Инструмент для производства гвоздя со смещенной шляпкой и использование упомянутого инструмента - RU2322324C2
Код документа: RU2322324C2
Чертежи
























Описание
Настоящее изобретение относится к инструменту для производства гвоздя со смещенной шляпкой, упомянутый гвоздь включает в себя стержень и шляпку, которая размещена так, что ее центр смещен по отношению к центру стержня; причем упомянутый инструмент является одним из набора по меньшей мере двух инструментов, действующих совместно на заготовку для гвоздя, упомянутый инструмент содержит переднюю сторону с приемным отверстием и верхнюю сторону, которая используется при формировании шляпки, упомянутое приемное отверстие сформировано так, чтобы образовывать штамповку на заготовке и фиксировать упомянутую заготовку в течение формирования шляпки на заготовке. Изобретение также относится к использованию вышеупомянутого инструмента.
Гвозди со смещенными шляпками используются в пневматических молотках, в которых используется лента гвоздей для многократных выстрелов до перезарядки новой лентой гвоздей. Лента гвоздей состоит из тесно собранных вместе гвоздей, причем упомянутые гвозди имеют шляпки, смещенные в одну сторону. Смещение необходимо для того, чтобы иметь большую поверхность шляпки, свободно выступающую для стрельбы гвоздем, хотя гвозди, как сказано выше, тесно собраны. Гвозди такого типа известны как гвозди с D-образными шляпками и смещенными шляпками.
Гвозди со смещенными шляпками и тому подобные изготовляются большей частью тем же методом, что и гвозди без смещенных шляпок, т.е. проволока зажимается между двумя противоположными инструментами, причем конец проволоки выступает наружу из инструментов. Выступающий конец сплющивается пуансоном, который формирует шляпку. Таким образом, материал уже смещается в сторону, когда формируется шляпка.
Этот процесс, тем не менее, имеет недостаток, состоящий в том, что небольшой участок шляпки не всегда полностью смещен и немного расширяется в направлении, противоположном общему смещению. Это создает проблемы, когда гвозди собраны в ленту. Таким образом, меньшее количество гвоздей может приходиться на длину ленты. Это означает, что пользователь пневматического молотка должен часто заряжать новую ленту.
Если гвозди собраны тесно, шляпки гвоздей перекрывают друг друга, оставляя только небольшую поверхность, выступающую для стрельбы гвоздем, причем упомянутая поверхность смещена от стержня упомянутого гвоздя. Следовательно, когда поверхность подвергается удару при выстреле из пневматического молотка, приложенное усилие соответственно смещено относительно стержня. Когда произведен выстрел гвоздем, реакция объекта, в который произведен выстрел, сконцентрирована по центральной оси стержня. Расстояние между центральной осью стержня и смещенным усилием на шляпку гвоздя приводит к значительному моменту силы, приложенному к гвоздю. Гвоздь должен обладать необходимой прочностью, чтобы выдержать упомянутый момент силы. Критической частью гвоздя, в этом отношении, является переход между шляпкой и стержнем гвоздя.
Сделана попытка преодолеть проблему, связанную с небольшим несмещенным участком. Достигнутый результат, тем не менее, создает новую проблему. Небольшой несмещенный участок несомненно удаляется за счет конструкции инструментов с отверстием непосредственно ниже шляпки, причем упомянутое отверстие имеет поперечное сечение на стороне, противоположной направлению смещения, меньшим, чем соответствующее поперечное сечение проволоки, вследствие чего материал, вызывающий образование небольшого несмещенного участка, перемещается и, следовательно, удаляется. Также один из инструментов, очевидно, имеет верхнюю сторону, немного поднятую относительно другого инструмента, чтобы перемещать больше материала в направлении смещения. Такой гвоздь значительно ослаблен на критическом переходе между шляпкой и стержнем. Для ссылки смотрите приложенные Фиг.18a и 18b, изображающие гвоздь согласно предшествующему уровню техники. Если гвозди ослаблены, они имеют тенденцию вызывать нарушение функционирования пневматического молотка. Для решения этого должно быть уменьшено усилие выстрела. Если усилие выстрела уменьшено, использование пневматического молотка ограничено.
Аналогичные проблемы прочности известны для гвоздей со шляпками, которые не полностью смещены и имеют уменьшенный несмещенный участок.
Цель настоящего изобретения состоит в том, чтобы предоставить инструмент для производства улучшенных гвоздей со смещенными шляпками, причем вышеупомянутые недостатки гвоздей устранены.
Новые и изобретательные аспекты инструмента согласно изобретению состоят в том, что приемное отверстие содержит у верхней стороны выступающую секцию для формирования штамповки на стержне упомянутого гвоздя, причем упомянутая штамповка расположена рядом со шляпкой и преимущественно на стороне, которая противоположна направлению, в котором должна быть смещена шляпка; и в том, что выступающая секция содержит по меньшей мере одну по существу плоскую или выпуклую поверхность для образования по меньшей мере одной по существу плоской или вогнутой поверхности на упомянутом гвозде, причем упомянутая плоская или выпуклая секция расположена по существу параллельно продольной оси приемного отверстия.
