Способ чистовой обработки зубчатых колес - SU382265A3
Код документа: SU382265A3
Чертежи
Описание
СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС

Реферат
Формула
1
Изобретение относится к Способу Отделки
зубчатых колес и может применяться при производстве зубчатых колес.
Известны способы чистовой обработки зубчатых колес без снятия стружки путем обкатки
их инструментом, имеющим форму зубчатого колеса или зубчатой рейки.
С целью повышения производительности обработки и увеличения срока службы инструмента
по предлаг аемому способу чистовой обработки инструменту сообщают продольную
подачу под прямым углом по отношению к расположенным приближенно параллельно
осям заготовки и инструмента и параллельно плоскости касания делительных окружностей их.
Продольную подачу осуществляют из состояния неплотного зацепления зубчатых венцов
заготовки и инструмента через беззазорное зацепление , при котором происходит радиальное
давление, с последующим введением вновь в состояние неплотного зацепления.
Обработку осуществляют при параллельном расположении осей заготовки и инструмента.
Ч
Обраббтку производят при расположении
осей заготовки и инструмента под углом не более 3°.
В этом случае продольную подачу осуществляют под прямым углом по отнощению к оси
инструмента и продольную подачу осуществляют под прямым углом по отношению к оси заготовки.
Состояние неплотного зацепления осуществляют с одной и той же стороны заготовки и
инструмента.
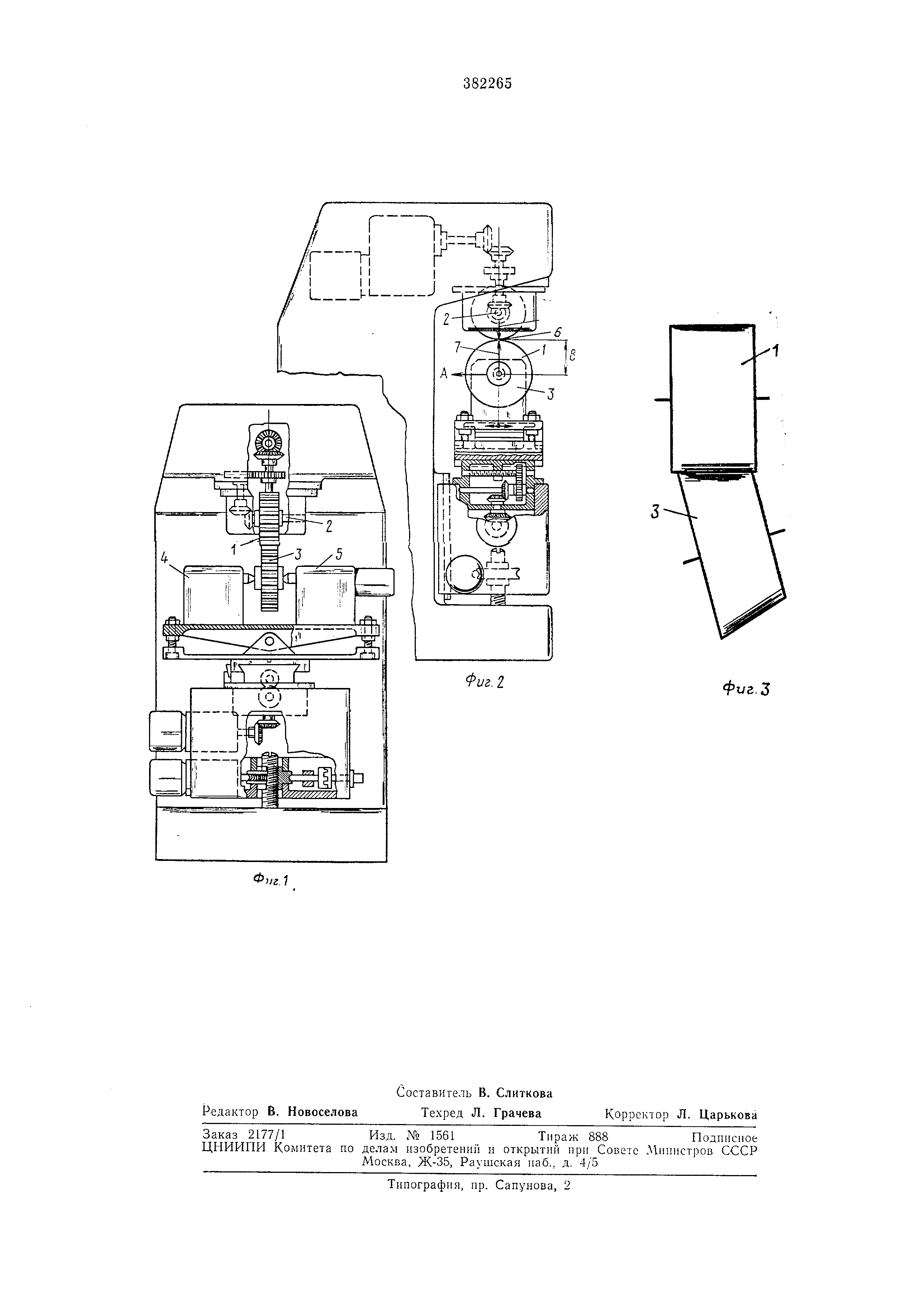
На фиг. 1 показано устройство, с помощью
которого реализуют предлагаемый способ, вид прямо; на фиг. 2 - то же, внд сбоку; на
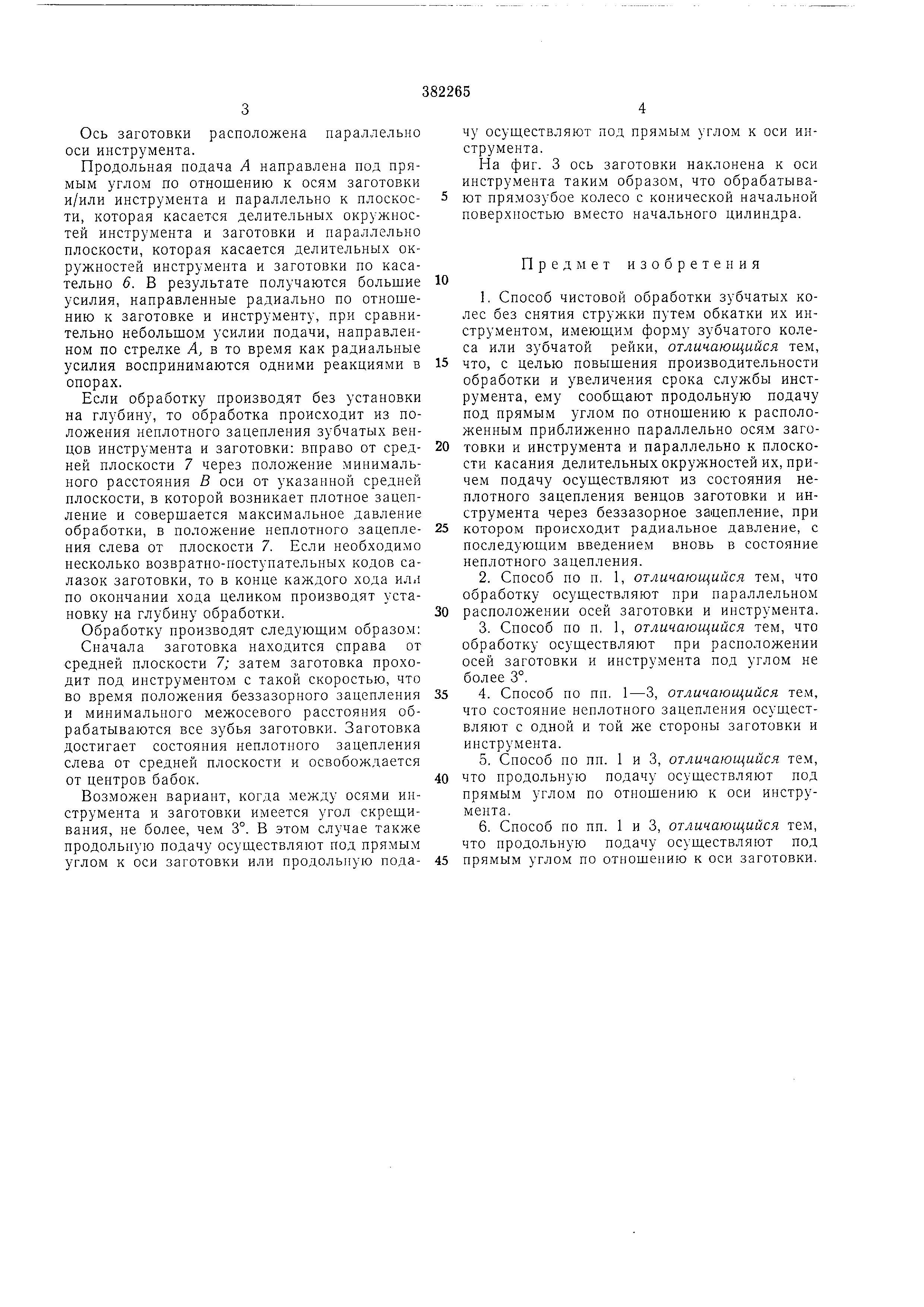
фиг. 3 - схема обработки конического прямозубого колеса с конической начальной поверхностью
инструментом с цилиндрической начальной поверхностью.
