Способ термомеханической обработки заготовки, выполненной из титана или сплава титана - RU2581331C2
Код документа: RU2581331C2
Чертежи











Описание
[0001] Настоящее изобретение было сделано при поддержке правительства США по контракту Национального института стандартов и технологий СИТА (NIST) №70NANB7H7038, предоставленному Национальным институтом стандартов и технологий США (NIST), Министерством торговли США. Правительство США может иметь определенные права на изобретение.
УРОВЕНЬ ТЕХНИКИ
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение направлено на способы ковки титана и сплавов титана и на устройства для выполнения такими способами.
ОПИСАНИЕ ОБОСНОВАНИЯ ТЕХНОЛОГИИ ОБРАБОТКИ
[0003] Способы производства титана и сплавов титана, имеющих крупнозернистую (CG), мелкозернистую (FG), весьма мелкозернистую (VFG) или сверхмелкозернистую (UFG) микроструктуру, касающиеся использования многократных переходов повторного нагревания и ковки. Переходы ковки могут включать один или несколько этапов ковки осадкой, в дополнение к ковке протяжкой в прессе для ковки в открытых штампах.
[0004] Используемый здесь при упоминании микроструктуры титана и сплава титана: термин «крупное зерно» касается размеров зерен альфа фазы от 400 мкм до более чем 14 мкм; термин «мелкое зерно» касается размеров зерен альфа фазы в диапазоне от 14 мкм до более чем 10 мкм; термин «весьма мелкое зерно» касается размеров зерен альфа фазы от 10 мкм до более чем 4,0 мкм; и термин «сверхмелкое зерно» касается размеров зерен альфа фазы от 4,0 мкм или меньше.
[0005] Известные промышленные способы ковки титана и сплавов титана для производства крупнозернистой (CG) или мелкозернистой (FG) микроструктур используют скорости деформации от 0,03 с-1 до 0,10 с-1, используя многократные переходы повторного нагревания и ковки.
[0006] Известные способы, предназначенные для производства мелкозернистой (FG), весьма мелкозернистой (VFG) или сверхмелкозернистой (UFG) микроструктур, применяют процесс многоосной ковки (MAF) при сверхнизкой скорости деформации 0,001 с-1 или меньше (см. Г.Салищев и др. Форум по материаловедению, т. 584-586, сс.783-788 (2008)). Характерный процесс MAF описан в работе С.Дисрейод (С Desrayaud) и др., Journal of Materials Processing Technology (Журнал технологии обработки материалов), 172, сс.152-156 (2006).
[0007] Ключом к измельчению зерна в процессе MAF со сверхнизкой скоростью деформации является возможность постоянной работы в режиме динамической рекристаллизации, что является результатом использованной сверхнизкой скорости деформации, т.е. 0,001 с-1 или меньше. В процессе динамической рекристаллизации зерна одновременно зарождаются, растут и накапливают дислокации. Зарождение дислокаций во вновь зарожденных зернах непрерывно уменьшает движущую силу для роста зерен, и зарождение зерна является энергетически выгодным. Процесс MAF со сверхнизкой скоростью деформации для непрерывной рекристаллизации зерен во время процесса ковки использует динамическую рекристаллизацию.
[0008] Сравнительно однородные кубы сплава UFG Ti-6-4 могут производиться, используя процесс MAF со сверхнизкой скоростью деформации, но совокупное время, требуемое для выполнения MAF, может оказаться чрезмерным для промышленного назначения. Кроме того, обычный крупногабаритный промышленный пресс для ковки в открытых штампах может не обладать возможностью для достижения сверхнизких скоростей деформации, необходимых в таких вариантах, и, таким образом, для MAF со сверхнизкой скоростью деформации в промышленном масштабе может потребоваться оборудование для ковки, изготовленное на заказ.
[0009] Соответственно, для производства титана и сплавов титана, имеющих крупнозернистую, мелкозернистую, весьма мелкозернистую или сверхмелкозернистую микроструктуру, было бы полезно разработать процесс, который не требует многократных повторных нагреваний и/или обеспечивает повышенные скорости деформации, уменьшает время, необходимое для обработки, и исключает необходимость в оборудовании для ковки, изготовленном на заказ.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0010] В соответствии с аспектом настоящего изобретения, способ измельчения размера зерна заготовки, выполненной из металлического материала, выбранного из титана и сплава титана, включает в себя нагревание заготовки до температуры ковки заготовки в пределах зоны альфа+бета фазы металлического материала. Затем заготовка подвергается многоосной ковке. Многоосная ковка включает ковку заготовки на прессе при температуре ковки заготовки в направлении первой ортогональной оси, со скоростью деформации, достаточной для адиабатического нагревания внутренней области заготовки. Ковка в направлении первой ортогональной оси сопровождается выдержкой для охлаждения адиабатически нагретой внутренней области заготовки до температуры ковки заготовки, наряду с нагреванием наружной области поверхности заготовки до температуры ковки заготовки. Затем заготовка подвергается ковке в прессе при температуре ковки заготовки в направлении второй ортогональной оси заготовки при скорости деформации, которая является достаточной для адиабатического нагревания внутренней области заготовки. Ковка в направлении второй ортогональной оси сопровождается выдержкой для охлаждения адиабатически нагретой внутренней области заготовки до температуры ковки заготовки, наряду с нагреванием наружной области поверхности заготовки до температуры ковки заготовки. Затем заготовка подвергается ковке в прессе при температуре ковки заготовки в направлении третьей ортогональной оси заготовки при скорости деформации, которая является достаточной для адиабатического нагревания внутренней области заготовки. Ковка в направлении третьей ортогональной оси сопровождается выдержкой для охлаждения адиабатически нагретой внутренней области заготовки до температуры ковки заготовки, наряду с нагреванием наружной области поверхности заготовки до температуры ковки заготовки. Переходы ковки в прессе и выдержки повторяются до тех пор, пока не будет достигнута деформация, по меньшей мере, 3,5, по меньшей мере, в области заготовки из сплава титана. В не имеющем ограничительного характера варианте скорость деформации, используемая в процессе ковки в прессе, находится в диапазоне от 0,2 с"1 до 0,8 с"1, включительно.
[0011] В соответствии с другим аспектом настоящего изобретения, способ измельчения размера зерна заготовки, выполненной из металлического материала, выбранного из титана и сплава титана, включает в себя нагревание заготовки до температуры ковки заготовки в пределах зоны альфа+бета фазы металлического материала. В не имеющих ограничительного характера вариантах заготовка выполнена в виде цилиндра с исходными размерами поперечного сечения. Заготовка подвергается ковке осадкой при температуре ковки заготовки. После осадки заготовка подвергается многопроходной ковке протяжкой при температуре ковки заготовки. Многопроходная ковка протяжкой включает поворачивание на определенный шаг заготовки в направлении вращения, сопровождаемое ковкой протяжкой заготовки после каждого поворота. Постепенный поворот и ковка протяжкой заготовки повторяется до тех пор, пока заготовка не приобретет размеры, практически такие же, как исходные размеры поперечного сечения заготовки. В не имеющем ограничительного характера варианте скорость деформации, используемая в процессе ковки осадкой и ковки протяжкой, находится в диапазоне от 0,001 с-1 до 0,02 с-1, включительно.
