Станок для чистовой обработки профилей зубьев цилиндрических зубчатых колес - SU1223831A3
Код документа: SU1223831A3
Чертежи



Описание
Изобретение относится к машиностроению , в частности к станкам, предназначенным для чистовой обработки профилей зубьев цилиндрических зубчатых колес, например, методами шевингования, хонингования, тонкого пластического деформирования и т.п.
Известен станок для чистовой обработки профилей зубьев цилиндрических зубчатых колес в условиях сво- бодного обката инструментом в виде зубчатого колеса, содержащий станину со стойкой, на направляющей коротой с возможностью вертикального перемещения установлен суппорт с кареткой, выполненной из двух частей, верхняя часть которой расположена на суппорте , а нижняя часть размещена с возможностью поворота относительно верхней части, при этом обрабатываемое зубчатое колесо закреплено в центрах передней и задней бабок, расположенных на станине с возможностью регулирования расстояния между ними fl .
Данная конструкция станка пригодн лишь для чистовой обработки профилей зубьев при радиальном подводе инструмента и не позволяет обрабатывать зубчатые колеса при других способах подачи инструмента, например, парал- лельном, диагональном и т.п.
Цель изобретения - расширение технологических возможностей станка.
Поставленная цель достигается
.-
тем, что в Станке, содержащем стани ну со стсйкой, на направляющей которой с возможностью перемещения в вертикальной плоскости установлен суппорт с кареткой, выполненной из двух частей, верхняя часть которой установлена на суппорте, а нижняя размещена с возможностью поворота относительно верхней части, при этом инструментальная головка установлена в круглых направляющих нижней части каретки, а обрабатываемое зубчатое колесо закреплено в центрах передней и задней бабок, расположенных на станине с возможностью регулирования расстояния между ними, в Суппорте вы полнена круглая направляющая, на которой с возможностью поворота уста- ноБлена верхняя часть каретки, а нижняя часть каретки выполнена в виде ползуна и траверсы, которая снаб- жена направляющими и приводом, выпол неннь1м в виде гидроцилиндра двустороннего действия, при этом траверса
5
10 5 ЭО 25 30
35
40
45
53 -
шарнирно установлена на оси, закрепленной в верхней части каретки, снабженной кулисным механизмом, а в направляющих траверсы подвижно установлен ползун, снабженный шарнирно установленной на нем копирной линейной с возможностью взаимодействия с кулисным механизмом при перемещении ползуна штоком гидроцилиндра.
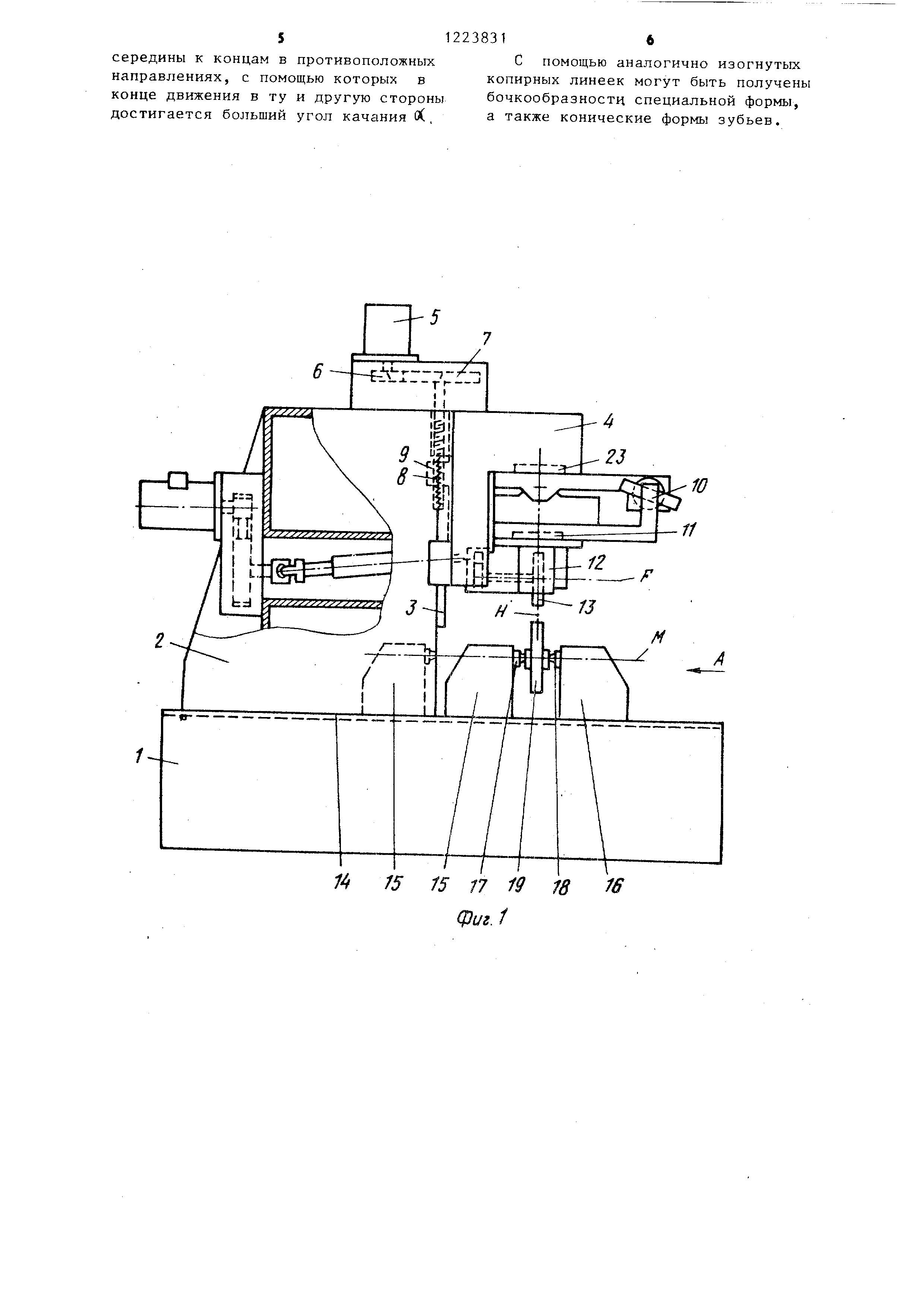
На фиг. 1 изображен пример выполнения станка, на фиг. 2 - вид А на фиг. 1, на фиг. 3 - каретка , на фиг. 4 - упрощенное изображение каретки , разрез; на фиг. 5 - схема установки инструмента относительно обрабатываемого зубчатого колеса; на фиг.6 - круглая направляющая, раз- ,рез; на фиг. 7 - схематическое изображение установочной каретки с различными положениями ползуна; на фиг., 8 - схематичное изображение инструмента в различных положениях при обработке.бочкообразных зубьев; на фиг. 9 - схема получения специальной формы бочкообразности зубьев.
