Способ ковки заготовки в четырехбойковом ковочном устройстве - RU2406588C2
Код документа: RU2406588C2
Чертежи

Описание
Изобретение относится к обработке металлов давлением, а именно к способам ковки заготовок в четырехбойковых ковочных устройствах на гидравлических ковочных прессах.
Изобретение может быть использовано в машиностроительной и металлургической промышленности при производстве изделий с удлиненной осью, например штанг, колонн, промежуточных валов и т.п. изделий, а также при производстве кованых заготовок для последующей обработки давлением, например прутков из специальных, нержавеющих, жаропрочных и труднодеформируемых сплавов, и при перекове литого металла слитков и непрерывнолитых заготовок в деформированную заготовку.
Известен способ ковки заготовок в четырехбойковом ковочном устройстве, который включает обжатие заготовки в радиальном и тангенциальном направлениях, с формированием на каждом последующем проходе поковки квадратного сечения, центральная ось которой смещена относительно центральной оси заготовки предыдущего прохода, при этом смещение центральной оси квадратного сечения поковки после каждого прохода осуществляют в окружном направлении [1].
Недостатком этого способа является то, что он не позволяет получить плотную макроструктуру металла в осевой зоне поковки, аналогичную той, которую получают в поверхностных слоях металла поковки при коэффициенте укова менее 3:1. Это обусловлено тем, что осевая зона поковки недостаточно интенсивно подвергается пластическим деформациям. Ковка известным способом приводит к необходимости иметь исходную заготовку с площадью поперечного сечения в три раза больше, чем поперечное сечение поковки.
Известен также способ радиальной ковки заготовки, заключающийся в том, что заготовку устанавливают в зажимной головке манипулятора, обжимают ее, по меньшей мере, двумя парами противоположно расположенных бойков четырехбойкового ковочного устройства, прикладывая при этом усилия нормального обжатия, и одновременно усилия сдвига, после чего заготовку перемещают вдоль продольной оси и/или поворачивают вокруг продольной оси, до получения поковки заданных геометрических размеров [2]. При этом операцию обжатия заготовки осуществляют одновременно, по меньшей мере, на двух ее участках, расположенных последовательно вдоль ее продольной оси, а усилия сдвига прикладывают на этих участках в противоположных направлениях. Причем усилия сдвига создают не только путем обжатия бойками, но и путем поворота зажимной головки манипулятора.
Этот способ позволяет получить плотную макроструктуру металла в осевой зоне поковки, сходную со структурой металла в поверхностных слоях поковки, при коэффициенте укова менее 3:1.
Однако недостатком этого способа ковки является то, что для его реализации необходима сложная радиально-ковочная машина с восемью бойками, перемещающимися по разным траекториям. Другим недостатком известного способа является то, что он не позволяет получить поковку с плотной макроструктурой металла в осевой зоне и одинаково равномерной деформацией литой структуры как в поверхностных, так и в осевой зонах поковки при коэффициентах укова менее 2:1.
В основу изобретения поставлена задача, путем усовершенствования способа ковки, упростить его, обеспечив при этом получение кованых изделий с плотной макроструктурой металла в осевой зоне и одновременно равномерно деформированной структурой как в поверхностной зоне, так и в осевой зонах поковки при коэффициенте укова менее 2:1.
Поставленная задача достигается тем, что в способе ковки заготовки в четырехбойковом ковочном устройстве, заключающемся в том, что заготовку устанавливают в одной или двух зажимных головках манипуляторов, обжимают ее двумя парами противоположно расположенных бойков в четырехбойковом ковочном устройстве, прикладывая при этом усилия нормального обжатия и одновременно усилия сдвига, после чего заготовку перемещают вдоль продольной оси и/или поворачивают вокруг продольной оси, до получения поковки заданных геометрических размеров, новым является то, что усилия сдвига создают путем обжатия заготовки двумя парами бойков в четырехбойковом ковочном устройстве на гидравлическом ковочном прессе так, что верхний боек четырехбойкового ковочного устройства, во время обжатия заготовки, движется вертикально вниз навстречу нижнему неподвижному бойку, а два других боковых бойка, во время обжатия заготовки, движутся вниз и навстречу друг другу, при этом направление движения каждого из боковых бойков образует с направлением движения верхнего бойка угол в 45 градусов или угол, близкий к 45 градусам, и одновременно с этим, путем поворота зажимной головки манипулятора, создают усилие сдвига участков заготовки так, что центр симметрии поперечного сечения той части заготовки, что зажата в зажимной головке манипулятора, смещается относительно центра симметрии поперечного сечения той части заготовки, что зажата бойками четырехбойкового ковочного устройства, вниз и в сторону одного из боковых бойков, усилие от которого противодействует усилию сдвига от зажимной головки манипулятора.