[0012] В соответствии с дополнительным аспектом настоящего изобретения способ изотермической многоступенчатой ковки заготовки, выполненной из металлического материала, выбранного из металла и металлического сплава, включает нагревание заготовки до температуры ковки заготовки. Заготовка подвергается ковке при температуре ковки заготовки со скоростью деформации, достаточной для адиабатического нагревания внутренней области заготовки. Внутренняя область заготовки выдерживается для охлаждения до температуры ковки заготовки, наряду с тем, что наружная область поверхности заготовки нагревается до температуры ковки заготовки. Переходы ковки заготовки и выдержки внутренней области заготовки для охлаждения, наряду с нагреванием наружной области поверхности металлического сплава повторяются до тех пор, пока не будут получены необходимые характеристики.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0013] Характеристики и преимущества устройства и способа, раскрываемого здесь, будут лучше понятны благодаря ссылкам на прилагаемые чертежи, в которых:
[0014] На ФИГ.1 представлена блок-схема, в которой перечислены переходы не имеющего ограничительного характера варианта способа обработки титана и сплавов титана для измельчения размера зерна, в соответствии с настоящим изобретением;
[0015] На ФИГ.2 представлено схематическое представление не имеющего ограничительного характера варианта для способа многоосной ковки с высокой скоростью деформации, используя регулирование температуры, для обработки титана и сплавов титана для измельчения размеров зерна, где ФИГ.2(a), 2(c) и 2(e) представляют не имеющие ограничительного характера переходы ковки в прессе, а ФИГ. 2(b), 2(d) и 2(f) представляют не имеющие ограничительного характера переходы охлаждения и нагревания, в соответствии с не имеющими ограничительного характера аспектами настоящего изобретения;
[0016] На ФИГ.3 представлено схематическое представление технологии многоосной ковки с низкой скоростью деформации, как известно, используемой для измельчения зерен малогабаритных образцов;
[0017] На ФИГ.4 представлено схематическое представление графика зависимости температура-время при термомеханической обработке для не имеющего ограничительного характера варианта способа многоосной ковки с высокой скоростью деформации, в соответствии с настоящим изобретением;
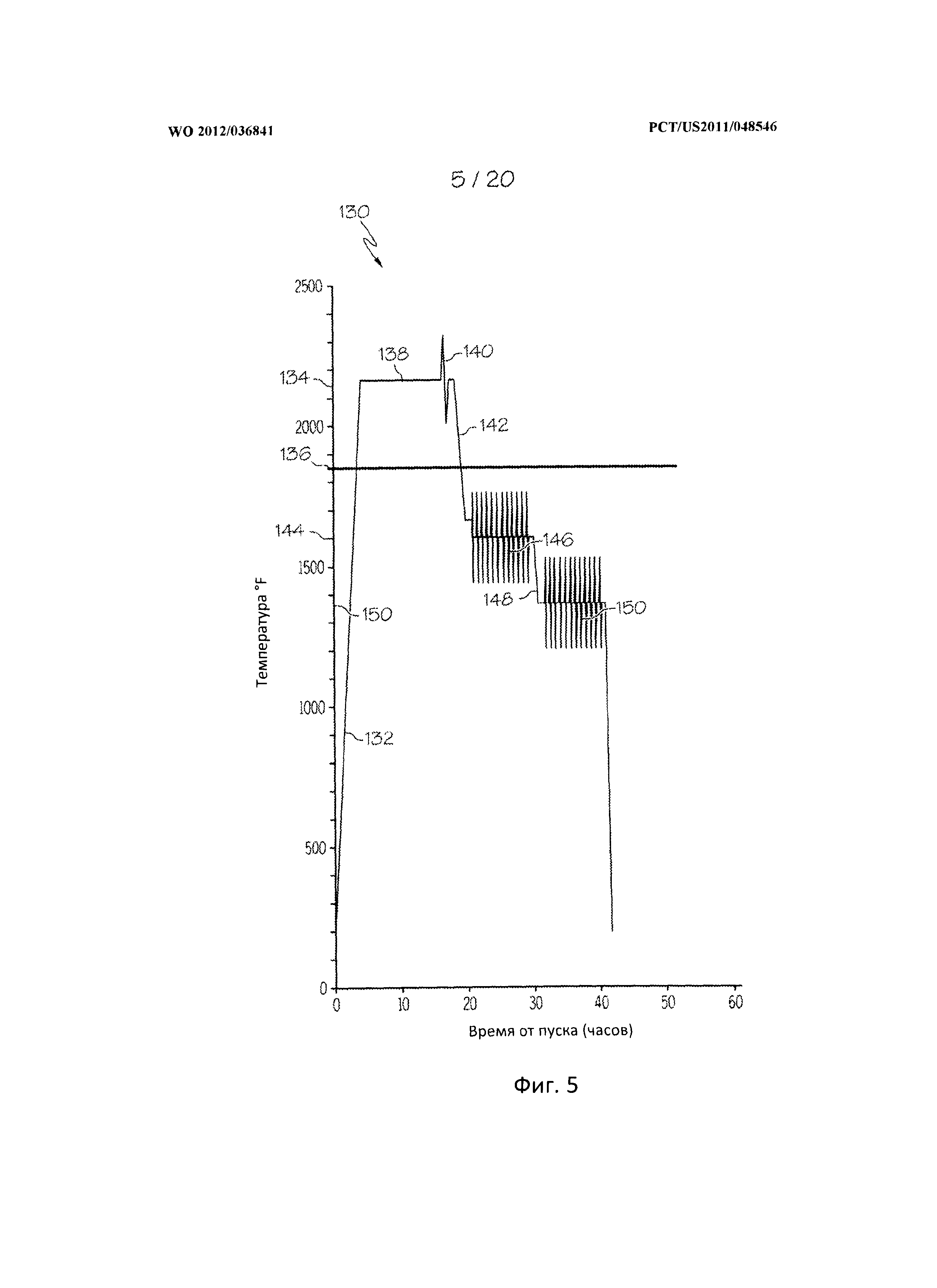
[0018] На ФИГ.5 представлено схематическое представление графика зависимости температура-время при термомеханической обработке для не имеющего ограничительного характера варианта способа многоосной ковки с высокой скоростью деформации при нескольких температурах, в соответствии с настоящим изобретением;
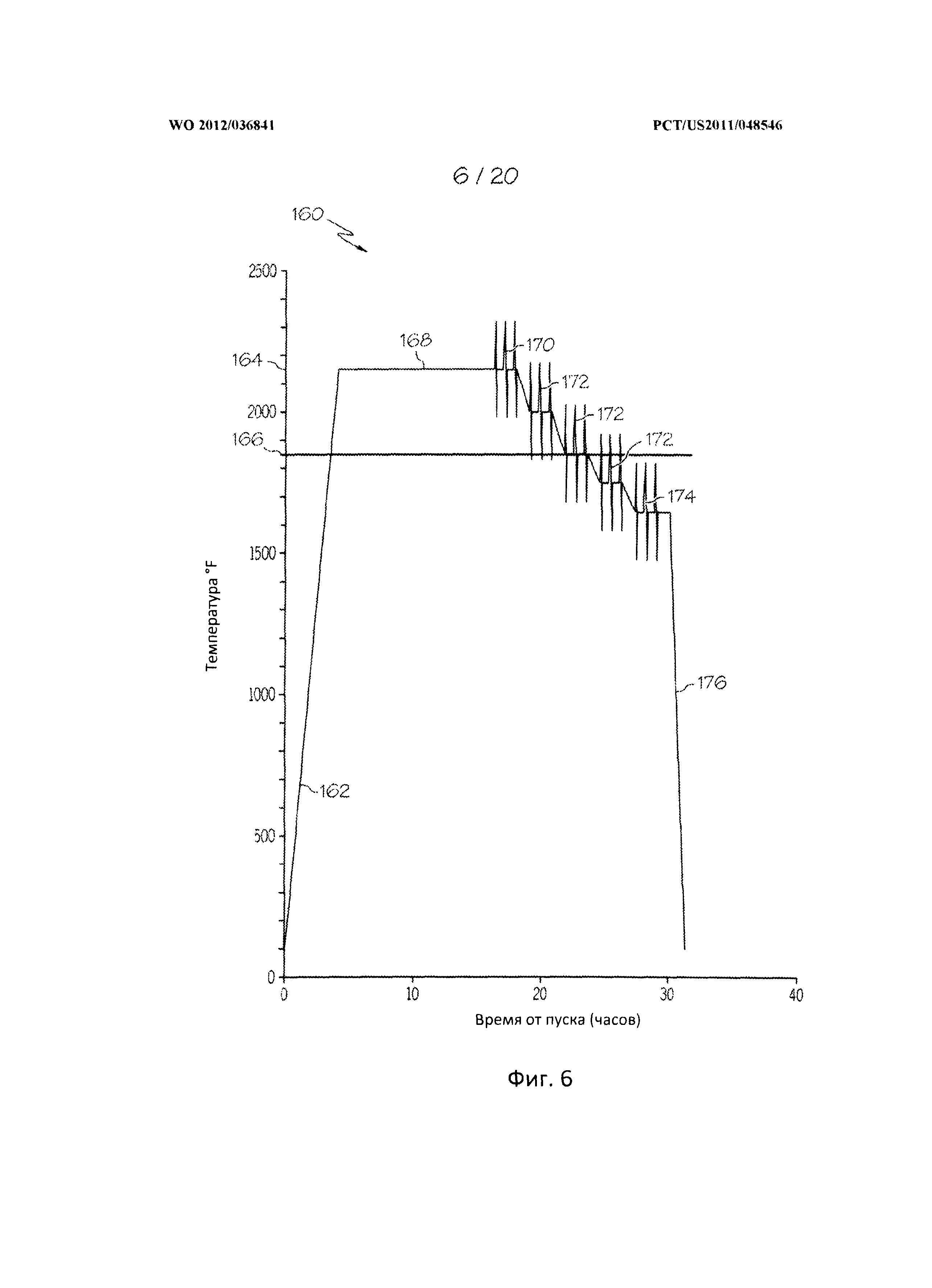
[0019] На ФИГ.6 представлено схематическое представление графика зависимости температура-время при термомеханической обработке для не имеющего ограничительного характера варианта способа многоосной ковки с высокой скоростью деформации при прохождении бета-перехода, в соответствии с настоящим изобретением;
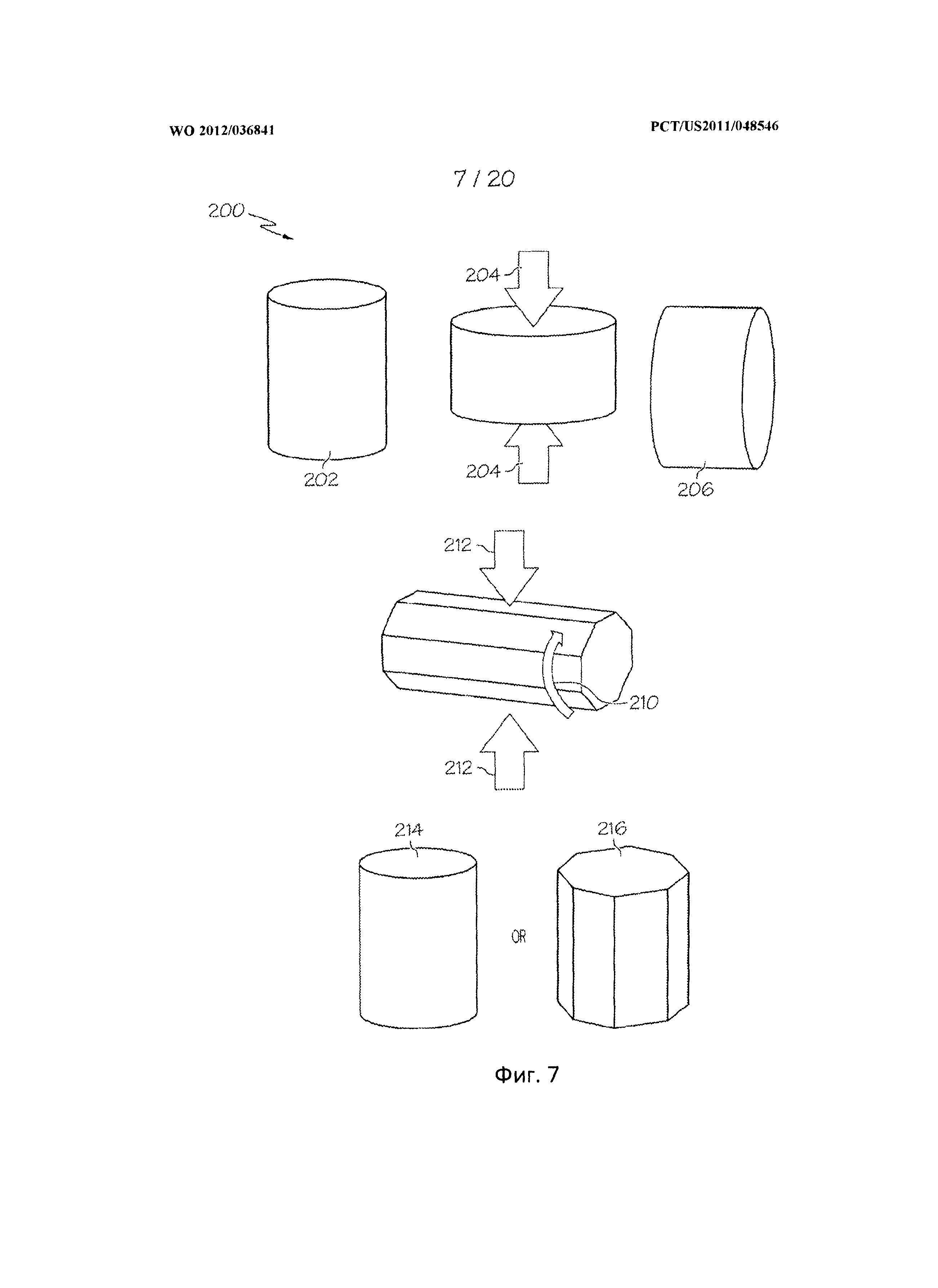
[0020] На ФИГ.7 представлено схематическое представление не имеющего ограничительного характера варианта способа многократной осадки и протяжки для измельчения размера зерна в соответствии с настоящим изобретением;
[0021] На ФИГ.8 представлена блок-схема, в которой перечислены переходы не имеющего ограничительного характера варианта способа обработки с помощью многократной осадки и протяжки титана и сплавов титана для измельчения размера зерна, в соответствии с настоящим изобретением;
[0022] На ФИГ.9 представлен график зависимости температура-время при термомеханической обработке для не имеющего ограничительного характера варианта по примеру 1 настоящего изобретения;
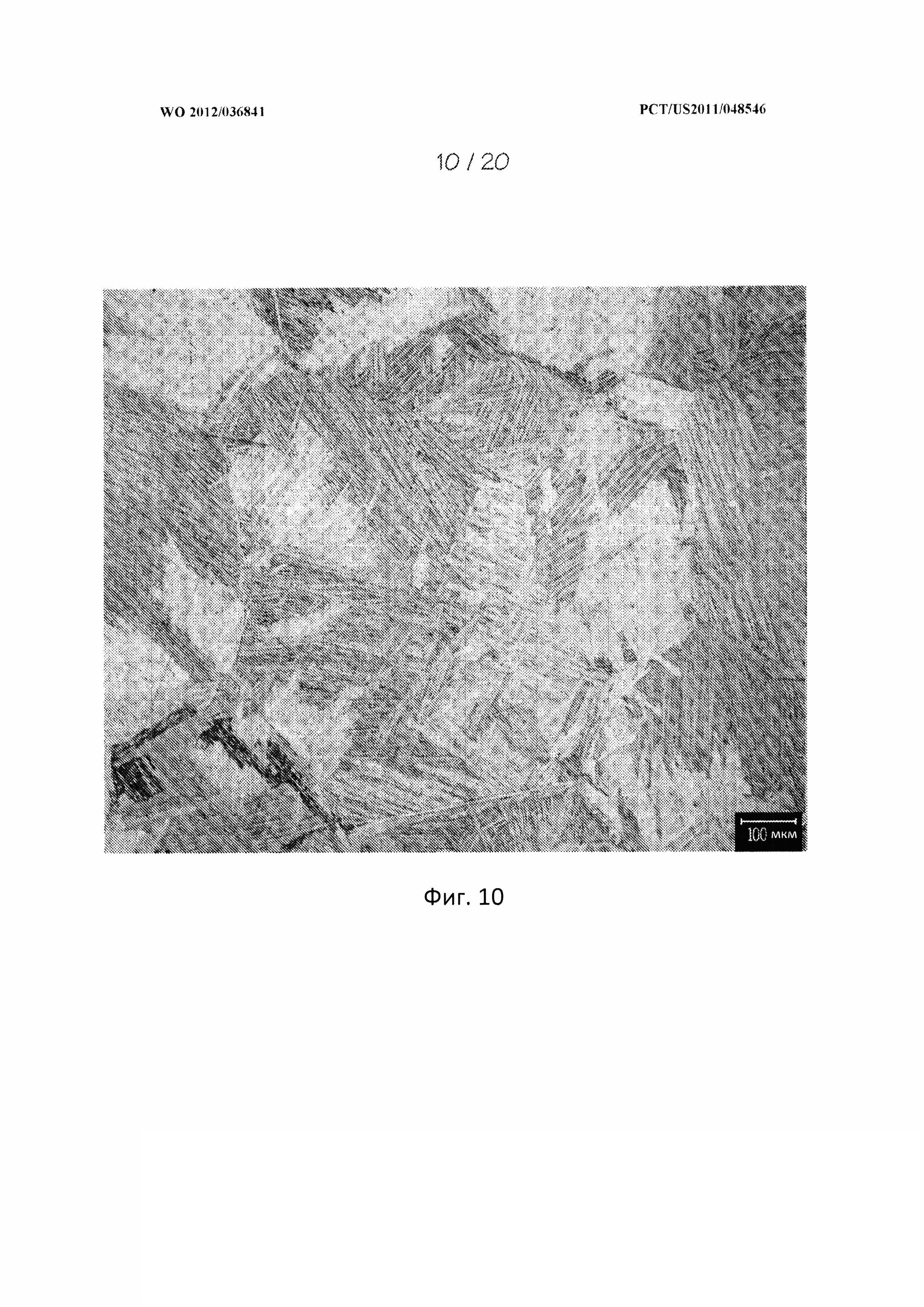
[0023] На ФИГ.10 представлена микрофотография отожженного на бета фазу материала по примеру 1, отображающая равноосные зерна с размером зерен между 10-30 мкм;
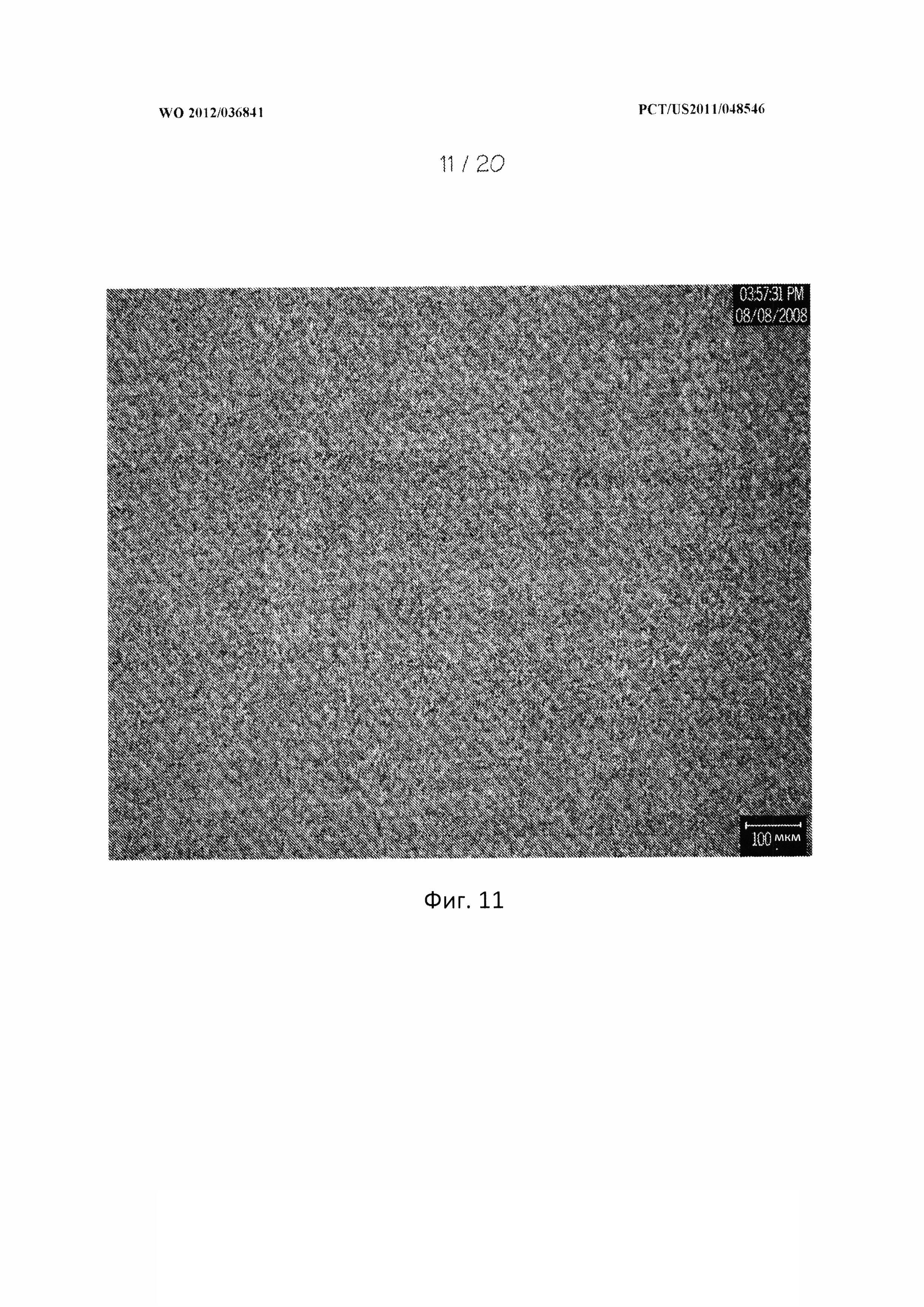
[0024] На ФИГ.11 представлена микрофотография центральной области a-b-c кованого образца по примеру 1;
[0025] На ФИГ.12 представлено прогнозирование моделированием по методу конечного элемента времени охлаждения внутренней области для не имеющего ограничительного характера варианта настоящего изобретения;
[0026] На ФИГ.13 представлена микрофотография центральной части куба после обработки в соответствии с не имеющим ограничительного характера вариантом способа, раскрытого в примере 4;
[0027] На ФИГ.14 представлена фотография поперечного сечения куба, обработанного в соответствии с примером 4;
[0028] На ФИГ.15 представлены результаты моделирования по методу конечного элемента для имитации деформации при многоосной ковке с регулированием температуры для куба, обработанного в соответствии с примером 6;
[0029] На ФИГ.16a представлена микрофотография поперечного сечения из центральной части образца, обработанного в соответствии с примером 7; на ФИГ.16(b) - поперечное сечение участка вблизи поверхности образца, обработанного в соответствии с примером 7;
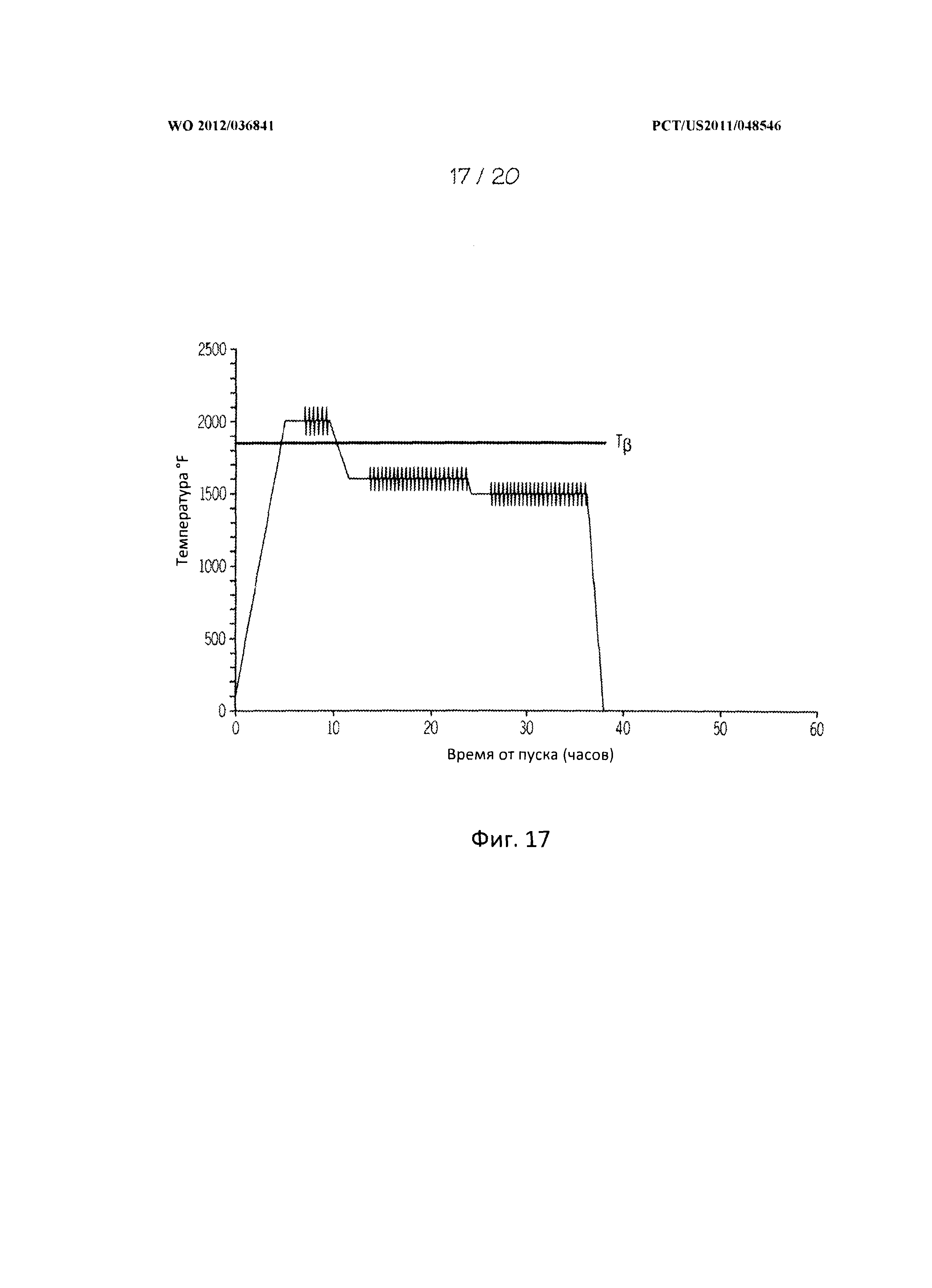
[0030] На ФИГ.17 представлен схематический график зависимости температура-время при термомеханической обработке по процессу, использованному в примере 9;
[0031] На ФИГ.18 представлена макрофотография поперечного сечения образца в соответствии с не имеющим ограничительного характера вариантом по примеру 9;
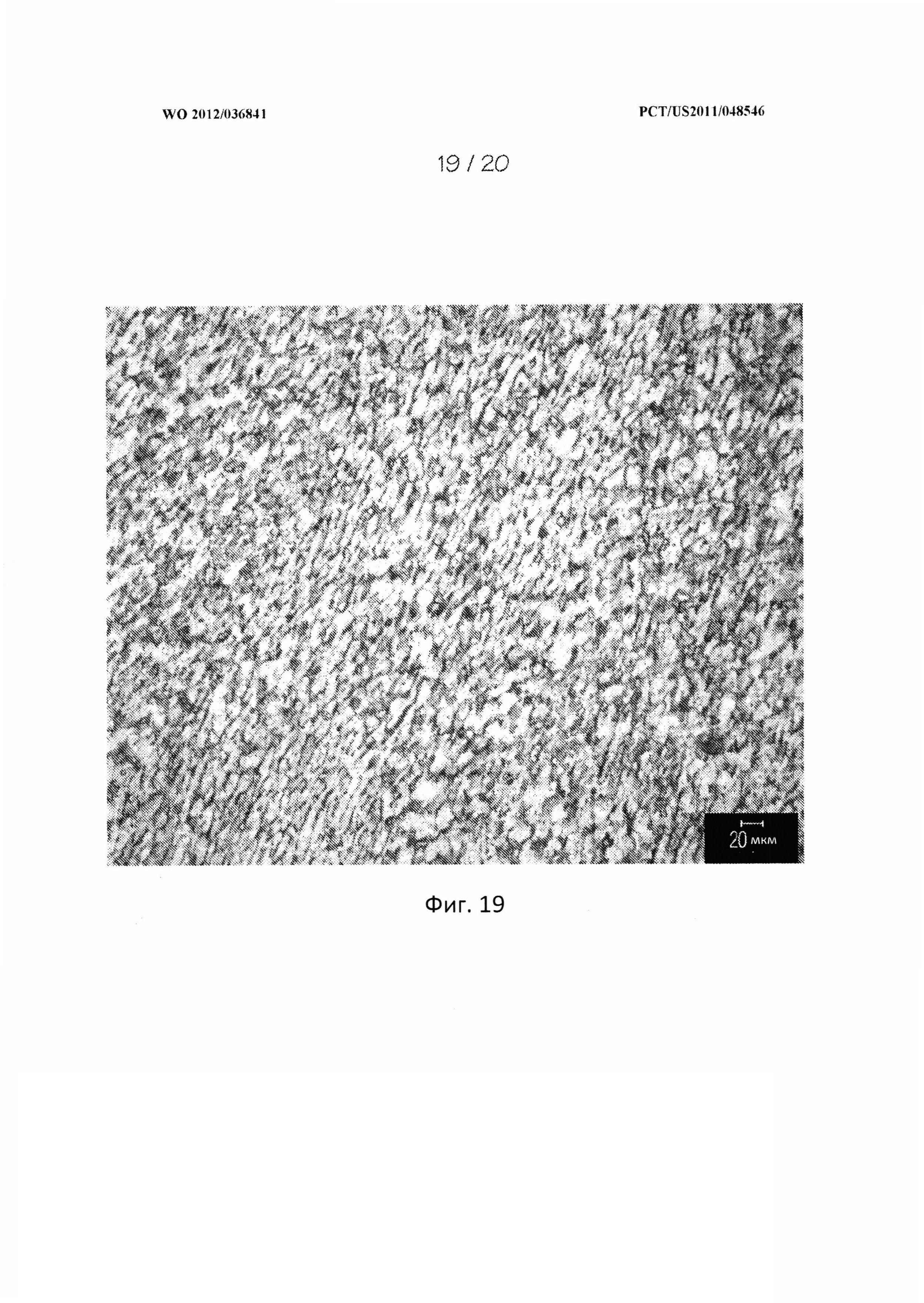
[0032] На ФИГ.19 представлена микрофотография образца, обработанного в соответствии с не имеющим ограничительного характера вариантом по примеру 9, отображающая весьма мелкий размер зерна; и
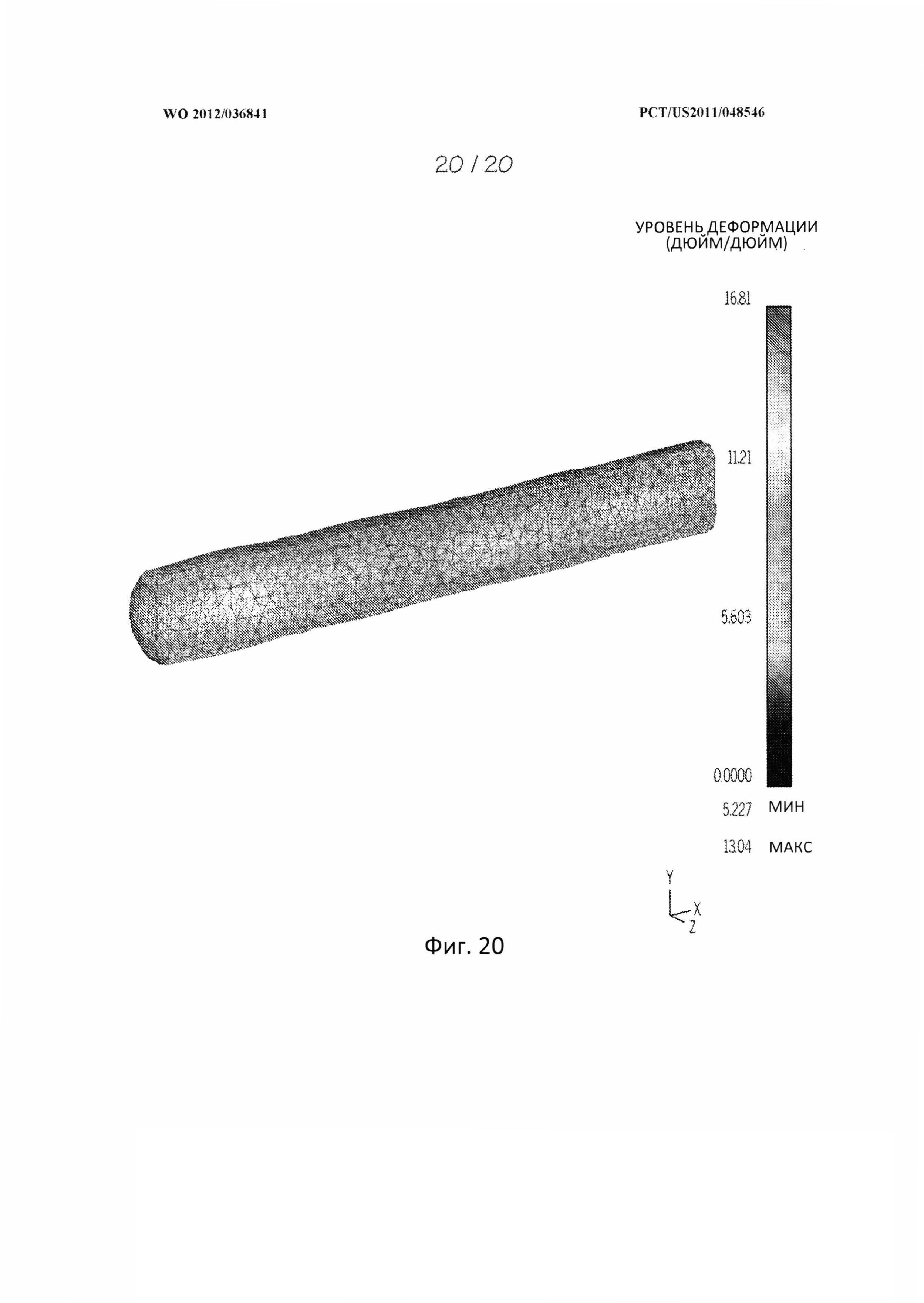
[0033] На ФИГ.20 представлена имитация моделированием по методу конечного элемента деформации образца, подготовленного в не имеющем ограничительного характера варианте по примеру 9.
[0034] Читатель по достоинству оценит описанные детали, а также другие, после рассмотрения последующего подробного описания некоторых вариантов, не имеющих ограничительного характера, в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ НЕКОТОРЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ, НЕ ИМЕЮЩИХ ОГРАНИЧИТЕЛЬНОГО ХАРАКТЕРА
[0035] В настоящем описании, не имеющем ограничительного характера, иные, чем в функционирующих примерах, или, если не указано иное, все числа, выражающие количества или характеристики, следует понимать как корректируемые во всех примерах термином «около». Соответственно, если не указано иное, любые числовые параметры, изложенные в последующем описании, являются приблизительными и могущими изменяться в зависимости от желаемых свойств, которые стремятся получить посредством этого способа в соответствии с настоящим изобретением. Как минимум, а не как попытка ограничить применение доктрины эквивалентов к объему формулы изобретения, каждый числовой параметр должен, по меньшей мере, толковаться в свете количества указанных значащих цифр, с применением обычных методов округления.
