Устройство и способ обработки без снятия стружки для образования наружного профиля на заготовке - RU2467821C2
Код документа: RU2467821C2
Чертежи
Описание
Изобретение относится к устройству с, по меньшей мере, одним содержащим наружный профиль профилирующим инструментом для образования наружного профиля, в частности наружной резьбы, на заготовке с круговой поверхностью поперечного сечения обработкой без снятия стружки, в частности, накатыванием или накаткой. Также изобретение относится к способу обработки без снятия стружки для образования наружного профиля на заготовке посредством такого устройства.
Под накатыванием наружных профилей подразумевается изготовление наружных профилей без снятия стружки методом холодной обработки давлением, во время которой профиль накатывается на поверхность соответствующей заготовки.
Обработка давлением основана на создании напряжений сжатия воздействием одного или нескольких оставляющих след на заготовке инструментов.
Преимущества по сравнению с обработкой резанием заключаются, прежде всего, в повышении предела усталости, обусловленном расположением волокон без нарушения сплошности и одновременно достигаемым упрочнением поверхности.
При этом границы зерен - в противоположность резанию - не нарушаются, кроме того, чувствительность к надрезу и трение вследствие гладкости поверхности снижаются.
Накатка резьбы применяется главным образом в промышленном производстве болтов, ходовых винтов и шпилек. Накатка наружной резьбы может производиться круглыми инструментами без или с продольным перемещением заготовки.
Для производства больших партий стандартных гаек и болтов на практике применяется способ холодной обработки давлением.
При накатке резьбы плоскими инструментами колодочная пара содержит сопряженный профиль резьбы с ее угловым шагом, при этом одна колодка является неподвижной, другая же - подвижной. В этом случае заготовка накатывается между плоскими колодками.
Накатка резьбы круглыми инструментами может проводиться без или с продольным перемещением заготовки. При накатке без продольного перемещения заготовка удерживается в линейке, а при накатке с продольным перемещением - между упорными центрами. При накатке без продольного перемещения заготовки валики содержат сопряженный профиль с одинаковым угловым шагом, что и накатанная резьба. Оси вращения заготовки и инструмента должны располагаться параллельно друг другу.
Каждая пара роликов может применяться только для одной, совершенно определенной резьбы.
При накатке резьбы с продольным перемещением заготовки профилирующие инструменты содержат прилегающие друг к другу резьбовые профили без шага. Их разворачивают на необходимый угловой шаг вокруг горизонтальной продольной оси. Такое применение возможно в ограниченной степени и при малых диаметрах заготовки.
В DE 7738892 U1 раскрыто устройство для образования резьбы на заготовках, в частности трубах. Устройство содержит рамную станину, продольные участки которой, параллельные между собой, выполнены в виде направляющих рельсов, и установленные на этих продольных участках с возможностью скольжения салазки с закрепленным на них двигателем. Кроме того, устройство имеет зажимное приспособление для зажима заготовки соосно оси накатной головки. При этом предусмотрено несколько продольных ребер, которые по краю содержат рабочий профиль, посредством которого обрабатывается заготовка в крепежном приспособлении, причем на заготовке резьбу образуют накаткой. Ребра расположены друг возле друга и зафиксированы между собой, при этом рабочий профиль для образования инструмента располагается на той же стороне.
Также в WO 01/68288 А1 раскрыто устройство для накатки резьбы, содержащее два профилирующих инструмента с радиальной подачей.
Из DE 3245266 А1 известна насадка для накатки резьбы с радиальной подачей с двумя элементами колодки, снабженными соответственно средствами для размещения профилирующего инструмента на одном конце, и закрепленным на другом конце роликом. Элементы колодки расположены на корпусе с возможностью поворота относительно друг друга.
Также применяется известный способ для выдавливания круглой резьбы в не толстых металлических листах. При этом резьба выдавливается в заготовке посредством двух профилированных валиков.
Общим для указанных выше устройств является то, что при этом применяются установки промышленного назначения. Поэтому перемещение и применение непосредственно на месте, в частности в стационарных устройствах, не возможно.
Кроме того, исключается применение таких устройств без подачи электроэнергии.
Если резьбой необходимо снабдить трубы или прутки непосредственно на месте, например, во время сборочных или монтажных работ, то на практике для нарезки резьбы применяются исключительно плашки или клуппы.
