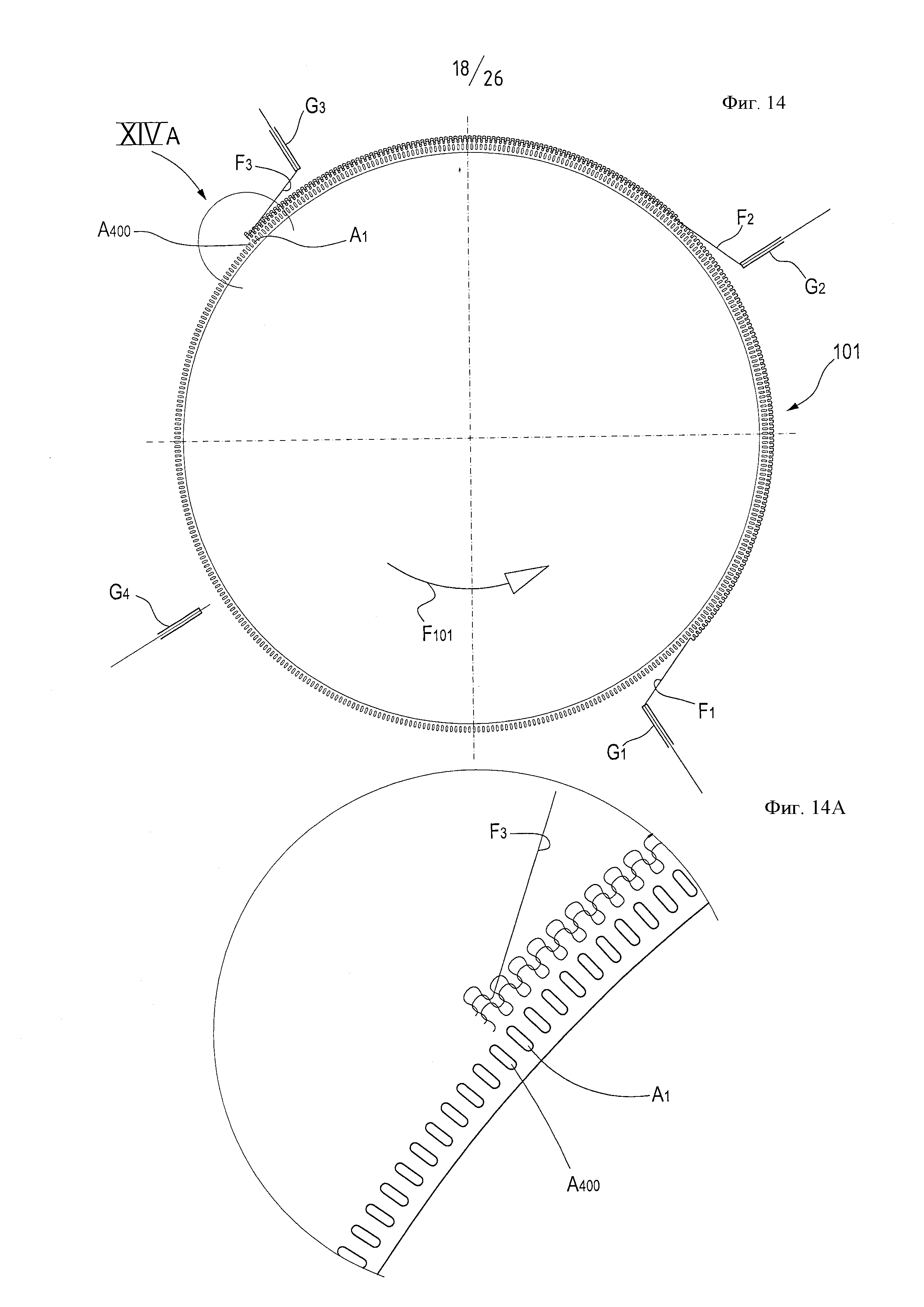
Однако в предпочтительном варианте осуществления можно получить отверстие 13 в трикотажном полотне, сформированное на кругловязальной машине при вязании корпусной детали 7. На фиг. 12-22 показан вариант осуществления способа изготовления этого отверстия. На каждом из чертежей 12А, 13А, 14А, 15А, 16А, 17А, 18А, 19А, 20А и 21А показано увеличение соответствующей области, обозначенной А на соответствующем чертеже 12, 13, 14, 15, 16, 17, 18, 19, 20, 21.
