Станок для чистовой обработки профилей зубьев цилиндрических зубчатых колес - SU1187706A3
Код документа: SU1187706A3
Чертежи


Описание
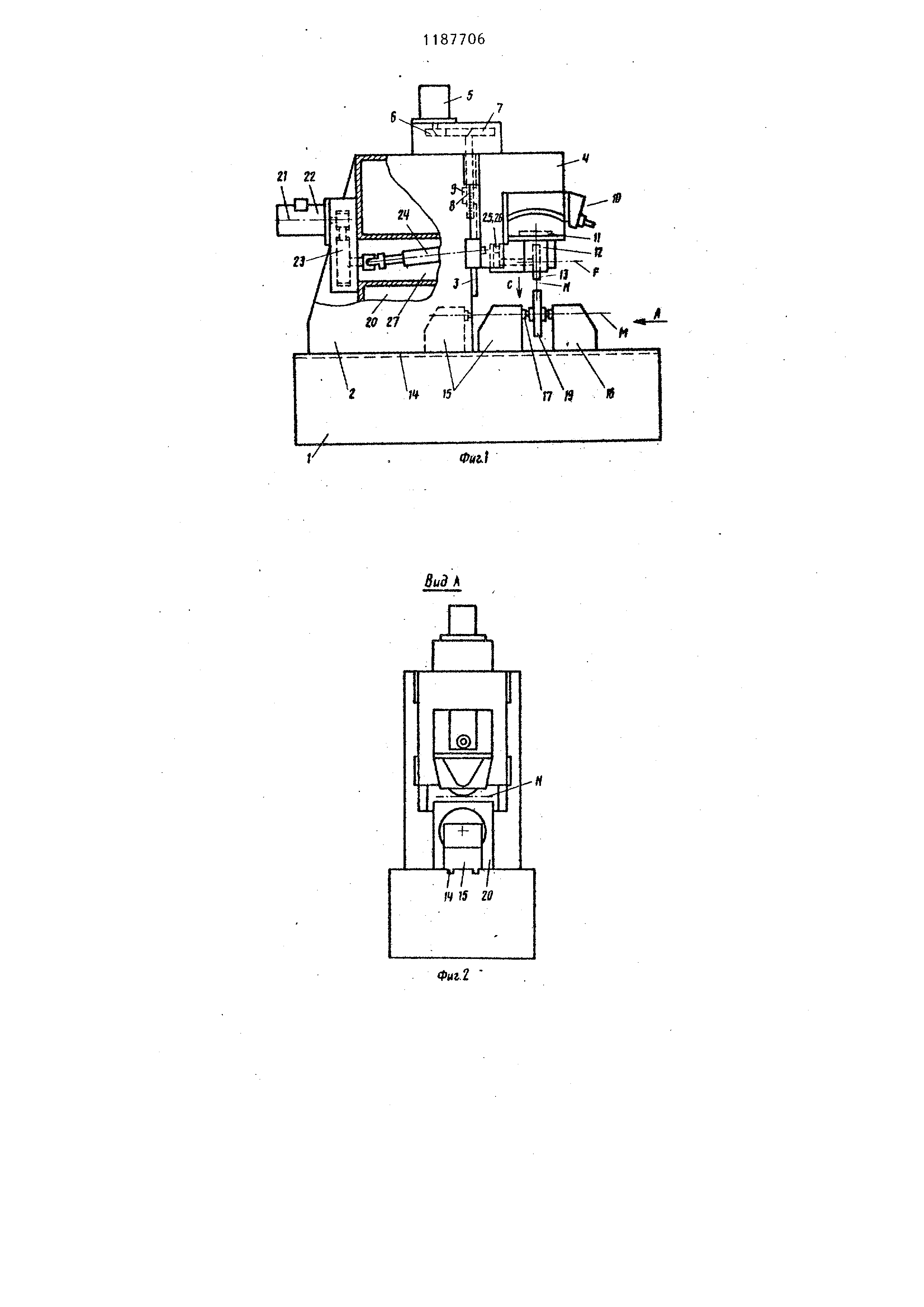
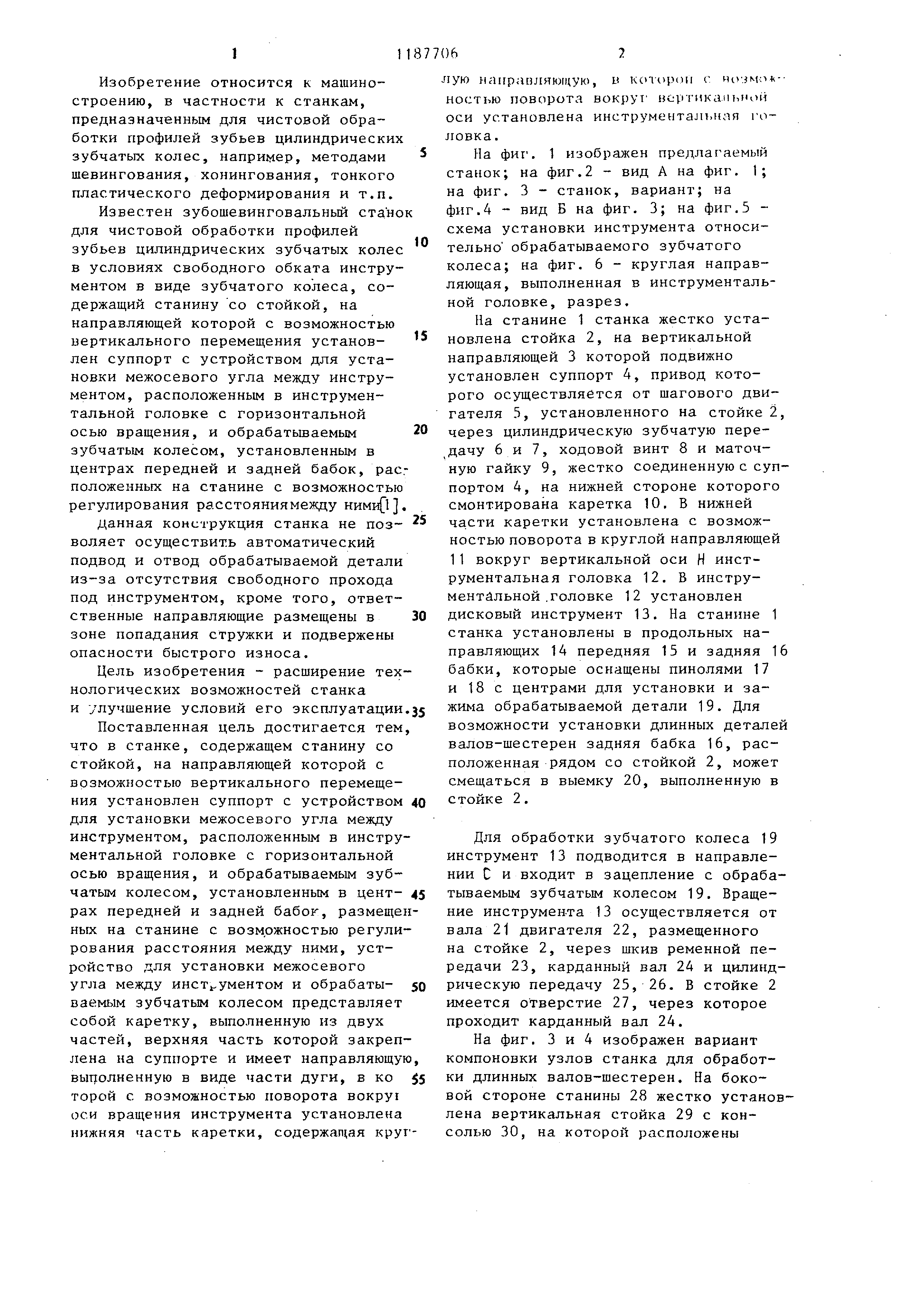
Изобретение относится к машиностроению , в частности к станкам, предназначенным для чистовой обработки профилей зубьев цилиндрических зубчатых колес, например, методами шевингования, хонингования, тонкого пластического деформирования и т.п. Известен зубошевинговальньй стано для чистовой обработки профилей зубьев цилиндрических зубчатых колес в условиях свободного обката инструментом в виде зубчатого колеса, содержащий станину со стойкой, на направляющей которой с возможностью вертикального перемещения установлен суппорт с устройством для установки межосевого угла между инструментом , расположенным в инструментальной головке с горизонтальной осью вращения, и обрабатьшаемым зубчатым колесом, установленным в центрах передней и задней бабок, рас положенных на станине с возможностью регулирования расстояния между ними(1 данная конструкция станка не позволяет осуществить автоматический подвод и отвод обрабатываемой детали из-за отсутствия свободного прохода под инструментом, кроме того, ответственные направляющие размещены в зоне попадания стружки и подвержены опасности быстрого износа. Цель изобретения - расширение тех нологических возможностей станка и улучшение условий его эксплуатации Поставленная цель достигается тем что в станке, содержащем станину со стойкой, на направляющей которой с возможностью вертикального перемещения установлен суппорт с устройством для установки межосевого угла между инструментом, расположенным в инстру ментальной головке с горизонтальной осью вращения, и обрабатываемым зубчатым