Плашки или клуппы применяются, как правило, при ручной нарезке резьбы при отсутствии строгих требований к точности нарезки. При использовании клуппов не применяется обратное вращение. Плашка служит исключительно для нарезки наружной резьбы и содержит внутри себя три или более режущих кромок. Между режущими кромками выбраны пустоты, в которых образующиеся стружки сматываются и отводятся. Режущие кромки снабжены зубьями и в геометрическом отношении представляют собой гаечную резьбу.
Для нарезки наружной резьбы заготовка должна иметь номинальный диаметр требуемой резьбы. Заготовку закрепляют одной стороной без возможности вращения, подводят плашку и производят вращение в течение времени, необходимого для нарезки резьбы на полную длину.
Из уровня техники известны также шестиугольные плашки, позволяющие манипулировать плашками в труднодоступных местах с применением кольцевого или гаечного ключа. Недостатком таких используемых подвижных устройств для нарезки резьбы является то, что, с одной стороны, резьба может быть образована только от одного свободного конца.
Следовательно, при зажатии заготовки обоими концами резьба не может быть образована. С другой же стороны, при обработке со снятием стружки при нарезке резьбы происходит утонение материала и, следовательно, снижение прочности.
В DE 69913633 Т описана форма трубореза, выполненного в виде переносного ручного аппарата. Труборез снабжен режущим роликом и двумя противоположно расположенными прижимными роликами, образующими фиксирующий элемент. Расположенный в резьбовой гильзе резьбовой шток позволяет производить с помощью рукоятки подачу нарезного ролика относительно прижимных роликов. Следовательно, при этом имеется в виду обработка резанием.
В основу изобретения положена задача создания существенно усовершенствованного, мобильно применяемого устройства.
При этом устройство должно позволять образовывать наружные профили, предпочтительно, наружные резьбы, в таких заготовках, которые неподвижно удерживаются на обоих концах.
Также в основу изобретения положена задача создания способа для построения такого наружного профиля.
Согласно изобретению названная первая задача решается с помощью устройства в соответствии с признаками пункта 1 формулы изобретения. Другой вариант выполнения изобретения приведен в зависимых пунктах формулы.
Согласно изобретению заготовка вставляется и удаляется по касательной между профилирующим инструментом и фиксирующим элементом, при этом профилирующий инструмент имеет профиль без шага и может устанавливаться в зависимости от требуемого углового шага образуемого наружного профиля в плоскости силового потока напротив продольной оси заготовки с регулируемым углом наклона. При этом фиксирующий элемент и профилирующий инструмент лежат в так называемой плоскости силового потока, под которой подразумевается соединение между точкой приложения силы деформации на профилирующем ролике и фиксирующим элементом или его линией действия параллельно продольной оси заготовки. Вследствие этого при фиксации не возникают изгибающие или опрокидывающие моменты на обрабатываемой заготовке, что позволяет профилировать короткие, радиально доступные заготовки. Согласно изобретению благодаря этому впервые стало возможно выполнять вручную наружную резьбу на заготовке, концы которой зажаты или не доступны, или у которой наружная резьба должна быть образована только на определенном участке между концами. Одновременно становится возможным использование оптимальных свойств обработки без снятия стружки с помощью устройства согласно изобретению, в результате чего достигаются существенно улучшенные свойства образованной наружной резьбы. Шаг обеспечивается при этом перекашиванием оси инструмента. Благодаря этому могут накатываться резьбы любой длины, причем инструмент может быть оснащен лишь немногими направляющими кромками для увеличения давления или уменьшения усилия подачи. В качестве материала заготовки в принципе пригодны по существу любые, холодно обрабатываемые давлением материалы, в т.ч. специальные высокопрочные материалы.
При этом после подачи при заданном усилии в рабочее положение удивительно просто образуется вращением всего устройства вокруг продольной оси заготовки профиль без снятия стружки, при этом однозначно задается требуемая геометрия профиля с помощью профилирующего инструмента с учетом глубины и формы профиля. При этом практически не возможны перекос или неточное образование профиля. Геометрия заготовки требует в этом случае по существу только наличие круговой поверхности поперечного сечения, которая может быть также трубчатой или образованной сплошным материалом. Снабжение электрической энергией при этом не требуется, благодаря чему открываются перспективы многообразного применения, например, под водой или в высокогорной местности.