Таким образом, предусмотрена высокая прочность гвоздя на переходе между стержнем и шляпкой. Высокая прочность достигнута с помощью выступающей секции инструмента, по меньшей мере с одной по существу плоской или выпуклой поверхностью, причем упомянутая плоская или выпуклая поверхность приводит к меньшему сокращению площади поперечного сечения за счет штамповки гвоздя, чем в предшествующем уровне техники, а также дополнительно за счет формы плоской или выпуклой поверхности, что позволяет большому количеству материала, смещаемого при формировании штамповки, оставаться на стороне стержня, противоположной направлению смещения. Когда большое количество материала остается в этом месте, момент инерции в основном сохраняется на переходе между стержнем и шляпкой, что имеет большое значение для сохранения прочности по отношению к моменту силы. Улучшенная прочность получена как для гвоздей с полным смещением шляпки, так и для гвоздей с частичным смещением шляпки.
Выступающая секция изгибает заготовку в направлении смещения, посредством чего может быть получена шляпка с полным смещением, то есть без небольшого участка шляпки смещенного и немного расширяющегося в направлении, противоположном смещению. Также благодаря выступающей секции получено очень крепкое зажатие заготовки. Когда инструмент используется в установке непрерывного производства, выступающая секция также имеет положительный эффект, поскольку эффективное зажатие успешно достигнуто перед формированием шляпки. Это важно, поскольку свободный конец заготовки, который должен стать шляпкой, должен быть согнут прежде, чем будет сформирована шляпка, для того чтобы получить смещенную шляпку. Эффективное зажатие гарантирует, что конец заготовки может быть согнут без риска нежелательного смещения заготовки.
Размеры плоской или выпуклой поверхностей и краев приемного отверстия упомянутой плоской или выпуклой поверхности предпочтительно могут быть предусмотрены таким способом, чтобы площадь поперечного сечения стержня гвоздя с плоской или вогнутой секцией по существу соответствовала смежной части стержня.
Таким образом, достигнуто то, что материал заготовки может растягиваться в сторону, когда делается штамповка. Это позволяет основной части материала оставаться в желаемом месте для высокой прочности гвоздя, вместо растяжения главным образом в направлениях продольной оси гвоздя.
Плоская или выпуклая поверхность и края приемного отверстия с упомянутой плоской или выпуклой поверхностью могут быть снабжены двумя канавками, причем упомянутые канавки расположены около концов по меньшей мере одной плоской или выпуклой поверхности; упомянутые канавки имеют расширение с радиусом большим, чем радиус части приемного отверстия, которая не должна быть вовлечена в формирование штамповки на гвозде.
Такие канавки и положение этих канавок приводят к перемещению материала заготовки в предпочтительные места, которые обеспечивают высокий момент инерции гвоздя на переходе между головкой и стержнем. Чтобы получить высокий момент инерции в желаемом направлении, большое количество материала должно остаться на стороне, противоположной направлению смещения головки гвоздя.
Края приемного отверстия на плоской или выпуклой поверхности могут содержать области, которые имеют расширение с радиусом, меньшим чем радиус части приемного отверстия, которая не должна быть вовлечена в формирование штамповки на гвозде.
Таким образом, некоторое количество материала на стороне стержня гвоздя перемещено в направлении, противоположном направлению смещения. Это также приводит к более высокому моменту инерции.
В одном варианте осуществления выступающая секция может содержать по меньшей мере одну соединительную секцию, соединяющую по меньшей мере часть по меньшей мере одной плоской или выпуклой секции с низом приемного отверстия, причем упомянутое соединение имеет вогнутую поверхность. Вогнутая поверхность обеспечивает гвоздь выпуклой соединительной поверхностью, которая улучшает прочность гвоздя.
В дополнительном варианте осуществления плоская или выпуклая поверхность может иметь минимальную высоту от 0,2 до 2 миллиметров.
В дополнительном варианте осуществления плоская или выпуклая секция может иметь максимальную высоту от 1 до 10 миллиметров.
В дополнительном варианте осуществления выступающая секция может иметь расширение от 0,2 до 1 миллиметра. Любое расширение будет иметь эффект. Оптимальный результат, тем не менее, достигается в интервале 0,2-1 миллиметра.
В дополнительном варианте осуществления выступающая секция может быть предусмотрена с шириной, которая равна или меньше ширины заготовки.
В предпочтительном варианте осуществления приемное отверстие может быть предусмотрено с глубиной, которая меньше ширины заготовки. Такое выполнение просто для машинного производства и, следовательно, менее дорого.
Инструмент предпочтительно может быть использован в производственной установке с непрерывным технологическим процессом, но может быть также применен для других типов установок, производящих гвозди. Производственная установка непрерывного типа в этом контексте должна пониматься как установка, работающая согласно принципам, описанным, например, в WO 8903735 "Способ обработки удлиненной обрабатываемой детали и установка для осуществления этого способа".
Ниже изобретение объяснено и описано со ссылкой на чертежи, на которых представлены примеры вариантов осуществления или результатов изобретения.