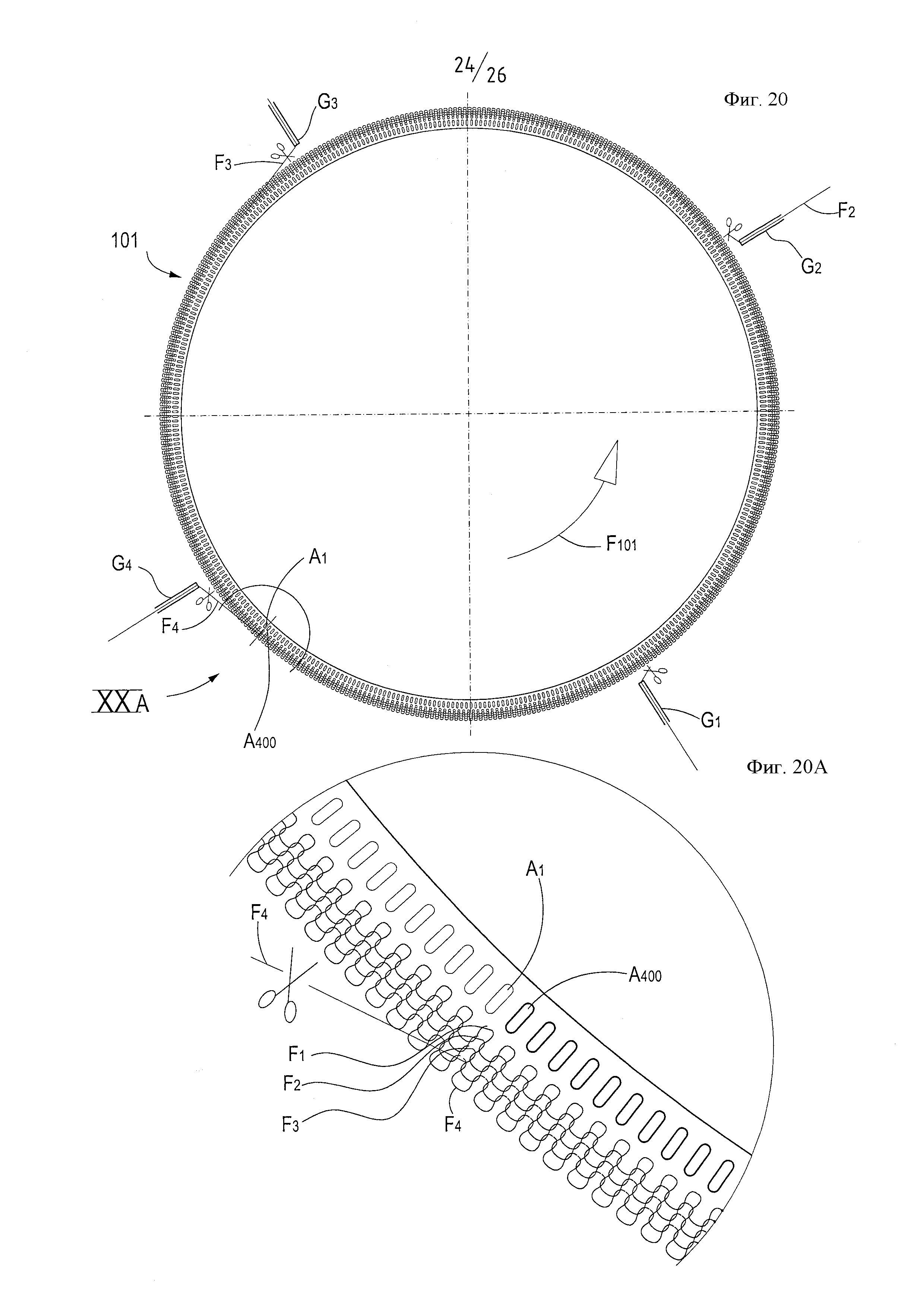
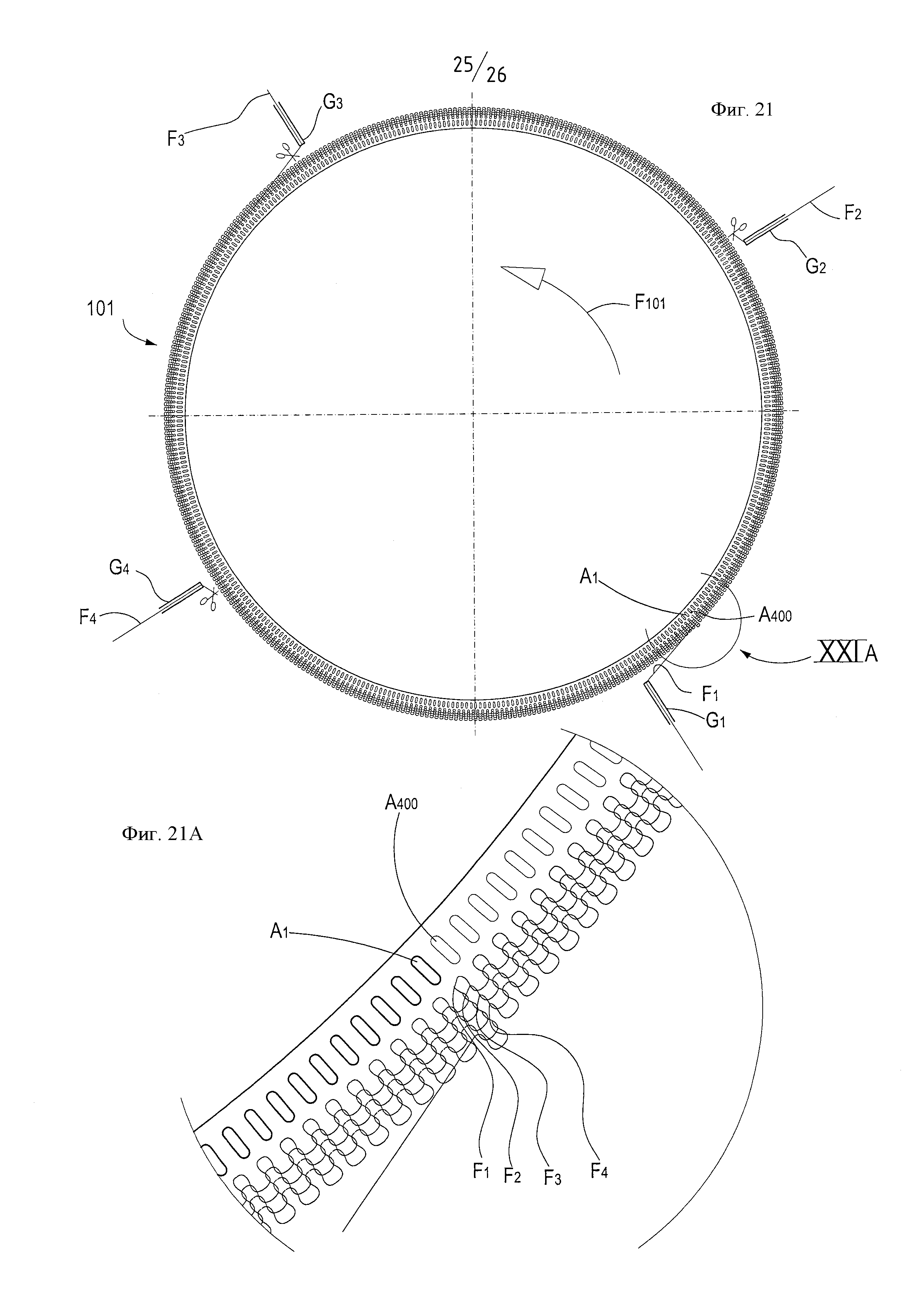
На фиг. 12-21 схематично показан вид сверху круглой игольницы, смонтированной на игольном цилиндре 101, вращающемся по стрелке F101. В показанном примере 400 предусмотрены иглы, причем A1 обозначает одну из этих игл, упомянутую, как первая игла, и А400 обозначает иглу, соседнюю с ней, выше по ходу операции относительно иглы A1 в направлении вращения игольного цилиндра 101, упомянутую, как последняя игла. G1, G2, G3, G4 обозначают четыре нитенаправителя, каждый из которых подает соответствующую нить, обозначенную F1, F2, F3 и F4, соответствующую четырем подающим устройствам, которыми снабжена машина в этом примере варианта осуществления.
Следующее описание последовательности чертежей 12-21 относится только к операции формирования отверстия 13 корпусной детали 7 во время вязания на круговой машине. Остальные операции формирования уменьшения и увеличения соответствующих боковых карманов 17 и 19 не описаны повторно, поскольку они выполняются, как уже пояснено в описании выше.
Отверстие 13 может быть получено, например, только на центральном участке 15 корпусной детали, сформированной круговым полотном, или частично только в боковых участках 17 и 19, образующих карманы полотна, образованные увеличением и уменьшением, как указано выше. В основном, отверстие 13 получено в симметричном положении корпусной детали 7, т.