Стан для изготовления осесимметричных деталей - RU2134175C1
Код документа: RU2134175C1
Чертежи



Описание
Изобретение относится к области обработки металлов давлением, в частности, к конструкциям устройств - станов, используемых для раскатки осесимметричных деталей типа колес, дисков, и может быть использовано при изготовлении таких деталей из малопластичных, труднодеформируемых материалов, например, из жаропрочных сплавов.
Известен ряд устройств - станов, предназначенных для изготовления осесимметричных деталей, содержащих деформирующий инструмент обычно в виде пары вращающихся роликов, установленных в раскатных головках [1], при этом головки имеют возможность перемещения относительно обрабатываемой детали, например, с помощью кареток, которые в свою очередь перемещаются по направляющим станины. Обрабатываемая деталь фиксируется в устройстве с возможностью вращения вокруг собственной оси.
Такие устройства используются для изготовления деталей типа железнодорожных колес, сравнительно простых по конструкции из пластичных в широком температурном интервале материалов, например, углеродистых сталей.
Известно устройство [2], которое содержит верхний и нижний валки для формирования стенки изделия, приводимые во вращение в определенном направлении и размещенные друг против друга с обеих сторон стенки дискообразной обрабатываемой детали с возможностью синхронного перемещения вверх-вниз, а также с возможностью радиального перемещения от соответствующих приводов; поддерживаемую на неподвижной вертикальной оси и приводимую во вращение оправку; поворотный боковой валок, размещенный против поворотной оправки для поддерживания между ним и оправкой детали, причем валок может перемещаться радиально, верхний и нижний валки для бокового обжатия кромок, нажимающие вертикально на поверхности детали и поддерживаемые с возможностью радиального перемещения; направляющие ролики, которые вращаются, накладываясь на торцевую поверхность детали, и могут перемещаться радиально; несколько поворотных поддерживающих роликов.
Это устройство, за счет усложненной кинематики инструмента, и введения большого количества роликов позволяет изготавливать детали типа дисков более сложной конфигурации также из пластичных материалов.
Описанные выше устройства не могут быть использованы для изготовления деталей типа газотурбинных дисков из труднодеформируемых жаропрочных материалов, например, сплавов на основе никеля и титана.
Известно устройство - стан для раскатки [3], содержащее установленные на станине раскатные головки в количестве, кратном двум, с приводами их вращения, а также вертикального и горизонтального перемещений, причем каждая раскатная головка снабжена индивидуальной кареткой, установленной на станине с возможностью независимого движения во взаимно перпендикулярных направлениях в горизонтальной плоскости, и механизмом поворота раскатной головки в горизонтальной плоскости. Устройство также содержит рабочую печь, в которую устанавливается обрабатываемая деталь, нагретая в печи предварительного нагрева. Устройство также содержит два соосно расположенных узла для фиксации обрабатываемой детали и исполнительный механизм, обеспечивающий ее вращение. Рабочая печь при этом имеет отверстия в стенках для ввода роликов и части узла для фиксации обрабатываемой детали. Узел для фиксации детали содержит также оправку. При движении роликов от центра к периферии по заданной траектории, формируется необходимый профиль детали. Описанное устройство для раскатки принято за прототип настоящего изобретения.
Как правило, все упомянутые станы в том числе и стан - прототип имеют контрольно-измерительную аппаратуру режима раскатки, включающую, в частности, датчики положения, скорости инструмента, температуры в печах, и т.п.
Стан - прототип позволяет изготавливать ряд деталей, преимущественно простой формы из труднодеформируемых сплавов. Деформация таких деталей должна идти в рабочей печи для соблюдения изотермических условий или условий сверхпластичности. Это необходимо для повышения пластичности материала и снижения его напряжения течения. При высоких температурах материал имеет низкое напряжение течения. Из-за низкого напряжения, а также из-за того, что в условиях сверхпластичности размеры очага деформации существенно превышают непосредственную зону воздействия роликов на обрабатываемую деталь, происходит нерегламентированная дополнительная деформация продеформированных частей детали. Это приводит в конечном счете к браку. В известной мере оправка способствует сдерживанию непреднамеренного утонения, но она может быть использована только при изготовлении деталей с относительно небольшой разницей в толщине между раскатанной частью и раскатываемой и относительно малого диаметра. В противном случае из-за больших усилий, необходимых для раскатки, произойдет утонение продеформированных частей, несмотря на наличие оправки. Поэтому при изготовлении осесимметричных деталей, типа дисков из труднодеформируемых сплавов, данное устройство может быть использовано со следующими ограничениями по номенклатуре изготавливаемых деталей. Это должны быть осесимметричные детали с относительно простой конфигурацией и с диаметром не более 500 - 800 мм, с большими назначенными припусками из-за опасности возникновения утонения полотна в процессе раскатки.
Необходимо отметить, что современные требования к деталям ответственного назначения, получаемым методами обработки давлением касаются не только обеспечения точной, приближенной к окончательной детали, формы и размеров, но и микроструктуры. Последняя во многом определяет ее механические и эксплуатационные свойства. Формирование заданной регламентированной структуры в таких деталях должно происходить во время их формообразования, а для этого устройство для их изготовления должно обеспечивать варьирование термическими и механическими условиями деформации детали. В известных устройствах такая возможность не предусмотрена.