[0036] Любые патенты, публикации или другие материалы, раскрывающие информацию, которые считаются включенными в целом или частично, в качестве ссылок, включены здесь лишь в степени, до которой включенная информация не противоречит существующим определениям, заявлениям или другим материалам, изложенным в данном описании. Таким образом, и до необходимой степени, раскрытие информации, изложенной в настоящем документе, заменяет собой любые противоречащие материалы, включенные здесь в качестве ссылки. Любой материал, или его часть, включенный здесь в качестве ссылки, но противоречащий существующим определениям, заявлениям или другим материалам, раскрывающим информацию, изложенную в настоящем документе, включен только до степени, в которой не возникают противоречия между включенным материалом и существующим материалом изобретения.
[0037] Аспект настоящего изобретения включает не имеющие ограничительного характера варианты процесса многоосной ковки, которые включены, используя высокую скорость деформации во время переходов ковки, для измельчения размера зерен в титане и сплавах титана. Эти варианты способа, как правило, называются в настоящем изобретении как «многоосная ковка с высокой скоростью деформации» или «MAF с высокой скоростью деформации».
[0038] Теперь, ссылаясь на блок-схему на ФИГ.1 и схематическое представление на ФИГ.2, в не имеющем ограничительного характера варианте в соответствии с настоящим изобретением, описан способ 20, использующий процесс многоосной ковки с высокой скоростью деформации (MAF) для измельчения размера зерен титана и сплавов титана. Многоосная ковка (26), также известная как «a-b-c» ковка, которая является видом интенсивной пластической деформации, включает нагревание (переход 22 на ФИГ.1) заготовки, выполненной из металлического материала, выбранного из титана и сплава титана 24, до температуры ковки заготовки в пределах зоны альфа+бета фазы металлического материала, с последующей MAF 26, используя высокую скорость деформации.
[0039] Из рассмотрения настоящего изобретения, очевидно, что высокая скорость деформации используется в MAF с высокой скоростью деформации для адиабатического нагревания внутренней области заготовки. Однако в не имеющем ограничительного характера варианте, в соответствии с настоящим изобретением, по меньшей мере, в последнем цикле a-b-c ударов MAF с высокой скоростью деформации, температура внутренней области заготовки 24 из титана или сплава титана не должна превышать температуру бета-перехода (Tβ) заготовки из титана или сплава титана. Таким образом, температура ковки заготовки, по меньшей мере, для конечного цикла a-b-c-ударов MAF с высокой скоростью деформации, должна выбираться так, чтобы гарантировать, что температура внутренней области заготовки в процессе MAF с высокой скоростью деформации не была равна температуре бета-перехода металлического материала, или не превышала ее. В не имеющем ограничительного характера варианте в соответствии с настоящим изобретением, температура внутренней области заготовки не превышает температуры на 20°F (11,1°C) ниже температуры бета-перехода металлического материала, т.е., Tβ - 20°C (Tβ -11.1°C), по меньшей мере, во время конечного цикла ударов a-b-c-ударов MAF с высокой скоростью деформации.
[0040] В не имеющем ограничительного характера варианте MAF с высокой скоростью деформации в соответствии с настоящим изобретением, температура ковки заготовки включает температуру в пределах диапазона температур ковки заготовки. В не имеющем ограничительного характера варианте температура ковки заготовки находится в диапазоне температур ковки заготовки от температуры на 100°F (55,6°C) ниже температуры бета-перехода (Tβ) металлического материала титана или сплава титана до температуры на 700°F (388,9°C) ниже температуры бета-перехода металлического материала титана или сплава титана. В другом, не имеющем ограничительного характера варианте, температура ковки заготовки находится в диапазоне температур от 300°F (166,7°C) ниже температуры бета-перехода титана или сплава титана до 625°F (347°C) ниже температуры бета-перехода титана или сплава титана. В не имеющем ограничительного характера варианте нижняя граница диапазона температур ковки заготовки представляет собой температуру в зоне альфа+бета фазы, где не возникают существенные повреждения поверхности заготовки в процессе ударов ковки, что должно быть известно специалисту в данной области.
[0041] В не имеющем ограничительного характера варианте при применении варианта настоящего изобретения по ФИГ.1 для сплава Ti-6-4 (Ti-6AI-4V; UNS № R56400), который имеет температуру бета-перехода (Tβ) около 1850°F(1010°C), диапазон температур ковки заготовки может составлять от 1150°F (621,1°C) до 1750°F (954,4°C), или в другом варианте может составлять от 1225°F (662,8°C) до 1550°F (843,3°C).
[0042] В не имеющем ограничительного характера варианте, перед нагреванием 22 заготовки 24 из титана или сплава титана до температуры ковки заготовки в пределах зоны альфа+бета фазы, заготовка 24 дополнительно отжигается на бета-фазу и охлаждается на воздухе (не показано). Отжиг на бета-фазу включает нагревание заготовки 24 выше температуры бета-перехода металлического материала титана или сплава титана и выдержку в течение времени, достаточного для полного образования бета-фазы в заготовке. Отжиг на бета-фазу - широко известный процесс, и поэтому здесь подробно не описывается. Не имеющей ограничительного характера вариант отжига на бета-фазу может включать нагревание заготовки 24 до температуры созревания бета-фазы, около 50°F (27,8°C) выше температуры бета-перехода титана или сплава титана, и выдержку заготовки 24 при этой температуре в течение примерно 1 часа.
[0043] Теперь, ссылаясь на ФИГ. 1 и 2, когда заготовка, выполненная из металлического материала, выбранного из титана и сплава титана 24, находится при температуре ковки заготовки, заготовка подвергается MAF с высокой скоростью деформации (26). В не имеющем ограничительного характера варианте, в соответствии с настоящим изобретением, MAF 26 включает ковку в прессе (переход 28, показан на ФИГ.2(a)) заготовки 24 при температуре ковки заготовки в направлении (A) первой ортогональной оси 30 заготовки, используя скорость деформации, достаточную для адиабатического нагревания заготовки, или, по меньшей мере, адиабатического нагревания внутренней области заготовки, и пластической деформации заготовки 24. В не имеющих ограничительного характера вариантах настоящего изобретения используемая здесь фраза «внутренняя область» относится к внутренней области, включающей объем около 20%, или около 30%, или около 40%, или около 50% объема куба.
[0044] В соответствии с настоящим изобретением, высокие скорости деформации и высокие скорости штока используются для адиабатического нагревания внутренней области заготовки в не имеющих ограничительного характера вариантах MAF с высокой скоростью деформации. В не имеющем ограничительного характера варианте, в соответствии с настоящим изобретением, термин «высокая скорость деформации» относится к диапазону скоростей деформации примерно от 0,2 с-1 до 0,8 с-1, включительно. В другом, не имеющем ограничительного характера варианте, в соответствии с настоящим изобретением, используемый здесь термин «высокая скорость деформации» относится к скоростям деформации примерно от 0,2 с-1 до 0,4 с-1, включительно.