е. в симметричном положении по отношению к срединной или переднезадней плоскости. Отверстие может быть также перемещено вперед или назад, предпочтительно вперед, чтобы было больше полотна в области ягодиц. Как будет очевидно по следующему описанию, положение отверстия может быть легко установлено и модифицировано, просто за счет выбора игл.
Из соображений простоты далее в описании отверстие расположено центрально и симметрично.
В основном, отверстие 13 сформировано во время вязания корпусной детали 7 путем отрезания нитей F1-F4, подаваемых четырьмя подающими устройствами G1-G4 в соответствии с одним и тем же отверстием, чтобы создавать разрыв в полотне.
На фиг. 12, 12А показан момент, когда начинается формирование отверстия 13 в корпусной детали 7 во время вязания на круговой машине. Более конкретно, нить F1 с первого нитенаправителя или подающего устройства G1 сцепляется иглой A1, начиная формирование первого петельного ряда, соответствующего началу отверстия 13. По мере того, как игольный цилиндр, обозначенный в целом номером 101, вращается в направлении против часовой стрелки по стрелке F101 в показанном примере, формирование первого петельного ряда посредством нити F1 от подающего устройства, определяемое нитенаправителем G1, продолжается, как показано на последующих чертежах 13 и 13А. На этих чертежах игла A1 проходит положение второго нитенаправителя или подающего устройства G2, и вторая нить F2 со второго подающего устройства сцепляется иглой A1, которая начинает вязание второго петельного ряда, первая петля показана на увеличенном изображении на фиг. 13А.