Это, в конечном итоге, значительно упрощает способ ковки и позволяет получить плотную макроструктуру металла по всему поперечному сечению поковки при коэффициенте укова менее 2:1.
Поставленная задача достигается также тем, что периодически изменяют направление сдвига участков заготовки, зажатых в зажимной головке манипулятора, путем изменения направления поворота заготовки зажимной головкой манипулятора на противоположное относительно предыдущего.
Это обеспечивает равномерную деформацию литой структуры металла как в поверхностной, так и в осевой зонах поковки и одновременно расширяет пределы регулирования анизотропии механических свойств металла, не усложняя процесс, по сравнению с выбранным в качестве прототипа.
Поставленная задача достигается также тем, что усилие сдвига создают путем одновременного поворота двух участков заготовки, зажатых в двух зажимных головках манипуляторов, во встречных направлениях.
Такой прием обеспечивает значительное повышение производительности работ, так как позволяет создать усилия сдвига одновременно на большей длине заготовки.
Поставленная задача достигается также тем, что усилие сдвига создают путем одновременного поворота двух участков заготовки, зажатых в двух зажимных головках манипуляторов, в одном направлении.
Это также обеспечивает получение плотной макроструктуры металла в осевой зоне поковки, сходной со структурой металла в поверхностных слоях поковки, при коэффициенте укова менее 2:1, и значительно проще известных способов.
Патентуемый способ ковки заготовки в четырехбойковом ковочном устройстве поясняется конкретным примером его осуществления и прилагаемыми чертежами (фиг.1-4).
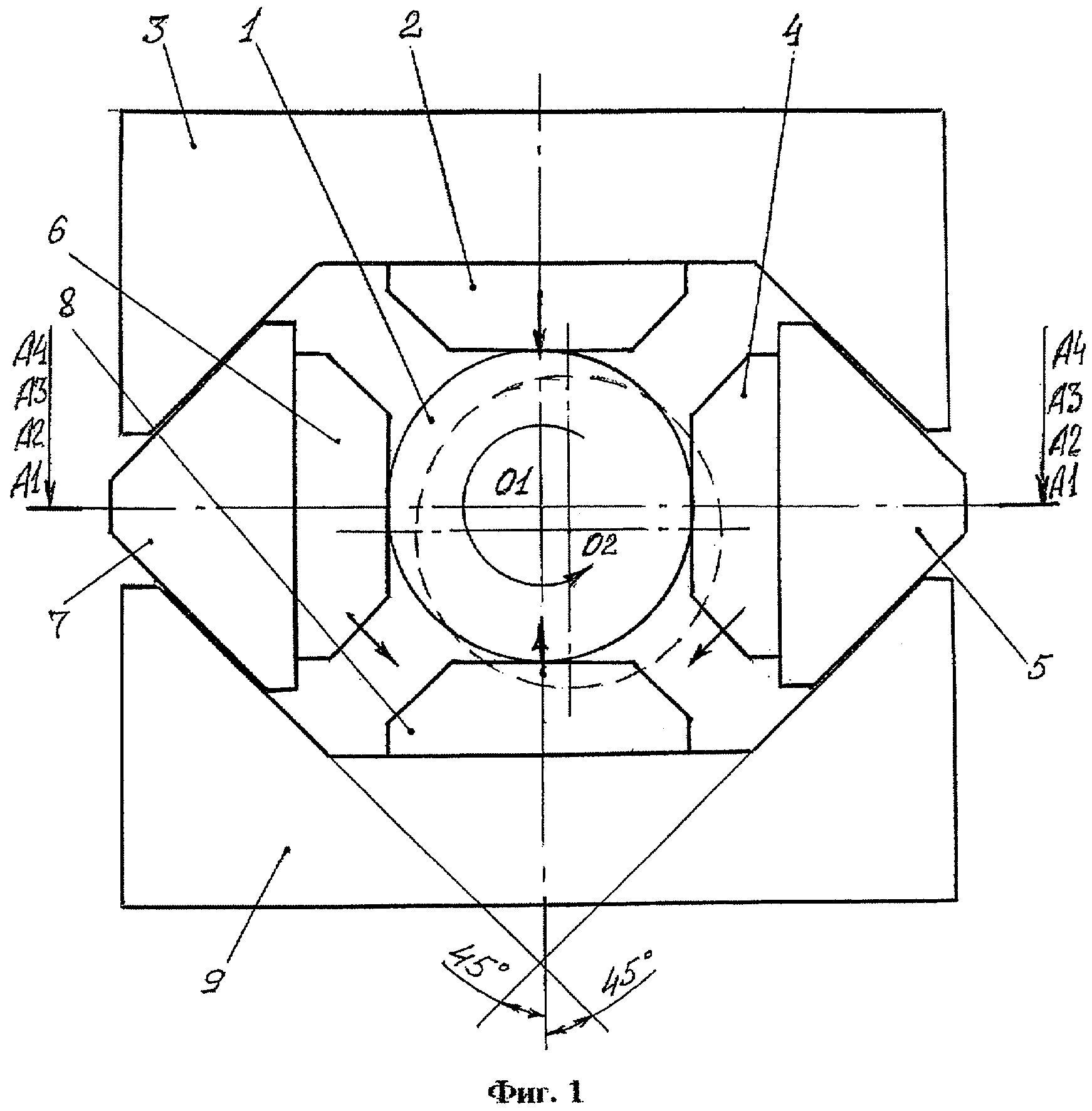
На фиг.1 схематично показано осуществление заявляемого способа, где поперечное смещение оси симметрии заготовки, удерживаемой и вращаемой зажимной головкой манипулятора (показано пунктиром), смещается относительно оси симметрии заготовки, обжимаемой бойками четырехбойкового ковочного устройства. Точка O1 смещается в направлении к точке O2. Направление вращения зажимной головки манипулятора, при создании усилий сдвига участков заготовки, а также направления прикладываемых к заготовке усилий от верхнего, нижнего и двух боковых бойков, указаны сплошными стрелками.