[0045] В не имеющем ограничительного характера варианте, в соответствии с настоящим изобретением, использующем высокую скорость деформации, определенную выше, внутренняя область заготовки из титана или сплава титана может подвергаться адиабатическому нагреванию примерно до температуры, на примерно 200°F выше температуры ковки заготовки. В другом, не имеющем ограничительного характера варианте, в процессе ковки в штампе внутренняя область подвергается адиабатическому нагреванию примерно от 100°F (55,6°C) до 300°F (166,7°C) выше температуры ковки заготовки. В еще одном, не имеющем ограничительного характера варианте, в процессе ковки в штампе внутренняя область подвергается адиабатическому нагреванию примерно от 150°F (83,3°C) до 250°F (138,9°C) выше температуры ковки заготовки. Как отмечено выше, никакая часть заготовки не должна подвергаться нагреванию выше температуры бета-перехода титана или сплава титана во время последнего цикла a-b-c-ударов MAF с высокой скоростью деформации.
[0046] В не имеющем ограничительного характера варианте, в процессе ковки в прессе (28) заготовка 24 подвергается пластической деформации до обжатия от 20% до 50% по высоте или в другом измерении. В другом, не имеющем ограничительного характера варианте, в процессе ковки в прессе (28) заготовка 24 из сплава титана подвергается пластической деформации до обжатия от 30% до 40% по высоте или в другом измерении.
[0047] Известный процесс многоосной ковки с низкой скоростью деформации описан схематически на ФИГ.3. Как правило, аспектом многоосной ковки является то, что после каждых трех приемов или «ударов» ковочного устройства, такого как открытый ковочный штамп, форма заготовки приближается к той, которую заготовка имела перед первым ударом. Например, после того как кубическая заготовка со сторонами 5 дюймов вначале проковывается первым «ударом» в направлении оси «a», поворачивается на 90° и проковывается вторым ударом в направлении оси «b», и поворачивается на 90°, и проковывается третьим ударом в направлении оси «c», заготовка будет похожа на исходный куб со сторонами 5 дюймов.
[0048] В другом, не имеющем ограничительного характера варианте, первый переход 28 ковки в прессе, показанный на ФИГ.2(a), также называемый здесь «первый удар», может включать ковку в прессе заготовки по верхней грани, до заранее установленной высоты прокладки, пока заготовка находится при температуре ковки заготовки. Заранее установленная высота прокладки, не имеющая ограничительного характера, составляет, например, 5 дюймов. Другая высота прокладки, такая как, например, меньше чем 5 дюймов, около 3 дюймов, больше чем 5 дюймов, или от 5 дюймов до 30 дюймов, находится в объеме приведенных здесь вариантов, но не должна рассматриваться как ограничивающая объем настоящего изобретения. Большая высота прокладки ограничивается только возможностями ковочного пресса и, как будет показано, возможностями системы регулирования температуры, в соответствии с настоящим изобретением. Высота прокладок, меньшая чем 3 дюйма, также входит в объем раскрываемых здесь вариантов, и такая, сравнительно небольшая высота прокладок ограничивается только необходимыми характеристиками конечной продукции и, возможно, запретительными экономическими показателями, которые могут применяться для использования настоящего способа на заготовках, имеющих сравнительно небольшие размеры. Использование прокладок около 30 дюймов, например, обеспечивает возможность изготовления кубических заготовок со стороной 30 дюймов с мелким размером зерна, весьма мелким размером зерна, или сверхмелким размером зерна. Заготовки в виде биллета кубической формы из обычных сплавов используются в кузнечных цехах для изготовления дисков, колец и деталей корпуса для авиационных и наземных турбин.
[0049] После ковки в прессе 28 заготовки 24 в направлении первой ортогональной оси 30, т.е. в направлении A, показанном на ФИГ.2(a), не имеющий ограничительного характера способ, в соответствии с настоящим изобретением, дополнительно включает выдержку (переход 32) температуры адиабатически нагретой внутренней области (не показана) заготовки для охлаждения до температуры ковки заготовки, которая показана на ФИГ.2(b). Время охлаждения внутренней области, или время выжидания, в не имеющих ограничительного характера вариантах, может колебаться в диапазоне, например, от 5 секунд до 120 секунд, от 10 секунд до 60 секунд, или от 5 секунд до 5 минут. Специалисту в данной отрасли ясно, что время охлаждения внутренней области, необходимое для охлаждения внутренней области до температуры ковки заготовки, будет зависеть от размера, формы и состава заготовки 24, а также от состояния атмосферы, окружающей заготовку 24.
[0050] В течение времени охлаждения внутренней области, раскрываемый здесь аспект системы 33 регулирования температуры, в соответствии с настоящим изобретением, включает нагревание (переход 34) наружной области поверхности 36 заготовки 24 до температуры, близкой к температуре ковки заготовки. Таким образом, температура заготовки 24 поддерживается постоянной или почти постоянной, и, создаются, по существу, изотермические условия, близкие к температуре ковки заготовки перед каждым ударом MAF с высокой скоростью деформации. В не имеющих ограничительного характера вариантах, используя систему 33 регулирования температуры для нагревания наружной области поверхности 36, вместе с выдержкой адиабатически нагреваемой внутренней области для охлаждения внутренней области в течение определенного времени охлаждения, температура заготовки возвращается к практически постоянной температуре вблизи температуры ковки заготовки, между каждым ударом a-b-c ковки. В другом, не имеющем ограничительного характера варианте, в соответствии с настоящим изобретением, используя систему 33 регулирования температуры для нагревания наружной области поверхности 36, вместе с выдержкой адиабатически нагреваемой внутренней области для охлаждения внутренней области в течение определенного времени охлаждения, температура заготовки возвращается к практически постоянной температуре в диапазоне температур ковки заготовки, между каждым ударом a-b-c ковки. Используя систему 33 регулирования температуры для нагревания наружной области поверхности заготовки до температуры ковки заготовки, вместе с выдержкой адиабатически нагреваемой внутренней области для охлаждения до температуры ковки заготовки, не имеющий ограничительного характера вариант, в соответствии с настоящим изобретением, может называться как «многоосная ковка с высокой скоростью деформации и регулированием температуры», или для целей настоящего изобретения, просто как «многоосная ковка с высокой скоростью деформации».
[0051] В не имеющих ограничительного характера вариантах, в соответствии с настоящим изобретением, фраза «наружная область поверхности» относится к объему около 50%, или около 60%, или около 70%, или около 80% куба, в наружной области куба.
[0052] В не имеющем ограничительного характера варианте, нагревание 34 наружной области поверхности 36 заготовки 24 может выполняться, используя один или несколько механизмов 38 нагревания поверхности системы 33 регулирования температуры. Примеры возможных механизмов 38 нагревания наружной поверхности включают, помимо прочего, огневые нагреватели для нагревания пламенем; индукционные нагреватели для индукционного нагревания; и радиационные нагреватели для радиационного нагревания заготовки 24. Другие механизмы и технологии нагревания наружной области поверхности заготовки будут очевидны для специалиста при рассмотрении настоящего изобретения, и такие механизмы и технологии находятся в пределах объема настоящего изобретения. Не имеющий ограничительного характера вариант механизма 38 нагревания наружной области поверхности может включать камерную печь (не показана). Камерная печь может быть оснащена различными механизмами нагревания наружной области поверхности заготовки, используя один или несколько механизмов нагревания пламенем, механизмов радиационного нагревания, механизмов индукционного нагревания, и/или любой другой подходящий механизм нагревания, известный специалисту в настоящее время или в будущем.
[0053] В другом, не имеющем ограничительного характера варианте, температура наружной области поверхности 36 заготовки 24 может быть нагрета 34 и поддерживаться вблизи температуры ковки заготовки, и в диапазоне температур ковки заготовки, используя один или несколько нагревателей 40 штампа системы 33 регулирования температуры. Нагреватели 40 штампа могут использоваться для поддержания штампов 40 или поверхностей 44 штампов пресса для ковки в открытых штампах вблизи температуры ковки заготовки или в диапазоне температур ковки заготовки. В не имеющем ограничительного характера варианте, штампы 40 системы регулирования температуры нагреваются до температуры в диапазоне, который включает температуру ковки заготовки до 100°F (55,6°C) ниже температуры ковки заготовки. Нагреватели 40 штампа могут нагревать штампы 42 или поверхность 44 штампа пресса для ковки в открытых штампах посредством любого подходящего механизма нагревания, известного специалисту в настоящее время или в будущем, включая, помимо прочего, механизмы нагревания пламенем, механизмы радиационного нагревания, механизмы контактного нагревания и/или механизмы индукционного нагревания. В не имеющем ограничительного характера варианте, нагреватель 40 штампа может быть компонентом камерной печи (не показана). Хотя система 33 регулирования температуры показана на месте, и используется во время переходов 32, 52, 60 охлаждения процесса многоосной ковки 26, показанного на ФИГ.2(b), (d) и (f), очевидно, что система 33 регулирования температуры может находиться на месте или не находиться на месте во время переходов 28, 46, 56 ковки в прессе, описанных на ФИГ.2(a), (c) и (e).
[0054] Как показано на ФИГ.2(c), аспект не имеющего ограничительного характера варианта способа 26 многоосной ковки, в соответствии с настоящим изобретением, включает ковку в прессе (переход 46) заготовки 24 при температуре ковки заготовки в направлении (B) второй ортогональной оси 48 заготовки 24, используя скорость деформации, которая достаточна для адиабатического нагревания заготовки 24, или, по меньшей мере, внутренней области заготовки, и пластическую деформацию заготовки 24. В не имеющем ограничительного характера варианте, в процессе ковки в прессе (46) заготовка 24 деформируется до пластической деформации от 20% до 50% обжатия по высоте или в другом измерении. В не имеющем ограничительного характера варианте, в процессе ковки в прессе (46) заготовка 24 деформируется до пластической деформации от 30% до 40% обжатия по высоте или в другом измерении. В не имеющем ограничительного характера варианте, заготовка 24 может подвергаться ковке в прессе (46) в направлении второй ортогональной оси 48 до той же самой высоты прокладки, которая использовалась в первом переходе (28) ковки в прессе. В другом, не имеющем ограничительного характера варианте, в соответствии с настоящим изобретением, внутренняя область (не показана) заготовки 24 подвергается адиабатическому нагреванию во время перехода (46) ковки в прессе до той же температуры, что и в первом переходе (28) ковки в прессе. В других, не имеющих ограничительного характера вариантах, высокие скорости деформации, используемые для ковки в прессе (46), находятся в том же диапазоне скоростей деформации, который раскрыт для первого перехода (28) ковки в прессе.
[0055] В не имеющем ограничительного характера варианте, как показано стрелкой 50 на ФИГ.2(b) и (d), заготовка 24 может поворачиваться 50 по различным ортогональным осям между последовательными переходами (например, 28, 46) ковки в прессе. Этот поворот может называться «a-b-c» поворотом. Понятно, что используя различные схемы ковки, будет возможно поворачивать шток на прессе вместо поворачивания заготовки 24, или пресс может быть оборудован многоосными штоками, так что не требуется поворачивать ни заготовку, ни ковочный пресс. Очевидно, важным аспектом является относительное перемещение штока и заготовки, и что поворот 50 заготовки 24 может быть дополнительным переходом. В большинстве систем современного промышленного оборудования, тем не менее, для выполнения процесса 26 многоосной ковки будет необходим поворот 50 заготовки по различным ортогональным осям между переходами ковки в прессе.
[0056] В не имеющих ограничительного характера вариантах, в которых необходим a-b-с поворот 50, заготовку 24 может поворачивать вручную оператор пресса, или для обеспечения a-b-c поворота 50 может действовать автоматическая система поворота (не показана). Для осуществления раскрываемого здесь, не имеющего ограничительного характера, варианта многоосной ковки с высокой скоростью деформации и регулированием температуры, автоматическая система a-b-c поворота может включать, помимо прочего, шарнирную оснастку манипулятора зажимного типа или подобную ей.
[0057] После ковки в прессе 46 заготовки 24 в направлении второй ортогональной оси 48, т.е., в направлении B, как показано на ФИГ.2(d), процесс 20 дополнительно включает выдержку (переход 52) адиабатически нагреваемой внутренней области (не показано) заготовки для охлаждения до температуры ковки заготовки, как показано на ФИГ.2(d). Время охлаждения внутренней области, или время выдержки, в не имеющих ограничительного характера вариантах, может колебаться в диапазоне, например, от 5 до 120 секунд, или от 10 до 60 секунд, или от 5 секунд до 5 минут, и, как известно специалисту в данной области, минимальное время охлаждения зависит от размера, формы и состава заготовки 24, а также характеристик среды, окружающей заготовку.
[0058] В течение времени охлаждения внутренней области, раскрываемый здесь аспект системы 33 регулирования температуры, в соответствии с некоторыми, не имеющими ограничительного характера вариантами, включает нагревание (переход 54) наружной области поверхности 36 заготовки 24 до температуры, близкой к температуре ковки заготовки. Таким образом, температура заготовки 24 поддерживается постоянной или почти постоянной, и перед каждым ударом MAF с высокой скоростью деформации создаются, по существу, изотермические условия, близкие к температуре ковки заготовки. В не имеющих ограничительного характера вариантах, при использовании системы 33 регулирования температуры для нагревания наружной области поверхности 36, вместе с выдержкой адиабатически нагреваемой внутренней области для охлаждения внутренней области в течение определенного времени охлаждения, температура заготовки возвращается к практически постоянной температуре вблизи температуры ковки заготовки, между каждым ударом a-b-c ковки. В другом, не имеющем ограничительного характера варианте, в соответствии с настоящим изобретением, при использовании системы 33 регулирования температуры для нагревания наружной области поверхности 36, вместе с выдержкой адиабатически нагреваемой внутренней области для охлаждения внутренней области в течение определенного времени охлаждения, температура заготовки возвращается к практически постоянной температуре в диапазоне температур ковки заготовки, перед каждым ударом MAF с высокой скоростью деформации.
[0059] В не имеющем ограничительного характера варианте, нагревание 54 наружной области поверхности 36 заготовки 24 может выполняться, используя один или несколько механизмов 38 нагревания наружной поверхности системы 33 регулирования температуры. Примеры возможных механизмов 38 нагревания могут включать, помимо прочего: огневые нагреватели для нагревания пламенем; индукционные нагреватели для индукционного нагревания; и/или радиационные нагреватели для радиационного нагревания заготовки 24. Не имеющий ограничительного характера вариант механизма 38 нагревания поверхности может включать камерную печь (не показана). Другие механизмы и технологии нагревания наружной поверхности заготовки будут очевидны для специалиста при рассмотрении настоящего изобретения, и такие механизмы и технологии находятся в пределах объема настоящего изобретения, и такие механизмы и технологии находятся в пределах объема настоящего изобретения. Камерная печь может быть оснащена различными механизмами нагревания наружной поверхности заготовки, используя один или несколько механизмов нагревания пламенем, механизмов радиационного нагревания, механизмов индукционного нагревания, и/или любой другой подходящий механизм нагревания, известный специалисту в настоящее время или в будущем.
[0060] В другом, не имеющем ограничительного характера варианте, температура наружной области поверхности 36 заготовки 24 может быть нагрета 54, и поддерживаться вблизи температуры ковки заготовки, и в диапазоне температур ковки заготовки, используя один или несколько нагревателей 40 штампа системы 33 регулирования температуры. Нагреватели 40 штампа могут использоваться для поддержания поверхностей штампов 40 или поверхностей штампа 44 пресса для ковки в открытых штампах вблизи температуры ковки заготовки или в диапазоне температур ковки. Нагреватели 40 штампа могут нагревать штампы 42 или поверхность 44 пресса для ковки в открытых штампах посредством любого подходящего механизма нагревания, известного специалисту в настоящее время или в будущем, включая, помимо прочего, механизмы нагревания пламенем, механизмы радиационного нагрева, механизмы контактного нагревания и/или механизмы индукционного нагревания. В не имеющем ограничительного характера варианте, нагреватель 40 штампа может быть компонентом камерной печи (не показана). Хотя система 33 регулирования температуры показана на месте и используется во время переходов 32, 52, 60 охлаждения в процессе многоосной ковки 26, показанного на ФИГ.2(b), (d) и (f), очевидно, что система 33 регулирования температуры может находиться на месте или не находиться на месте во время переходов 28, 46, 56 ковки в прессе, описанных на ФИГ.2(а), (с) и (е).