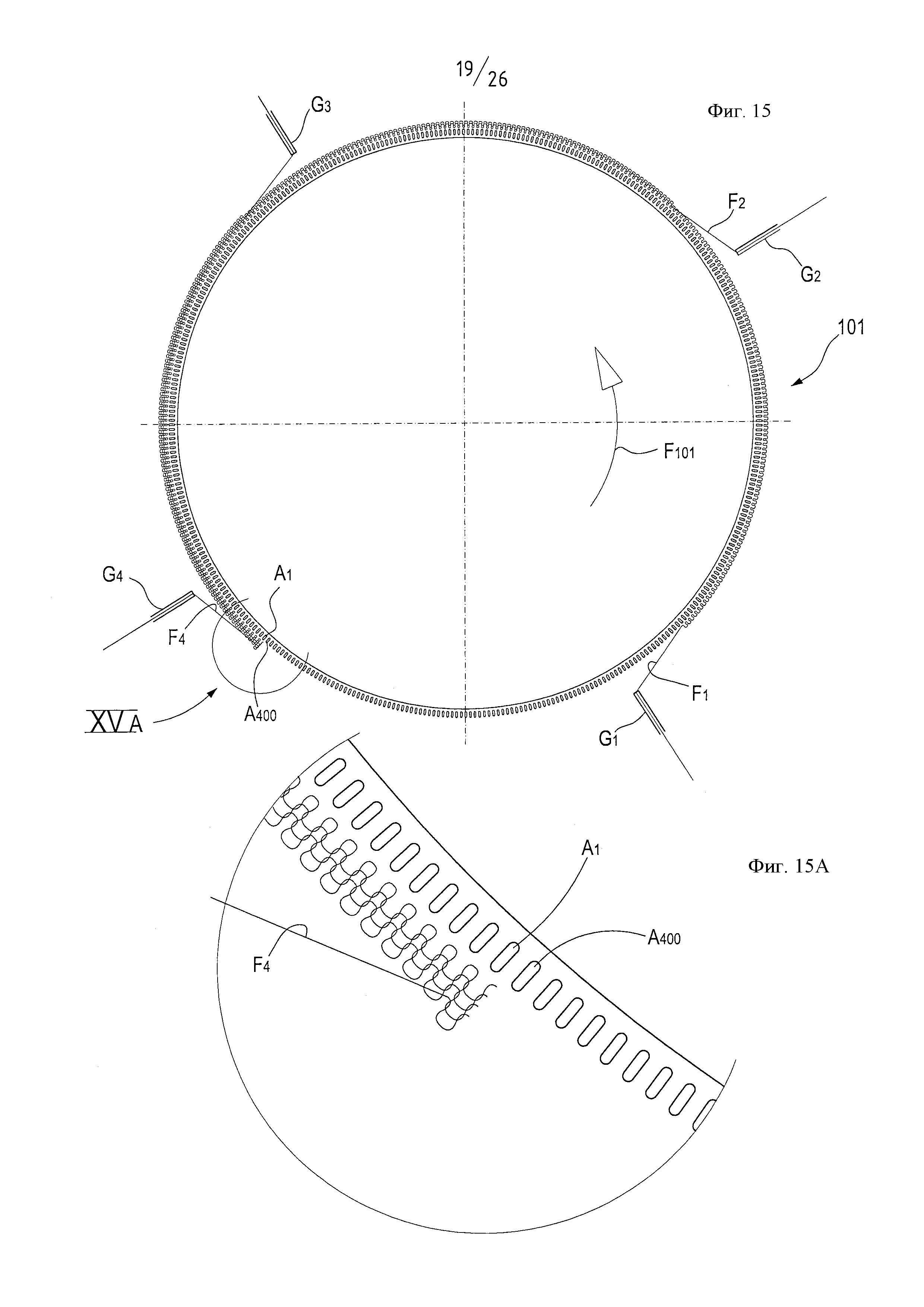
Продолжая вращение, на фиг. 14 и 14А, первая игла A1 проходит вперед относительно третьего нитенаправителя G3, включающего в себя третье подающее устройство, и начинает формировать третий петельный ряд с нитью F3 с третьего подающего устройства. Продолжая вращение по стрелке F101, как показано на фиг. 15, 15А, первая игла A1 проходит перед и за четвертый нитенаправитель G4, включающий в себя четвертое подающее устройство, и, посредством нити F4, начинает формирование четвертого петельного ряда.
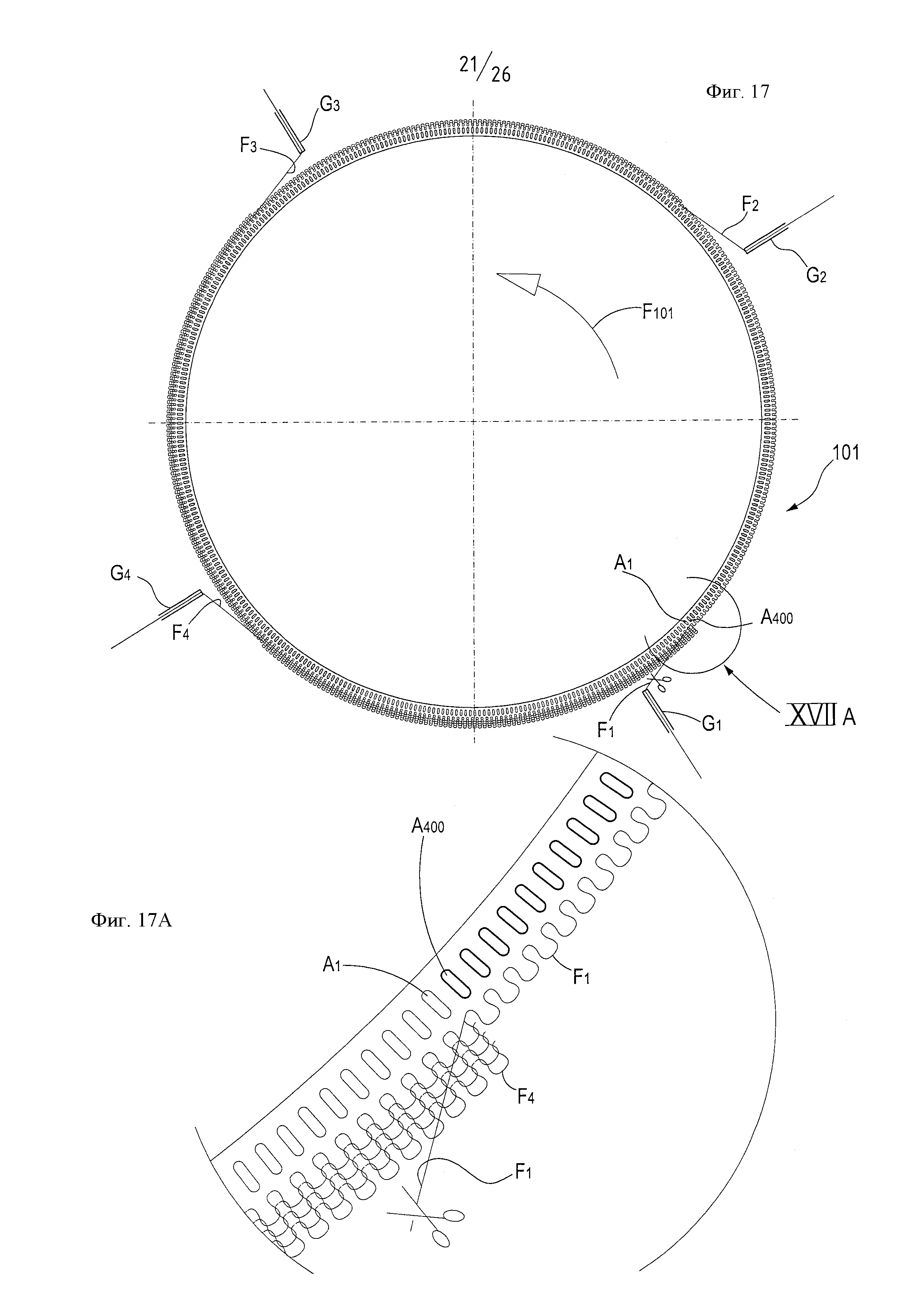
Проходя через положение, показанное на фиг. 16 и 16А, цилиндр 101 продолжает вращаться по стрелке F101 и достигает положения, показанного на фиг. 17 и 17А, в котором первая нить F1 зацепляется последней иглой А400 круглой игольницы, чтобы завершить первый петельный ряд. В этой точке нить F1 первого подающего устройства отрезается, как схематично показано ножницами, показанными на фиг. 17А. Теперь происходит разрыв полотна, что приводит к формированию отверстия 13 в готовом изделии.