колесом, установленным в центpax передней и задней бабок, размеще ных на станине с возможностью регули рования расстояния между ними, устройство для установки межосевого угла между инст,ументом и обрабатываемым зубчатым колесом представляет собой каретку, выполненную из двух частей, верхняя часть которой закреп лена на суппорте и имеет направляющу выцолненную в виде части дуги, в ко торой с возможностью поворота вокруг оси вращения инструмента установлена нижняя часть каретки, содержащая кру ую направляющую, в которой г, иозмо -ностью поворота вокруг нортикапьной оси установлена инструментальная головка . На фиг. 1 изображен предлагаемый станок; на фиг.2 - вид А на фиг. 1; на фиг. 3 - станок, вариант; на фиг.4 - вид Б на фиг. 3; на фиг.5 схема установки инструмента относительно обрабатываемого зубчатого колеса; на фиг. 6 - круглая направляющая , выполненная в инструментальной головке, разрез. На станине 1 станка жестко установлена стойка 2, на вертикальной направляющей 3 которой подвижно установлен суппорт 4, привод которого осуществляется от шагового двигателя 5, установленного на стойке 2, через цилиндрическую зубчатую передачу 6 и 7, ходовой винт 8 и маточную гайку 9, жестко соединенную с суппортом 4, на нижней стороне которого смонтирована каретка 10. В нижней части каретки установлена с возможностью поворота в круглой направляющей 11 вокруг вертикальной оси Н инструментальная головка 12. В инструментальной .головке 12 установлен дисковый инструмент 13. На станине 1 станка установлены в продольных направляющих 14 передняя 15 и задняя 16 бабки, которые оснащены пинолями 17 и 18 с центрами для установки и зажима обрабатываемой детали 19. Для возможности установки длинных деталей валов-шестерен задняя бабка 16, расположенная