Задачей изобретения является создание стана, функциональные возможности которого позволяют изготавливать из труднодеформируемых материалов детали высокого качества за счет максимального приближения их размеров и формы к окончательным при одновременном формировании в них регламентированной структуры, обеспечивающей получение заданных механических свойств путем соблюдения требуемых температурных и механических условий деформации материала детали. Кроме того, эта задача решается для деталей со сложным профилем, в частности, дисков с тонким сечением полотна и высоким ободом и дисков с развитыми элементами на ободе и полотне.
Эта задача решается посредством того, что в стан для изготовления осесимметричных деталей, содержащий ролики, установленные в раскатных головках, смонтированных на подвижных каретках, исполнительные механизмы, обеспечивающие вращение и перемещение роликов, узел для фиксации обрабатываемой детали с исполнительным механизмом, обеспечивающим вращение обрабатываемой детали, рабочую печь с отверстиями в стенках для ввода роликов и части узла для фиксации обрабатываемой детали, а также контрольно-измерительную аппаратуру режима раскатки, в отличие от известного введено устройство для создания в обрабатываемой детали регламентированного перепада температур, часть которого размещена в рабочей печи или функционально совмещена с рабочей печью, кроме того, исполнительные механизмы, обеспечивающие вращение детали и роликов, снабжены устройствами реверса и отключения с возможностью свободного вращения роликов и детали при деформации последней, стан снабжен также датчиками профиля, установленными с возможностью измерения размеров, по меньшей мере, в раскатанной части обрабатываемой детали и/или датчиками нагрузки, установленными в раскатных головках и в узле для фиксации обрабатываемой детали, при этом устройство для создания в обрабатываемой детали перепада температур и все упомянутые исполнительные механизмы связаны также с вновь введенными датчиками.
Поставленная задача решается и в том случае, если:
- нагреватели рабочей печи установлены или подобраны по мощности с
возможностью градиентного нагрева обрабатываемых деталей;
- автономные нагреватели расположены на концентрических окружностях, соосных с обрабатываемой деталью, каждый нагреватель размещен в
углублениях стенки печи и имеет собственный отражатель;
- устройство для создания в обрабатываемой детали регламентированного перепада температур включает источник хладагента, соединенный
трубопроводами с узлами для фиксации обрабатываемой детали, при этом в последних выполнены каналы для подвода и отвода хладагента;
- устройство для создания в обрабатываемой детали
регламентированного перепада температур включает источник хладагента, соединенный трубопроводами с раскатными головками, при этом в головках с роликами выполнены каналы с выходами, расположенными на
торцевых поверхностях роликов;
- стан дополнительно снабжен датчиками температуры, установленными с возможностью ее замера в обрабатываемой детали и связанными с устройством для создания в
обрабатываемой детали регламентированного перепада температур;
- части стенок печи вокруг отверстий для ввода роликов выполнены подвижными, например, в виде сильфонов, установленных между
неподвижной частью стенки печи и раскатными головками;
- датчик профиля выполнен в составе бесконтактного оптоэлектронного блока контроля профиля;
- узел для фиксации обрабатываемой
детали снабжен исполнительными механизмами, обеспечивающими сжатие и перемещение детали вдоль ее оси;
- стан снабжен по крайней мере одним дополнительным инструментом - нажимным роликом с
исполнительным механизмом, обеспечивающим ему поступательное перемещение параллельно оси вращения обрабатываемой детали и вдоль ее радиуса, связанного с датчиком контроля профиля и/или датчиками
нагрузки;
- ролик снабжен исполнительным механизмом, обеспечивающим поворот его собственной оси вращения в плоскости, перпендикулярной оси вращения обрабатываемой детали, который также связан
с датчиком контроля профиля и/или датчиками нагрузки.
Усовершенствованное таким образом устройство позволяет использовать противоречивые для формообразования свойства вышеуказанных труднодеформируемых сплавов. Противоречивость этих свойств состоит в том, что при низких температурах из-за высокого сопротивления деформации, недостаточной пластичности и узкого очага деформации практически невозможно получить требуемую форму детали, а при высоких температурах, соответствующих условиям высокой пластичности или сверхпластичности, низкие напряжения течения и широкий очаг деформации, существенно превышающий контактную зону инструмента с деталью вызывает неконтролируемую деформацию уже сформированной части детали. В том и другом случаях возникают трудности при формообразовании деталей из таких сплавов методами локальной деформации.
За счет введения новых конструктивных элементов устройство обеспечивает изменение уровней напряжений воздействия на деталь инструмента и сопротивления деформации материала детали, а также очагов деформации. Тем самым обеспечивается заданное формоизменение детали. Кроме того, за счет введения тех же самых конструктивных элементов обеспечивается качество детали за счет создания в материале регламентированных структур.
Так, в конструкцию стана введено устройство для создания регламентированного перепада температур. Оно позволяет регулировать температуру по сечению обрабатываемой детали и тем самым управлять уровнями вышеотмеченных напряжений и очагом деформации в обрабатываемой детали. Это же устройство позволяет использовать регулируемое температурное поле в обрабатываемой детали для получения в ней регламентированной структуры по сечению.