Поскольку петельные ряды, сформированные посредством нитей F2, F3 и F4, поданных подающими устройствами G2, G3 и G4, все еще не полные, игольный цилиндр 101 продолжает вращаться по стрелке F101, как показано на последовательности чертежей 18, 19, 20 и 21, в то время как иглы, начиная с иглы A1, постепенно выводятся из работы по мере того, как они проходят за четвертым подающим устройством, соответствующим четвертому нитенаправителю G4.
Продолжая это вращение, иглы А1-А400 продолжают вращаться перед нитенаправителями G1-G4, пока, как показано на фиг. 21 и на увеличенном виде на фиг. 21А, формирование четвертого петельного ряда не будет завершено посредством нити F4 с четвертого подающего устройства, соответствующего четвертому нитенаправителю G4.
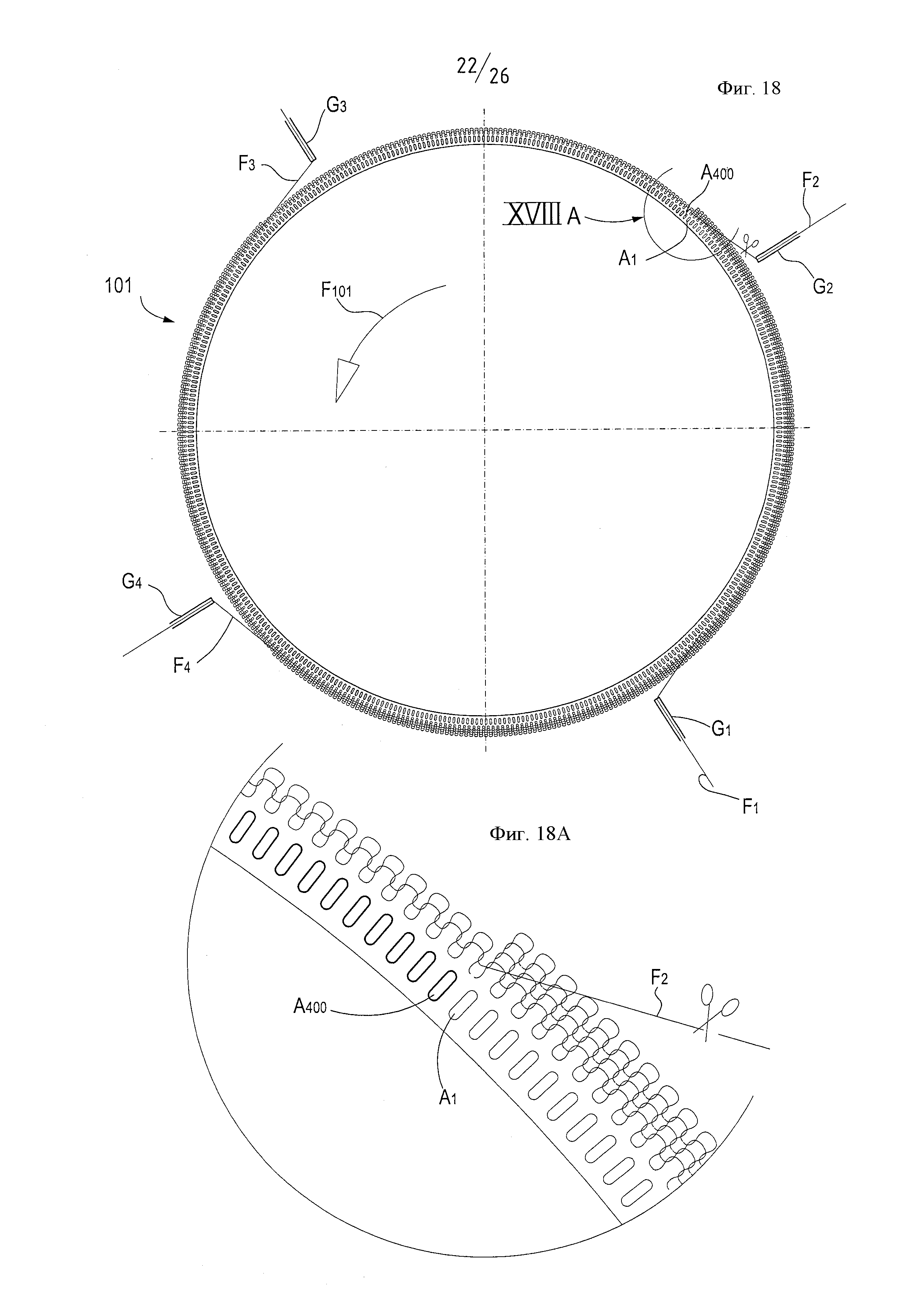
По мере того, как игла А400 проходит перед подающими устройствами G2, G3 и G4, нити F2, F3 и F4 отрезаются. Например, на фиг. 18 и на увеличенном виде на фиг. 18А показан этап, на котором 400-ая игла А400 проходит перед нитенаправителем G2, заканчивая второй петельный ряд, так что вторая нить F2 может быть отрезана, как схематично представлено ножницами на фиг. 18А.
