Способ исправления профиля изношенных деталей - SU1544177A3
Код документа: SU1544177A3
Чертежи
Описание
Изобретение относится к ремонту, в частности к технологии исправления профиля изношенных железнодорожных колес.
Цель изобретения - снижение трудоемкости восстановления профиля колес железнодорожного подвижного состава и повышение срока их службы.
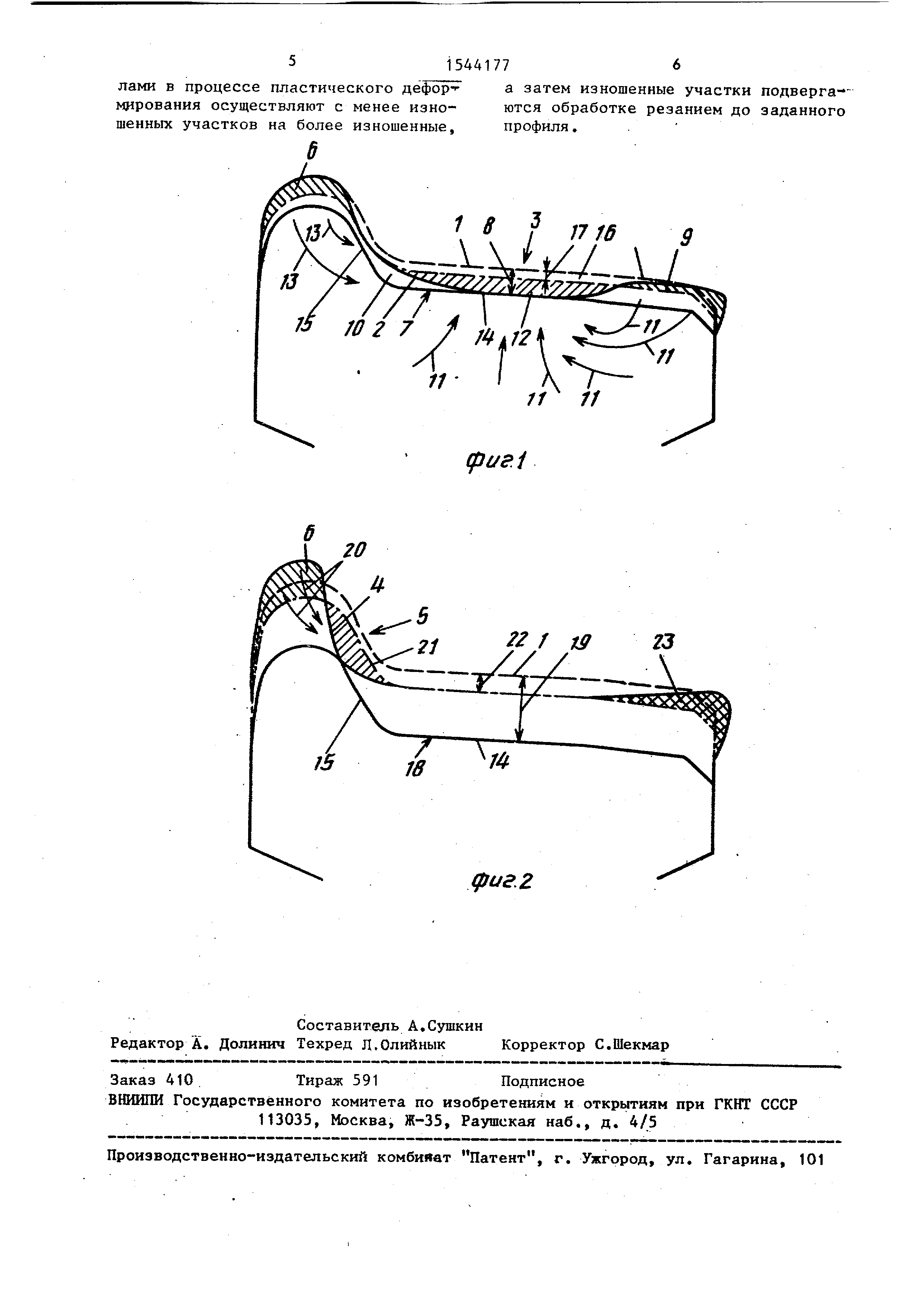
На фиг.1 показан профиль обода колеса железнодорожного подвижного состава в радиальном сечении, у которого преобладает износ поверхности качения; на фиг.2 - профиль обода колеса, у которого преобладает износ гребня бандажа.