Принципиальных подходов к конструктивному исполнению устройства для создания регламентированного перепада температур предложено два. Первое основано на возможности неравномерного нагрева обрабатываемой детали из жаропрочных сплавов, у которых этому способствует низкая теплопроводность. Вариантов его конструктивного исполнения может быть несколько. Устройство для создания регламентированного перепада температур может быть функционально совмещено с рабочей печью. В этом случае дифференцированный нагрев детали в печи обеспечивается путем модернизации печи, направленной на оснащение ее автономными нагревателями с регулируемой мощностью. Автономные нагреватели могут быть расположены на концентрических окружностях, соосных с осью раскатываемой детали. При этом каждый нагреватель размещен в углублении стенки печи и имеет собственный отражатель, фокусирующий поток теплового излучения на локально подогреваемую поверхность.
Другой подход к выполнению этого устройства основан на охлаждении нагретой детали. В этом случае устройство включает источник хладагента, соединенный трубопроводами с узлами для фиксации детали, при этом хладагент подается в рабочую печь к нагретой детали и охлаждает ее от центра к периферии, что для большинства раскатываемых деталей является весьма эффективным. Источник хладагента также может быть соединен с раскатными головками. В этом случае его эффективность обеспечивается тем, что оно подвижно и подстуживает раскатанную часть, непосредственно следующую за раскатываемой. Возможны различные сочетания указанных вариантов.
Дополнительно, для создания необходимого температурного поля в рабочем пространстве печи и исключения нерегламентированного изменения температуры обрабатываемой детали, часть стенок печи вокруг отверстий для ввода роликов выполнены подвижными в виде сильфона.
Кроме того, стан снабжен дополнительным датчиком температуры, установленным с возможностью ее замера в обрабатываемой детали. Он позволяет более точно осуществлять регулирование в ней перепада температур. Дополнительный датчик может быть выполнен в виде пирометра или фотолинейки. В последнем случае он может быть конструктивно совмещен с блоком контроля профиля.
Устройство для создания регламентированного перепада температур позволят путем распределения температуры по сечению детали получать в изделии регламентированную структуру. Так для таких деталей, как диски ГТД рационально получать мелкозернистую структуру в ступице, структуру типа "ожерелье" в полотне и крупнозернистую в ободе. Наличие этого устройства позволяет нагреть раскатываемую часть исходной мелкозернистой детали до температуры рекристаллизации, а центральную часть - ступицу до температуры ниже температуры рекристаллизации. Затем после определенного роста зерен снизить температуру в раскатываемой части до температуры, при которой формируется при деформации структура типа "ожерелье". Далее вновь изменить температуру так, чтобы в ступице и полотне сохранить полученные структуры, а в ободе сформировать крупнозернистую структуру.
Уровень напряжений в заготовке можно регулировать посредством изменения схемы напряженного состояния, а также усилий и моментов, воздействующих на заготовку. В частности, введение датчиков нагрузки позволяет измерять величину действующих на заготовку сил и моментов, а воздействуя на исполнительные механизмы перемещения инструментов и детали, изменять их. На каждый ролик и следовательно на заготовку действуют сила, которую целесообразно измерять и управлять ею по следующим трем направлениям - радиальному - (вдоль радиуса детали), осевому - (коллениарно оси диска) и тангенциальному - (по касательной к окружности, проведенной через центр пятна контакта). Величины этого усилия и его компонент регулируются посредством изменения скорости и положения роликов и детали, либо изменением направления действия усилия - вектора силы. Последнее обеспечивается введением реверса направления движения инструмента и детали. Кроме того, напряженное состояние регулируется выбором той или иной комбинации принудительно или свободно вращающихся инструментов, а также детали, что обеспечивается введением в конструкцию муфт, обеспечивающих изменение характера вращения роликов и детали от принудительного к свободному.
Дополнительно стан снабжен возможностью поворота инструмента в плоскости, перпендикулярной оси вращения детали, что изменяет направление вектора результирующей силы, и следовательно величину упомянутых компонент. Из теории прокатки известно, что для обжатия роликами детали важно, чтобы угол захвата роликами детали не превышал угол трения. В случае раскатки деталей с большими обжатиями детали, а это необходимо делать, если толщины ее различных частей существенно отличаются, например, так, как у дисков ГТД, а также при раскатке с применением смазки, эту теоретическую рекомендацию трудно выдержать. Поэтому раскатку следует вести с принудительным, но согласованным по скоростям вращением роликов и детали. Вместе с тем существует такая ситуация, когда, из-за невозможности полного согласования скоростей движения роликов и детали, наличие сил и моментов от активно действующих инструментов и узла фиксации создают суммирующий крутящий момент, который приводит к скручиванию центра детали относительно ее периферийной части. Тогда наличие муфт и датчиков позволяет, не отключая весьма инерционные исполнительные механизмы, переводить часть вращающих роликов и /или деталь в режим свободного вращения на время, достаточное для устранения причин нарушения геометрии формируемого изделия при его скручивании и утонении, а затем вновь их включать с целью повышения эффективности процесса раскатки.
Кроме того, введение реверса, поступательного и вращательного движений инструмента и детали не только позволяет изменить направление действия сил и моментов, действующих на деталь, но и обеспечивает возможность формирования весьма сложных элементов раскатываемых деталей. Так обратным перемещением роликов к центру возможно осуществить подъем реборд, а изменением направления вращения инструмента и детали - раскатку деталей типа дисков с радиальным расположением гребней на торцевой поверхности.