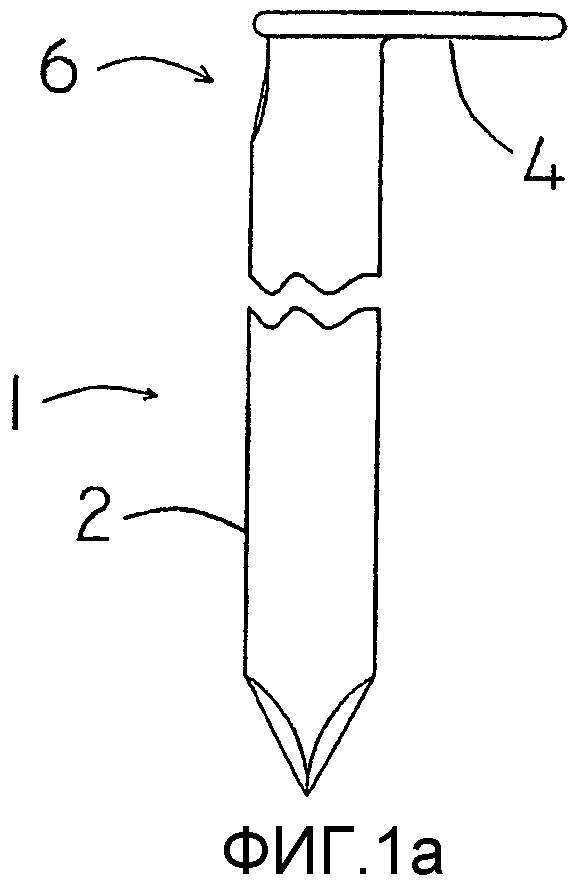
Фиг.1a, 1b - вариант осуществления гвоздя, сделанного инструментом согласно изобретению, на виде сбоку и сзади.
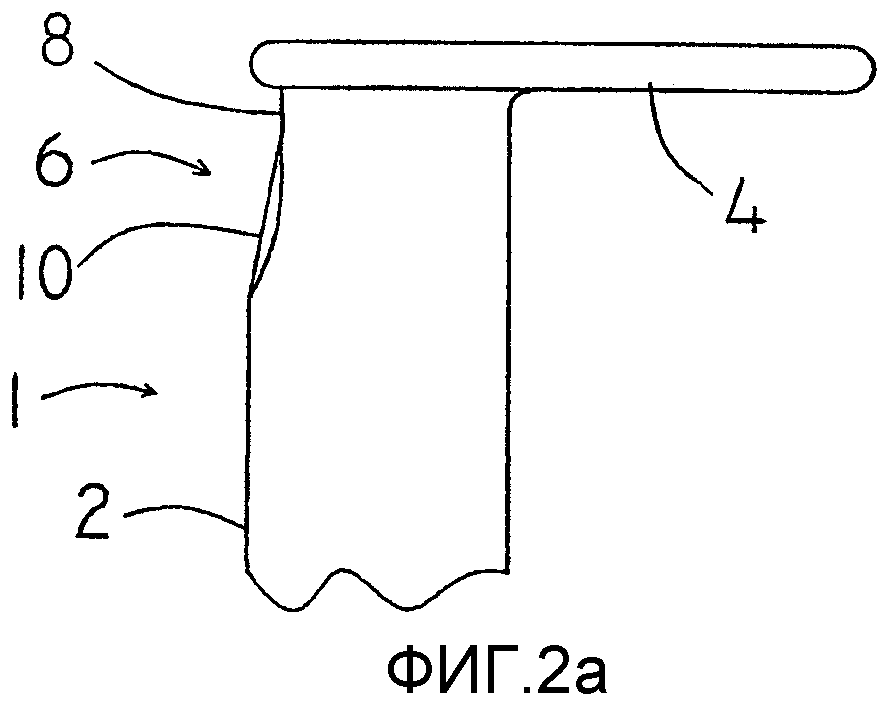
Фиг.2a, 2b - вариант осуществления шляпки и штампованного участка гвоздя, сделанного инструментом согласно изобретению, на виде сбоку и сзади.
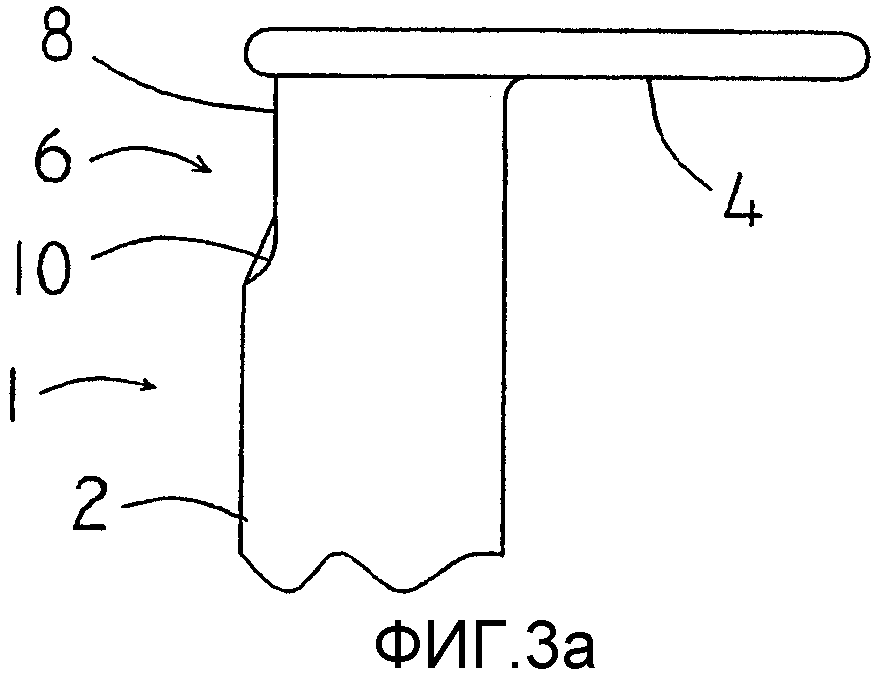
Фиг.3а, 3b - альтернативный вариант осуществления шляпки и штампованного участка гвоздя, сделанного инструментом согласно изобретению, на виде сбоку и сзади.