[0061] Как показано на ФИГ.2(е), аспект варианта многоосной ковки 26, в соответствии с настоящим изобретением, включает ковку в прессе (переход 56) заготовки 24 при температуре ковки заготовки в направлении (С) третей ортогональной оси 58 заготовки 24, используя скорость штока и скорость деформации, которая достаточна для адиабатического нагревания заготовки 24, или, по меньшей мере, внутренней области заготовки, и пластическую деформацию заготовки 24. В не имеющем ограничительного характера варианте, в процессе ковки в прессе 56 заготовка 24 деформируется до пластической деформации от 20% до 50% обжатия по высоте или в другом измерении. В не имеющем ограничительного характера варианте, в процессе ковки в прессе (56) заготовка деформируется до пластической деформации от 30% до 40% обжатия по высоте или в другом измерении. В не имеющем ограничительного характера варианте, заготовка 24 может подвергаться ковке в прессе (56) в направлении третьей ортогональной оси 58 до той же самой высоты прокладки, которая использовалась в первом переходе (28) ковки в прессе. В другом, не имеющем ограничительного характера варианте, в соответствии с настоящим изобретением, внутренняя область (не показана) заготовки 24 подвергается адиабатическому нагреванию во время перехода (56) ковки в прессе до тех же температур, что и в первом переходе (28) ковки в прессе. В других, не имеющих ограничительного характера вариантах, высокие скорости деформации, используемые для ковки в прессе (56), находятся в том же диапазоне скоростей деформации, который раскрыт для первого перехода (28) ковки в прессе.
[0062] В не имеющем ограничительного характера варианте, как показано стрелкой 50 на ФИГ.2(b), 2(d) и 2(e), заготовка 24 может поворачиваться 50 по различным ортогональным осям между последовательными переходами (например, 46, 56) ковки в прессе. Как указано ранее, этот поворот может называться a-b-c поворотом. Понятно, что используя различные схемы ковки, можно поворачивать шток на прессе вместо поворачивания заготовки 24, или пресс может быть оборудован многоосными штоками, так что не требуется поворачивать ни заготовку, ни ковочный штамп. Таким образом, поворот 50 заготовки 24 может быть необязательным переходом. В большинстве современных промышленных систем, тем не менее, для выполнения процесса 26 многоосной ковки будет необходим поворот 50 заготовки по различным ортогональным осям между переходами ковки в прессе.
[0063] После ковки в прессе 56 заготовки 24 в направлении третьей ортогональной оси 58, т.е., в направлении C, как показано на ФИГ.2(e), процесс 20 дополнительно включает выдержку (переход 60) адиабатически нагреваемой внутренней области (не показано) заготовки для охлаждения до температуры ковки заготовки, как показано на ФИГ.2(f). Время охлаждения внутренней области может колебаться в диапазоне, например, от 5 до 120 секунд, от 10 до 60 секунд, или от 5 секунд до 5 минут, и, как известно специалисту в данной области, время охлаждения зависит от размера, формы и состава заготовки 24, а также характеристик среды, окружающей заготовку.
[0064] В период охлаждения, аспект системы 33 регулирования температуры, в соответствии с не имеющими ограничительного характера вариантами, раскрываемыми здесь, включает нагревание (переход 62) наружной области поверхности 36 заготовки 24 до температуры, близкой к температуре ковки заготовки. Таким образом, перед каждым ударом MAF с высокой скоростью деформации температура заготовки 24 поддерживается постоянной или почти постоянной, и создаются практически изотермические условия, близкие к температуре ковки заготовки. В не имеющих ограничительного характера вариантах, при использовании системы 33 регулирования температуры для нагревания наружной области поверхности 36, вместе с выдержкой адиабатически нагретой внутренней области для охлаждения внутренней области в течение определенного времени охлаждения, температура заготовки возвращается к практически постоянной температуре вблизи температуры ковки заготовки, между каждым ударом a-b-c ковки. В не имеющих ограничительного характера вариантах, в соответствии с настоящим изобретением, используя систему 33 регулирования температуры для нагревания наружной области поверхности 36, вместе с выдержкой адиабатически нагретой внутренней области для охлаждения внутренней области в течение определенного времени охлаждения, температура заготовки возвращается к практически изотермическим условиям в диапазоне температур ковки заготовки, между каждым ударом a-b-c ковки.
[0065] В не имеющем ограничительного характера варианте, нагревание 62 наружной области поверхности 36 заготовки 24 может выполняться, используя один или несколько механизмов 38 нагревания наружной поверхности системы 33 регулирования температуры. Примеры возможных механизмов 38 нагревания могут включать, помимо прочего: огневые нагреватели для нагревания пламенем; индукционные нагреватели для индукционного нагревания; и/или радиационные нагреватели для радиационного нагревания заготовки 24. Другие механизмы и технологии нагревания наружной поверхности заготовки будут очевидны для специалиста при рассмотрении настоящего изобретения, и такие механизмы и технологии находятся в пределах объема настоящего изобретения. Не имеющий ограничительного характера вариант механизма 38 нагревания поверхности может включать камерную печь (не показана). Камерная печь может быть оснащена различными механизмами нагревания наружной поверхности заготовки, используя один или несколько механизмов нагревания пламенем, механизмов радиационного нагревания, механизмов индукционного нагревания, и/или любой другой подходящий механизм нагревания, известный специалисту в настоящее время или в будущем.
[0066] В другом, не имеющем ограничительного характера варианте, температура наружной области поверхности 36 заготовки 24 может быть нагрета 62 и поддерживаться вблизи температуры ковки заготовки, и в диапазоне температур ковки заготовки, используя один или несколько нагревателей 40 штампа системы 33 регулирования температуры. Нагреватели 40 штампа могут использоваться для поддержания поверхностей штампов 40 или поверхностей штампа 44 пресса для ковки в открытых штампах вблизи температуры ковки заготовки или в диапазоне температур ковки. В не имеющем ограничительного характера варианте, штампы 40 системы регулирования температуры нагреваются до температуры в диапазоне, который включает температуру ковки заготовки до 100°F (55,6°C) ниже температуры ковки заготовки. Нагреватели 40 штампа могут нагревать штампы 42 или поверхность штампа 44 пресса для ковки в открытых штампах посредством любого подходящего механизма нагревания, известного специалисту в настоящее время или в будущем, включая, помимо прочего, механизмы нагревания пламенем, механизмы радиационного нагревания, механизмы контактного нагревания и/или механизмы индукционного нагревания. В не имеющем ограничительного характера варианте, нагреватель 40 штампа может быть компонентом камерной печи (не показана). Хотя система 33 регулирования температуры показана на месте, и используется во время переходов 32, 52, 60 выравнивания в процессе многоосной ковки, показанных на ФИГ.2(b), (d) и (f), очевидно, что система 33 регулирования температуры может находиться на месте или не находиться на месте во время переходов 28, 46, 56 ковки в прессе, описанных на ФИГ.2(a), (c) и (e).
[0067] Аспект настоящего изобретения включает не имеющий ограничительного характера вариант, в котором один или несколько переходов ковки в прессе по трем ортогональным осям, охлаждения и нагревания поверхности, повторяются (т.е., выполняются последовательно для выполнения начального цикла переходов a-b-c ковки, охлаждения внутренней области и нагревания наружной области поверхности), пока не достигается истинная деформация заготовки, по меньшей мере, 3,5. Фраза «истинная деформация» известна также специалисту как «логарифмическая деформация», а также как «истинное напряжение». Со ссылкой на ФИГ.1, показан пример перехода (g), т.е., повторение (переход 64) одного или нескольких переходов (a)-(b), (c)-(d) и (e)-(f), пока истинная деформация в заготовке не достигнет, по меньшей мере, 3,5. В другом, не имеющем ограничительного характера варианте, снова со ссылкой на ФИГ.1, повторение, обозначенное 64, включает один или несколько переходов (a)-(b), (c)-(d) и (e)-(f), пока истинная деформация в заготовке не достигнет, по меньшей мере, 4,7. В следующем, не имеющем ограничительного характера варианте, снова со ссылкой на ФИГ.1, повторение, обозначенное 64 включает один или несколько переходов (a)-(b), (c)-(d) и (e)-(f), пока истинная деформация в заготовке не достигнет, по меньшей мере, 5 или больше или пока истинная деформация в заготовке не достигнет, по меньшей мере, 10. В другом, не имеющем ограничительного характера варианте, переходы (a)-(f), показанные на ФИГ.1, повторяются, по меньшей мере, 4 раза.
[0068] В не имеющих ограничительного характера вариантах многоосной ковки с высокой скоростью деформации и регулированием температуры, в соответствии с настоящим изобретением, после истинной деформации 3,7, внутренняя область заготовки имеет средний размер зерна альфа частиц от 4 мкм до 6 мкм. В не имеющем ограничительного характера варианте многоосной ковки с регулированием температуры, после достижения истинной деформации 4,7, заготовка имеет средний размер зерна в центральной области заготовки на уровне 4 мкм. В не имеющем ограничительного характера варианте, в соответствии с настоящим изобретением, при достижении средней деформации 3,7 или больше, некоторые, не имеющие ограничительного характера варианты способа по настоящему изобретению обеспечивают равноосные зерна.
[0069] В не имеющем ограничительного характера варианте процесса многоосной ковки, использующего систему регулирования температуры, поверхность раздела детали и штампа смазывается смазками, известными специалисту, такими как, помимо прочего, графит, стекло и/или другие известные твердые смазочные материалы.
[0070] В не имеющем ограничительного характера варианте, заготовка выполнена из сплава титана, выбранного из группы, состоящей из альфа сплавов титана, альфа+бета сплавов титана, метастабильных бета сплавов титана, и бета сплавов титана. В другом, не имеющем ограничительного характера варианте, заготовка выполнена из альфа+бета сплава титана. В следующем, не имеющем ограничительного характера варианте, заготовка выполнена из метастабильного бета сплава титана. Типичные сплавы титана, которые могут обрабатываться, используя варианты способов в соответствии с настоящим изобретением, включают, помимо прочего: альфа+бета сплавы титана, такие как, например, сплав Ti-6Al-4V (UNS №№ R56400 и R54601) и сплав Ti-6Al-2Sn-4Zr-2Mo (UNS №№R54620 и R54621); сплавы, близкие к бета сплавам титана, такие как, например, сплав Ti-10V-2Fe-3Al (UNS R54610)); и метастабильные бета сплавы титана, такие как, например, сплав Ti-15Mo (UNS R58150) и сплав Ti-5Al-5V-5Mo-3Cr (UNS не установлен). В не имеющем ограничительного характера варианте заготовка выполнена в виде сплав титана, который выбран из сплавов титана по условиям ASTM Grades 5, 6, 12, 19, 20, 21, 23, 24, 25, 29, 32, 35, 36 и 38.
[0071] В не имеющем ограничительного характера варианте, нагревание заготовки до температуры ковки заготовки в зоне альфа+бета фазы металлического материала из титана или сплава титана, включает нагревание заготовки до температуры созревания бета фазы; выдержку заготовки при температуре созревания бета фазы в течение времени созревания, достаточного для образования 100% микроструктуры бета фазы титана в заготовке; и охлаждение заготовки непосредственно до температуры ковки заготовки. В некоторых, не имеющих ограничительного характера вариантах, температура созревания бета фазы находится в диапазоне температур от температуры бета-перехода металлического материала титана или титанового сплава до 300°F (111°C) выше температуры бета-перехода металлического материала титана или титанового сплава. Не имеющие ограничительного характера варианты включают время созревания бета фазы от 5 минут до 24 часов. Специалисту в данной отрасли будет понятно, что другие температуры созревания бета фазы и время созревания бета фазы входят в объем настоящего изобретения и, например, что для образования 100% микроструктуры бета фазного титана сравнительно крупные заготовки могут потребовать относительно повышенных температур созревания бета фазы и/или увеличенного времени созревания бета фазы.
[0072] В некоторых, не имеющих ограничительного характера вариантах, в которых заготовка выдерживается при температуре созревания бета фазы для образования 100% микроструктуры бета фазы, перед охлаждением заготовки до температуры ковки заготовки, она может также подвергаться пластической деформации при температуре пластической деформации в зоне бета фазы металлического материала титана или сплава титана. Пластическая деформация заготовки может включать, по меньшей мере, один из переходов: протяжка, ковка осадкой, и многоосная ковка с высокой скоростью деформации заготовки. В не имеющем ограничительного характера варианте, пластическая деформация в зоне бета фазы включает ковку осадкой заготовки до деформации осадкой в зоне бета фазы в диапазоне 0,1-0,5. В не имеющем ограничительного характера варианте, температура пластической деформации находится в диапазоне температур, от температуры бета-перехода металлического материала титана или титанового сплава до 300°F (111°C) выше температуры бета-перехода металлического материала титана или титанового сплава.
[0073] ФИГ.4 - схема графика зависимости температуры-времени при термомеханической обработке для не имеющего ограничительного характера способа пластической деформации заготовки выше температуры бета-перехода и непосредственного охлаждения до температуры ковки заготовки. На ФИГ.4, не имеющий ограничительного характера способ 100 включает нагревание 102 заготовки до температуры 104 созревания бета фазы, выше температуры 106 бета-перехода металлического материала титана или сплава титана, и выдержку или «созревание» 108 заготовки при температуре 104 созревания бета фазы для полного образования микроструктуры бета фазы титана в заготовке. В не имеющем ограничительного характера варианте, в соответствии с настоящим изобретением, после созревания 108 заготовка может подвергаться пластической деформации 110. В не имеющем ограничительного характера варианте, пластическая деформация 110 включает ковку осадкой. В другом, не имеющем ограничительного характера варианте, пластическая деформация 110 включает ковку осадкой до истинной деформации на уровне 0,3. В другом, не имеющем ограничительного характера варианте, пластическая деформация 110 заготовки включает многоосную ковку с высокой скоростью деформации и регулированием температуры (не показано на ФИГ.4) при температуре созревания бета фазы.
[0074] Со ссылкой на ФИГ.4, после пластической деформации 110 в зоне бета фазы, в не имеющем ограничительного характера варианте, заготовка охлаждается 112 до температуры 114 ковки заготовки в зоне альфа+бета фазы металлического материала титана или титанового сплава. В не имеющем ограничительного характера варианте охлаждение 112 включает охлаждение на воздухе. После охлаждения 112, заготовка подвергается многоосной ковке 114 с высокой скоростью деформации с регулированием температуры, в соответствии с не имеющими ограничительного характера вариантами настоящего изобретения. В не имеющем ограничительного характера варианте по ФИГ.4, заготовка подвергается ударам или ковке в прессе 12 раз, т.е., три ортогональных оси заготовки не последовательно подвергаются ковке в прессе всего по 4 раза каждая. Иначе говоря, ссылаясь на ФИГ.1, цикл, включающий переходы (a)-(b), (c)-(d) и (e)-(f), выполняется 4 раза. В не имеющем ограничительного характера варианте по ФИГ.4, после цикла многоосной ковки, включающего 12 ударов, истинная деформация может равняться, например, примерно 3,7. После многоосной ковки 114, заготовка охлаждается 116 до комнатной температуры. В не имеющем ограничительного характера варианте охлаждение 116 включает охлаждение на воздухе.
[0075] Не имеющий ограничительного характера аспект настоящего изобретения включает многоосную ковку с высокой скоростью деформации и регулированием температуры при двух температурах в зоне альфа+бета фазы. ФИГ.5 - схема графика зависимости температуры-времени при термомеханической обработке для не имеющего ограничительного характера способа, который включает многоосную ковку заготовки из титанового сплава при первой температуре ковки заготовки, используя не имеющий ограничительного характера вариант регулирования температуры, раскрытый ранее, с последующим охлаждением до второй температуры ковки заготовки в зоне альфа+бета фазы, и многоосную ковку заготовки из титанового сплава при второй температуре ковки заготовки, используя не имеющий ограничительного характера вариант регулирования температуры, раскрытый ранее.
[0076] На ФИГ.5, не имеющий ограничительного характера способ 130, включает нагревание 132 заготовки до температуры 134 созревания бета фазы, выше температуры 136 бета-перехода сплава, и выдержку или созревание 138 заготовки при температуре 134 созревания бета фазы для полного образования микроструктуры бета фазы в заготовке из титана или сплава титана. После созревания 138, заготовка может подвергаться пластической деформации 140. В не имеющем ограничительного характера варианте, пластическая деформация 140 включает ковку осадкой. В другом, не имеющем ограничительного характера варианте, пластическая деформация 140 включает ковку осадкой до деформации на уровне 0,3. В другом, не имеющем ограничительного характера варианте, пластическая деформация 140 заготовки включает многоосную ковку с высокой скоростью деформации и регулированием температуры (не показано на ФИГ.5) при температуре созревания бета фазы.