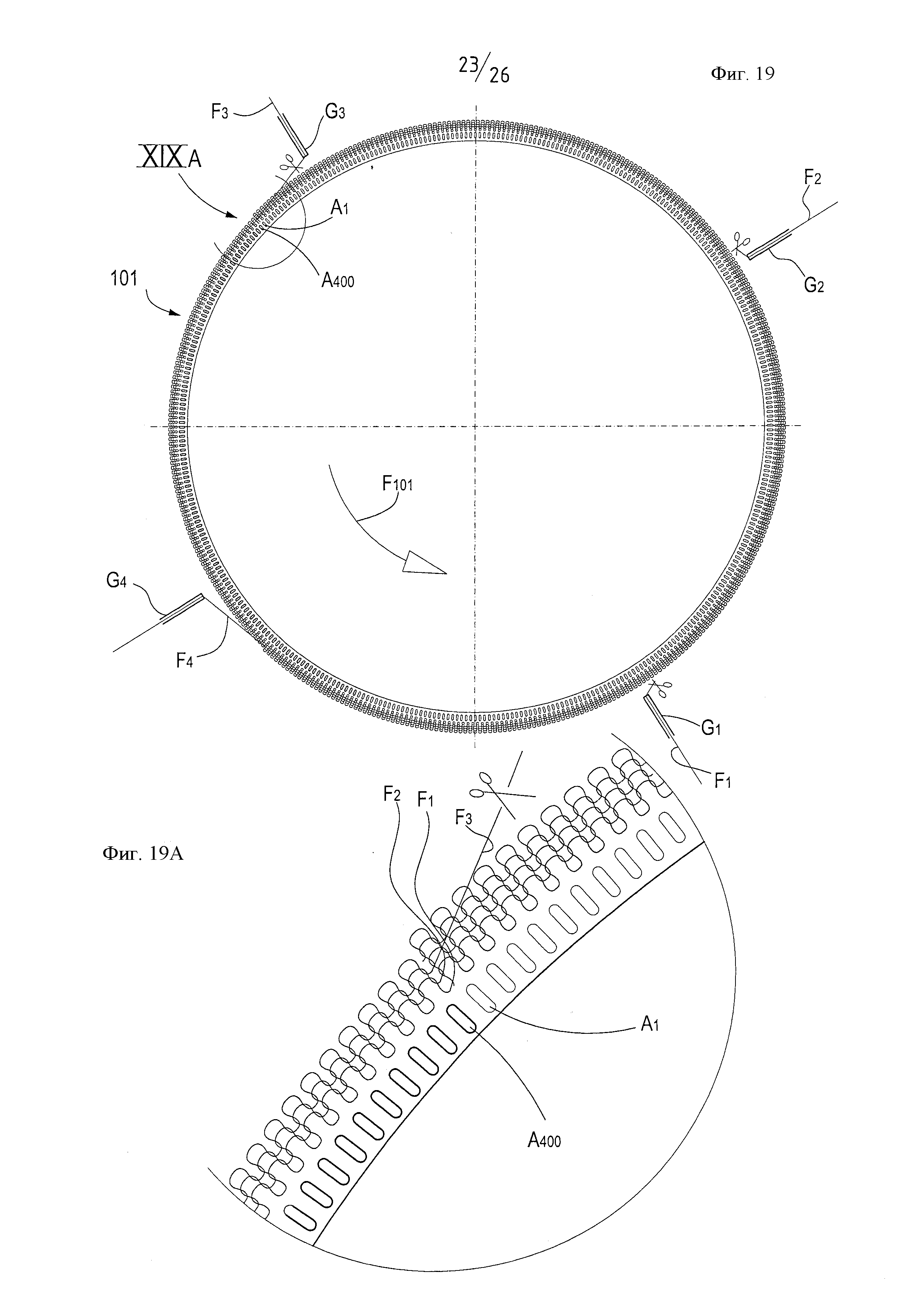
Аналогичным образом, на фиг. 19 и на увеличенном виде на фиг. 19А показан момент, когда игла А400 завершает последнюю петлю третьего петельного ряда, проходя перед нитенаправителем G3, соответствующим третьему подающему устройству, и третья нить F3 отрезается.
На фиг. 20 игла А400 прошла перед нитенаправителем G4, завершающим четвертый петельный ряд, сформированный четвертой нитью F4, выходящей с четвертого подающего устройства, соответствующего четвертому нитенаправителю G4. Нить F24 отрезается (фиг. 20А).