Фиг.4a, 4b - другой альтернативный вариант осуществления шляпки и штампованного участка гвоздя, сделанного инструментом согласно изобретению, на виде сбоку и сзади.
Фиг.5a - другой альтернативный вариант осуществления шляпки и штампованного участка гвоздя, сделанного инструментом согласно изобретению, на виде сзади.
Фиг.5b - сечение F-F на Фиг.5a, включающее отображение шляпки, обозначенной пунктирной линией.
Фиг.6a - другой альтернативный вариант осуществления шляпки и штампованного участка гвоздя, сделанного инструментом согласно изобретению, на виде сзади.
Фиг.6b - сечение H-H на Фиг.6a.
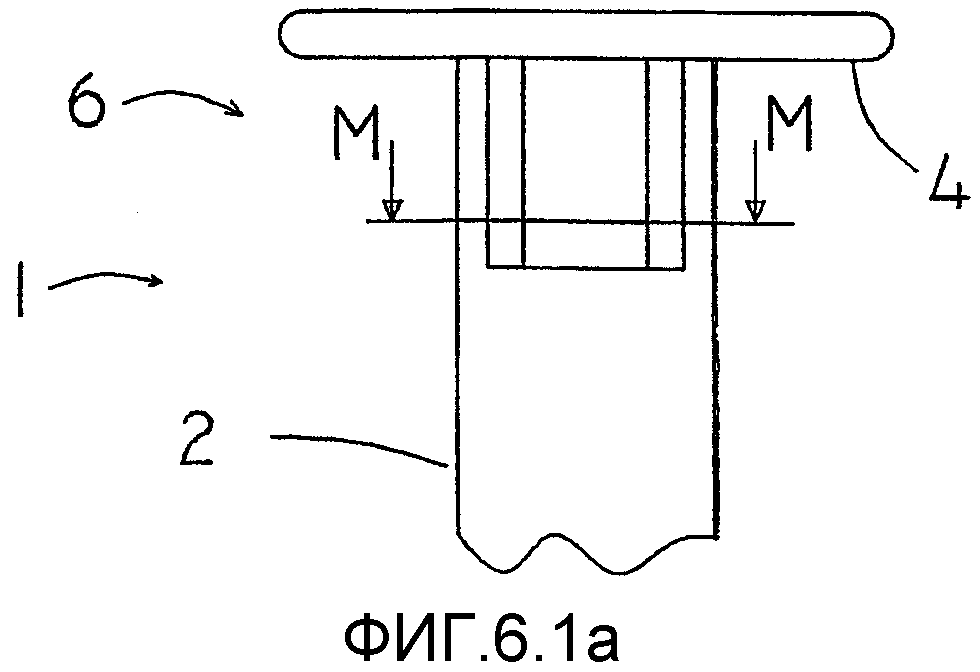
Фиг.6.1а - другой альтернативный вариант осуществления шляпки и штампованного участка гвоздя, сделанного инструментом согласно изобретению, на виде сзади.
Фиг.6.1b - сечение M-M на Фиг.6.1a.
Фиг.7 - подробное изображение варианта осуществления шляпки и штампованного участка гвоздя, сделанного инструментом согласно изобретению.
Фиг.8 - лента гвоздей, сделанных инструментом согласно изобретению.
Фиг.9 - инструмент согласно изобретению в перспективе.