Особо практичный вариант выполнения изобретения достигается в том случае, если фиксирующий элемент расположен на обращенной к профилирующему инструменту стороне под углом от 35 до 160°. В результате заготовка надежно удерживается в требуемом угловом положении, причем отрицательная клиновидная форма в пределах определенного диапазона величин позволяет фиксировать заготовку с любым наружным диаметром. Кроме того, фиксирующий элемент может крепиться на устройстве с возможностью регулировки или замены.
Особенно целесообразно выполнить фиксирующий элемент с канавкой, благодаря чему заготовка будет симметрично охватываться боковыми поверхностями этой канавки. При этом боковые поверхности канавки образуют предпочтительно угол от 35 до 160°, в частности от 80 до 140°.
В соответствии с этим также особо предпочтителен вариант выполнения настоящего изобретения, в соответствии с которым фиксирующий элемент содержит, по меньшей мере, один расположенный напротив профилирующего инструмента прижимной ролик для минимизации трения во время накатки.
При этом прижимной ролик имеет предпочтительно цилиндрическую геометрию без профилирования; такое же выполнение допустимо и для прижимного ролика в качестве профилирующего инструмента, в результате чего фиксирующий элемент также будет выполнен с профилированием. Это профилирование может, например, проходить по пустотам ранее образованного наружного профиля с тем, чтобы таким образом улучшить передачу усилия посредством фиксирующего элемента.
Выбор материала производится с учетом рамочных условий, которыми исключаются как хрупкие, так и очень мягкие материалы.
Особо целесообразно выполнять фиксирующий элемент, по меньшей мере, на его отдельных участках, из материала с пониженным сопротивлением трения скольжения, что делает возможным ручное пользование устройством с приложением незначительных усилий, что способствует уменьшению напряжений кручения в заготовке.
Служащий в качестве контропоры фиксирующий элемент может иметь, например, наносимое напылением покрытие или же может быть выполнен из стареющего материала для снижения износа или же для отказа от смазки.
При этом фиксирующий элемент или прижимной ролик состоят, по меньшей мере, на участке контакта поверхности с заготовкой, из износостойкого материала, причем контактная поверхность фиксирующего элемента или прижимной ролик могут быть выполнены в виде сменной расходной детали.
В принципе профилирующий инструмент может содержать сопряженный профиль с угловым шагом, образуемым в заготовке. Особо предпочтительно профилирующий инструмент имеет профиль без шага и может позиционироваться в зависимости от требуемого углового шага образуемого наружного профиля в плоскости силового потока напротив продольной оси заготовки с наклоном для того, чтобы таким образом можно было обеспечить применение и при других диаметрах заготовки.
Для соблюдения соответствующих требований, в частности, необходимого шага образуемого профиля, также оптимально, чтобы угол наклона был регулируемым. За счет этого становится возможным образовывать даже индивидуальные или не нормированные наружные профили.
Также рекомендуется, чтобы профилирующий инструмент был закреплен на устройстве с державкой с возможностью разъема, в частности замены, с тем, чтобы при необходимости можно было легко заменить профилирующий инструмент. Для этого инструмент соединен с державкой, в частности, посредством быстродействующего зажима.
При этом фиксирующий элемент может быть наиболее просто расположен на устройстве с возможностью перемещения посредством направляющего рельса с тем, чтобы реализовать подачу профилирующего инструмента относительно фиксирующего элемента с низкими затратами. Предпочтительно устанавливать фиксирующий элемент на направляющем рельсе без возможности смещения, в котором одновременно предусмотрено выполненное в виде выемки гнездо под упор. Также подача могла бы осуществляться посредством эксцентрика.
Само собой разумеется, что профилирующий инструмент и фиксирующий элемент могут быть выполнены относительно друг друга с возможностью подачи с помощью, в частности, исполнительного элемента в виде электрического двигателя. Однако особо практично производить подачу фиксирующего элемента с помощью расположенного в резьбовой гильзе резьбового штока или ходового винта с тем, чтобы таким образом обеспечивалась дополнительная возможность регулировки при установке и удалении разных заготовок при одновременной возможности очень тонкой плавной регулировки.