На фиг. 21, 21А угловое положение игольного цилиндра 101 почти совпадает с положением по фиг. 12 и 12А. Нить F1 с первого подающего устройства, выходящая с первого нитенаправителя G1 и ранее отрезанная, снова зацепляется первой иглой A1 круглой игольницы цилиндра 101 для начала формирования пятого петельного ряда.
Способ начинается повторно, как указано выше для формирования другого набора из четырех петельных рядов с нитями F1-F4. Этот способ повторяется число раз, необходимое для формирования отверстия 13.
Поскольку каждый раз петельный ряд завершается посредством игл А1-А400 игольного цилиндра 101, соответствующая нить F1-F4 отрезается, полотно, сформированное на этом этапе в соответствии с корпусной деталью 7, не является непрерывным, а обладает разрывом, совпадающим с разрезом одиночных нитей F1-F4 во всех петельных рядах, сформированных до полного изготовления отверстия 13.
Следует отметить, что во время формирования этого отверстия число оборотов игольного цилиндра 101 по существу в два раза больше числа, которое должно быть необходимо в случае, когда полотно остается непрерывным, т.е. без отверстия 13. Это происходит потому, что для создания каждой нитью F1-F4 полного петельного ряда необходимо, чтобы цилиндр 101 совершал полный оборот со всеми иглами А1-А400, проходящими перед каждым соответствующим подающим устройством G1-G4. Поэтому следует отметить, что иглы А1-А400 создают первый петельный ряд с нитью F1 подающего устройства G1, в то время как игольный цилиндр 101 поворачивается на угол примерно 360° из положения по фиг. 12, 12А до положения по фиг. 17, 17А. В этот момент нити F2, F3, F4 с подающих устройств, соответствующих нитенаправителям G2, G3, G4, еще не завершили формирование соответствующих петельных рядов и, следовательно, игольный цилиндр 101 продолжает поворачиваться еще на 360° от положения на фиг. 17, 17А до углового положения по фиг. 21, 21А. Во время этого последующего оборота нить не подается подающим устройством G1, и нить F1 не формирует петли. То же самое происходит, со смещением на 90°, 180° и 270°, соответственно, для остальных нитей F2-F4. Когда она отрезана (фиг. 17, 17А), нить F1 снова начинает формировать петли, только когда игольный цилиндр 101 проходит за угловым положением по фиг. 21, 21А и возвращается в угловое положение по фиг. 12, 12А, где игла A1 повторно зацепляет головку нити F1, отрезанной ранее, чтобы начать формирование следующего петельного ряда с нитью F1. То же самое происходит для всех остальных нитей F2-F4.
Следует отметить, что когда игла A1, т.е. первая игла, учтенная в круглой игольнице игольного цилиндра 101, прошла перед всеми четырьмя подающими устройствами G1-G4, и, следовательно, сформировала петли с четырьмя нитями F1-F4, она выводится из работы и остается незадействованной до полного завершения второго оборота игольного цилиндра 101. То же самое происходит с иглами после иглы A1, которые постепенно выводятся из работы, когда они завершают формирование четвертого петельного ряда с четвертой нитью F4, поступающей с четвертого подающего устройства, соответствующего нитенаправителю G4.
На увеличенном виде на фиг. 16-21 функционирующие иглы указаны жирной линией, а не функционирующие указаны более тонкой линией. Например, на фиг. 16, 16А первая игла A1 указана тонкой линией, и, аналогичным образом, указаны десять последующих игл до иглы А11. Иглы А12-А400 все еще в работе. Поскольку игольный цилиндр 101 продолжает вращаться, иглы, проходящие перед четвертым подающим устройством G4, постепенно выводятся из работы до полного завершения второго полного поворота игольного цилиндра 101.
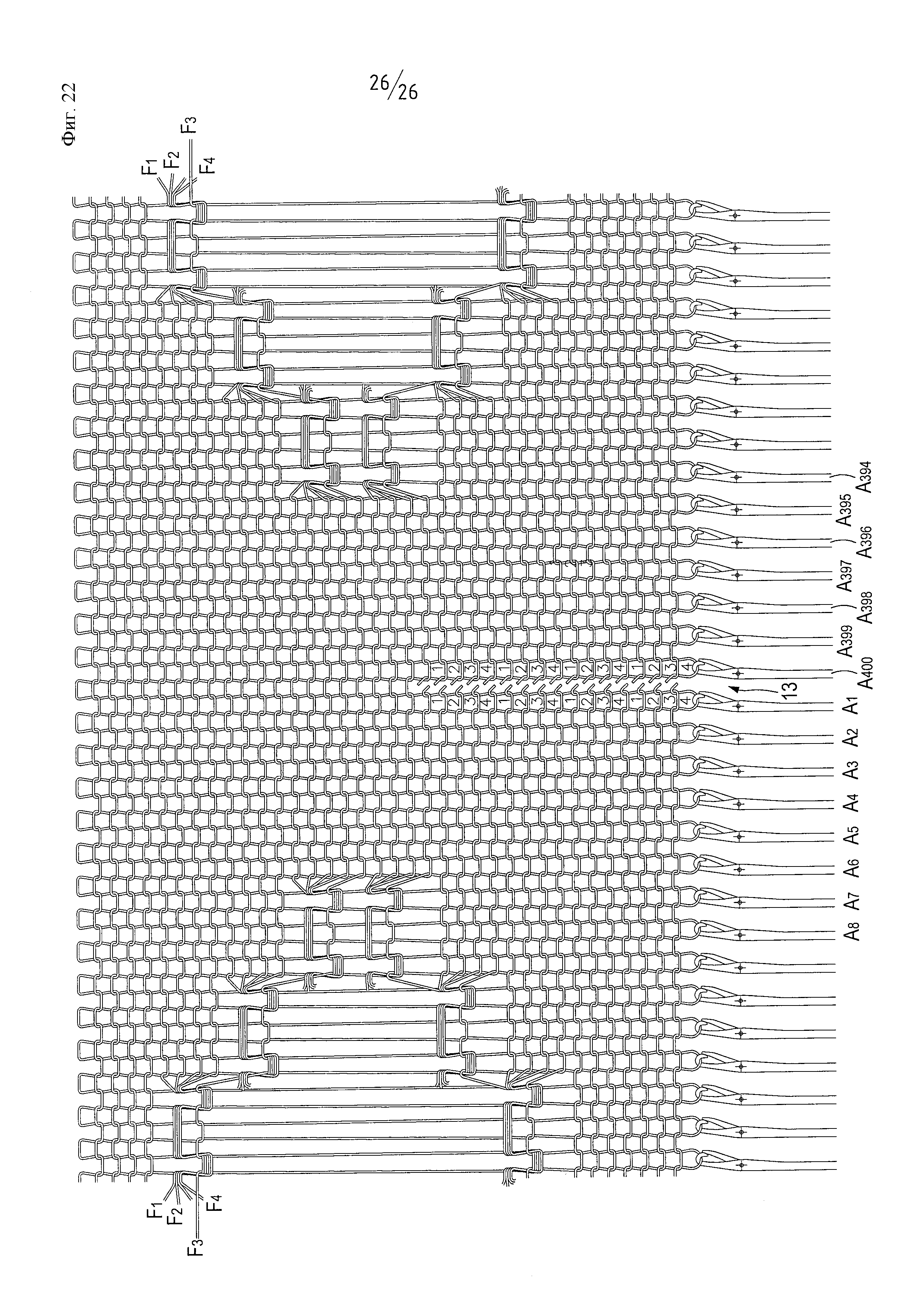
