Тангенциальная резьбонакатная головка - SU893354A1
Код документа: SU893354A1
Чертежи
Описание
(54) ТАНГЕНЦИАЛЬНАЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА
Реферат
Формула
Изобретение относится к обработке метаЛ лов давлением, а именно к устройствам для
накатывания наружных резьб. Известна тангенциальная резьбонакатная головка
. Содержащая корпус с размещенными в нем резьбонакатными роликами, жестко
закрепленными на осях. Для {взаимной угловой ориентации роликов используется механизм,
состоящий из двух V-образных полу муфт. Одна часть полумуфт закреплена на осях, а
другая половина полумуфт подпружинена с во можностью возвратно-поступательного перемещ
ния относительно корпуса 1. Недостатком указанной головки является быстрый износ полумуфт.
Наиболее близкой к предлагаемой является тангенциальная резьбонакатная головка, содерж
щая механизм угловой ориентащ и роликов, выполненный в виде фасонных дисков (звездрчек
), закрепленных на осях роликов и сори тированных своими впадинами относительно
резьбовой нарезки роликов, и подпружиненног упора, на котором смонтированы два фиксатора 2 .
Оказанная головка проста в изготовлении, но ненадежна в эксплуатации, так как сущест
вуют положения, когда ось симметрии зуба хотя бы одной звездочки лежит в плоскости,
проходящей через ось резьбонакатного ролика и ось фиксатора. В этом случае резьбонакатные
ролики вступают в работу взаимно не сориентированными один относительно другого,
что приводит к браку накатываемой резьбы. Цепь изобретения - повыщение надежности ориентации роликов.
Указанная цель достигается тем, что в тангенциальной резьбонакатной головке, содержащей
профилированные ролики, имеющие по крайней мере .трехзаходную винтовую нарезку,
механизм углсшой ориентации роликов, выполиеш1ый в виде фасонных дисков, закрепленных
на осях роликов, и подпружиненного упора, на котором смонтированы фиксаторы, фасонные
диски выполнень в виде многогранников с количеством граней равным числу заходов винтовой
нарезки на роликах, а каждый фиксатор - iB виде П-образной планки, боковые ребра
которой установлены с возможностью
контакта с гранями многогранников в плоскости , перпендикулярной плоскости расположения осей роликов.
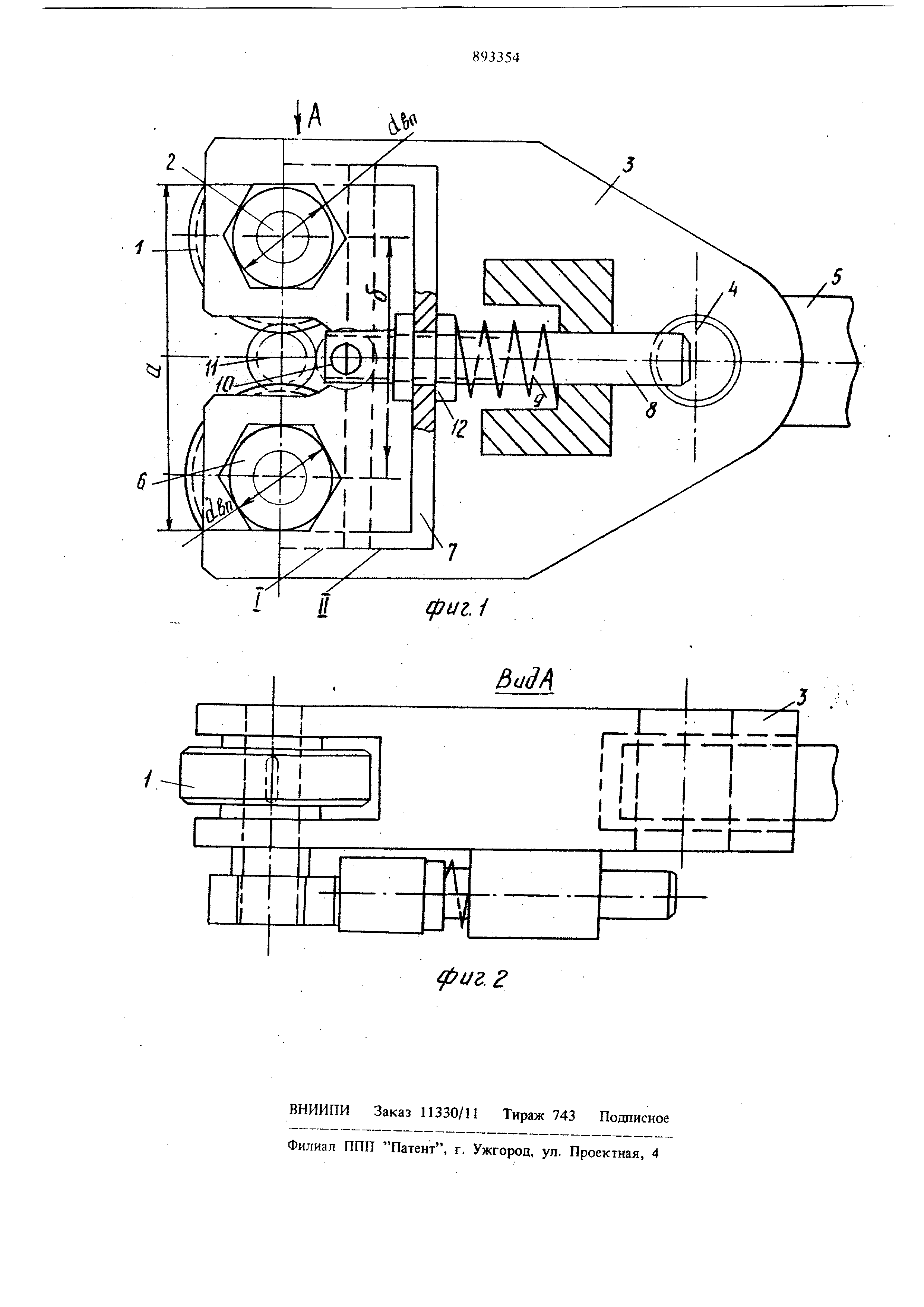
На фиг. 1 показана предлагаемая головка; на фиг. 2 - вид А на фиг. 1.