Штрихованной линией 1 изображен первоначальный, т.е. неизношенный профиль, линией 2 - изношенный профиль (см.фиг.1) с преобладанием износа поверхности качения, т.е. износ участка 3. Линией 4 изображен профиль, у которого преобладает износ гребня бандажа, т.е. износ на участке 5. В данном случае гребень бандажа 6 не только изношен на участке 5, но и деформирован так, что его верхний участок выходит за пределы исходного профиля 1. При существующем уровне техники профиль 2 износа подвергался повторному профштироваСЛ
Къ Јь
Ч J
см
нию, например, путем механической обработки до контура исправляемого профиля 7. Таким образом, профиль 7 должен перемещаться радиально вовнутрь на величину 8 относительно исходного профиля 1. Поэтому зона вершины гребня бандажа 6, а также расположенный выше участок 9 и участок 10 у желобка гребня бандажа подвергались резанию,
Согласно изобретению участок 9 подвергают пластической деформации, например, прокаткой или ковкой, вследствие чего, как показано стрел™ |ками 11, материал перемещается на нижний участок 12, так что участок 9 опускается, а участок 12 поднимается . В случае необходимости часть вершины гребня бандажа можно также под вергнуть деформации, при этом матери® ал перемещается в направлении стрелки 13. Таким образом, в зоне участка 9 и в зоне вершины гребня бандажа 6 материал, изображенный штриховкой с левым наклоном участка,оттесняется вследствие чего участок 3 поверхности качения 14 поднимается. Положения исправляемого профиля 1 с гребнем бандажа 6 и внутренней боковой гранью 15, к которой примыкает поверхность качения 14, можно перемещать радиально наружу так, что можно выбирать исправляемый профиль 16„ Этот профиль находится от исходного профиля 1 на расстоянии, соответствующем величине 17. Таким образом, при меньшем объеме удаляемого материала и без нанесения дополнительного материала возможно создать - исправленный профиль 16, лежащий радиально далее наружу, чем профиль 7, тем самым экономится материал, повышается производительность и повышается щий срок пробега колес.
При наличии показанного на фиг.2 профиля износа 4 и восстановлении только мехобработкой можно получить только профиль 18, поверхность качения которого смещена радиально вовнутрь на величину 19. Создание та кого профиля 18 необходимо, так как иначе невозможно создать гребень бандажа 6 с правильным положением внутренней боковой грани 15. Изношенный гребень бандажа по профилю 4 слишком узок для восстановления правильного гребня бандажа. Тот факт, что гребень бандажа подвергается из0
5
0
5
0
5
0
5
0
5
носу и деформации, приводит к тому, что и в зоне поверхности качения нужно удалять резанием значительное коли-, чество материала. Такая потеря материала является причиной снижения общего срока пробега колеса. Поэтому изношенный гребень бандажа 6 подвергают пластической деформации, например, прокаткой или ковкой так, чтобы имеющийся на вершине гребня бандажа 6 материал перемещался примерно в направлении стрелки 20. При этом то количество материала, изображенного штриховкой с левым наклоном на вершине гребня бандажа, перемещается и служит для утолщения гребня бандажа на величину, изображенную штриховкой с правым наклоном. Благодаря этому утолщению гребня бандажа 6 удается выбирать исправляемый профиль 21, который находится на расстоянии от исходного профиля 1, соответствующем величине 22.
Таким образом, в зоне поверхности качения можно сэкономить материал в количестве, соответствующем разнице между величинами 19 и 22. Для окончательного создания исправленного профиля 21 достаточно незначительное исправление на поверхности качения в деформированной зоне, причем дополнительно, следует удалять только избыточный материал, изображенный на участке 23 штриховкой с наклоном линий в противоположные стороны.
В результате пластической деформации изношенного профиля, в частности изношенного гребня бандажа, без необходимости нанесения постороннего материала удается лучше использовать имеющийся материал.Тем самым повышается производительность и срок пробега колес.
Формула изобретения
Способ исправления профиля изношенных деталей, при котором изношенные участки пополняют по меньшей мере частично материалом детали путем ее пластического деформирования, отличающийся тем, что, с целью снижения трудоемкости восстановления профиля колес железнодорожного подвижного состава и повышения срока их службы, пополнение материаcpuai


Реферат
Изобретение относится к ремонту, в частности к технологии исправления профиля изношенных железнодорожных колес. Цель изобретения - снижение трудоемкости восстановления профиля колес железнодорожного подвижного состава и повышение срока их службы. У железнодорожного колеса возможно преобладание износа поверхности качения или износа гребня бандажа. При обычном восстановлении профиля колеса механической обработкой приходится снимать большое количество материала, что трудоемко и укорачивает срок службы колеса. По данному способу транзистора часть колеса, которая износилась наиболее сильно, пополняется материалом колеса путем его перемещения при пластической деформации колеса с менее изношенных участков. При таком перемещении материала профиль колеса становится наиболее приближенным к заданному профилю, небольшой мехобработкой колесо доводится до него. Таким образом, производится минимальный съем материала мехобработкой, что повышает производительность и повышает срок службы колеса. 2 ил.
Формула
Комментарии