Возможны также различные сочетания работы инструмента, когда за счет его свободного или принудительного вращения, реверса или остановки, изменяется уровень действующих напряжений и размеры очага деформации детали. Например, при принудительном вращении детали от узла фиксации и принудительном вращении роликов, как уже отмечалось, создаются благоприятные условия в начале раскатки, вместе с тем возникают напряжение и деформация кручения части детали, расположенной между указанными инструментами. Поэтому в случае появления такой опасности несколько раз изменяют режим работы стана в течение раскатки одной детали.
Дополнительно схема приложения нагрузки и ее величина могут быть изменены также путем воздействия на обрабатываемую деталь нажимным роликом. При формообразовании детали он создает усилие, направленное к оси вращения детали, и следовательно, уменьшает суммарную величину радиального усилия, вызывающего утонение полотна. С этой целью он снабжен исполнительным механизмом, обеспечивающим его перемещение вдоль радиуса. А наличие исполнительного механизма его движения параллельно оси детали обеспечивает формирование изделий с широким, развитым ободом, при этом нажимной ролик в сочетании с наклонными создают калибр с замкнутой системой сил.
Датчик контроля профиля, как правило, входит в оптоэлектронный блок, который включает источник света, направленный на поверхность детали, и приемник отраженных лучей. При возникновении отклонения толщины раскатываемой части детали изменяются углы отражения и интенсивность отраженных лучей сигнала. В зависимости от величины сигнала рассогласования, вызванного изменением профиля производится коррекция работы исполнительных механизмов инструмента и детали или устройства для создания перепада температур. Так, в случае наличия тенденции искривления полотна раскатываемого диска, вследствие случайных возмущений, вводится соответствующая поправка в положение инструмента так, чтобы размеры профиля остались в пределах допуска. Если происходит утонение раскатанного полотна, вызванное тем, что уровень деформирующих напряжений в этой зоне превысил уровень сопротивления деформации материала, то включаются исполнительные механизмы, приводящие к повышению сопротивления деформации материала детали. Например, более интенсивно подается хладагент на раскатанную часть или, если это действие не эффективно или ограничивается какими либо другими причинами, уменьшается скорость деформации за счет уменьшения скорости движения инструмента и детали. В ряде случаев, когда уменьшение скорости не устраивает, из-за снижения производительности, снижают величину отдельных компонент усилия посредством изменения положения роликов, в частности их поворотом.
Работа исполнительных механизмов стана при раскатке дисков с использованием датчиков нагрузки основана на том, что любые существенные отклонения в деформации детали сказываются на изменении уровней сил и моментов, действующих на инструмент и заготовку. Так, если со стороны одного из роликов, находящихся в суперпозиции возрастет усилие, следовательно он в большей мере, чем противоположный ему ролик станет внедрятся в тело детали. Этот процесс будет происходить до тех пор, пока усилия на роликах не уравновесятся, но уже в другом их положении, при этом раскатываемая деталь подвергнется локальному сдвигу с большей величиной обжатия по толщине, чем было предусмотрено. Условием, предотвращающим возникновение этого дефекта является сохранение равенств P1 = P2 для однотипных по форме и размерам роликов, или p1•f1 = p2•f2 для разных роликов, где P1, P2 - усилия на роликах, p1, p2 - давления роликов, f1, f2 - площади контакта роликов с деталью. В том случае, когда возникает искривление полотна - изгиб, аналогичный форме тарелки, то его причиной является наличие неуравновешенных моментов - P1•R1 и P2•R2 для каждой пары роликов, находящихся в суперпозиции, где R1, R2 - радиусы от оси вращения до центра тяжести площади контакта инструмента с заготовкой, P1, P2 - суммарные приведенные усилия на роликах, находящихся в суперпозиции. Из-за рассогласования скоростей вращения детали и инструментов возможно скручивание раскатанной части и ухудшение качества его поверхности. При этом возрастут моменты на роликах и узле фиксации.
Нарушение этих равенств и величин приводит к возникновению сигналов рассогласования с датчиков нагрузки, по которым производится соответствующая коррекция работы исполнительных механизмов. Так, если происходит скручивание полотна, то изменяется либо момент на валу вращения устройства фиксации детали, либо упрочняется материал детали включением устройства для создания перепад температур. Возможно также изменение принудительного вращения роликов или детали на свободное вращение, т.е. вращения от сил трения, действующих в зоне контакта инструмента с деталью, посредством отключения с помощью муфт части инструмента или детали от исполнительных механизмов их вращения.
Наличие датчиков нагрузки и датчиков профиля детали обеспечивает возможность ведения раскатки детали и получения заданной формы в закрытой печи, без визуального контроля. Указанные конструктивные элементы могут быть использованы в альтернативном варианте и совместно, в частности для раскатки сложных по форме изделий. В начале раскатки более эффективно использование датчиков нагрузки, поскольку они позволяют определить момент соприкосновения роликов с заготовкой. В процессе раскатки большую точность обеспечивает блок измерения профиля детали, на основе бесконтактной оптоэлектронной системы измерения. Управление станом с выше перечисленными устройствами, механизмами и узлами может быть осуществлено оператором, однако более эффективно оно реализуется с использованием известных элементов автоматических систем, включающих контрольно-измерительную аппаратуру, вышеупомянутые датчики, исполнительные механизмы, компьютер, операционные блоки с элементами сравнения, каналы обратной связи и т.д.