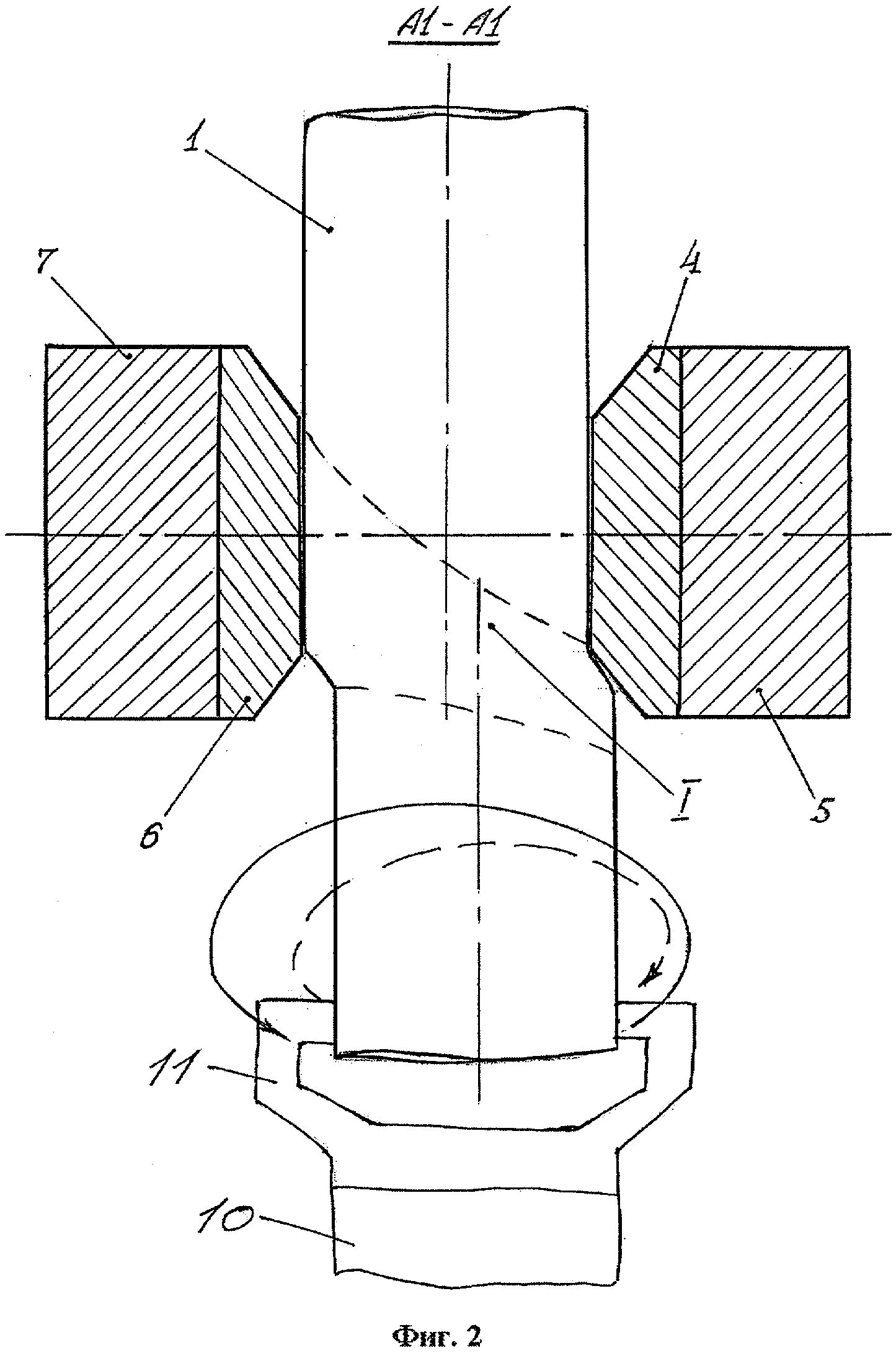
На фиг.2 изображено сечение А1-А1 на фиг.1. Сплошной стрелкой показано направление вращения зажимной головки манипулятора. Римской цифрой I указан объем металла заготовки, который подвержен сдвиговым пластическим деформациям, вызванным как поворотом зажимной головки манипулятора, так и обжатием заготовки двумя парами бойков четырехбойкового ковочного устройства. Этот же объем металла обозначен пунктирными линиями.
На фиг.3 изображено сечение А2-А2 на фиг.1. Сплошными стрелками показаны направления вращения зажимных головок манипуляторов при создании усилий сдвига на участках заготовки (встречное вращение зажимных головок манипуляторов). Римскими цифрами I и II указаны объемы металла заготовки, которые подвержены сдвиговым пластическим деформациям, вызванных как поворотом зажимных головок манипуляторов, так и обжатием заготовки двумя парами бойков четырехбойкового ковочного устройства. Эти же объемы металла обозначены пунктирными линиями.
