Способ холодного формообразования зубчатых профилей планетарной прокаткой - SU584745A3
Код документа: SU584745A3
Чертежи

Описание
тяг ванием; на фиг, 7 - участок прокатываемого зубчатого профиля.
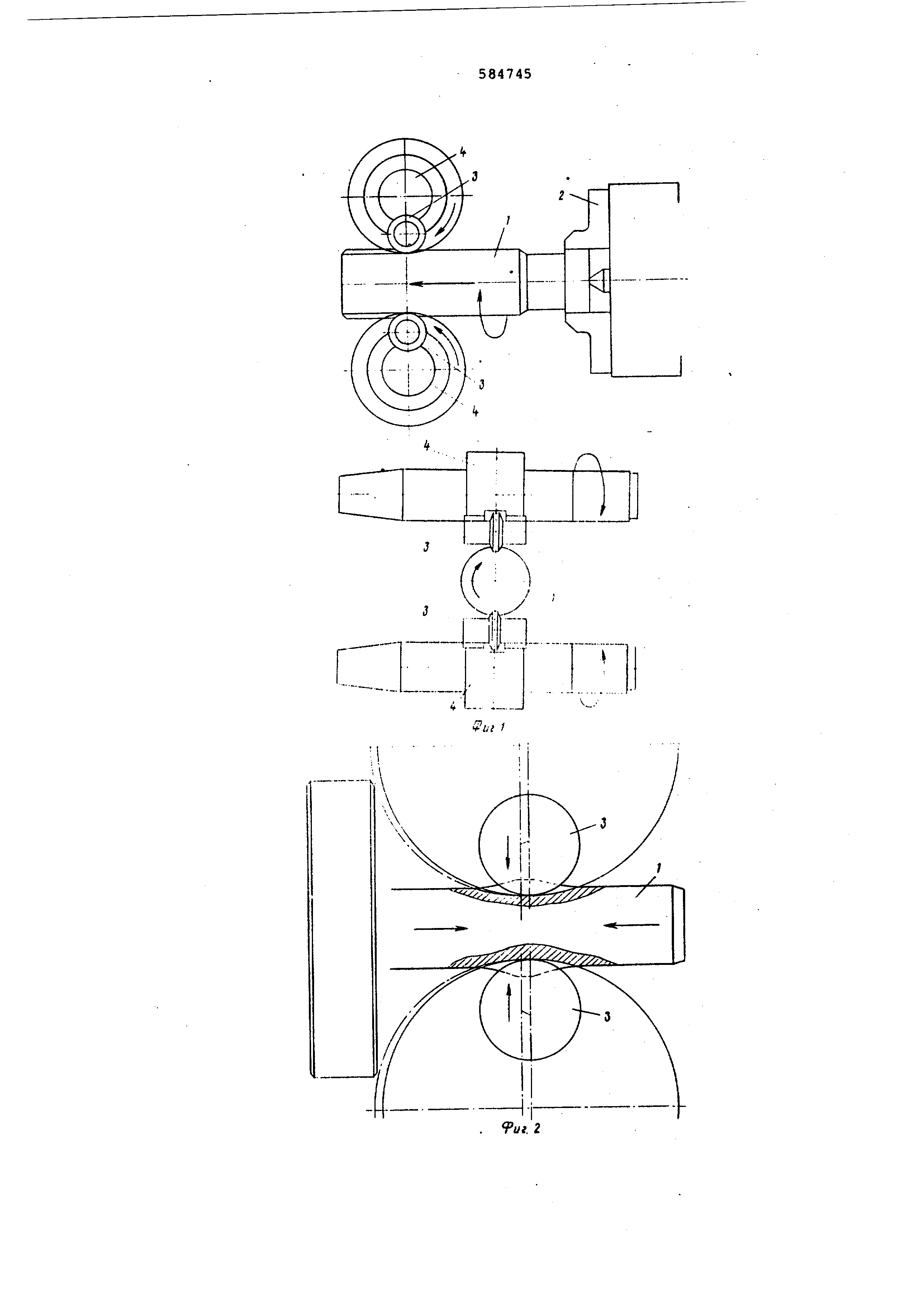
Формообразование зубчатых профилей планетарной прокаткой гладких и ступенчатых валов заключается в том, что заготовку 1 зажимают, например, в патроне 2 и проталкивают между валками 3, вращаюЕцимися свободно вокруг собственной оси и установленными на принудительно вращаемых головках 4. Обрабатываемой заготовке при необходимости сообщают вращательное движение вокруг ее оси. Валки 3 установлены при этом на заданную глубину внедрит ния. При таком способе формообразс вание зубчатых профилей на ступенчатых валах с участками, диаметр вала на которых больше наружного диаметра вала на участке с зубчатым профилем, возможно только путем проталкивания заготовки между валками.
В соответствии с предлагаемым способом формообразования зубчатых профилей валки 3 внедряют в заготовку I на полную глубину профиля путем их поперечной подачи и затем осуществляют относительное осевое перемещение валков и заготовки в ту или иную сторону . Поперечнаи подача валков позволяет осуществлять прокатку как проталкиванием , так и протягиванием, что расширяет технологические возможности способа.
Одновременно с поперечной подачей валков может быть осуществлено относительное осевое перемещение валков и заготовки, что позволяет уменьшить степень деформации заготовки каждым из планетарных валков. Поперечная подача валков может быть пульсирующей , согласованной с относительным перемещением планетарных валков и обрабатываемой заготовки.
Как при прокатке проталкиванием, так и при прокатке протягиванием участок вала, заключенный между валками 3 и патроном 2, скручивается,: Однако если при прокатке проталкиванием зона деформации А размещается между валками и патроном, то при прокатке
протягиванием зона деформации.А размещается за валками. Вследствие этого при прокатке протягиванием зубчатый профиль формообразуется на участке заготовки уже подвергнутой скручиванию и накатанный профиль не скручивается , что позволяет при формообразовании зубчатых профилей на ступенчатых валах избежать искривления зуба в осевом направлении.
0
Скручивание заготовки при планетарной прокатке обусловливается тем, что сопротивление деформирования на участке Б зоны деформирования меньшег Чем на участке В, поскольку участок
5 Б включает деформированную ранее впадину .
Предложенный способ может быть также использован для изготовления масляных карманов и бочкообразных
0
зубчатых профилей,
I
Формула изобретения
1. Способ холодного формообразования зубчатых профилей планетарной прокаткой, отличающийся тем, что, с целью расширения технологических возможностей процесса, валки внедряют в заготовку на папную глубину профиля путем их поперечной подачи и затем осуществляют относительное осевое перемещение валков и заготовки,
2. Способ по п. 1, отли6 чающийся тем, что одновременно с поперечной подачей валков осуществляют относительное осевое перемещение валков и заготовки.
3. Спосоъ «о . . 1 и , о т л ич ающий с я тем, что одновременно с относительным осевым перемещением валков и заготовки валкам сообщают синхронную пульсирующую поперечную подачу.
Источники информации, принятые во внимание при экспертизе ,
1. Патент ФРГ 1016222, кл. В 21 Н 5/02, 1958 г.


Реферат
Формула

Комментарии