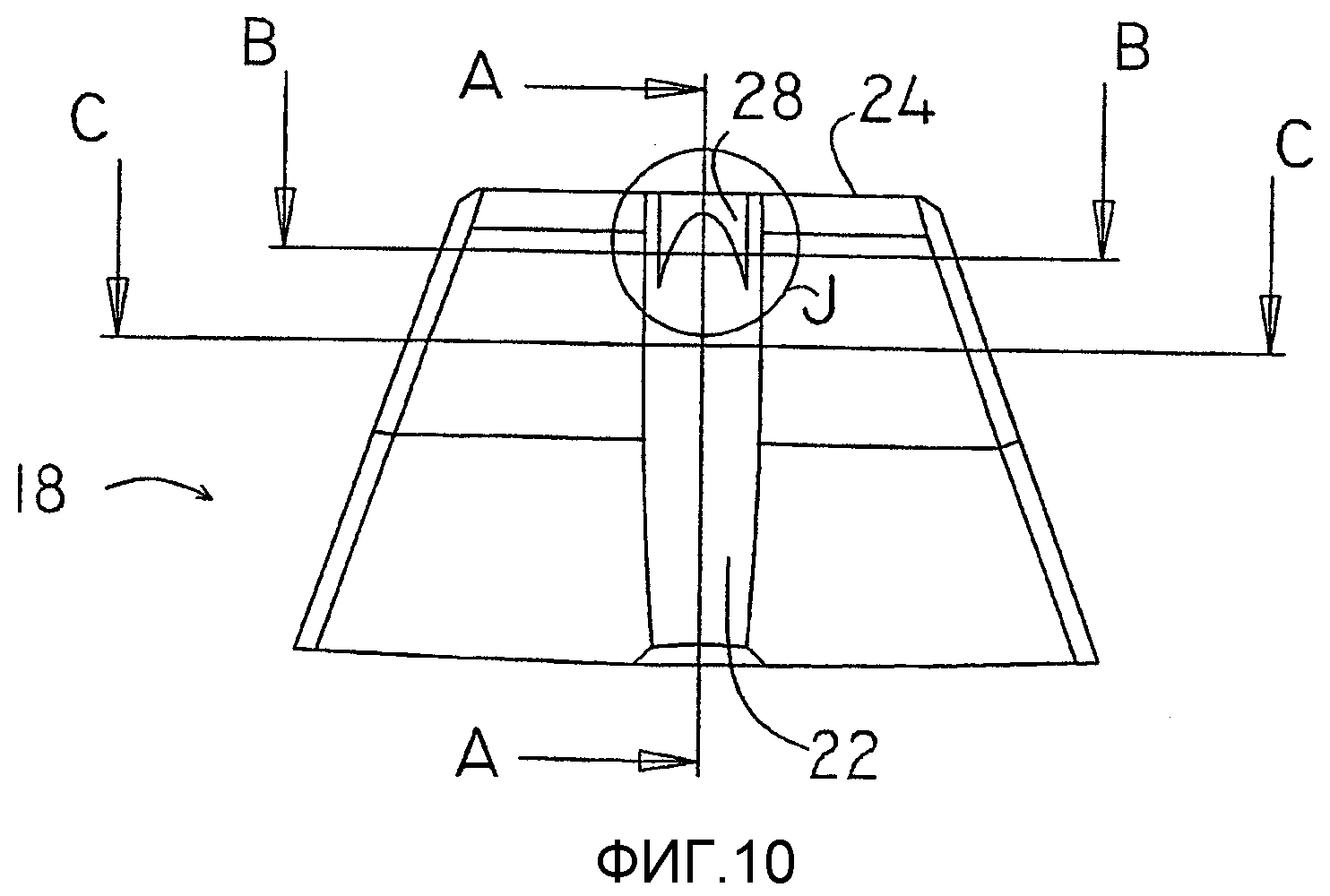
Фиг.10 - инструмент согласно изобретению на виде спереди.
Фиг.11-13 - сечения A-A, B-B и C-C на Фиг.10.
Фиг.14 - участок E на Фиг.11.
Фиг.15 - участок J на Фиг.10.
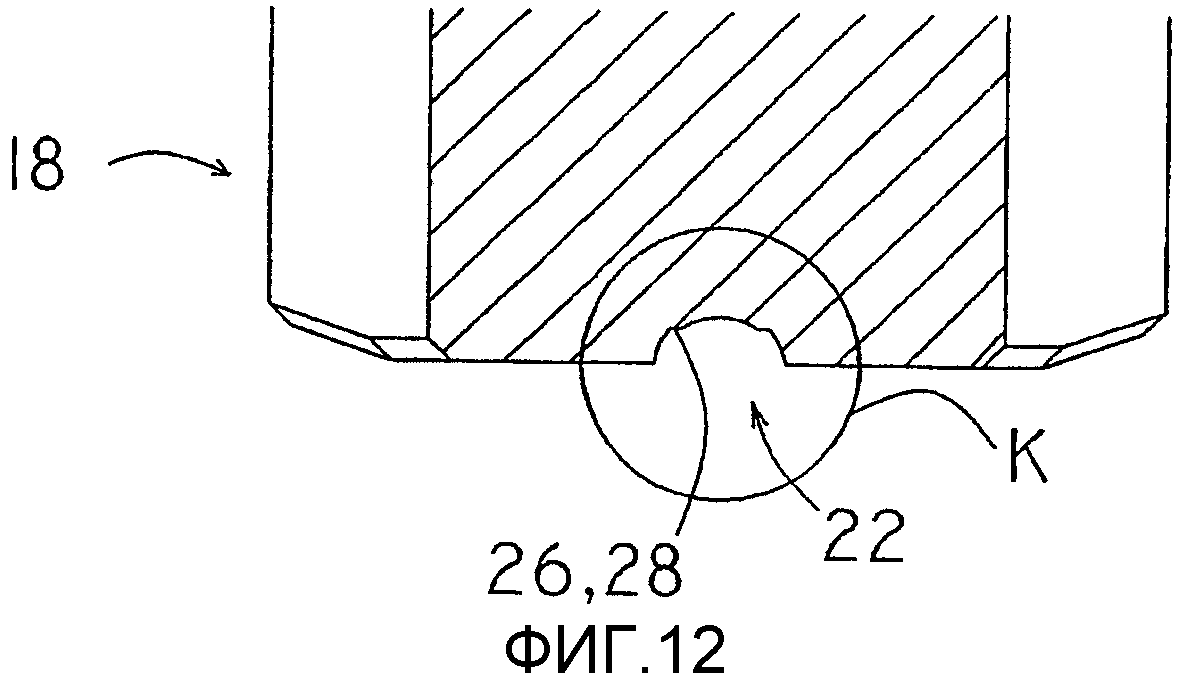
Фиг.16 - участок К на Фиг.12.