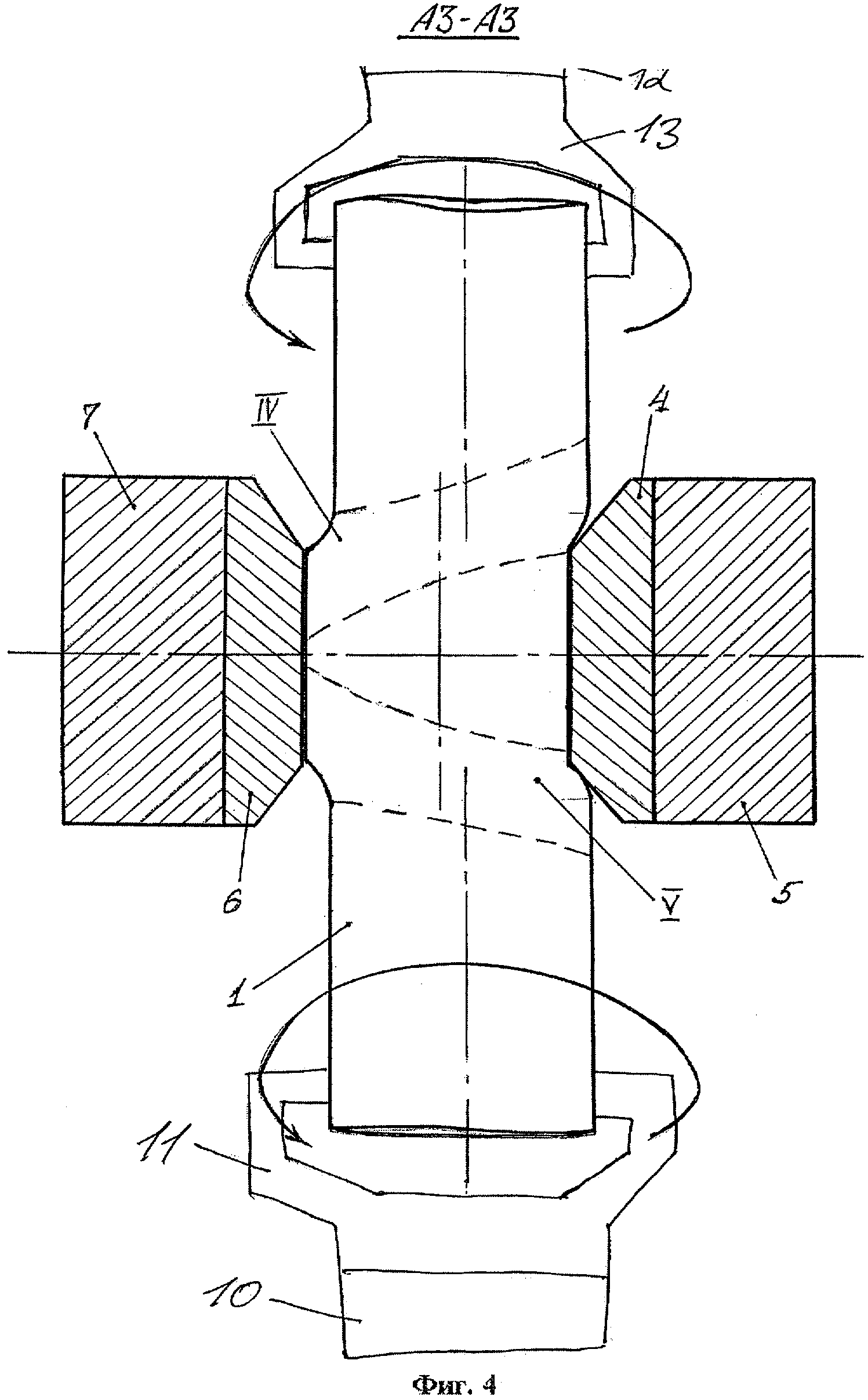
На фиг.4 изображено сечение A3-A3 на фиг.1. Сплошными стрелками показаны направления вращения зажимных головок манипуляторов при создании усилий сдвига на участках заготовки (однонаправленное вращение зажимных головок манипуляторов). Римскими цифрами IV и V указаны объемы металла заготовки, которые подвержены пластическим деформациям, вызванным как поворотом зажимных головок, так и обжатием заготовки двумя парами бойков четырехбойкового ковочного устройства. Эти же объемы металла обозначены пунктирными линиями.