На станине 1 станка жестко установлена стойка 2, на вертикальной направляющей 3 которой подвижно установлен суппорт 4, привод которого осуществляется от шагового двигателя 5, установленного на стойке 2, через цилиндрическую зубчатую передачу 6 и 7, ходовой винт 8 и маточную гайку 9, жестко соединенную с v суппортом 4, на нижней стороне кото- рого смонтирована каретка 10. В нижней части каретки с возможностью поворота в круглой направляющей 11 .. вокруг вертикальной оси Н размещена инструментальная головка 12, в которой установлен дисковый инструмент 13. На станине 1 станка установлены в продольных направляющих 14 передняя 15 и задняя 16 бабки, которые оснащены пинолями 17 и 18 с центрами для установки и зажима обрабатываемой детали 19. Процесс обработки профилей зубьев на станке осуществляется при вращении инструмента- 13 и установке его оси F под углом к оси М обрабатываемого зубчатого колеса ,, при этом инструмент 13 имеет возможностью перемещения вдоль оси МВозможность соответствующей установки и перемещения инструмента обес- печивается за счет выполнения каретки 10 из трех установленных подвижно одна относительно другой частей:
3
верхней части 20, траверсы 21 и ползуна 22. Верхняя часть 20 установлена в круглой направляющей 23 суппорта 4 и может поворачиваться вокруг вертикальной оси Н и закрепляться в требуемом положении. Благодаря этому направления S, S ,S подачи инструмента 13 могут регулироваться i под заданным углом, обеспечивающим параллельное, диагональное или иное направление перемещения инструмента
На верхней части каретки 20 на оси 24 щарнирно установлена с возможностью поворота вокруг горизонтальной оси L траверса 21. На ниж- ней стороне траверсы в продольной направляющей 25 с предварительным натягом установлен ползун 22. Предварительный натяг продольных направляющих осуществляется известными способами. Продольная направляющая 25 перпендикулярна оси L, поскольку инструмент 13 расположен над обрабатываемым зубчатым колесом 19, установленным в центрах. Для исключе- НИН провисания инструментальной головки 12 и верхней части каретки 20 в круглых направляющих (11 и 23) предусмотрен предварительно поджатый пружиной 26 подшипник 27 качени Наружное кольцо шарикового подшипника упирается в стопорное кольцо 28, установленное в выточке, выполненно соответственно в суппорте 4 или ползуне 22. Внутреннее кольцо шарикового подшипника устанавливается в опоном кольце 29, в котором центрируется выточкой 30 с центрирующим кольцом 31, на котором установлена соответственно инструментальная головка 12 или верхняя часть 20 каретки.