Для приведения во вращательное движение устройства вокруг продольной оси заготовки в компоновке может быть предусмотрена многогранная выемка под стандартный инструмент, например динамометрический (гаечный) ключ.
Однако особо просто предусмотреть, чтобы устройство содержало, по меньшей мере, одно плечо рычага с рукояткой, служащее для ручной передачи вращательного движения вокруг заготовки, в результате чего устройство может просто приводиться во вращение оператором вокруг продольной оси заготовки при незначительном приложении усилия. При этом, например, расположенные противоположно два плеча рычага облегчают управление устройством. Само собой разумеется, что плечо рычага может при необходимости удлиняться, например, может быть выполнено телескопическим.
При этом оптимально, в соответствии с одним вариантом осуществления изобретения, резьбовой шток содержит концевой участок с рукояткой, благодаря чему резьбовой шток одновременно может использоваться в качестве плеча рычага для совершения устройством поворотного движения. За счет этого могут быть дополнительно снижены конструкционные затраты на изготовление устройства.
Вторая задача изобретения, состоящая в создании пригодного для образования наружной резьбы способа, решается согласно изобретению посредством способа обработки без снятия стружки для образования наружной резьбы на заготовке с помощью устройства, при котором сначала задается нерабочее положение, в котором фиксирующий элемент отстоит от противолежащего профилирующего инструмента, и заготовка вводится радиально между профилирующим инструментом и фиксирующим элементом, затем производится подача профилирующего инструмента и фиксирующего элемента относительно друг друга до тех пор, пока