Фиг.17 - подробное изображение варианта осуществления шляпки и штампованного участка гвоздя, сделанного инструментом согласно изобретению.
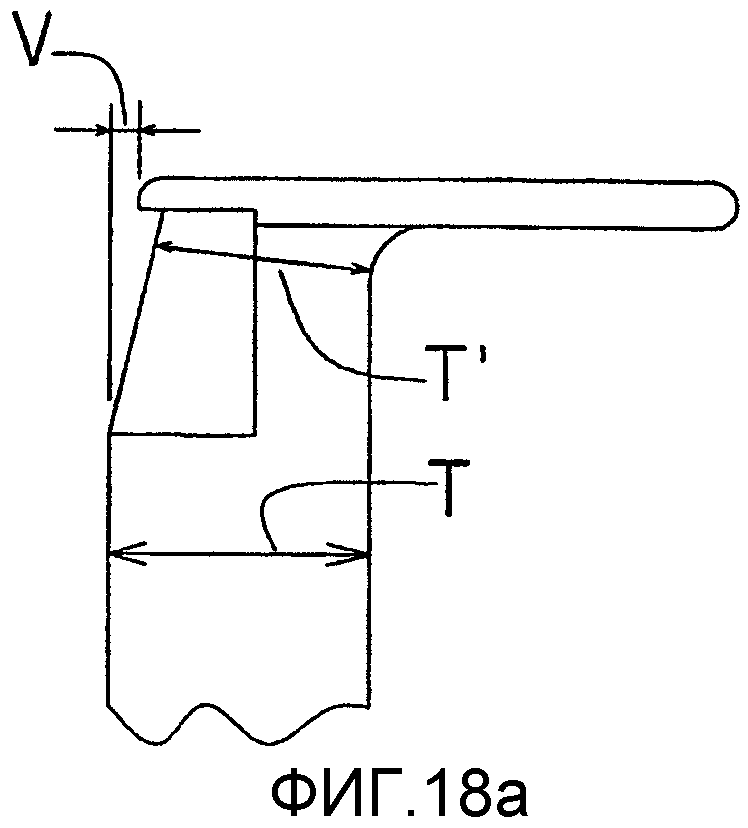
Фиг.18a - шляпка и штампованный участок гвоздя согласно предшествующему уровню техники, на виде сбоку.
Фиг.18b - шляпка и штампованный участок гвоздя согласно предшествующему уровню техники, на виде сзади.
Фиг.19 - подробное изображение варианта осуществления инструмента согласно изобретению. Вид является частичным увеличенным видом, аналогичным участку К на Фиг.12.
Фиг.20 - вариант осуществления инструмента согласно изобретению в перспективе.
Фиг.21 - вариант осуществления инструмента согласно изобретению, на виде спереди.
Фиг.22 - сечение L-L на Фиг.21.
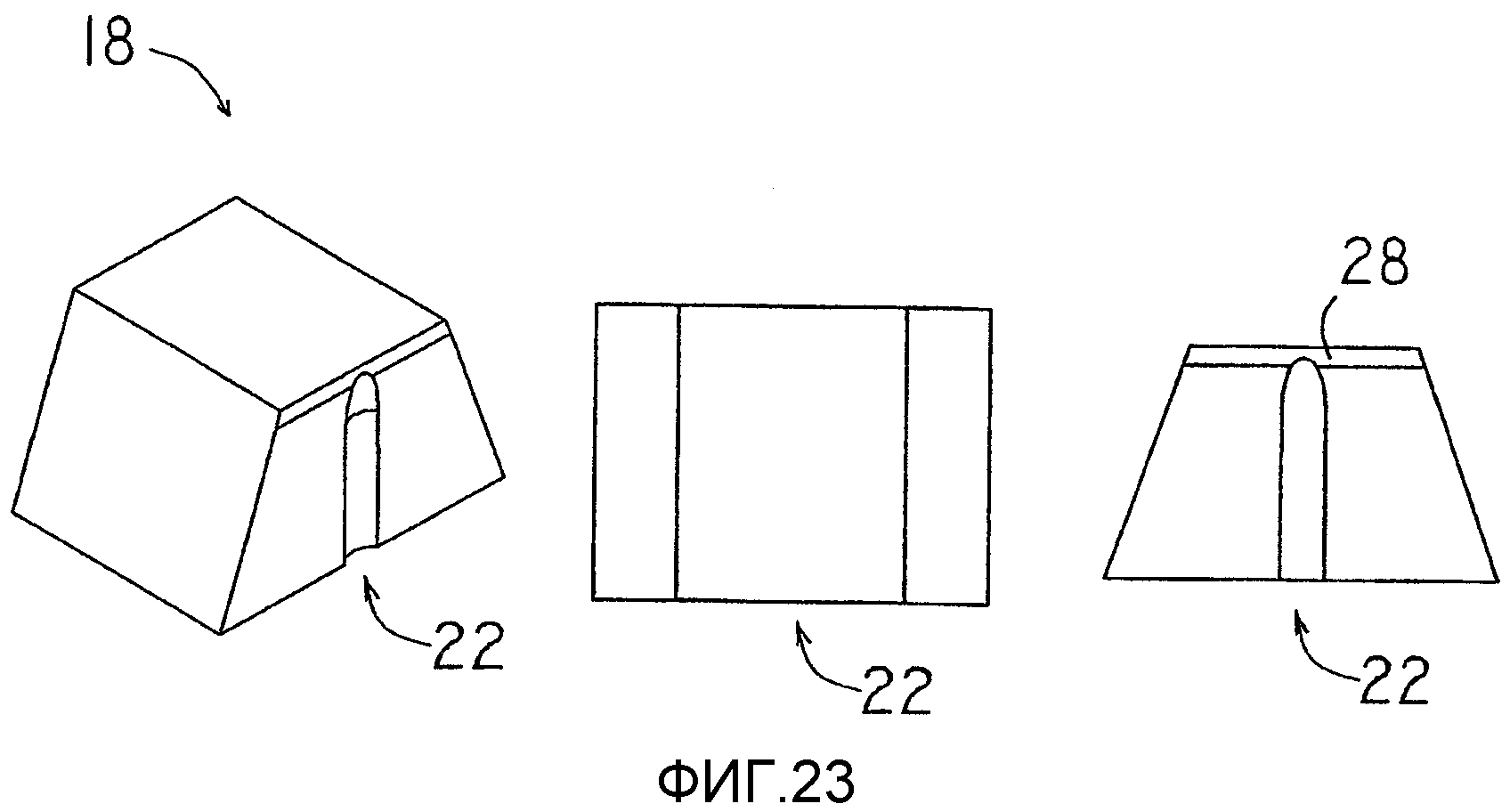
Фиг.23 - инструмент в перспективе, на виде сверху и на виде спереди.
Фиг.24 - инструмент для взаимодействия с инструментом согласно изобретению, в перспективе, на виде сверху и на виде спереди.
Фиг 1a-1b и 2a-2b изображают гвоздь 1 со стержнем 2, на котором образована шляпка 4. Шляпка является шляпкой с полным смещением. На переходе между шляпкой 4 и стержнем 2 образована штамповка 6. Штамповка 6 содержит плоскую или вогнутую секцию 8 и соединительную секцию 10, соединяющую плоскую или вогнутую секцию со стержнем 2, причем упомянутая соединительная секция имеет выпуклую поверхность.
Фиг.3а-3b изображают другой вариант осуществления гвоздя 1 со стержнем 2, на котором образована шляпка 4. На переходе между шляпкой 4 и стержнем 2 образована штамповка 6. Штамповка 6 содержит плоскую секцию 8 и соединительную секцию 10, соединяющую плоскую секцию со стержнем 2, причем упомянутая соединительная секция имеет выпуклую поверхность.