Предлагаемое решение является новым, т. к. конструкция стана в таком исполнении и функциональном предназначении ранее нигде не была раскрыта. Решение является неочевидным, поскольку сочетание признаков обеспечивает достижение задачи изобретения - создание стана, функциональные возможности которого позволяют изготавливать из труднодеформируемых материалов детали высокого качества. Качество обеспечивается максимальным приближением их размеров и формы к окончательным при одновременном формировании в них регламентированной структуры и в конечном счете заданных механических свойств путем соблюдения требуемых температурных и механических условий деформации материала детали. Это осуществляется благодаря тому, что возможности стана позволяют использовать противоречивые свойства труднодеформируемых материалов, как это было пояснено выше. Неочевидно введение и применение в стане устройств с противоположными функциями - одновременного нагрева и охлаждения детали. К неочевидному решению следует также отнести управление движениями роликов с помощью показаний датчиков нагрузки.
Функциональные возможности стана позволяют воздействовать на формирование структуры в детали так, что оно становится не случайным или зависящим от заданного распределения деформации при формообразовании детали, а регулируемым и направленным на получение детали высокого качества. Это также является неочевидным.
С помощью известных устройств такие эффекты ранее никогда не достигались, поэтому можно сделать вывод о неочевидности предлагаемого решения в целом.
Изобретение поясняется следующими
иллюстрациями:
- на фиг. 1 представлена общая схема предлагаемого стана,
- на фиг. 2 показан узел фиксации обрабатываемой детали с исполнительными механизмами;
- на фиг. 3
показано расположение наклонных и нажимного роликов;
- на фиг. 4 показаны исполнительные механизмы, обеспечивающие повороты ролика в плоскостях, перпендикулярных оси и плоскости вращения
детали;
- на фиг. 5 изображено устройство для создания в обрабатываемой детали регламентируемого перепада температур (второй вариант );
- на фиг. 6 изображено устройство для создания
в обрабатываемой детали регламентируемого перепада температур (третий вариант);
- на фиг. 7 показано расположение блока контроля профиля обрабатываемой детали;
- на фиг. 8 изображена
схема, иллюстрирующая работу стана при раскатке сложнопрофильного и несимметричного относительно плоскости, перпендикулярной его оси, диска;
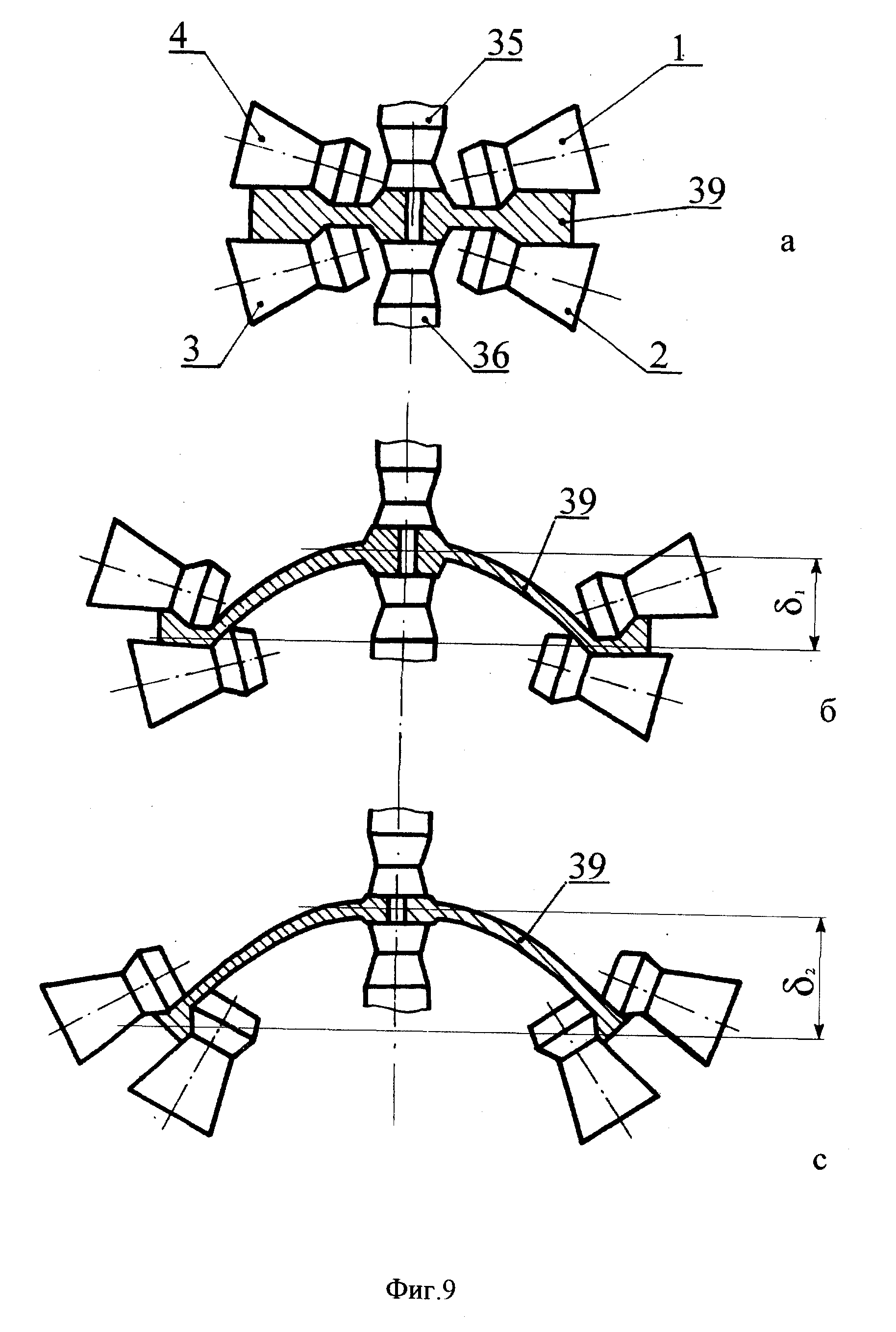
- на фиг. 9 изображена схема, иллюстрирующая
работу стана при раскатке детали типа полусфера.
