Резьбонакатная плашка - SU1466858A1
Код документа: SU1466858A1
Чертежи


Описание
1
Изобретение относится к обработке металлов давлением и может быть использовано при накатывании наружных резьб.
Цель изобретения - повышение производительности накатывания и упрощение эксплуатации плашки за счет взаимозаменяемости накатных роликов.
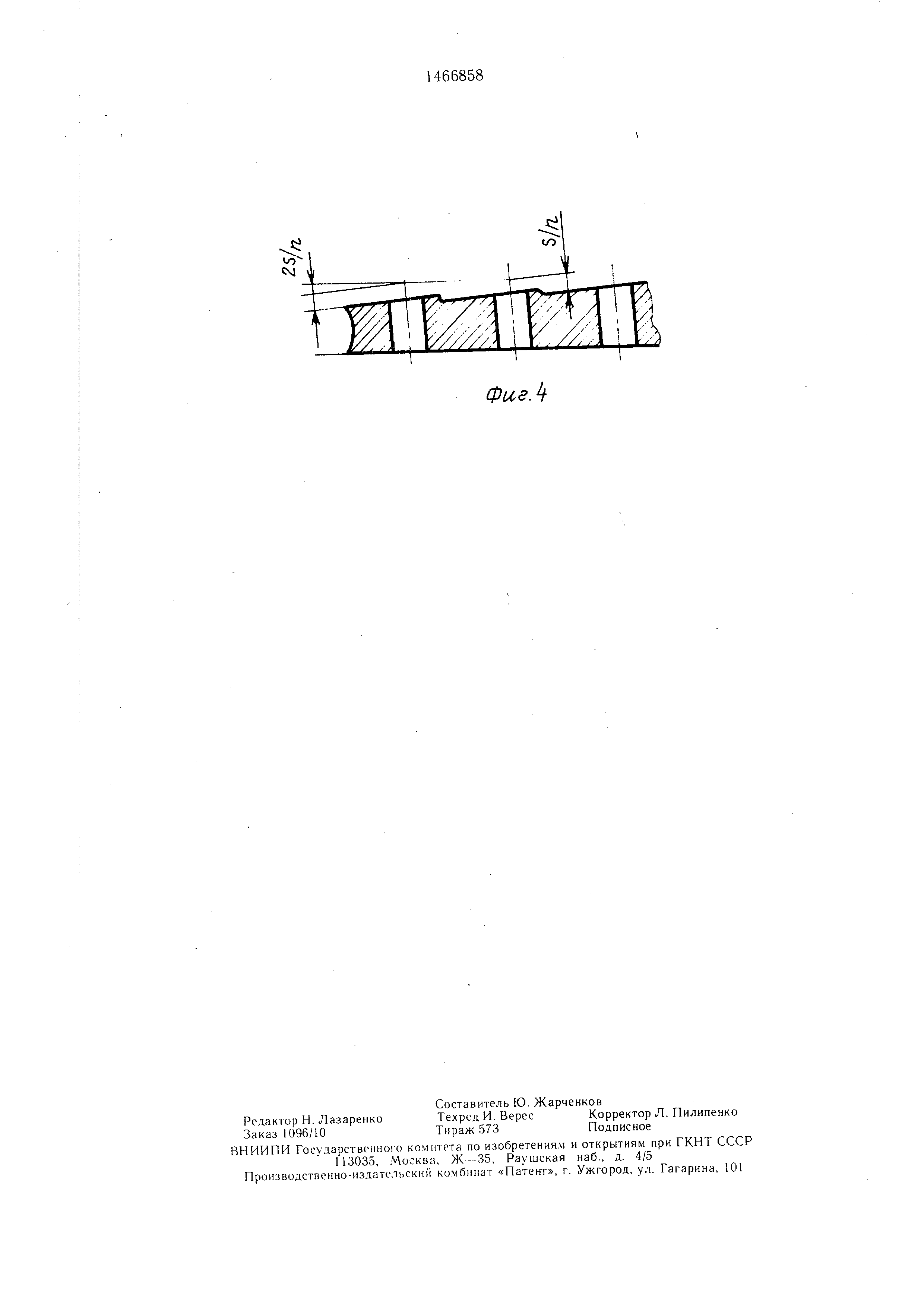
На фиг. 1 показана резьбонакатная цилиндрическая плашка, продольный разрез; на фиг. 2 - передний торец корпуса плашки с опорными поверхностями (виды А, Б и В); на фиг. 3 - развертка плашки по диаметру опорных осей накатных роликов; на фиг. 4 - развертка по опорным поверхностям корпуса плашки.