Фиг.4a-4b изображают другой вариант осуществления гвоздя 1 со стержнем 2, на котором образована шляпка 4. На переходе между шляпкой 4 и стержнем 2 образована штамповка 6. Штамповка 6 содержит плоскую секцию 8 и соединительную секцию 10, соединяющую плоскую секцию со стержнем 2.
Фиг.5a-5b изображают другой вариант осуществления гвоздя 1 с стержнем 2, на котором образована шляпка 4. На переходе между шляпкой 4 и стержнем 2 образована штамповка 6. Штамповка 6 содержит две плоских секции 8', 8", которые расположены под углом относительно друг друга, тем самым вместе формируя вогнутую секцию. На Фиг.5b показано, как стержень 2 сдеформирован штамповкой 6, причем области 2' показывают положения материала стержня, который был перемещен при формировании штамповки. Отметки показывают, что площадь поперечного сечения за счет штамповки по существу не уменьшена, и что большое количество материала, которое было перемещено при формировании штамповки, осталось на стороне стержня, противоположной направлению смещения шляпки. Тем самым момент инерции в основном сохранен на переходе между стержнем и шляпкой.
Фиг.6a-6b изображают другой вариант осуществления гвоздя 1 со стержнем 2, на котором образована шляпка 4. На переходе между шляпкой 4 и стержнем 2 образована штамповка 6. Штамповка 6 содержит вогнутую секцию 8. На Фиг.6b показано, как стержень 2 сдеформирован штамповкой 6, причем области 2' показывают положения материала стержня, который был перемещен при формировании штамповки. Отметки показывают, что площадь поперечного сечения за счет штамповки по существу не уменьшена, и что большое количество материала, которое было перемещено при формировании штамповки, осталось на стороне стержня, противоположной направлению смещения шляпки. Тем самым момент инерции в основном сохранен на переходе между стержнем и шляпкой. Глубина вогнутой секции обозначена позицией 16.