На фиг. 1 представлена схема стана, содержащего четыре наклонных ролика 1, 2, 3, 4, установленных в раскатных головках 5, 6, 7, 8, закрепленных на поворотных платформах 9, 10, 11, 12, которые смонтированы на подвижных верхних каретках 13, 14, 15, 16 с возможностью их перемещения по направляющим (на фиг. 1 позиция не обозначена), выполненных на нижних каретках 17, 18, 19, 20. В свою очередь последние могут перемещаться по направляющим, выполненным на указанных позициями 21, 22, 23, 24 частях станины. Кроме того, стан содержит исполнительные механизмы вращения роликов в виде двигателей с редуктором 25, 26, 27, 28, соединенных посредством муфт 29, 30, 31, 32 с раскатными головками. Стан содержит две соосно расположенные подвижные траверсы 33, 34 с пинолями 35, 36, установленные в направляющих 37, 38 и предназначенные для фиксации обрабатываемой детали 39, и исполнительные механизмы в виде двигателей с редуктором 40, 41, обеспечивающих посредством муфт 42, 43 вращение пинолей. Стан также снабжен рабочей печью 44 с отверстиями для ввода вращающейся части раскатных головок 5 - 8 с роликами 1 -4 и пинолей 45 - 46. Между частью раскатных головок и стенкой печи установлены подвижные сильфоны 47 - 50 для уменьшения теплопотерь печи. В печи размещена часть устройства для создания в обрабатываемой детали регламентированного перепада температур (1-ый вариант) в виде каналов 51, 52, выполненных в пинолях, которые соединены трубопроводами 53, 54 посредством крана 55 с источником хладагента 56. В печи и пинолях размещены датчики для контроля температуры ( на фиг.1 не показаны). Кроме того, стан снабжен датчиками нагрузки 57 - 60, установленными с возможностью измерения осевой, радиальной и тангенциальной составляющих усилия раскатки, а также датчиками нагрузки в виде датчиков осевых усилий 61, 62 и датчиками моментов 63, 64, установленных в узле фиксации детали.
На фиг. 2 показан, узел для фиксации обрабатываемой детали с исполнительными механизмами 65, 66 в виде - гидроцилиндров для осевого перемещения узла фиксации детали, посредством штоков 67, 68, кронштейнов 69, 70 и подшипниковых узлов 71, 72 с пинолями узла фиксации детали. Кроме того, там же показан первый вариант исполнения устройства для создания перепада температур в обрабатываемой детали без отверстия, посредством ее охлаждения с двух сторон от источника хладагента.
На фиг. 3 показано расположение наклонных и нажимного 73 роликов, где последний установлен с возможностью вращения в роликодержателе 74, который в свою очередь установлен на подвижной верхней платформе 75 с возможностью перемещения в радиальном направлении по направляющим 76, жестко связанным с нижней платформой 77. В свою очередь нижняя платформа установлена на направляющих 78, закрепленных неподвижно на части 79 станины.
На фиг. 4 на примере одной раскатной головки с роликом показаны исполнительные механизмы, обеспечивающие повороты наклонного ролика 4 в плоскостях, перпендикулярных его оси и плоскости вращения детали. Видно, что верхняя каретка 16 выполнена из двух, связанных шарниром 80 частей - верхней поворотной 81 и нижней не вращающейся 82. На последней также посредством шарнира 83 закреплен исполнительный механизм-гидроцилиндр - 84, обеспечивающий поворот верхней части каретки относительно нижней, с помощью штока 85 присоединенного к верхней части каретки шарниром 86.
На поворотной части 81 каретки установлена с возможностью вращения относительно вертикальной оси в подшипниковом узле 87 платформа - 12 с раскатной головкой 8. С платформой, посредством оси 88, жестко связано червячное колесо 89, а с неподвижной частью каретки червячный винт 90, соединенный через муфту 91 с двигателем 92. Нижняя часть 82 верхней каретки 16 установлена с возможностью перемещения параллельно оси детали на направляющих, жестко связанных с нижней кареткой 20.
На фиг. 5 изображено устройство для создания в обрабатываемой детали регламентируемого перепада температур (второй вариант). Оно совмещено с печью 44, включает - нагреватели 93, которые расположены в печи на концентрических окружностях, соосных с обрабатываемой деталью, каждый нагреватель размещен в углублениях стенок 94 и 95 и имеет собственный отражатель 96. Нагреватели подобраны по мощности с возможностью градиентного нагрева обрабатываемых детали и имеют автономные электрические контакты 97, соединенные проводом 98 с источником электроэнергии ( последний на фиг. 5 не показан).