рядом со стойкой 2, может смещаться в выемку 20, выполненную в стойке 2. Для обработки зубчатого колеса 19 инструмент 13 подводится в направлении С и входит в зацепление с обрабатываемым зубчатым колесом 19. Вращение инструмента 13 осуществляется от вала 21 двигателя 22, размещенного на стойке 2, через шкив ременной передачи 23, карданный вал 24 и цилиндрическую передачу 25, 26. В стойке 2 имеется отверстие 27, через которое проходит карданный вал 24. На фиг. 3 и 4 изображен вариант компоновки узлов станка для обработки длинных валов-шестерен. На боковой стороне станины 28 жестко установлена вертикальная стойка 29 с консолью 30, на которой расположены
311
направляющие 31, по которым перемещается суппорт 4,
Расположение стойки 29 рядом со станиной станка 28 обеспечивает возможность использования всей длины станины станка для направляющих 14 бабок 15 и 16, что позволяет обрабатывать длинные детали. При этом автоматический подвод и отвод детали возможен со свободной продольной стороны станины 28.
Процесс обработки профилей зубьев на станке . осуществляется при установке оси инструмента F под углом т к оси обрабатываемого зубчатого колеса Д, при этом инструмент 13 имеет возможность поворота вокруг горизонтальной оси N , которая перпендикулярна к вертикальной оси И инструмента 13 и к горизонтальной оси м обрабатываемого зубчатого колеса 19,
Возможность поворота и установки инструмента 13 обеспечивается за счет выполнения каретки из двух частей: верхняя часть 32 жестко установлена на суппорте 4, и ее нижняя часть 33, на которой в круглой направляющей 11 размещается инструментальная головка 12, установлена в круглой направляющей 34, выполненной в виде части дуги, обеспечивающей возможность вращения инструмента вокруг оси N.