на заготовку не будет воздействовать необходимое усилие подачи, и в заключение образуют наружную резьбу вращательным движением устройства вокруг продольной оси заготовки. Таким образом наружная резьба может быть образована на заготовке, недоступной с ее обоих концов.
В изобретении допускаются разные варианты выполнения. Для дополнительного пояснения его основного принципа один из этих вариантов приведен на чертеже и описан ниже. При этом изображено:
фиг.1 - устройство согласно изобретению в нерабочем положении, вид в перспективе;
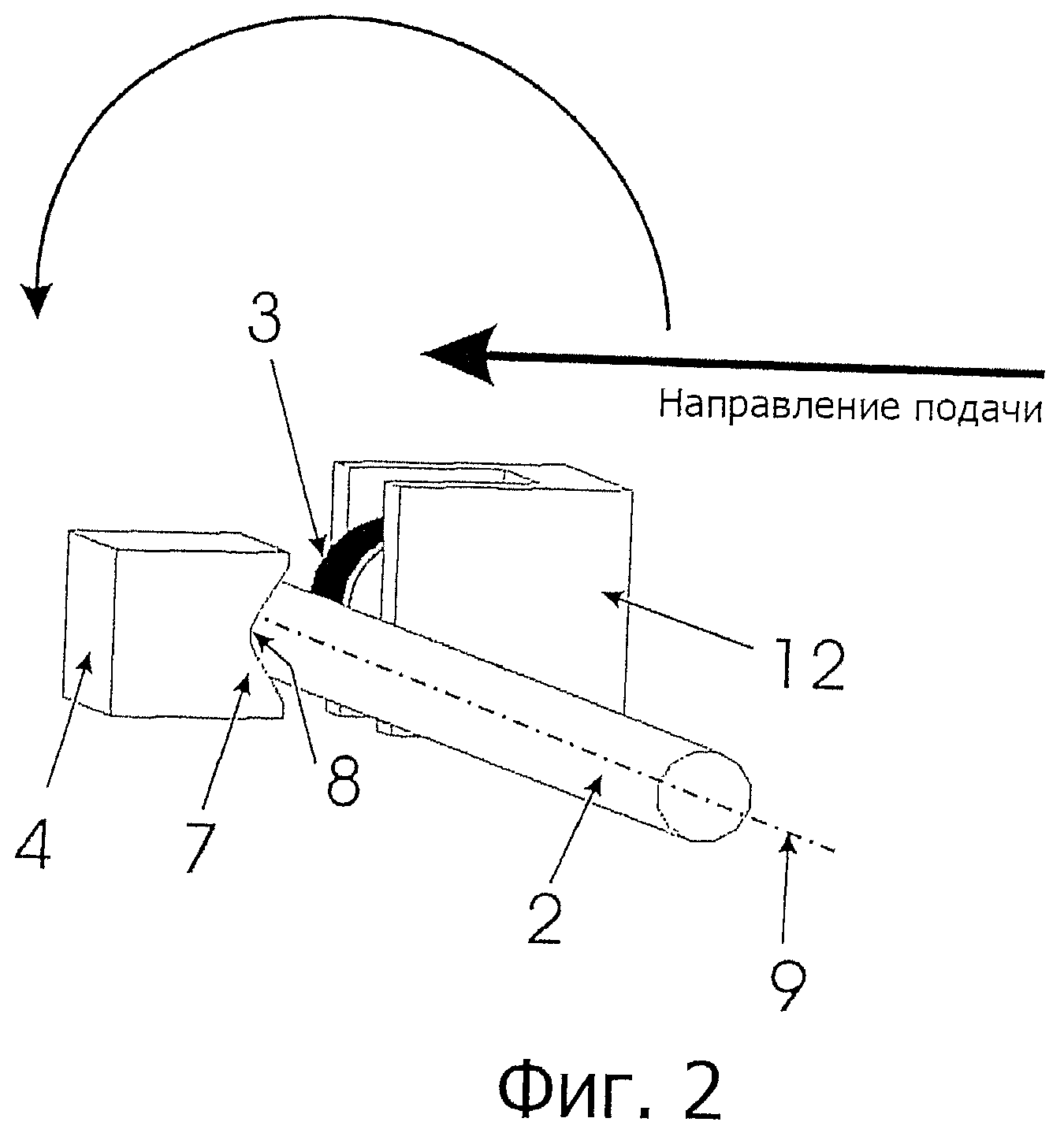
фиг.2 - прижимной ролик или профилирующий инструмент и фиксирующий элемент устройства на фиг.1 в рабочем положении при образовании наружной резьбы на заготовке;
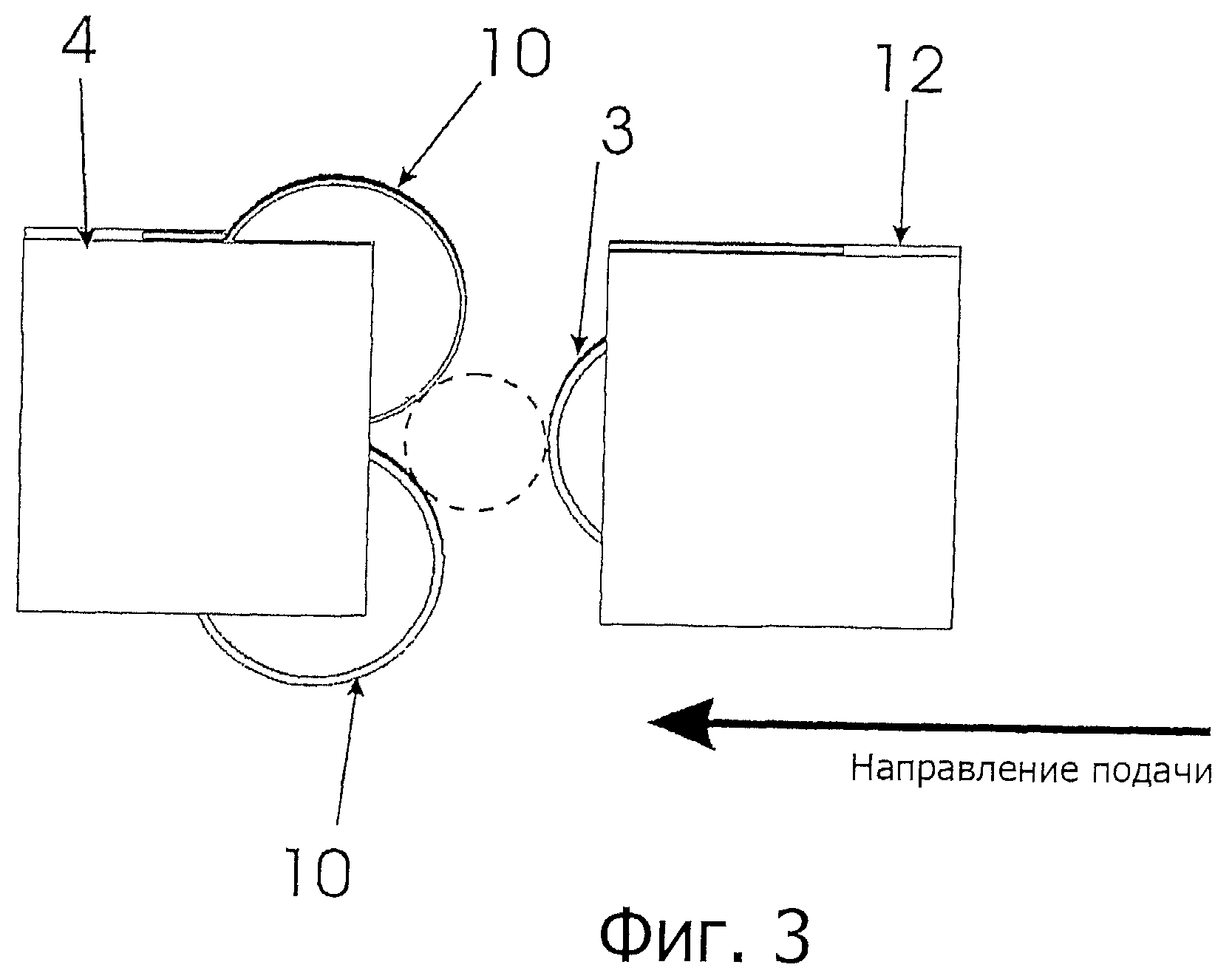
фиг.3 - вид сбоку в увеличении на фиксирующий элемент с двумя прижимными роликами устройства на фиг.1.
Ниже с помощью фигур 1-3 подробнее поясняется устройство 1 для профильного образования или накатывания наружной резьбы на заготовке 2 без снятия стружки. Устройство 1 выполнено в виде передвижного, совместно транспортируемого ручного аппарата для применения непосредственно на месте, в частности, для обработки неподвижных заготовок 2. Напротив профилирующего инструмента 3 с профилем расположен с возможностью смещения подаваемый в направлении профилирующего инструмента 3 фиксирующий элемент 4 посредством резьбового штока 6, расположенного в резьбовой гильзе 5. Фиксирующий элемент 4 выполнен из износостойкого материала, содержит канавку 7, дно 8 которой расположено параллельно продольной оси 9 заготовки 2. В качестве альтернативы, как показано на фиг.3 в рабочем положении устройства 1, фиксирующий элемент 4 дополнительно содержит расположенный напротив профилирующего инструмента 3 прижимной ролик 10.