[0077] Со ссылкой на ФИГ.5, после пластической деформации 140 в зоне бета фазы, заготовка охлаждается 142 до первой температуры 144 ковки заготовки в зоне альфа+бета фазы металлического материала титана или титанового сплава. В не имеющем ограничительного характера варианте охлаждение 142 включает охлаждение на воздухе. После охлаждения 142, заготовка подвергается многоосной ковке 146 с высокой скоростью деформации при первой температуре ковки заготовки, применяя систему регулирования температуры в соответствии с не имеющими ограничительного характера вариантами, раскрываемыми здесь. В не имеющем ограничительного характера варианте по ФИГ.5, заготовка подвергается ударам или ковке в прессе при первой температуре ковки заготовки 12 раз с поворотом на 90° между каждым ударом, т.е., три ортогональных оси заготовки подвергаются ковке в прессе по 4 раза каждая. Иначе говоря, ссылаясь на ФИГ.1, цикл, включающий переходы (a)-(b), (c)-(d) и (e)-(f), выполняется 4 раза. В не имеющем ограничительного характера варианте по ФИГ.5, после многоосной ковки 146 с высокой скоростью деформации заготовки при первой температуре ковки заготовки, заготовка из сплава титана охлаждается 148 до второй температуры ковки заготовки 150 в зоне альфа+бета фазы. После охлаждения 148, заготовка подвергается многоосной ковке 150 с высокой скоростью деформации при второй температуре ковки заготовки, применяя систему регулирования температуры в соответствии с не имеющими ограничительного характера вариантами, раскрываемыми здесь. В не имеющем ограничительного характера варианте по ФИГ.5, заготовка подвергается ударам или ковке в прессе при второй температуре ковки заготовки всего 12 раз. Очевидно, что число ударов, наносимых по заготовке из титанового сплава при первой и второй температурах ковки заготовки, может изменяться в зависимости от необходимой истинной деформации и необходимого конечного размера зерен и что подходящее число ударов можно определить без неоправданного экспериментирования. После многоосной деформации 150 при второй температуре ковки заготовки, заготовка охлаждается 152 до комнатной температуры. В не имеющем ограничительного характера варианте охлаждение 152 включает охлаждение на воздухе до комнатной температуры.
[0078] В не имеющем ограничительного характера варианте, первая температура ковки заготовки является первой температурой ковки заготовки, колеблющейся в диапазоне более чем на 200°F (111,1°C) ниже температуры бета-перехода металлического материала титана или сплава титана до 500°F (277,8°C) ниже температуры бета-перехода металлического материала титана или сплава титана, т.е., первая температура ковки заготовки T1 находится в диапазоне Tβ-200°F>T1≥Tβ-500°F. В не имеющем ограничительного характера варианте, вторая температура ковки заготовки является второй температурой ковки заготовки, колеблющейся в диапазоне более чем на 500°F (277,8°C) ниже температуры бета-перехода металлического материала титана или сплава титана до 700°F (388,9°C) ниже температуры бета-перехода, т.е., вторая температура ковки заготовки T2 находится в диапазоне Tβ-500°F>T2≥Tβ-700°F. В не имеющем ограничительного характера варианте, заготовка сплава титана выполнена из сплава Ti-6-4; первая температура ковки заготовки составляет 1500°F (815,6°C); и вторая температура ковки заготовки составляет 1300°F(704,4°C).
[0079] ФИГ.6 - схема графика зависимости температуры-времени при термомеханической обработке для не имеющего ограничительного характера способа, в соответствии с настоящим изобретением, пластической деформации заготовки, выполненной в виде металлического материала, выбранного из титана и сплава титана, выше температуры бета-перехода, и охлаждения заготовки до температуры ковки заготовки, наряду с одновременным применением многоосной ковки с высокой скоростью деформации с регулированием температуры на заготовке, в соответствии с не имеющими ограничительного характера вариантами настоящего изобретения. На ФИГ.6 - не имеющий ограничительного характера способ 160 использования многоосной ковки с высокой скоростью деформации с регулированием температуры для измельчения зерна титана или сплава титана, включает нагревание 162 заготовки до температуры 164 созревания бета фазы выше температуры 166 бета-перехода металлического материала титана или сплава титана, и выдержку или созревание 168 заготовки при температуре 164 созревания бета фазы для полного образования микроструктуры бета фазы в заготовке. После созревания 168 заготовки при температуре созревания бета фазы, заготовка подвергается пластической деформации 170. В не имеющем ограничительного характера варианте пластическая деформация 170 может включать многоосную ковку с высокой скоростью деформации с регулированием температуры. В не имеющем ограничительного характера варианте заготовка повторно подвергается многоосной ковке 172 с высокой скоростью деформации, используя систему регулирования температуры, как раскрывается здесь, по мере охлаждения заготовки при прохождении через температуру бета-перехода. На ФИГ.6 показаны три промежуточных перехода многоосной ковки 172 с высокой скоростью деформации, но должно быть понятно, что, при необходимости, может быть больше или меньше промежуточных переходов многоосной ковки 172 с высокой скоростью деформации. Промежуточные переходы многоосной ковки 172 с высокой скоростью деформации являются промежуточными для начального перехода 170 многоосной ковки с высокой скоростью деформации при температуре созревания, и конечного перехода многоосной ковки с высокой скоростью деформации в зоне 174 альфа+бета фазы металлического материала. Тогда как на ФИГ.6 показан один конечный переход многоосной ковки с высокой скоростью деформации, где температура заготовки остается полностью в зоне альфа+бета фазы, понятно, что для дополнительного измельчения зерна может выполняться более одного перехода многоосной ковки в зоне альфа+бета фазы. В соответствии с не имеющими ограничительного характера вариантами настоящего изобретения, по меньшей мере, один конечный переход многоосной ковки с высокой скоростью деформации выполняется полностью при температурах в зоне альфа+бета фазы заготовки из титана или титанового сплава.
[0080] Поскольку переходы 170, 172, 174 многоосной ковки выполняются, когда температура заготовки понижается при прохождении через температуру бета-перехода металлического материала титана или сплава титана, вариант способа, такой, как показан на ФИГ.6, здесь называется «многоосная ковка с высокой скоростью деформации при прохождении бета-перехода». В не имеющем ограничительного характера варианте, система (33 на ФИГ.2) регулирования температуры используется в многоосной ковке при прохождении бета-перехода для поддержания температуры заготовки при постоянной или практически постоянной температуре перед каждым ударом, при каждой температуре ковки при прохождении бета-перехода и, дополнительно, для уменьшения скорости охлаждения. После многоосной ковки 174 заготовки, она охлаждается 176 до комнатной температуры. В не имеющем ограничительного характера варианте охлаждение 176 включает охлаждение на воздухе.
[0081] Не имеющие ограничительного характера варианты многоосной ковки, использующие систему регулирования температуры, как раскрыто ранее, могут применяться для обработки заготовок из титана и сплава титана, имеющих поперечное сечение, большее чем 4 кв. дюйма, используя обычные ковочные прессы, и размер кубических заготовок может изменяться в масштабе в соответствии с мощностью отдельного пресса. Было определено, что пластинки альфа фазы из структуры отожженной B фазы легко разрушаются до мелких однородных зерен альфа фазы при температурах ковки заготовки, раскрытых здесь в не имеющих ограничительного характера вариантах. Кроме того, было определено, что уменьшение температуры ковки заготовки уменьшает размер частиц альфа фазы (размер зерна).
[0082] Не желая придерживаться какой-либо конкретной теории, предполагается, что возникающее измельчение зерна в не имеющих ограничительного характера вариантах многоосной ковки с высокой скоростью деформации и регулированием температуры, в соответствии с настоящим изобретением, происходит путем мета-динамической рекристаллизации. На существующем уровне процесса многоосной ковки с низкой скоростью деформации, динамическая рекристаллизация происходит мгновенно при приложении нагрузки к материалу. Предполагается, что при многоосной ковке с высокой скоростью деформации, в соответствии с настоящим изобретением, мета-динамическая рекристаллизация происходит при окончании каждой деформации или ковочного удара, поскольку, по меньшей мере, внутренняя область заготовки нагревается вследствие адиабатического нагревания. Остаточное адиабатическое тепло, время охлаждения внутренней области и нагревание области наружной поверхности влияют на степень измельчения зерна в не имеющих ограничительного характера способах многоосной ковки с высокой скоростью деформации и регулированием температуры, в соответствии с настоящим изобретением.
[0083] Наблюдалось, что многоосная ковка, использующая систему регулирования температуры, и кубические заготовки, выполненные из металлического материала, выбранного из титана и сплавов титана, как раскрыто здесь, обеспечивают определенно меньшие, чем оптимальные результаты. Предполагается, что одно или несколько условий из следующих: (1) заготовка кубической формы, используемая в некоторых вариантах многоосной ковки с регулированием температуры, раскрываемых здесь; (2) охлаждение штампа (т.е., позволение температуре штампов опускаться значительно ниже температуры ковки заготовки); и (3) использование высокой скорости деформации, концентрируют напряжения в области сердцевины заготовки.
[0084] Аспект настоящего изобретения включает способы ковки, которые могут достигать, как правило, однородного мелкого зерна, весьма мелкого зерна или сверхмелкого размера зерна в сплавах титана в размерах биллета. Иначе говоря, заготовка, обработанная такими способами, может содержать желаемый размер зерен, такой как микроструктура сверхмелкого зерна по всей заготовке, а не только в центральной области заготовки. Не имеющие ограничительного характера варианты таких способов используют переходы «многократной осадки и протяжки» на биллетах, имеющих поперечное сечение больше, чем 4 кв. дюйма. Переходы многократной осадки и протяжки направлены на достижение однородного мелкого зерна, весьма мелкого зерна или сверхмелкого зерна по всей заготовке, наряду с сохранением по существу исходных размеров заготовки. Поскольку эти способы ковки включают переходы многократной осадки и протяжки, они здесь называются как способ «MUD». Способ MUD включает интенсивную пластическую деформацию и может обеспечивать однородные сверхмелкие зерна в заготовках сплава титана размером с биллет. В не имеющих ограничительного характера вариантах, в соответствии с настоящим изобретением, скорости деформации, используемые для переходов ковки осадкой и ковки протяжкой процесса MUD, находятся в диапазоне от 0,001 с-1 до 0,02 с-1, включительно. В противовес этому, скорости деформации, обычно используемые для традиционной ковки осадкой и протяжкой в открытых штампах, находятся в диапазоне от 0,03 с-1 до 0,1 с-1. Скорость деформации для MUD является достаточно малой, чтобы предотвратить адиабатическое нагревание, чтобы поддерживать температуру ковки под контролем, кроме того, скорость деформации приемлема для промышленного применения.
[0085] Схематическое представление не имеющих ограничительного характера вариантов способа многократной осадки и протяжки, т.е. способа «MUD», приведено на ФИГ.7, а блок-схема некоторых вариантов способа MUD приведена на ФИГ.8. Со ссылками на ФИГ.7 и 8, не имеющий ограничительного характера способ 200 измельчения зерен в заготовке, выполненной из металлического материала, выбранного из титана и сплава титана, используя переходы многократной ковки осадкой и протяжкой, включает нагревание 202 цилиндрообразной заготовки из металлического материала титана или сплава титана до температуры ковки заготовки в зоне альфа+беты фазы металлического материала. В не имеющем ограничительного характера варианте, формой цилиндрообразной заготовки является цилиндр. В другом не имеющем ограничительного характера варианте, формой цилиндрообразной заготовки является восьмиугольный цилиндр или правильный восьмиугольник.
[0086] Цилиндрообразная заготовка имеет исходные размеры поперечного сечения. В не имеющем ограничительного характера варианте способа MUD, в соответствии с настоящим изобретением, в котором исходной заготовкой является цилиндр, начальным размером поперечного сечения является диаметр цилиндра. В не имеющем ограничительного характера способе MUD, в соответствии с настоящим изобретением, в котором начальной заготовкой является восьмиугольный цилиндр, начальным размером поперечного сечения является диаметр описанной окружности восьмиугольного поперечного сечения, т.е., диаметр окружности, которая проходит через все вершины восьмиугольного поперечного сечения.
[0087] Когда цилиндрообразная заготовка находится при температуре ковки заготовки, заготовка подвергается ковке осадкой 204. После ковки осадкой 204, в не имеющем ограничительного характера варианте, заготовка поворачивается (206) на 90°, а затем подвергается многопроходной ковке протяжкой 208. Фактический поворот 206 заготовки является необязательным, и целью перехода является расположение заготовки в правильной ориентации (см. ФИГ.7) относительно ковочного устройства для последующих переходов многопроходной ковки протяжкой 208.
[0088] Многопроходная ковка протяжкой включает поворот заготовки с определенным шагом (показанный стрелкой 210) в направлении поворота (показан направлением стрелки 210), с последующей ковкой протяжкой 212 заготовки после каждого поворота на определенный шаг. В не имеющих ограничительного характера вариантах, поворот с определенным шагом и ковка протяжкой повторяются 214, пока заготовка не приобретет исходные размеры поперечного сечения. В не имеющем ограничительного характера варианте, переходы ковки осадкой и многопроходной ковки протяжкой повторяют, пока не будет достигнута истинная деформация заготовки, по меньшей мере, 3,5. В другом, не имеющем ограничительного характера варианте, нагревание, переходы ковки осадкой и многопроходной ковки протяжкой повторяют, пока не будет достигнута истинная деформация заготовки, по меньшей мере, 4,7. В следующем, не имеющем ограничительного характера варианте, нагревание, переходы ковки осадкой и многопроходной ковки протяжкой повторяют, пока не будет достигнута истинная деформация заготовки, по меньшей мере, 10. В не имеющих ограничительного характера вариантах отмечалось, что, когда истинная деформация 10 придается при ковке MUD, получается UFG микроструктура альфа фазы, и что увеличивающаяся истинная деформация, приданная заготовке, приводит к уменьшенному среднему размеру зерен.
[0089] Аспектом настоящего изобретения является применение при переходах осадки и многократной протяжки скорости деформации, которая достаточна для получения интенсивной пластической деформации заготовки из титанового сплава, которая в не имеющих ограничительного характера вариантах, дополнительно приводит к сверхмелкому размеру зерна. В не имеющем ограничительного характера варианте скорость деформации, используемая при ковке осадкой, находится в диапазоне от 0,001 с-1 до 0,003 с-1. В другом, не имеющем ограничительного характера варианте, скорость деформации, используемая в переходах многократной ковки протяжкой, находится в диапазоне от 0,01 с-1 до 0,02 с-1. Установлено, что скорости деформации в этих диапазонах не приводят к адиабатическому нагреванию заготовки, что позволяет регулировать температуру заготовки, и являются достаточными для экономически приемлемого промышленного применения.
[0090] В не имеющем ограничительного характера варианте, после выполнения способа MUD, заготовка имеет практически исходные размеры исходного цилиндра 214 или восьмиугольного цилиндра 216. В еще одном, не имеющем ограничительного характера варианте, после выполнения способа MUD, заготовка имеет практически такое же поперечное сечение, как исходная заготовка. В не имеющем ограничительного характера варианте, однократная осадка требует нескольких ударов протяжкой для возвращения заготовки к форме, включающей исходное поперечное сечение заготовки.
[0091] В не имеющем ограничительного характера варианте способ MUD, в котором заготовка имеет форму цилиндра, поворот с определенным шагом и ковка протяжкой дополнительно включает многократные переходы поворота цилиндрической заготовки с шагом 15° и последующей ковки протяжкой, пока цилиндрическая заготовка не будет повернута на 360° с ковкой протяжкой на каждом шаге. В не имеющем ограничительного характера варианте способа MUD, в котором заготовка имеет форму цилиндра, чтобы довести заготовку до практически исходных размеров поперечного сечения, после каждого приема ковки осадкой, применяются переходы из двадцати четырех поворотов на шаг+ковка протяжкой. В не имеющем ограничительного характера варианте, когда заготовка имеет форму восьмигранного цилиндра, поворот с определенным шагом и ковка протяжкой дополнительно включают многократные переходы поворота заготовки с шагом 45° и последующей ковки протяжкой, пока цилиндрическая заготовка не будет повернута на 360° с ковкой протяжкой на каждом шаге. В не имеющем ограничительного характера варианте способа MUD, в котором заготовка имеет форму восьмигранного цилиндра, чтобы довести заготовку до практически исходных размеров поперечного сечения, после каждого приема ковки осадкой применяются переходы из восьми поворотов на определенный шаг+ковки протяжкой. В не имеющих ограничительного характера вариантах способа MUD отмечалось, что манипуляции с восьмигранным цилиндром посредством манипуляторов были более точными, чем манипуляции с цилиндром посредством манипуляторов. Кроме того, отмечалось, что манипуляции с восьмигранным цилиндром посредством манипуляторов в не имеющем ограничительного характера варианте MUD были более точными, чем манипуляции с кубической заготовкой, используя ручные ключи, в не имеющих ограничительного характера вариантах раскрываемого здесь процесса MAF с высокой скоростью деформации и регулированием температуры. Очевидно, что другие значения поворота на определенный шаг и переходов ковки протяжкой для цилиндрообразных биллетов входят в объем настоящего изобретения, и такие другие возможные значения поворота на определенный шаг могут быть определены специалистом без неоправданного экспериментирования.