Концентрично выточке 30 в опорном кольце 29 имеетря выточка 32, в которую упирается торец пружины 26, установленной на втулке 33 с буртиком 34. Усилие пружины регулируется винтом 35, установленным в резьбовом отверстии втулки 33. Чтобы обеспечить постоянный контакт поджимаемы поверхностей в подшипнике должен отсутствовать осевой люфт, что обеспечивается предварительным напряжением пружины, усилие которой должно быть больше, чем вес уравновешиваемых элементов .
Для осуществления движений S, S , s подачи в траверсе 21 предусмотрен
гидравлический цилиндр двустороннего действия, шток 36 поршня которого соединен с полз.уном 22. В зивисимости от того, в какую полость цилиндра . поршневую 37 или штоковую 38 подается масло, поршень 39 перемещается влево или вправо, перемещая ползун 22. Это обеспечивает возможность перемещения инструмента 13, например дискового шевера, по всей ширине обрабатываемого зубчатого венца в обе стороны.
Перемещение инструмента по ширине обрабатываемого зубчатого венца и радиальный подвод инструмента осуще ствляются известными средствами автоматизации .
Для обработки бочкообразных зубьев на каретке -10 предусмотрено соответствующее устройство: ползун 22, который имеет на одном конце проушину 40, на оси 41 которой установлена копирная линейка 42 с возможностью поворота вокруг этой оси 41, расположенной параллельно оси L поворота траверсы 21. Верхняя часть установочной каретки 20 имеет консоль 43, на конце которой установлена с возможностью поворота кулиса 44. В кулисе 44 установлена линейка 42. , Когда линейка 42 отрегулирована, как показана на фиг. 4, горизонтально и зафиксирована, ползун 22 совершает прямолинейное возвратно-поступательное движение S .
Если линейка повернута по часовой стрелке Р под заданным углом f , то при перемещении ползуна 22 влево проушина 40 поднимается и одновременно- перемещается влево. Вследствие шарнирного соединения ползуна 22 с траверсой 21 и с верхней частью 20 каретки, ползун 22 и траверса 21 совершают качание против часовой стрелки Q. При перемещении ползуна 22 вправо проушина 40 опускается, ползун 22 и траверса 21 совершают качание по часовой стрелке. Посредством качания ползуна достигается наклонное положение инструмента по отношению к обрабатываемой детали. Угол качания сС может варьироваться с помощью изменения угла наклона линейки Р . У деталей малого диаметра или у широких деталей необходимая бочкообразность не может быть достигнута при наличии копиркой линейки прямого профиля. Для этих случаев рекомендуются линейки, изогнутые от .
середины к концам в противоположных направлениях, с помощью которых в конце движения в ту и другую стороны достигается больший угол качания 1А ,
12238316
С помощью аналогично изогнутых копирных линеек могут быть получены бочкообразностн специальной формы, а также конические формы зубьев.


Реферат

Формула
Комментарии