Резьбонакатная головка - SU494904A1
Код документа: SU494904A1
Чертежи


Описание
(54; РЕЗЬБОНАКАТНАЯ ГОЛОВКА

Реферат
Формула
1
Изобретение относится к накатыванию
резьбы роликами.
По основному авт. св. № 434683 иэвестна
резьбонакатная головка, предназначенная для накатывания резьб с принудительной подачей.
С целью обеспечения возможности накатывания резьб с самозатягиванием предлагаемая
резьбонакатная головка снабжена поворотным эксцентриковым валиком, взакмо
действующим с задней опорной крышкой в начальный момент накатывания и установленным
радиально в дополнительной опоре.
На фиг. 1 изображена предлагаеная головка
в разрезе; на фиг. 2 - вид с переднего торца головки; на фиг.. 3 - разрез по А-А
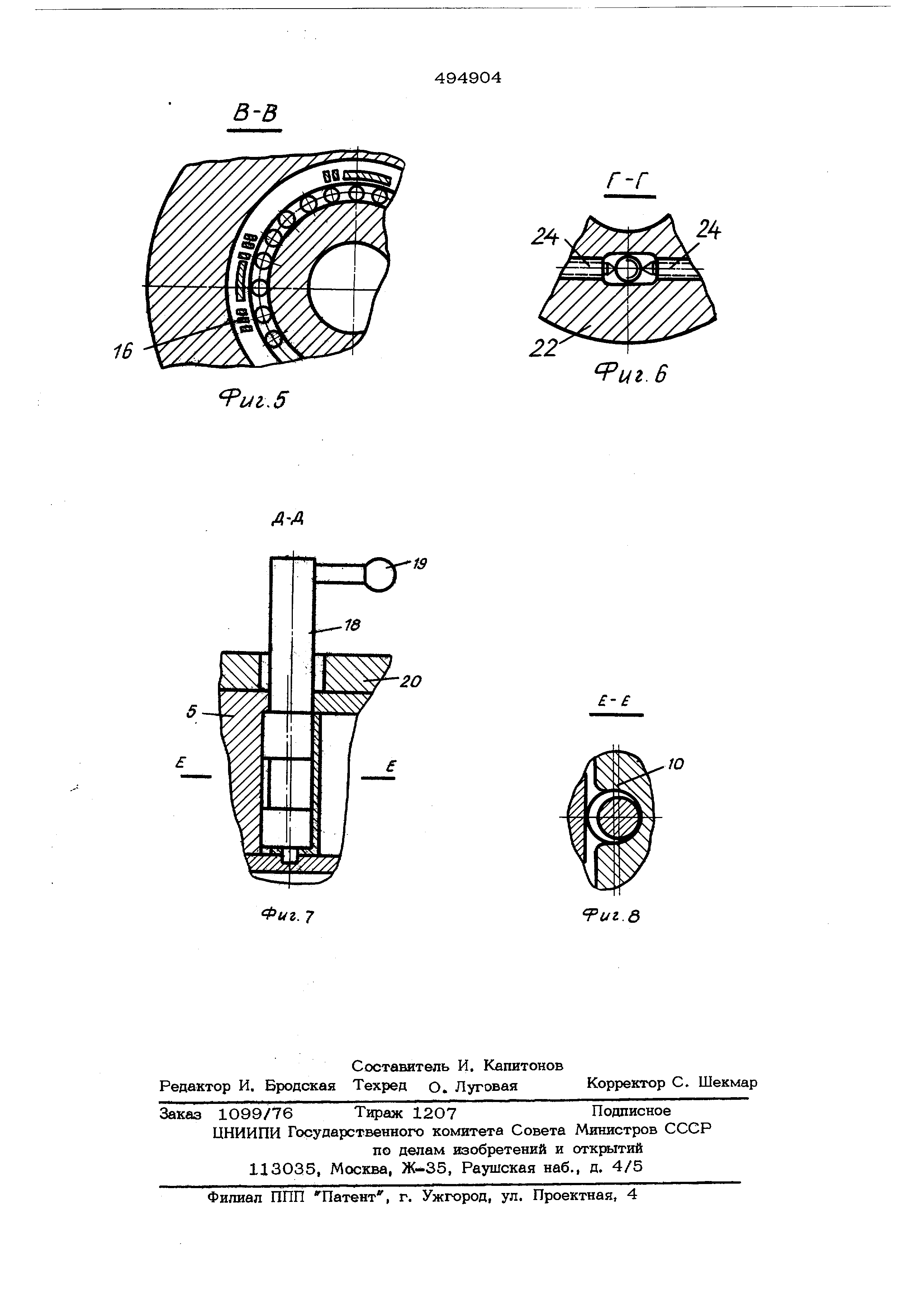
на фиг. 1; на фиг. 4 - разрез по Б-Б на фиг.1; на фиг. 5 - разрез поВ-Вна фиг. 1; на фиг. 6разрез
по Г-Г на фиг. 1; на фиг. 7 - разрез по Д-Д на фиг. 2; на фиг. 8 - разрез по Е-Е на фиг. 7.