На фиг. 6 изображено устройство для создания в обрабатываемой детали регламентируемого перепада температур (третий вариант), выполненное в виде каналов 99 в ролике с выходами, расположенными на его торцевой поверхности и соединенных посредством отверстия 100 в раскатной головке 29 и трубопроводов 101 с краном распределителем 48.
На фиг. 7 показано расположение блока контроля профиля детали с датчиками 102, 103, установленными вне печи с возможностью излучения сфокусированных падающих лучей через прозрачные части 104, 105 стенки печи на поверхность детали и поворота своих оптических осей в пределах ее габаритных размеров детали и линейными фотоприемниками 106,107 отраженных лучей. Кроме того, фотоприемники 106, 107 являются одновременно и дополнительными датчиками температуры, установленными с возможностью замера температуры в обрабатываемой детали и связанными через систему управления ( на фиг. 7 не показана) с устройством для создания в обрабатываемой детали регламентированного перепада температур.
Примеры использования устройства.
Пример 1. Заготовка детали 39 из сплава ЭП962 с ультрамелкозернистой структурой, нагретая вместе с центрирующей ее осью устанавливается между пинолями узла фиксации в печи. Далее она фиксируется путем сжатия пинолями ее ступицы. Для создания наибольшей площади контакта между деталью и пинолями последние сначала сжимают ступицу с усилиями, приводящими к ее пластической деформации, а затем усилия снижаются до значений обеспечивающих лишь упругие деформации в ступице. Контроль усилий сжатия и деформации детали выполняется с помощью соответствующих датчиков. После этого с помощью исполнительных механизмов деталь вместе с пинолями приводится во вращение. Введение вращающихся роликов в соприкосновение с деталью в начальном положении перед раскаткой производится с помощью датчиков нагрузки, которые реагируют на усилие соприкосновения роликов с деталью соответствующим сигналом. Кроме того, при этом используются показания датчиков положения раскатных головок для установки роликов под нужным углом и на заданном диаметре детали, а также датчиков скоростей вращения для согласования скоростей вращения детали и каждого из роликов. Одновременно датчики профиля настраиваются на исходное положение поверхностей обрабатываемой детали в зоне, близкой к месту соприкосновения роликов с деталью. Затем включается устройство для создания в детали регламентированного перепада температур. Нагреватели этого устройства подогревают раскатываемую часть до температуры деформации, а посредством узла фиксации по каналам в пинолях к ступице подается холодный воздух, охлаждающий ступичную часть. Температура нагрева и охлаждения детали в первом приближении регулируется с помощью датчиков температуры, установленными в печи и в зоне охлаждения в пинолях. Дополнительный контроль за распределением температуры в детали и ее коррекция производится с помощью приемника блока контроля профиля, выполненного в виде фотолинейки, реагирующей соответствующими сигналами на величину и распределение излучения от различных точек поверхности нагретого диска. После достижения в обрабатываемой детали температуры деформации и перепада температур между раскатываемой частью и ступицей начинается процесс раскатки путем внедрения их в раскатываемую часть и перемещения по радиусу согласно программе, обеспечивающей формообразование заданного профиля детали. В процессе раскатки в случае отклонения от заданного профиля, обусловленного влиянием различных факторов (температурными, упругими деформациями инструмента, неоднородностью исходной структуры материала, изменением усилий и моментов раскатки и другими случайными или систематическими причинами) производится регулировка режима раскатки с помощью датчиков нагрузки и/или с помощью датчика профиля детали, которые воздействуют посредством своих сигналов на различные исполнительные механизмы стана. Так например, если при раскатке диска, эти отклонения приводят к увеличению толщины его полотна или наблюдается тенденция к его локальному искривлению в зоне раскатки, то корректируется работа исполнительных механизмов, определяющих положение роликов. Если происходит деформация раскатанной части диска, то корректируется работа устройства для создания в заготовке регламентированного перепада температур и/или исполнительных механизмов, изменяющих усилия и моменты на инструменте и заготовке. Так если происходит утонение раскатанной части полотна, то возникающий сигнал рассогласования используется для устранения этого процесса различными путями. Сначала путем увеличения интенсивности охлаждения детали, используя каналы, выполненные в пинолях, затем - в роликах. Если это не дает должного эффекта, следует команда на отключение муфт от исполнительных механизмов принудительного вращения детали и части роликов, вплоть до варианта раскатки принудительным вращением только одного ролика или только детали. Наконец, если указанные действия не дают должного эффекта, то снижается скорость деформации, т.е. скорость перемещения инструмента или позиция инструмента, путем его поворота в плоскостях, перпендикулярных оси вращения.
В примере 1 продемонстрировано сочетание нескольких вариантов конструктивного исполнения устройства для создания в обрабатываемой детали регламентированного перепада температур. Это является наиболее эффективным при промышленной реализации изобретения.
Пример 2. Работа стана при раскатке детали из заготовки с мелкозернистой структурой из сплава ЭП962 с конфигурацией, указанной на фиг. 8. Цель - получение необходимой конфигурации и регламентированной структурой по сечению, изменяющейся от мелкозернистой в ступице, типа ожерелье в полотне и крупнозернистой в ободе.
Работа стана производится также, как и в примере 1, но с учетом следующих особенностей работы, обусловленных необходимостью получения заданной конфигурации и регламентированной структуры по сечению.