[0092] В не имеющем ограничительного характера варианте MUD, в соответствии с настоящим изобретением, температура ковки заготовки включает температуру в пределах диапазона температур ковки заготовки. В не имеющем ограничительного характера варианте температура ковки заготовки находится в диапазоне температур ковки заготовки от 100°F (55,6°C) ниже температуры бета-перехода (Tβ) металлического материала титана или сплава титана до 700°F (388,9°C) ниже температуры бета-перехода металлического материала титана или сплава титана. В другом, не имеющем ограничительного характера варианте, температура ковки заготовки находится в диапазоне температур от 300°F (166,7°C) ниже температуры бета-перехода металлического материала титана или сплава титана до 625°F (347°C) ниже температуры бета-перехода металлического материала титана или сплава титана. В не имеющем ограничительного характера варианте нижняя граница диапазона температур ковки заготовки представляет собой температуру в зоне альфа+бета фазы, где не возникают существенные повреждения поверхности заготовки в процессе ударов ковки, что может определить специалист в данной области без неоправданного экспериментирования.
[0093] В не имеющем ограничительного характера варианте MUD, в соответствии с настоящим изобретением, диапазон температур ковки заготовки для сплава Ti-6-4 (Ti-6Al-4V; UNS № R56400), который имеет температуру бета-перехода (Tβ) около 1850°F(1010°C), может составлять, например, от 1150°F (621,1°C) до 1750°F (954,4°C), или в другом варианте может составлять от 1225°F (662,8°C) до 1550°F (843,3°C).
[0094] Не имеющие ограничительного характера варианты включают многократные переходы повторного нагревания при применении способа MUD. В не имеющем ограничительного характера варианте, заготовка из сплава титана нагревается до температуры ковки заготовки после ее ковки осадкой. В другом, не имеющем ограничительного характера варианте, заготовка из сплава титана нагревается до температуры ковки заготовки перед переходом ковки протяжкой при многопроходной ковке протяжкой. В другом, не имеющем ограничительного характера варианте, заготовка нагревается по необходимости, чтобы снова довести фактическую температуру заготовки до температуры ковки заготовки после перехода ковки осадкой или протяжкой.
[0095] Установлено, что варианты способа MUD вызывают лишнюю работу или предельную деформацию, также называемую интенсивной пластической деформацией, которая направлена на создание сверхмелких зерен в заготовке, выполненной из металлического материала, выбранного из титана и сплава титана. Без намерения придерживаться какой-либо определенной теории действия, предполагается, что при применении способа MUD, в цилиндрической или восьмиугольной форме поперечного сечения цилиндрической или восьмиугольной цилиндрической заготовки, соответственно, деформация распределяется более равномерно по площади поперечного сечения заготовки. Вредное воздействие трения между заготовкой и ковочным штампом также уменьшается посредством уменьшения площади соприкосновения заготовки со штампом.
[0096] Кроме того, установлено, что уменьшение температуры при применении способа MUD уменьшает конечный размер зерен до размера, который является характерным для определенной используемой температуры. Ссылаясь на ФИГ.8, в не имеющем ограничительного характера варианте способа 200 для измельчения размера зерна заготовки, после применения способа MUD при температуре ковки заготовки, температура заготовки может быть снижена 216 до второй температуры ковки заготовки. После охлаждения заготовки до второй температуры ковки заготовки, в не имеющем ограничительного характера варианте, заготовка подвергается ковке осадкой при второй температуре ковки заготовки 218. Заготовка поворачивается 220 или ориентируется для последующих переходов ковки протяжкой. Заготовка подвергается многопереходной ковке протяжкой при второй температуре ковки заготовки 222. Многопереходная ковка протяжкой при второй температуре ковки заготовки 222 включает поворот с определенным шагом 224 заготовки в направлении поворота (см. ФИГ.7), и ковку протяжкой при второй температуре ковки заготовки 226 после каждого поворота с определенным шагом. В не имеющем ограничительного характера варианте, переходы осадки, поворота с определенным шагом 224 и ковки протяжкой повторяются 226, пока заготовка не содержит исходных размеров поперечного сечения. В другом, не имеющем ограничительного характера варианте, переходы ковки осадкой при второй температуре ковки заготовки 218, поворота 220, и многопереходной ковки протяжкой 222 повторяются, пока не будет достигнута истинная деформация заготовки на уровне 10 или больше. Установлено, что процесс MUD может продолжаться до тех пор, пока заготовке из титана или сплава титана не будет придана необходимая истинная деформация.
[0097] В не имеющем ограничительного характера варианте, включающем способ многотемпературной MUD, температура ковки заготовки или первая температура ковки заготовки, составляет около 1600°F (871,1°C), а вторая температура ковки заготовки составляет около 1500°F (815,6°C). Последующие температуры ковки заготовки, которые ниже, чем первая и вторая температуры ковки заготовки, такие как третья температура ковки заготовки, четвертая температура ковки заготовки и так далее, входят в объем не имеющих ограничительного характера вариантов настоящего изобретения.
[0098] При продолжении ковки, измельчение зерна приводит к уменьшению напряжения пластического течения при постоянной температуре. Установлено, что уменьшение температуры ковки для последовательных переходов осадки и протяжки поддерживает напряжение пластического течения постоянным и увеличивает скорость измельчения микроструктуры. Установлено, что в не имеющих ограничительного характера вариантах MUD, в соответствии с настоящим изобретением, истинная деформация на уровне 10 приводит к однородной равноосной микроструктуре сверхмелкозернистой альфа фазы в заготовках из титана и сплава титана и что меньшая температура двухтемпературного (или многотемпературного) процесса MUD может быть определяющей для конечного размера зерен после истинной деформации на уровне 10, придаваемой при ковке MUD.
[0099] Аспект настоящего изобретения включает, что после обработки по способу MUD, последующие переходы деформации возможны без укрупнения зерен измельченного размера, до тех пор, пока температура заготовки впоследствии не поднята выше температуры бета-перехода сплава титана. Например, в не имеющем ограничительного характера варианте, последующая деформация после обработки MUD может включать ковку протяжкой, многократную ковку протяжкой, ковку осадкой, или любое сочетание двух или нескольких из этих переходов ковки при температурах в зоне альфа+бета фазы титана или сплава титана. В не имеющем ограничительного характера варианте, последующая деформация или переходы ковки включают сочетание многопроходной ковки протяжкой, ковки осадкой и ковки протяжкой для уменьшения размеров исходного поперечного сечения цилиндрообразной заготовки до части размера поперечного сечения, такой, например, помимо прочего, как одна вторая размера поперечного сечения, одна четвертая размера поперечного сечения и так далее, наряду с поддержанием однородной структуры мелкого зерна, весьма мелкого размера зерна или сверхмелкого размера зерна в заготовке из титана или сплава титана.
[0100] В не имеющем ограничительного характера варианте способа MUD, заготовка выполнена из сплава титана, выбранного из группы, состоящей из альфа сплава титана, альфа+бета сплава титана, метастабильного бета сплава титана и бета сплава титана. В другом, не имеющем ограничительного характера варианте способа MUD, заготовка выполнена из альфа+бета сплава титана. В другом, не имеющем ограничительного характера варианте процесса многократной обработки осадкой и протяжкой, раскрываемом здесь, заготовка выполнена из метастабильного бета сплава титана. В не имеющем ограничительного характера варианте способа MUD заготовка выполнена из сплава титана, который выбран из сплавов титана по условиям ASTM Grades 5, 6, 12, 19, 20, 21, 23, 24, 25, 29, 32, 35, 36 и 38.
[0101] Перед нагреванием заготовки до температуры ковки заготовки в зоне альфа+бета фазы, в соответствии с вариантами MUD по настоящему изобретению, в не имеющем ограничительного характера варианте, заготовка может быть нагрета до температуры созревания бета фазы, выдержана при температуре созревания бета фазы в течение времени созревания бета фазы, достаточного для образования 100% микроструктуры бета фазы титана в заготовке, и охлаждена до комнатной температуры. В не имеющем ограничительного характера варианте, температура созревания бета фазы находится в диапазоне температур созревания бета фазы, который включает температуру бета-перехода титана или титанового сплава до 300°F (111°C) выше температуры бета-перехода титана или титанового сплава. В другом, не имеющем ограничительного характера варианте, время созревания бета фазы колеблется в пределах от 5 минут до 24 часов.
[0102] В не имеющем ограничительного характера варианте, заготовка представляет собой биллет, который покрыт полностью или на определенных поверхностях смазочным покрытием, уменьшающим трение между заготовкой и ковочными штампами. В не имеющем ограничительного характера варианте, смазочное покрытие представляет собой твердую смазку, такую как, помимо прочего, графитовая или стеклянная смазка. Другие смазочные покрытия, известные в настоящем или в будущем специалисту, входят в объем настоящего изобретения. Кроме того, в не имеющем ограничительного характера варианте способа MUD, использующего цилиндрообразные заготовки, площадь соприкосновения между заготовкой и ковочными штампами является небольшой по сравнению с площадью соприкосновения при многоосной ковке кубической заготовки. Уменьшенная площадь соприкосновения приводит к уменьшению трения в штампе и более однородной микроструктуре и макроструктуре заготовки из сплава титана.
[0103] Перед нагреванием заготовки, выполненной из металлического материала, выбранного из титана и сплавов титана, до температуры ковки заготовки в зоне альфа+бета фазы, в соответствии с вариантами MUD по настоящему изобретению, в не имеющем ограничительного характера варианте, заготовка подвергается пластической деформации при температуре пластической деформации в зоне бета фазы металлического материала титана или сплава титана после выдержки в течение времени созревания бета фазы, достаточного для образования 100% бета фазы в титане или сплаве титана перед охлаждением до комнатной температуры. В не имеющем ограничительного характера варианте, температура пластической деформации эквивалентна температуре созревания бета фазы. В не имеющем ограничительного характера варианте, температура пластической деформации находится в диапазоне температур пластической деформации, который включает температуру бета-перехода титана или сплава титана до 300°F (111°C) выше температуры бета-перехода титана или сплава титана.
[0104] В не имеющем ограничительного характера варианте, пластическая деформация в зоне бета фазы титана или сплава титана включает, по меньшей мере, один из видов протяжки, ковки осадкой и многоосной ковки с высокой скоростью деформации заготовки из сплава титана. В другом, не имеющем ограничительного характера варианте, пластическая деформация заготовки в зоне бета фазы титана или сплава титана включает многократную ковку осадкой и протяжкой в соответствии с не имеющими ограничительного характера вариантами настоящего изобретения, при которых охлаждение заготовки до температуры ковки заготовки включает охлаждение на воздухе. В еще одном, не имеющем ограничительного характера варианте, пластическая деформация заготовки в зоне бета фазы титана или сплава титана включает ковку осадкой заготовки до 30-35% обжатия по высоте или в другом измерении, таком как длина.
[0105] Другой аспект изобретения может включать нагревание ковочных штампов во время ковки. Не имеющий ограничительного характера вариант включает нагревание штампов ковочного пресса, используемых для ковки заготовки до температуры в диапазоне температур, заключенном между температурой ковки заготовки и температурой, лежащей на 100°F (55,6°C) ниже температуры ковки заготовки, включительно.
[0106] Предполагается, что некоторые способы, раскрытые здесь, чтобы уменьшить размер зерен заготовок из этих сплавов, также могут применяться к металлам и сплавам металлов, не относящимся к титану и сплавам титана. Другой аспект настоящего изобретения включает не имеющие ограничительного характера варианты способа для многоступенчатой ковки с высокой скоростью деформации металлов и сплавов металлов. Не имеющий ограничительного характера способ включает нагревание заготовки, выполненной из металла или сплава металла до температуры ковки заготовки. После нагревания заготовка подвергается ковке при температуре ковки заготовки со скоростью деформации, достаточной для адиабатического нагревания внутренней области заготовки. После ковки применяется период ожидания перед следующим переходом ковки. В течение периода ожидания температура адиабатически нагретой внутренней области заготовки из сплава металла уменьшается до температуры ковки заготовки, тогда как, по меньшей мере, одна область поверхности заготовки нагревается до температуры ковки заготовки. Переходы ковки заготовки, а затем выдержки адиабатически нагретой внутренней области заготовки до выравнивания температуры ковки заготовки, наряду с нагреванием, по меньшей мере, одной области поверхности заготовки из сплава металла до температуры ковки заготовки, повторяются, пока не будут получены необходимые характеристики. В не имеющем ограничительного характера варианте, ковка включает один или несколько переходов ковки в прессе, ковки осадкой, ковки протяжкой и вальцовки в ковочных вальцах. В другом, не имеющем ограничительного характера варианте, сплав металла выбирается из группы, состоящей из сплавов титана, циркония и сплавов циркония, сплавов алюминия, сплавов железа и сверхпрочных сплавов. В еще одном, не имеющем ограничительного характера варианте, необходимыми характеристиками являются одна или несколько из следующих: приданная деформация, средний размер зерен, форма и механические свойства. Механические свойства включают, помимо прочего, прочность, пластичность, трещиностойкость и твердость,
[0107] Далее приведены несколько примеров, демонстрирующих некоторые, не имеющие ограничительного характера, варианты в соответствии с настоящим изобретением.
ПРИМЕР 1
[0108] Многоосная ковка, использующая систему регулирования температуры, выполнялась на заготовке из титанового сплава, состоящей из сплава Ti-6-4, имеющего равноосные зерна альфа фазы и с размерами зерен в диапазоне 10-30 мкм. Применялась система регулирования температуры, которая включала нагреваемые штампы и нагревание пламенем для нагревания области поверхности заготовки из сплава титана. Заготовка была выполнена из куба со стороной 4 дюйма. Заготовка нагревалась в работающей на газе камерной печи до температуры отжига на бета фазу, около 1940°F (1060°C), т.е., примерно на 50°F (27,8°C) выше температуры бета-перехода. Время отжига для созревания бета фазы составляло 1 час. Заготовка, отожженная на бета фазу, охлаждалась на воздухе до комнатной температуры, т.е., около 70°F (21,1°C).
[0109] Отожженная на бета фазу заготовка затем нагревалась в работающей на газе камерной печи до температуры ковки заготовки 1500°F (815,6°C), которая находится в зоне альфа+бета фазы сплава. Отожженная на бета фазу заготовка вначале подвергалась ковке в прессе в направлении оси A заготовки до высоты прокладки 3,25 дюйма. Скорость штока при ковке в прессе составляла 1 дюйм/секунду, что соответствовало скорости деформации 0,27 с-1. Адиабатически нагретая центральная часть заготовки и нагретая пламенем область поверхности заготовки выдерживались для выравнивания температуры ковки заготовки в течение около 4,8 минут. Заготовка поворачивалась и подвергалась ковке в прессе в направлении оси B заготовки до высоты прокладки 3,25 дюйма. Скорость штока при ковке в прессе составляла 1 дюйм/секунду, что соответствовало скорости деформации 0,27 с-1. Адиабатически нагретая центральная часть заготовки и нагретая пламенем область поверхности заготовки выдерживалась для выравнивания температуры ковки заготовки в течение около 4,8 минут. Заготовка поворачивалась и подвергалась ковке в прессе в направлении оси C заготовки до высоты прокладки 4 дюйма. Скорость штока при ковке в прессе составляла 1 дюйм/секунду, что соответствовало скорости деформации 0,27 с-1. Адиабатически нагретая центральная часть заготовки и нагретая пламенем область поверхности заготовки выдерживалась для выравнивания температуры ковки заготовки в течение около 4,8 минут. (Многоосная) a-b-c ковка, описанная ранее, повторялась четыре раза, всего с 12 ударами, обеспечивая истинную деформацию 4,7. После многоосной ковки заготовка подвергалась закалке в воде. Маршрут термомеханической обработки для Примера 1 показан на ФИГ.9.
ПРИМЕР 2
[0110] Образец исходного материала для примера 1 и образец материала, обработанного по примеру 1, подготавливались методом металлографии, и структуры зерен наблюдались под микроскопом. ФИГ.10 - микрофотография отожженного на бета фазу материала по примеру 1, отображающая равноосные зерна с размером зерен между 10-30 мкм. ФИГ.11 - микрофотография центральной области a-b-c кованого образца по примеру 1. Структура зерен по ФИГ.11 имела равноосные зерна размером около 4 мкм и должна квалифицироваться как «весьма мелкозернистый» (VFG) материал. В образце зерна с размером VFG наблюдались преимущественно в центре образца. Размер зерен в образце был больше по мере возрастания расстояния от центра образца.