Патентуемый способ ковки заготовки в четырехбойковом ковочном устройстве осуществляют следующим образом.
Нагретую до ковочной температуры заготовку (слиток) 1 достают из нагревательной печи и с помощью манипулятора 10 с зажимной головкой 11 подают в рабочую зону пресса, где производят ковку в четырехбойковом ковочном устройстве (фиг.1, 2). В процессе ковки верхний боек 2 четырехбойкового ковочного устройства, закрепленный на держателе верхнего бойка 3, перемещается вертикально вниз, к неподвижному нижнему бойку 8. Два боковых бойка четырехбойкового ковочного устройства 4, 6, закрепленные на держателях бойков 5 и 7, перемещаются вниз и навстречу друг другу. Все три подвижных бойка 2, 4 и 6 четырехбойкового ковочного устройства одновременно обжимают заготовку 1, смещаясь к нижнему неподвижному бойку 8, закрепленному на держателе нижнего бойка 9.
Направления движения каждого из боковых бойков 4 и 6 образуют с вертикальной плоскостью симметрии четырехбойкового ковочного устройства угол в 45 градусов или угол, близкий к 45 градусам. Направления движения бойков и соответственно направления прикладываемых усилий бойками 2, 4 и 6 показаны сплошными стрелками на фиг.1. При движении боковых бойков под углом 45 градусов к вертикальной плоскости симметрии устройства достигается наиболее равномерная проработка литой структуры металла заготовки и обеспечивается получение геометрически точного круглого поперечного сечения поковки с минимальными допусками. В результате такого единичного обжатия происходит процесс несимметричной сдвиговой деформации металла, находящегося в зоне контакта между боковыми бойками и заготовкой. Одновременно с этим, путем поворота зажимной головки 11 манипулятора 10, создают усилие сдвига участков заготовки 1 так, что центр симметрии О2 поперечного сечения заготовки 1, что зажата в зажимной головке манипулятора 11, смещается относительно центра симметрии О1 поперечного сечения той части заготовки 1, которая зажата бойками 2, 4, 6, 8 четырехбойкового ковочного устройства. За счет этого обеспечивают дополнительные интенсивные сдвиговые деформации в осевой зоне заготовки и по всему поперечному сечению заготовки. Область очага деформации заготовки, подвергающаяся таким суммарным сдвиговым деформациям при каждом единичном обжатии, расположена между двумя пунктирными линиями и обозначена цифрой I (фиг.2). По мере подачи заготовки манипулятором весь объем заготовки подвергается таким интенсивным сдвиговым деформациям. Этот способ позволяет получать плотную по всему поперечному сечению структуру металла с закручиванием волокон металла на 360 градусов и более, являясь простым в исполнении.
Можно периодически изменять направление сдвига участков заготовки 1, зажатых в зажимной головке 11 манипулятора 10, путем изменения направления поворота заготовки 1 зажимной головкой манипулятора на противоположное, относительно предыдущего (сплошная и пунктирная стрелки) (фиг.2). Указанное изменение поворота зажимной головкой 11 манипулятора дает возможность создать деформацию кручения заготовки 1 в противоположном направлении и, таким образом, изменить направление закручивания волокон макроструктуры металла в противоположном направлении. Такой прием обеспечивает регулирование расположения волокон по длине заготовки 1 и получение итогового направления волокон металла в изделии, согласованного с действием внутренних напряжений при эксплуатации изделия; как известно, указанные внутренние напряжения могут действовать в различных направлениях по длине кованого изделия.
Согласно патентуемому способу возможно в процессе обжатия заготовки 1 создавать усилие сдвига путем одновременного поворота двух участков заготовки, зажатых в двух зажимных головках 11, 13 манипуляторов 10,12, во встречных направлениях (фиг.3). В этом случае в заготовке 1 возникают две области очага деформации II и III, подвержанных как сдвиговым деформациям при обжатии заготовки четырьмя бойками, так и воздействию сдвиговых деформаций от прилагаемых усилий со стороны манипуляторов 10, 12, вращающихся во встречных направлениях. Этот прием позволяет эффективно воздействовать на деформацию литой структуры заготовки и получать плотную макроструктуру металла по всему ее поперечному сечению при коэффициентах укова менее 2:1.