Резьбонакатная головка (см. фиг. 1) состоит из резьбонакатных роликов,, установленных
на эксцентриковых осях 2, имеющих двустороннюю опору, посредством сферических подшипников 3, которые, в свою очередь, вмонтированы в переднюю и заднюю опорные
крышки 4 и 5. Расстояние между передней и задней опорными крышками определяется
распорными втулками. Через них проходят колонки 6, резьбовая часть которых ввернута
в сухари 7 (см. фиг. 4f.
Крестовидная муфта 8, передающая крутящий
момент на эксцентриковые оси 2, в момент закрытия или раскрытия головки одним
своим выступом введена в паз эксцентрике вой оси 2, а другим - в паз оси 9 (смфиг. З
сидяшей в дополнительной опоре О и на себе шестерню 11, которая находится в
зацеплении с зубчатым колесом 12, посаженным на основание 13, которое несет на себе
упорные подшипники 14, пружины 15 и 16 (см. фиг. 5) и ползун 17.
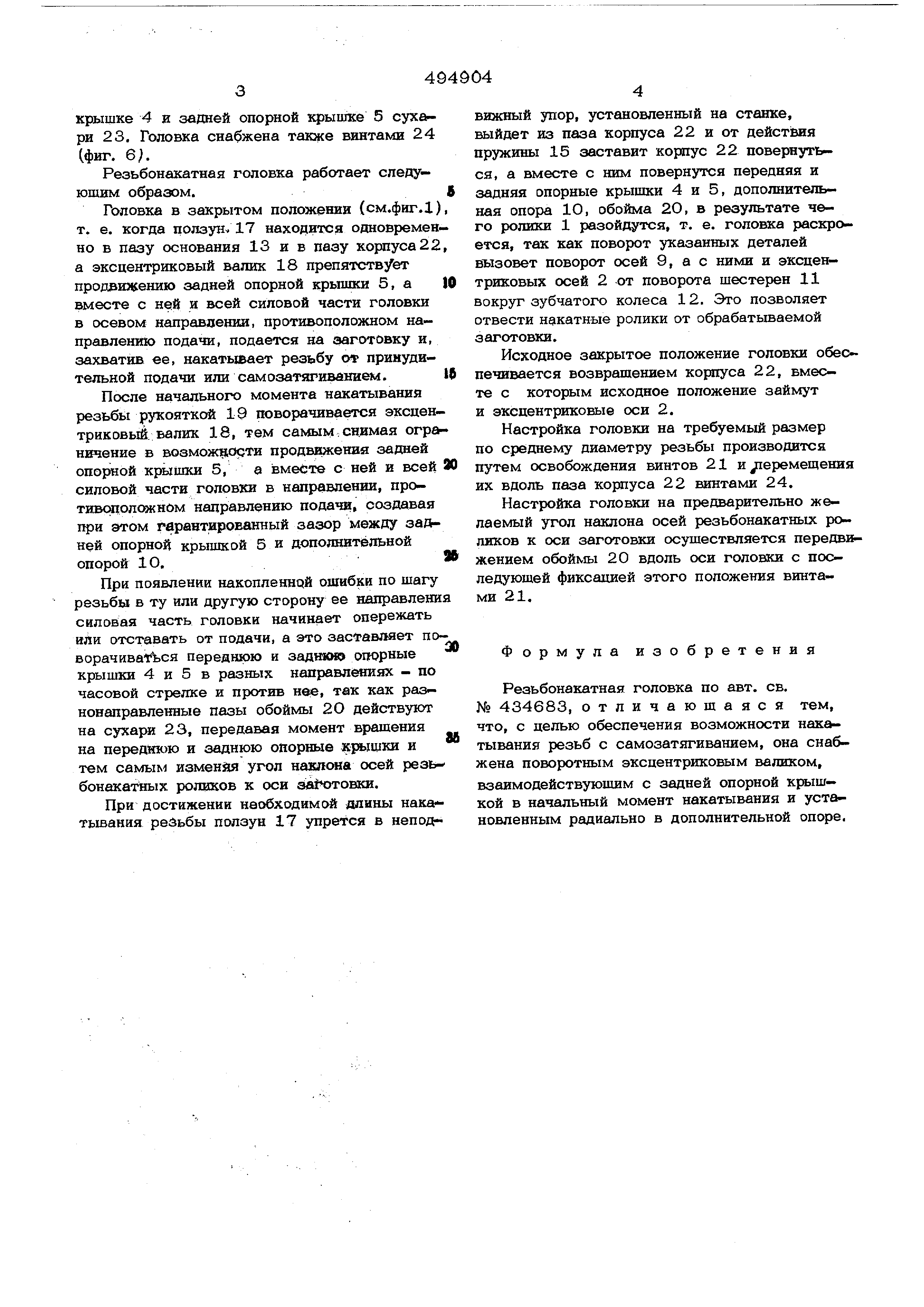
В дополнительной опоре 10 (см. фиг. 7 и 8) размешен эксцентриковый валик 18, в
верхний конец которого ввернута рукоятка 19. Обойма 20 винтами 21 прижимается к корпусу 22.