В показанном на фиг.1 нерабочем положении заготовка 2 согласно фиг.2 может вводиться между профилирующим инструментом 3 и фиксирующим элементом 4 сверху, благодаря чему наружный профиль может быть образован на заготовке в любом положении. Для ручной передачи вращательного движения для образования наружного профиля резьбовой шток 6 снабжен рукояткой 11 с тем, чтобы можно было образовать наружный профиль требуемой формы вращательным движением устройства 1.
Для приведения в соответствие с разными диаметрами заготовки профилирующий инструмент 3 фиксируется с возможностью разъема державкой 12. В результате этого наружные профили могут быть без проблемы образованы почти на любой заготовке 2 с круговой поверхностью поперечного сечения без снижения предела усталости.
Реферат
Изобретение относится к устройствам и способам образования наружной резьбы на заготовке без снятия стружки. Устройство содержит профилирующий инструмент, расположенный напротив фиксирующего элемента. Профилирующий инструмент и фиксирующий элемент выполнены с возможностью подачи на врезание относительно друг друга и установки в неподвижное положение, в котором заготовка может быть введена и извлечена между профилирующим инструментом и фиксирующим элементом по касательным к ним. Профилирующий инструмент содержит профиль без шага и выполнен с возможностью позиционирования напротив продольной оси заготовки при регулируемом угле наклона профилирующего инструмента в зависимости от требуемого углового шага образуемой наружной резьбы. В результате обеспечивается возможность обработки заготовки, недоступной с обоих ее концов. 3 н. и 10 з.п. ф-лы, 3 ил.
Комментарии