Можно также усилие сдвига создавать путем одновременного поворота двух участков заготовки 1, зажатых в двух зажимных головках 11, 13 манипуляторов 10, 12, в одном направлении (фиг.4). При этом в заготовке 1 возникают две области очага деформации IV и V, подверженных одновременно деформациям сдвигов при обжатии четырьмя бойками и действию сил при одновременных поворотах двух манипуляторов в одном направлении. Этот прием также позволяет получать плотную макроструктуру металла по всему поперечному сечению заготовки при коэффициентах укова менее 2:1 и является простым в исполнении.
Пример осуществления способа ковки.
На гидравлический ковочный пресс усилием 20МН установили четырехбойковое ковочное устройство. Затем слиток диаметром 220 мм из стали 40ХМА нагрели в газовой камерной печи до температуры 1200°С и подали с помощью зажимной головки манипулятора в рабочее пространство четырехбойкового ковочного устройства. С помощью четырехбойкового ковочного устройства слиток обжали двумя парами бойков так, что верхний боек четырехбойкового ковочного устройства перемещался вертикально вниз, навстречу нижнему неподвижному бойку, а два других боковых бойка во время обжатия заготовки двигались вниз и навстречу друг другу, при этом направление движения каждого из боковых бойков составляло с направлением движения верхнего бойка угол в 45 градусов. Одновременно с обжатием заготовки бойками, путем поворота зажимной головки манипулятора, создали усилие сдвига участка заготовки так, что центр симметрии поперечного сечения той части заготовки, что была зажата в зажимной головке манипулятора, сместился относительно центра симметрии поперечного сечения той части заготовки, что была зажата бойками четырехбойкового ковочного устройства, вниз и в сторону одного из боковых бойков примерно на 10-12 мм. В промежутках между обжатиями заготовку поворачивали относительно ее продольной оси и перемещали вдоль той же оси, и весь процесс обработки повторяли до получения цилиндрической поковки диаметром 165 мм. Таким образом, коэффициент укова составил 1,8:1. Исследование макроструктуры металла показало равномерную плотную по всему поперечному сечению поковки структуру металла с закручиванием волокон примерно на 410 градусов.
Таким образом, патентуемый способ ковки заготовок в четырехбойковом ковочном устройстве позволяет значительно упростить процесс и обеспечивает получение равномерной по всему поперечному сечению поковки и плотной структуры металла при коэффициенте укова менее 2:1.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент РФ №2014934, B21J 1/04, бюл. №12, 30.06.1994 г.
2. Международная заявка на изобретение PCT/RU 93/00125, WO 93/24255.
Реферат
Изобретение относится к обработке металлов давлением и может быть использовано при ковке заготовок в четырехбойковых ковочных устройствах на гидравлических ковочных прессах. Заготовку устанавливают в одной или двух зажимных головках манипуляторов и производят ее обжим двумя парами противоположно расположенных бойков. Затем заготовку перемещают вдоль продольной оси и/или поворачивают вокруг данной оси и обжимают до получения поковки заданных размеров. Во время обжатия заготовки верхний боек движется вертикально вниз навстречу нижнему неподвижному бойку. Два боковых бойка движутся вниз и навстречу друг другу. При этом направление движения каждого из боковых бойков образует с направлением движения верхнего бойка угол в 45 градусов или угол, близкий к 45 градусам. Одновременно поворотом зажимной головки манипулятора создают усилие сдвига участков заготовки. При этом центр симметрии поперечного сечения части заготовки, зажатой в зажимной головке манипулятора, смещается относительно центра симметрии поперечного сечения части заготовки, зажатой бойками. Смещение происходит вниз и в сторону одного из боковых бойков, усилие от которого противодействует усилию от зажимной головки манипулятора. В результате обеспечивается получение поковок с плотной макроструктурой металла по всему поперечному сечению. 3 з.п. ф-лы, 4 ил.
Комментарии