В разнонаправленных пазах обоймы 20 размещены прикрепленные к передней опорной крышке 4 и задней опорной хрышке 5 сухари 23, Головка снабжена также винтами 24
(фиг. 6;. Резьбонакатная головка работает следующим образом.
Головка в закрытом положении (см.фиг.1) т. е. когда ползун 17 находится одновремен
но в пазу основания 13 и в пазу корпуса 22 а эксцентриковый валик 18 препятств/ет
продвижению задней опорной крьпики 5, а вместе с ней и всей силовой части головки
в осевом направлении, противоположном направлению подачи, подается на заготовку и,
захватив ее, накатывает резьбу от принудительной подачи или самозатягиванием.
После начального момента накатывания резьбы рукояткой 19 поворачивается эксцентриковый
валик 18, тем самым снимая огр& ничение в БОзмож1д1О ;ти продввжения задней
опорной крышки 5, а вместе с ней и всей силовой части головки в направлении, противсяюложном
направлению подачи, создавая при этом гарантированный зазор между задней
опорной крышкой 5 и дополнительной опорой 10. При появлении накопленной ошибки по шагу
резьбы в ту или другую сторону ее направлени силовая часть головки начинает опережать
или отставать от подачи, а это заставляет поворачивается переднюю и задшою опорные
крышки 4 и 5 в разных направлениях - по часовой стрелке и против н, так как разнонаправленные
пазы обоймы 20 действуют на сухари 23, передавая момент вращения на переднюю и заднюю опорные 1 ;рышки и
тем самым изменйя угол наклона осей резьбонакатных роликов к оси )товки.
При достижении необходимой длины накатывания реЗьбы ползун 17 упрется в неподвижный упор, установленный на станке, выйдет из паза корпуса 22 ъ от дейст:вия
пружины 15 заставит корпус 22 повернут ся, а вместе с ним повернутся передняя и
задняя опорные крышки 4 и 5, дополнительная опора 10, обойма 20, в результате чего
ролики 1 разойдутся, т. е. головка раскроется , так как поворот указанных деталей
вызовет поворот осей 9, а с ними и эксцентриковых осей 2 от поворота шестерен 11
вокруг зубчатого колеса 12. Это позволяет отвести накатные ролики от обрабатьшаемой заготовки.
Исходное закрытое положение головки обес печивается возвращением корпуса 22, вместе
с которым исходное положение займут и эксцентриковые оси 2. Настройка головки на требуемый размер
по среднему диаметру резьбы производится путем освобождения винтов 21 и теремещения
их вдоль паза корпуса 22 винтами 24. Настройка головки на предварительно желаемый
угол наклона осей резьбонакатных роликов к оси заготовки осуществляется передвижением
обоймы 20 вдоль оси головки с последующей фиксацией этого положения винтами 21,
Формула изобретения Резьбонакатная головка по авт. св. № 434683, отличающаяся тем,
что, с целью обеспечения возможности накатывания резьб с самозатягиванием, она снабжена
поворотным эксцентриковым валиком, взаимодействующим с задней опорной крышкой
в начальный момент накатывания и установленным радиально в дополнительной опоре.
Л
21
д
11
в
иг.2.
XI-X1
20
иг. 3
Риг.
LI 1.5
Г-Г
24
цг.6
Е-
Комментарии