Резьбонакатная цилиндрическая плашка состоит из корпуса 1, в котором установлены накатные ролики 2, выполненные заодно, с опорными осями, а их фиксация в корпусе
плашки осуществляется стопорным кольцом 3. На торцевой поверхности корпуса 1 расположены опорные поверхности 4 накатных роликов 2, которые последовательно смещены вдоль продольной оси плашки на величину 1/п S. На корпусе 1 плашки выполнена цилиндрическая проточка 5 для установки стопорного кольца 3, а на онорных осях накатных роликов 2 выполнены канавки 6 на одинаковом расстоянии от опорных поверхностей 4 и шириной Н, определяемой зависимостью
H-Dtgc..-l-S.
где D - диаметр опорной оси накатного ролика;
d.- ширина стопорного кольца; S- гарантированный зазор между сто4
О)
о: сх сд 00
порным кольцом и торцом канавки на опорных осях накатных роликов; а;- угол наклона оси накатного ролика;
S- таг резьбы;
и- количество накатных роликов в
плашке.
Резьбонакатная цилиндрическая плашка работает следуюшим образом.
Плашка устанавливается, например, в задней бабке токарного станка или на суппорт токарного автомата, а заготовка - в патроне станка. Затем плашка подается на врашаюнхуюся заготовку, которая вследствие наличия гарантированного зазора за- ставляет накатные ролики 2 перемеш.аться в осевом направлении до упора в опорные поверхности 4 корпуса 1 плашки, которые выполнены в виде открытых ступенчатых плоскостей , смещенных относительно установочной опорной поверхности первого ролика на величину S/n, где S - шаг накатываемой резьбы; п - количество накатных роликов. После этого происходит накатывание резьбы но принципу самозатягивания. После окончания накатывания плашка свинчивается с детали.
Ролики в резьбонакатной цилиндрической нлан1ке выполнены взaимoзaмeняeмыми а следовательно, имеют одинаковую длину,
причем кольцевой профиль накатных роли- ков выполнен с одинаковым размером от опорной плоскости до нервого кольцевого выступа .
Гарантированный зазор между сто- iiopiH.M кольцом 3 и канавкой 6 роликов 2 обеспечивает отсутствие трения роликов 2 о
2
стопорное кольцо 3 в процессе накатки и быструю замену роликов в случае их поломки , что позволяет повысить скорость накатывания резьб и удобство эксплуатации инструмента .
Формула изобретения
Резьбонакатная плашка, содержащая корпус с опорными поверхностями, ролики, выполненные в виде опорной цилиндрической оси с канавками и стопорными кольцами и деформирующей части, отличающаяся тем, что, с целью повышения производительности накатывания и упрощения эксплуатации кромки за счет взаимозаменяемости накат- ны х роликов, на корпусе плашки выполнена цилиндрическая проточка, опорная поверхность корпуса для каждого последующего накатного ролика смещена вдоль продольной оси плашки на величину S/n, где S -- шаг резьбы; п - количество накатных роликов, при этом опорные цилиндрические оси установлены в корпусе с возможностью совмещения их канавок с цилиндрической проточкой корпуса, причем щирина Н канавок определяется зависимостью
H-Dt. +|,rS - + -S
диаметр опорной цилиндрической
оси ролика;
угол наклона оси ролика;
ширина стопорного кольца;
гарантированный зазор между стопорным кольцом и торцами канавки на опорных цилиндрических осях роликов.
Фи,г.1
ВидБ
ВидВ
Реферат
Изобретение относится к обработке металлов давлением и может быть иснользо- вано для накатывания наружных резьб. Резьбонакатная плашка содержит корпус с опорными поверхностями ролика, выполненными в виде опорной цилиндрической оси и деформируюпдей части с канавками и стопорными кольцами. На корпусе плашки вы- нолпена цилиндрическая нроточка. Опорную поверхность корпуса каждого последуюшего ролика смешают относительно предыдущего. Опорные цилиндрические оси роликов устанавливают в корпусе с возможностью сов- мешения их канавок с цилиндрической проточкой корпуса. В процессе накатывания резьбы накатную плашку с взаимозаменяемыми накатными роликами перемешают вдоль оси заготовки самозатягиванием, накатывая на ней резьбу. Накатные ролики фиксируются в корпусе плашки посредством стопорного кольца, установленного в проточке корпуса и контактирующего с канавками на опорных цилиндрически.х осях роликов . Это повышает производительность замены роликов и удобство эксплуатации плашки. 4 ил.
Формула
Комментарии