Инструмент / установлен с возможностью замены на шпинделе 2.
Обрабатываемое колесо 3 установлено с возможностью закрепления и раскрепления в бабках 4 и 5.
Ось заготовки расположена параллельно оси инструмента.
Продольная подача Л направлена под прямым углом по отношению к осям заготовки
и/или инструмента и параллельно к плоскости , которая касается делительных окружностей
инструмента и заготовки и параллельно плоскости, которая касается делительных окружностей
инструмента и заготовки по касательно 6. В результате получаются большие
усилия, направленные радиально по отношению к заготовке и инструменту, при сравнительно
небольшом усилии подачи, направленном по стрелке А, в то время как радиальные
усилия воспринимаются одними реакциями в опорах.
Если обработку производят без установки на глубину, то обработка происходит из положения
неплотного зацепления зубчатых венцов инструмента и заготовки: вправо от средней
плоскости 7 через положение минимального расстояния В оси от указанной средней
плоскости, в которой возникает плотное зацепление и совершается максимальное давление
обработки, в положение неплотного зацепления слева от плоскости 7. Если необходимо
несколько возвратно-поступательных кодов салазок заготовки, то в конце каждого хода или
по окончании хода целиком производят установку на глубину обработки.
Обработку производят следуюшим образом:
Сначала заготовка находится справа от
средней плоскости 7; затем заготовка проходит под инструментом с такой скоростью, что
во время положения беззазорпого зацепления и минимального межосевого расстояния обрабатываются
все зубья заготовки. Заготовка достигает состояния неплотного зацепления
слева от средней плоскости и освобождается от центров бабок.
Возможен вариант, когда между осями инструмента и заготовки имеется угол скрещивания
, не более, чем 3°. В этом случае также продольную подачу осуществляют под прямым
углом к оси заготовки или продольную подачу осуществляют под прямым углом к оси инструмента
.
На фиг. 3 ось заготовки наклонена к оси
инстру.мента таким образом, что обрабатывают прямозубое колесо с конической начальной
поверхностью вместо начального цилиндра.
Предмет изобретения
1.Способ чистовой обработки зубчатых колес без снятия стружки путем обкатки их инструментом
, и.меющим форму зубчатого колеса или зубчатой рейки, отличающийся тем,
что, с целью повышения производительности обработки и увеличения срока службы инструмента
, ему сообщают продольную подачу под прямым углом по отношению к расположенным
приближенно параллельно осям заготовки и инструмента и параллельно к плоскости
касания делительных окружностей их, причем подачу осуществляют из состояния неплотного
зацепления венцов заготовки и инструмента через беззазорное зацепление, при
котором п-роисходит радиальное давление, с последующим введением вновь в состояние
неплотного зацепления.
2.Способ по п. 1, отличающийся тем, что
обработку осуществляют при параллельном
расположении осей заготовки и инструмента.
3.Способ по п. 1, отличающийся тем, что обработку осуществляют при расположении
осей заготовки и инструмента под углом не более 3°.
4. Способ по пп. 1-3, отличающийся тем, что состояние неплотного зацепления осуществляют
с одной и той же стороны заготовки и инструмента.
5.Способ по пп. 1 и 3, отличающийся тем, что продольную подачу осуществляют под
прямым углом по отношению к оси инструмента .
6.Способ по пп. 1 и 3, отличающийся тем, что продольную подачу осушествляют под
прямым углом по отношению к оси заготовки. jrTgTP,,
I,.4W f -n .З
Комментарии