На фиг. 22 показан окончательный результат способа формирования отверстия 13 на участке полотна корпусной детали 7 и, более точно, в области, где также имеются неполные петельные ряды увеличивающейся длины, формирующие участок 17С кармана 17. В промежуточном положении между иглами A1 и А400 нити F1-F4, формирующие петельные ряды в последовательности, разорваны, образуя отверстие 13 при вязании корпусной детали 7.
Упругость нити достаточна, чтобы не допустить спускания петель, примыкающих к разрыву, образующему отверстие 13. При необходимости можно соответствующим образом выбрать иглы в области формирования петель, примыкающих к линии разреза нитей F1-F4, чтобы получить нераспускающееся полотно. Выбор для формирования нераспускающегося полотна известен и не требует дополнительного подробного пояснения в этом документе.
Приведенное выше описание относится к машине с четырьмя подающими устройствами, обеспечивающей особенно сокращенное время производства. Это число подающих устройств является предпочтительным, однако следует понимать, что это просто не подразумевающий ограничения пример, поскольку описанный далее способ также может быть осуществлен с другим числом (большим или меньшим) подающих устройств.
Описанные выше и показанные на чертежах варианты осуществления подробно пояснены на примерах варианта осуществления настоящего изобретения. Для специалистов в этой области будет очевидно, что возможны модификации, варианты, дополнения и исключения, однако без отступления от принципов, объема концепции и идей настоящего изобретения, определенных в приложенной формуле изобретения. Следовательно, объем настоящего изобретения определяется исключительно на основе наиболее широкой интерпретации приложенной формулы изобретения, причем эти модификации, варианты, дополнения и исключения охватываются этим объемом. Термины "содержащий", "содержать" и аналогичные не исключают присутствия других элементов или этапов помимо специально перечисленных в формуле изобретения. Термин "а" или "an" перед названием элемента, средства или особенности формулы изобретения не исключает присутствия нескольких таких элементов, средств или особенностей. Если в пункте формулы для устройства заявлено несколько "средств", некоторые или все эти "средства" могут быть приведены в действие посредством одного компонента, элемента или структуры. Перечисление данных элементов, особенностей или средств в различных зависимых пунктах формулы изобретения не исключает возможности наличия комбинации указанных элементов, особенностей или средств вместе. Когда в пункте способа перечислена последовательность этапов, последовательность, в которой эти этапы перечислены, не является обязательной и может быть изменена, если конкретная последовательность не указана, как обязательная. Все ссылочные номера в заявленной формуле изобретения предусмотрены для облегчения чтения формулы изобретения со ссылкой на описание и чертежи и не ограничивают защищаемого объема, представленного формулой изобретения.
Реферат
Изобретение относится к способу изготовления трикотажного изделия с двумя деталями для ног и одной корпусной деталью на кругловязальной машине по меньшей мере с одной круглой игольницей. Способ включает в себя следующие этапы: а) вязание первой детали (3) для ноги при непрерывном движении; b) вязание первого кармана (17) полотна при непрерывном движении, начиная с концевого петельного ряда (23) первой детали (3) для ноги; с) вязание центральной части (15) корпусной детали при непрерывном движении; d) вязание второго кармана полотна (19) при непрерывном движении, начиная с центральной части корпусной детали до начального петельного ряда (29) второй детали (5) для ноги; е) вязание второй детали (5) для ноги при непрерывном движении, начиная с начального петельного ряда. 2 н. и 25 з.п. ф-лы, 37 ил.
Комментарии