ПРИМЕР 3
[0111] Для определения времени охлаждения внутренней области, необходимого для охлаждения адиабатически нагреваемой внутренней области до температуры ковки заготовки, использовалось моделирование по методу конечного элемента. При моделировании заготовка из альфа-бета сплава титана диаметром 5 дюймов и длиной 7 дюймов виртуально нагревалась до температуры многоосной ковки 1500°F (815,6°C). Имитировалось нагревание ковочных штампов до 600°F (315,6°C). Имитируемая скорость штока была 1 дюйм/секунда, что соответствует скорости деформации 0,27 с-1. Для определения времени охлаждения внутренней области, необходимого для охлаждения адиабатически нагреваемой внутренней области имитируемой заготовки до температуры ковки заготовки, вводились различные интервалы для времени охлаждения внутренней области. Из участка по ФИГ.10, видно, что моделирование подсказывает, что для охлаждения адиабатически нагреваемой внутренней области до температуры ковки заготовки около 1500°F (815,6°C) может использоваться время охлаждения внутренней области от 30 до 45 секунд.
ПРИМЕР 4
[0112] Многоосная ковка с высокой скоростью деформации, использующая систему регулирования температуры, применялась для заготовки сплава титана, состоящей из куба со стороной 4 дюйма (10,16 см) из сплава Ti-6-4. Заготовка из сплава титана подвергалась отжигу на бета фазу при температуре 1940°F (1060°C) в течение 60 минут. После отжига на бета фазу заготовка охлаждалась на воздухе до комнатной температуры. Заготовка из сплава титана нагревалась до температуры ковки заготовки 1500°F (815,6°C), которая находится в зоне альфа-бета фазы заготовки из сплава титана. В соответствии с не имеющими ограничительного характера вариантами настоящего изобретения, для выравнивания температуры наружной области поверхности заготовки до температуры ковки заготовки, между ударами многоосной ковки, заготовка подвергалась многоосной ковке, используя систему регулирования температуры, включающую газопламенные нагреватели и нагреваемые штампы. Заготовка подвергалась ковке в штампе до размера 3,2 дюйма (8,13 см). Используя a-b-c поворот, заготовка последовательно подвергалась ковке в штампе, при каждом ударе до 4 дюймов (10,16 см). В переходах ковки в прессе использовалась скорость штока 1 дюйм в секунду (2,54 см/с), и пауза, т.е., между ударами ковки в прессе использовалось время охлаждения внутренней области или время выравнивания 15 секунд. Время выравнивания - это время, которое выжидается для охлаждения адиабатически нагретой внутренней области до температуры ковки заготовки наряду с нагреванием наружной области поверхности до температуры ковки заготовки. При температуре заготовки 1500°F (815,6°C) были использованы всего 12 ударов, с поворотом на 90° кубической заготовки между ударами, т.е., кубическая заготовка подвергалась a-b-c ковке четыре раза.
[0113] Затем температура заготовки понижалась до второй температуры ковки заготовки 1300°F (704,4°C). Заготовка сплава титана подвергалась многоосной ковке с высокой скоростью деформации в соответствии с не имеющими ограничительного характера вариантами настоящего изобретения, используя скорость штока 1 дюйм в секунду (2,54 см/с), и время охлаждения внутренней области 15 секунд между каждым ударом ковки. Та же система регулирования температуры, которая использовалась для регулирования первой температуры ковки заготовки, использовалась для регулирования второй температуры ковки заготовки. При второй температуре ковки заготовки применялось всего 6 ударов ковки, т.е., при второй температуре ковки заготовки кубическая заготовка подвергалась a-b-c ковке два раза.
ПРИМЕР 5
[0114] Микрофотография центральной части куба после обработки, описанной в примере 4, показана на ФИГ.13. Из ФИГ.13, видно, что зерна в центральной части куба были равноосными, со средним размером зерен менее чем 3 мкм, т.е., сверхмелкий размер зерен.
[0115] Хотя центральная или внутренняя область куба, обработанного в соответствии с примером 4, имели сверхмелкий размер зерна, отмечено, что зерна в областях обработанного куба, находящиеся снаружи от центральной области, не были сверхмелкими зернами. Это видно из ФИГ.14, которая является фотографией поперечного сечения куба, обработанного в соответствии с примером 4.
ПРИМЕР 6
[0116] Для имитации деформации при многоосной ковке с регулированием температуры куба использовалось моделирование по методу конечного элемента. Имитация выполнялась для куба со стороной 4 дюйма из сплава Ti-6-4, который подвергался отжигу на бета фазу при температуре 1940°F (1060°C), пока не была получена полная микроструктура бета фазы. При имитации использовалась изотермическая многоосная ковка, такая, как использовалась в некоторых, не имеющих ограничительного характера вариантах способа, раскрытого здесь, проводимая при температуре 1500°F (815,6°C). Заготовка подвергалась a-b-c ковке в прессе двенадцатью ударами в сумме, т.е., четырьмя приемами a-b-c ковки/поворотов по ортогональным осям. При имитации куб охлаждался до 1300°F (704,4°C) и подвергался ковке в прессе 6 ударами, т.е., двумя приемами ковки/поворотов по a-b-c ортогональным осям. Имитируемая скорость штока составляла 1 дюйм в секунду (2,54 см/с). Результаты, показанные на ФИГ.15, прогнозируют уровни деформации в кубе после описанной ранее обработки. Моделирование по методу конечного элемента прогнозирует максимальную деформацию 16,8 в центральной части куба. Наибольшая деформация, однако, является очень локализованной, и большая часть поперечного сечения не достигает деформации, большей чем 10.
ПРИМЕР 7
[0117] Заготовка, выполненная из сплава Ti-6-4, в виде цилиндра диаметром пять дюймов и высотой 7 дюймов (т.е., измеренная вдоль продольной оси), подвергалась отжигу на бета фазу при температуре 1940°F (1060°C) в течение 60 минут. Цилиндр, отожженный на бета фазу, подвергался воздушной закалке для сохранения всей микроструктуры бета фазы. Отожженный на бета фазу цилиндр нагревался до температуры ковки заготовки 1500°F (815,6°C), а затем подвергался многократной ковке осадкой и протяжкой, в соответствии с не имеющими ограничительного характера вариантами настоящего изобретения. Многократные циклы ковки и протяжки включали ковку осадкой до высоты 5,25 дюйма (т.е., уменьшение в размере вдоль продольной оси), и многократную ковку протяжкой, включая повороты с шагом 45° вокруг продольной оси, и ковку протяжкой для образования восьмиугольного цилиндра, имеющего исходную и конечную описанную окружность диаметром 4,75 дюйма. Всего было использовано 36 приемов ковки протяжкой с поворотами на определенный шаг без времени выжидания между ударами.
ПРИМЕР 8
[0118] Микрофотография центральной области поперечного сечения образца, подготовленного по примеру 7, представлена на ФИГ.16(a). Микрофотография поперечного сечения образца области вблизи центральной, подготовленного по примеру 7, представлена на ФИГ.16(b). Изучение ФИГ.16(a) и (b) показывает, что образец, обработанный в соответствии с примером 7, достигает однородной и равноосной структуры зерен, имея средний размер зерен менее чем 3 мкм, который классифицируется как весьма мелкое зерно (VFG).
ПРИМЕР 9
[0119] Заготовка, выполненная из сплава Ti-6-4 в виде цилиндрического биллета, диаметром десять дюймов и длиной 24 дюйма, была покрыта смазочным материалом из кварцевого стекла. Биллет отжигался на бета фазу при 1940°C. Биллет, отожженный на бета фазу, подвергался ковке осадкой с 24 дюймов до 30-35% обжатия по длине. После осадки в состоянии бета фазы, биллет подвергался многопроходной ковке протяжкой, которая включала поворот с определенным шагом и ковку протяжкой биллета до десятидюймового восьмиугольного цилиндра. Обработанный на бета фазу цилиндр охлаждался на воздухе до комнатной температуры. Для обработки многократной осадкой и протяжкой восьмигранный цилиндр нагревался до первой температуры ковки заготовки 1600°F (871,1°C). Восьмиугольный цилиндр подвергался ковке осадкой до 20-30% обжатия по длине, а затем - многократной ковке протяжкой, которая включала поворот заготовки с шагом 45°C последующей ковкой протяжкой, пока восьмигранный цилиндр не достигал размеров его исходного поперечного сечения. Ковка осадкой и многопроходная ковка протяжкой при первой температуре ковки заготовки повторялись три раза, и, чтобы довести температуру заготовки снова до температуры ковки заготовки, при необходимости, заготовка нагревалась повторно. Заготовка охлаждалась до второй температуры ковки заготовки 1500°F (815,6°F). Процесс многократной ковки осадкой и протяжкой, используемый при первой температуре ковки заготовки, повторялся при второй температуре ковки заготовки. Схематический график зависимости температура-время при термомеханической обработке для последовательности переходов, использованной в примере 9, представлен на ФИГ.17.
[0120] Заготовка подвергалась многопроходной ковке протяжкой при температуре в зоне альфа+бата фазы, используя обычные параметры ковки, и уменьшалась вдвое для осадки. Заготовка подвергалась ковке осадкой при температуре в зоне альфа+бета фазы, используя обычные параметры ковки, до 20% обжатия по длине. На окончательном этапе, заготовка подвергалась ковке протяжкой до получения круглого цилиндра диаметром 5 дюймов, имеющего длину 36 дюймов.
ПРИМЕР 10
[0121] Макрофотография поперечного сечения образца, обработанного в соответствии с не имеющим ограничительного характера вариантом по примеру 9, представлена на ФИГ.18. Видно, что однородный размер зерен распределен по всему биллету. Микрофотография образца, обработанного в соответствии с не имеющим ограничительного характера вариантом по примеру 9, представлена на ФИГ.19. Микрофотография демонстрирует, что размер зерен находится в диапазоне размера весьма мелкого зерна.
ПРИМЕР 11
[0122] Для имитации деформации образца, подготовленного по примеру 9, использовалось моделирование по методу конечного элемента. Модель по методу конечного элемента представлена на ФИГ.20. Модель по методу конечного элемента прогнозирует сравнительно однородное истинное напряжение более 10 для большинства круглых биллетов диаметром 5 дюймов.
[0123] Должно быть понятно, что настоящее описание иллюстрирует те аспекты изобретения, которые соответствуют ясному пониманию изобретения. Чтобы упростить настоящее описание, не представлены определенные аспекты, которые должны быть ясны специалисту в данной отрасли, и которые, поэтому, не будут способствовать лучшему пониманию изобретения. Хотя здесь описано только ограниченное, обязательное количество вариантов изобретения, специалисту, рассмотревшему предыдущее описание, будет понятно, что могут быть осуществлены многие модификации и изменения изобретения. Все такие изменения и модификации изобретения предназначены для охвата предыдущим описанием и следующей формулой изобретения.
Реферат
Изобретение относится к области металлургии, а именно к способу термомеханической обработки титана или титанового сплава. Способ включает многоосную ковку с высокой скоростью деформации и регулированием температуры. Температура ковки заготовки находится в диапазоне от температуры на 100°F (55,6°C) ниже температуры бета-перехода материала заготовки до температуры на 700°F (388,9°C) ниже температуры бета-перехода материала заготовки, а скорость деформации, используемая в процессе ковки на прессе, находится в диапазоне от 0,2 сдо 0,8 с. Повышаются механические свойства за счет измельчения микроструктуры сплава. 2 н. и 42 з.п. ф-лы, 20 ил., 11 пр.
Формула
нагревание заготовки до температуры ковки заготовки в области альфа + бета фаз материала заготовки; и
многоосную ковку заготовки, включающую:
ковку заготовки на прессе при температуре ковки заготовки в направлении первой ортогональной оси заготовки со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки,
предоставление возможности адиабатически нагретой внутренней области заготовки охлаждаться до температуры ковки заготовки, при нагревании наружной области поверхности заготовки до температуры ковки заготовки,
ковку заготовки на прессе при температуре ковки заготовки в направлении второй ортогональной оси заготовки со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки,
предоставление возможности адиабатически нагретой внутренней области заготовки охлаждаться до температуры ковки заготовки, при нагревании наружной области поверхности заготовки до температуры ковки заготовки,
ковку заготовки на прессе при температуре ковки заготовки в направлении третьей ортогональной оси заготовки со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки,
предоставление возможности адиабатически нагретой внутренней области заготовки охлаждаться до температуры ковки заготовки, при нагревании наружной области поверхности заготовки до температуры ковки заготовки, и
повторение по меньшей мере одного из предыдущих этапов ковки на прессе и предоставления возможности до достижения в по меньшей мере одной области заготовки истинной деформации по меньшей мере 3,5;
при этом температура ковки заготовки находится в диапазоне от температуры на 100°F (55,6°C) ниже температуры бета-перехода материала заготовки до температуры на 700°F (388,9°C) ниже температуры бета-перехода материала заготовки;
при этом скорость деформации, используемая в процессе ковки на прессе, находится в диапазоне от 0,2 с-1 до 0,8 с-1.
нагревание заготовки до температуры бета-выдержки материала заготовки;
выдерживание заготовки при температуре бета-выдержки в течение времени бета-выдержки, достаточного для образования 100%-ной микроструктуры бета-фазы в заготовке; и
охлаждение заготовки до температуры ковки заготовки.
охлаждение заготовки до второй температуры ковки заготовки в области альфа + бета фаз материала заготовки;
ковку заготовки на прессе при второй температуре ковки заготовки в направлении первой ортогональной оси заготовки со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки;
предоставление возможности адиабатически нагретой внутренней области заготовки охлаждаться до второй температуры ковки заготовки, при нагревании наружной области поверхности заготовки до второй температуры ковки заготовки;
ковку заготовки на прессе при второй температуре ковки заготовки в направлении второй ортогональной оси заготовки со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки;
предоставление возможности адиабатически нагретой внутренней области заготовки охлаждаться до второй температуры ковки заготовки, при нагревании наружной области поверхности заготовки до второй температуры ковки заготовки;
ковку заготовки на прессе при второй температуре ковки заготовки в направлении третьей ортогональной оси заготовки со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки;
предоставление возможности адиабатически нагретой внутренней области заготовки охлаждаться до второй температуры ковки заготовки, при нагревании наружной области поверхности заготовки до второй температуры ковки заготовки; и
повторение одного или более из предыдущих этапов ковки на прессе и предоставления возможности до достижения в по меньшей мере одной области заготовки истинной деформации по меньшей мере 10.
нагревание заготовки до температуры ковки заготовки в диапазоне температур ковки заготовки в пределах области альфа + бета фаз материала заготовки, причем заготовка имеет цилиндроподобную форму и исходные размеры поперечного сечения;
ковку осадкой заготовки в пределах диапазона температур ковки заготовки; и
многопроходную ковку протяжкой заготовки в пределах диапазона температур ковки заготовки;
причем многопроходная ковка протяжкой включает поворот в направлении вращения с последующей ковкой протяжкой заготовки; и
при этом поворот и ковку протяжкой повторяют, пока заготовка не будет иметь исходные размеры поперечного сечения;
при этом температура ковки заготовки находится в диапазоне от температуры на 100°F (55,6°C) ниже температуры бета-перехода материала заготовки до температуры на 700°F (388,9°C) ниже температуры бета-перехода материала заготовки;
при этом скорость деформации, используемая при ковке осадкой и ковке протяжкой, находится в диапазоне от 0,001 с-1 до 0,02 с-1.
нагревание заготовки до температуры бета-выдержки;
выдерживание заготовки при температуре бета-выдержки в течение времени бета-выдержки, достаточного для образования 100%-ной микроструктуры бета-фазы в заготовке; и
охлаждение заготовки до комнатной температуры перед нагреванием заготовки до температуры ковки заготовки в диапазоне температур ковки заготовки в пределах области альфа + бета фаз материала заготовки.
охлаждение заготовки до второй температуры ковки заготовки в области альфа + бета фаз материала заготовки;
ковку осадкой заготовки при второй температуре ковки заготовки;
многопроходную ковку протяжкой заготовки при второй температуре ковки заготовки;
причем многопроходная ковка протяжкой включает поворот в направлении вращения с последующей ковкой протяжкой заготовки из сплава титана после каждого поворота; и
при этом поворот и ковку протяжкой повторяют, пока заготовка не будет иметь исходные размеры поперечного сечения; и повторение этапов ковки осадкой и многопроходной ковки протяжкой при второй температуре ковки заготовки до достижения в заготовке истинной деформации по меньшей мере 10.
Комментарии