На свободном конце ходового винта 35 может насаживаться механизм вращения ходового винта (не показан) с установленным на нем червяком, который взаимодействует с соответствующим сегментом червячного колеса, установленным в нижней части установочной каретки 33 (червячное колесо и червяк не показаны). Это же относится к устройствам для зажима нижней части установочной каретки в требуемом положении. Поскольку инструментальная головка 12 установлена с возможностью поворота в круглой направляющей 11, выполненной в нижней части 33 каретки 10, то обеспечивается возможность регулирования угла скрещивания j осей (фиг. 5) . между осью инструмента F и осью детали М.
Наличие карданного вала 24 обеспечивает кинематическую.связь при изменении положения оси F инструмента относительно оси двигателя 22 вследствие различных размеров обрабаты064
ваемых деталей и вертикальных перемещений инструмента при каждом цикле обработки.
Для исключения провисания инструментальной головки 12 в круглой направляющей , в последней предусмотрен предварительно поджатый пружиной 36 подшипник 37 качения (фиг. 6). Наружное кольцо шарикового подшипника 37 упирается в стопорное кольцо 38,установленное в выточке нижней части 33 каретки 10. Внутреннее подшипника 37 устанавливается в опорном кольце 39, в котором центрируется выточкой 40 с центрирующим кольцом 41, на котором устанавливается инструментальная головка 12.
J
Концентрично выточке 40 в опорном кольце 39 имеется выточка 42, в которую упирается торец пружины 36, установленной на втулке с буртом 43. Усилие пружины регулируется винтом 44, установленным в резьбовом отверстии втулки 43. Чтобы обеспечить постоянный контакт верхней торцовой поверхности Р инструментальной головки 12 и нижней торцовой поверхности Q нижней части 33, в подшипнике 37 должен отсутствовать осевой люфт, что обеспечивается предварительным напряжением пружины 36, усилие которой должно быть больше, чем собственный вес инструментальной головки 12 с инструментом 13 и карданным валом 24.
В кольцевой канавке 45 нижней части 33 расположены винты 46 с гайками 47 и шайбами 48 для закрепления инструментальной головки 12 в требуемом угловом положении т- . Подвод инструмента к детали и отвод инструмента осуществляется с помощью шагового двигателя 5 с регулируемой частотой вращения.
Для удержания суппорта 4 в определенном положении предусмотрены устройства (не изображены),например,гидравлические зажимные устройства.
Таким образом, размещение направляющих 3, 1 1 и 34 выше зонь нахождения обрабатываемой детали 19 и инструмента 13 обеспечивает их защиту от попадания стружки, а установка оси обрабатываемых зубчатых колес всегда на одной и той же высоте независимо от их диаметров, позволяет осуществить автоматический подвод и отвод деталей в зону обработки.
П
Mil
г, 27
А 1
Тт1
П
J I/ Н .у 1

Реферат
СТАНОК ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ПРОФИЛЕЙ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС в условиях свободного обката инструментом в виде зубчатого колеса, содержащий станину со стойкой , на направляющих которой с возможностью вертикального перемещения установлен суппорт с устройством для установки межосевого угла между инструментом , расположенным в инструментальной головке с горизонтальной осью вращения, и обрабатываемым зубчатым колесом, установленным в центрах передней и задней бабок, размещенных на станине с возможностью регулирования расстояния между ними, отличающийся тем,что, с целью расщирения технологических возможностей станка и улучшения условий его-эксплуатации, устройство для установки межосевого угла между инструментом и обрабатываемым зубчатым колесом представляет собой каретку, выполненную из двух частей, верхняя I часть которой закреплена на суппорте и имеет направляющую,выполненную (Я в виде части дуги, в которой с возможностью поворота вокруг оси вращения инструмента установлена нижняя Часть каретки, содержащая круглую :направляющую, в которой с возмож:ностью поворота вокруг вертикальной оси установлена инструментальная 00 головка. «ч| о Од

Комментарии