После выполнения действий на стане, необходимых для начала раскатки описанных в примере. Ролики перемешают от точки А до точки Б (фиг. 8 а). При этом к середине пути между точками А и Б температуру в детали с помощью устройства для регламентированного перепада температур повышают в раскатываемой части и не изменяют в ступице. Повышение температуры в раскатываемой части и выдержка сплава при этой температуре производятся до момента укрупнения в ней зерен до размера 60-80 мкм. Для данного сплава это составляет около 1150-1170oC - 10-20 мин. Затем вновь температуру детали в раскатываемой части снижают посредством устройства для регламентированного перепада температур до значений, близких к исходной. Это контролируется датчиками температуры в заготовке. Далее от точки Б до точки В (фиг. 8б) раскатка ведется при постоянной температуре в раскатываемой части. Процесс оформления реборды у диска начинается в точке В. Ролик 1 получает команды для движения, обеспечивающего обход им контура реборды по точкам детали (В, Г, Д, Е). Ролик 2 замедляет движение на соответствующем отрезке, поскольку при этом важно соблюдение условия соотношения F1•S1 = F2•S2 т.е. равенства усилий (фиг.8в, г).
Далее ролик 1 выполняет движение от точки Е в обратном направлении по радиусу до точки Е' для того, чтобы поднять высоту реборды за счет уменьшения ее толщины (фиг. 8г). При этом ролик 2 ставится в суперпозицию верхнему ролику так, чтобы соблюдалось равновесие моментов между ними.
После оформления реборды, а об окончании этого судят посредством датчика профиля, ролики возвращаются до точки Ж и далее перемещаются в радиальном направлении до точки 3. При окончательной раскатке ободной части диска изменяется режим работы устройства для регламентированного перепада температур. Повышается температура нагрева обода, но не выше температуры при которой происходит огрубление структуры или наблюдается появление разнозернистости. Одновременно интенсифицируется подача хладагента в пиноли и на раскатанную часть диска с целью поддерживания в них температуры на 30-50oC ниже температуры полного растворения γ ′- фазы (Tп.р.γ). В заключительном этапе раскатки, когда диск раскатан до размера составляющего 85-90% от окончательного диаметра, к его ободной части подводится нажимной ролик и совместным перемещением нажимного и наклонных роликов окончательно оформляют эту часть диска. При этом путем выбора скоростей перемещения или усилий на нажимном и наклонных роликах раскатку обода производят с уширением, т.е. ростом высоты (толщины обода). Кроме того, при оформлении высокого обода, превышающего ширину рабочей поверхности нажимного ролика, последний периодически сдвигают его вдоль оси диска от нижнего ролика к верхнему и наоборот до тех пор, пока блок профиля не сигнализирует об окончании раскатки. При этом используются возможности остановки и реверса работы исполнительных механизмов стана.
Пример 3. Работа стана при раскатке детали типа полусфера из титанового сплава ВТ9 (фиг. 9). Нагретая до температуры деформации 950 заготовка детали устанавливается и зажимается в пинолях. Затем включаются исполнительные механизмы, обеспечивающие подвод роликов к детали и ее раскатку.
Особенность раскатки полусферической детали заключается в том, что по мере изменения положения роликов, перемещающихся в радиальном направлении по определенной программе подаются команды на исполнительные механизмы осевого перемещения пинолей для их совместного (синхронного) смещения относительно исходного положения на величину, обеспечивающую необходимую кривизну детали. На фиг. 9а, б, в, показаны различные фазы изготовления детали типа полусфера, где символами δ1 и δ2 обозначены величины смещения пинолей. Контроль и коррекция формоизменения этой детали при раскатке производилось посредством датчика профиля.
Изобретение предназначено для использования в авиадвигателестроении, энергомашиностроении в других областях машиностроения там, где используются осесимметричные детали ответственного назначения, выполняемые из жаропрочных сталей и сплавов, на основе никеля, титана, интерметаллидов.
Примеры использования устройства и графические материалы подтверждают возможность осуществления устройства в том виде, как оно охарактеризовано в самостоятельном пункте нижеизложенной формулы изобретения.
Стан при его осуществлении способен обеспечить технический результат в соответствии с задачей изобретения.
Источники информации, принятые во внимание
1. A.C.(CCCP) N 275039, МКИ B 21 H 1/02.
2. Заявка Японии N 61-11696.
3. Патент РФ N 2031753, МКИ B 21 H 1/02.
Реферат
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении методом раскатки деталей типа колес, дисков. Стан содержит размещенные на подвижных каретках раскатные головки с роликами, исполнительные механизмы для обеспечения вращения и перемещения роликов, узел фиксации обрабатываемой детали, рабочую печь с отверстиями в стенках, контрольно-измерительную аппаратуру режима раскатки и устройство для создания в обрабатываемой детали регламентированного перепада температур. Часть этого устройства размещена в печи или функционально совмещена с ней. Для измерения размеров детали предназначены датчики профиля. В узле фиксации детали и в раскатных головках могут быть установлены датчики нагрузки. Исполнительные механизмы для обеспечения вращения детали и роликов снабжены устройствами реверса и отключения для обеспечения свободного вращения роликов и детали при ее деформации. В результате обеспечивается возможность получать из труднодеформируемых материалов детали высокого качества. 11 з.п. ф-лы, 9 ил.

Комментарии