Тангенциальная резьбонакатная головка имеет механизм взаимной угловой ориентации
. роликов 1, которые закреплены на осях 2, установленных в корпусе 3 с возможностью
свободного вращения. Корпус 3 на оси 4 устаноялен в хвостовике 5 с возможностью
самоустанавлизания по заготовке в процессе накатывания резьбы. На осях 2 закреплены
фасонные диски 6, выполненные в виде многогранников , количество граней которых равно
количеству заходов винтовой нарезки резьбонакатных роликов и которые сориентировань
относительно резьбовой нарезки роликов. 13 нерабочем положении грани фасонных дисков
находятся в контакте с боковыми ребрами По азного фиксатора 7, установленного на
упоре 8, поджатом пружиной 9.
В передней части упора 8 установлен ролик
10, который при работе головки взаимодейст вует с поверхностью обрабатываемой детали 11.
Гайки 12 служат для регулирования расстояния между роликами 10 упора и П-образным фиксатором
при настройке головки и перестройке на другой диаметр резьбы.
Резьбонакатная головка работает следующим образом.
В исходном положении резьбонакатные ролики 1 взаимно соориентированы по угловому
расположению благодаря контакту под действием пружины 9 боковых ребер фиксатора 7
с гранями фасонных дисков 6 (положение I фиксатора 7).
Головка, закрепленная на суппорте станка, подается .на вращающуюся заготовку 11. При
этом ролик 10 упора 8 входит в контакт с обрабатываемой заготовкой 11, движение его
вместе с упором 8 и фиксатором 7 прекращается . Боковые ребра фиксатора 7 выходят из
контакта с гранями фасонных дисков 6 (положение 11 фиксатора 7).
Резьбонакатные ролики 1, коснувншсь заготовки 11, также начинают вращаться вместе
с осями 2 и закрепленными на них фасонными дисками 6.
После накатывания полного профиля резьбы рабочая подача прекращается и головка отводится-
назад в исходное положение.
В течение рабочей подачи взаимная угловая
ориентация роликов 1 нарущается в связи с изменением диаметра заготовки 11, наличием
проскальзьгаания и других сопутствующих факторов . При холостом (обратном) ходе ролик
933544
10упора 8 выходит из контакта с заготовкой
11и пружина 9 поднимает фиксатор 7 к фасонным дискам 6.
Благодаря тому, что расстояние о между 5 внутренними сторонами боковых ребер Побразного
фиксатора 7 выполнено равным сумме межцентрового расстояния сГ между
роликами 1 и диаметра вписанной окружности dg многогранного фасонного диска б, т, е.
(О а Q dgji , боковые ребра фиксатора 7 входят в контакт с гранями фасонного диска
6 и доворачивают их в положение, когда олоскость контактирующей грани перпендикулярна
плоскости расположения осей. Ролики 1 при f5 этом опять оказываются соориентированными
один относительно другого.
В зависимости от типоразмера головки
возможен вариант выполнения фиксатора 7, который контактирует с гранями фасонного
,- диска 6 наружными сторонами боковых ребер . В этом случае расстояние между ними
должно равняться разности между межцентровым расстоянием о и диаметром вписанной
в многогранник фасонного диска 6 окруж- , ности.
Предлагаемая конструкция головки более проста в изготовлении, у нее отсутствуют
мертвые точки, она обеспечивает надежную (иентацию резьбонакатных роликов, что значительно
уменьшает количество брака резьбы.
Формула изобретения
Тангенц 1альна.я резьбонакатная головка, содержащая профилированные ролики, имеющие
по крайней мере трехзаходную винтовую нарезку , механизм угловой ориентации роликов,
вьшолненный в виде фасонных дисков, закрепленных на осях роликов, и подпружиненного
упора, на котором смонтированы фиксаторы,
отличающаяся тем, что, с целью
повышения надежности ориентации, фасонные диски выполнены в виде многогранников с
количеством граней,равным числу заходов винтовой нарезки на роликах, а каждый фиксатор
- в виде П-образной планки, боковые ребра которой установлены с возможностью
контакта с гранями многогранников в плоскости , перпендикулярной плоскости расположения осей роликов.
Источники информации,
принятые во внимание при экспертизе
1. Писаревский М. И. Новый инструмент для накатывания резьб и ишицев. М., Мацщностроение
, 1966, с. 85, рис. 53.
2. Авторское свидетельство СССР № 656723,
кл. В 21 Н 3/04, 20.10.77.
фиг. 2
Комментарии