Фиг.6.1а-6.1b изображают другой вариант осуществления гвоздя 1 со стержнем 2, на котором образована шляпка 4. На переходе между шляпкой 4 и стержнем 2 образована штамповка 6. Штамповка 6 содержит вогнутые секции 8. Между секциями 8 поверхность немного выпуклая. Общий эффект, тем не менее, состоит в наличии в целом вогнутой штамповки, причем материал смещен в стороны.
Определения
Термин "выпуклая поверхность" или "выпуклая секция" в этом документе понимается как любая выступающая наружу поверхность или секция, которая может иметь отдельные участки, выступающие внутрь, но где общая поверхность выглядит в целом как выступающая наружу.
Термин "вогнутая поверхность" или "вогнутая секция" в этом документе понимается как любая выступающая внутрь поверхность или секция, которая может иметь отдельные участки, выступающие наружу, но где общая поверхность или секция выглядит в целом как выступающая внутрь.
На Фиг.6.1b показано как стержень 2 сдеформирован штамповкой 6, причем области 2' показывают положения материала стержня, который был перемещен при формировании штамповки. Отметки показывают, что площадь поперечного сечения за счет штамповки по существу не уменьшена, и что большое количество материала, которое было перемещено при формировании штамповки, осталось на стороне стержня, противоположной направлению смещения шляпки. Тем самым момент инерции в основном сохранен на переходе между стержнем и шляпкой.
Фиг.7 изображает вариант осуществления гвоздя со стержнем 2, на котором образована шляпка 4. На переходе между шляпкой 4 и стержнем 2 образована штамповка 6.
На Фиг.17 показано, что шляпка 4 является полностью смещенной шляпкой, то есть расстояние D приблизительно равно нулю, для того чтобы гвозди 1 могли быть тесно собраны, образуя ленту для использования в пневматическом молотке, как изображено на Фиг.8.
На Фиг.1b, 2b, 3b, 4b, 5a, 6a и 7 перемещенный материал 2', показанный на Фиг.5b и 6b, не изображен для простоты.
Фиг.9-16 изображают инструмент 18, содержащий переднюю сторону 20 с приемным отверстием 22 и верхней стороной 24. Приемное отверстие содержит выступающую секцию 26, расположенную около верхней стороны, причем упомянутая выступающая секция содержит по существу плоскую поверхность 28. Приемное отверстие 22 содержит края 30. Поверхность 28 в других вариантах осуществления может быть множеством поверхностей, которые могут образовывать выпуклость по существу плоской общей формы. Поверхность 28 может в других вариантах осуществления быть сформирована с полностью выпуклой формой или с одной или более частично вогнутыми секциями, тем не менее с общей выпуклой формой.
В общем форма по существу плоской или выпуклой поверхности может усиливать перемещение материала, как показано областями 2' на Фиг.5b, 6b и 6.1b.
Выступающая секция 26 обеспечивает очень крепкое зажатие вокруг заготовки. Шляпка гвоздя формируется прижатием свободного конца заготовки к верхней стороне 24. В этой ситуации заготовка зажимается инструментом 18 и другим инструментом (не показано), действующим с противоположной стороны.
На Фиг.14 расширение выступающей секции обозначено позицией 16.
На Фиг.15 плоская или выпуклая поверхность 28 имеет минимальную высоту 12 и максимальную высоту 14.
Фиг.18a и 18b изображают гвоздь согласно предшествующему уровню техники. Это гвоздь с полностью смещенной шляпкой, причем шляпка полностью смещена с отступом V. Ширина стержня обозначена позицией Т, а уменьшенная ширина на переходе между шляпкой и стержнем обозначена позицией T'. Небольшой участок, обычно расширяющийся за пределы стержня в направлении, противоположном направлению смещения (несмещенный участок), очевидно удален за счет конструкции инструментов для изготовления гвоздей, с отверстием чуть ниже шляпки, причем упомянутое отверстие имеет поперечное сечение на стороне, противоположной направлению смещения, которое меньше, чем соответствующее поперечное сечение проволоки, посредством чего материал, образующий небольшой несмещенный участок, перемещен и удален отсюда. Также один из инструментов очевидно имеет верхнюю сторону, которая немного поднята относительно другого инструмента, для того чтобы перемещать больше материала в направлении смещения. Такой гвоздь значительно ослаблен в области критического перехода между стержнем и шляпкой.
Фиг.19 подробно показывает поперечное сечение инструмента 18, причем упомянутое поперечное сечение проходит перпендикулярно приемному отверстию 22 и через выступающую секцию 26. Изображена выпуклая поверхность 28 выступающей секции. Диаметр части приемного отверстия 22, которая не должна принимать участие в формировании штамповки в гвозде, указан пунктирной линией R. На правом и левом концах выпуклой поверхности расположены канавки 34. Канавки 34 показаны как заштрихованные области. Канавки 34 обеспечивают пространство, в которое может проникать материал заготовки во время формирования штамповки. Канавки выполнены с радиусом, который больше радиуса R, для того чтобы материал заготовки мог быть смещен в места, где материал существенно добавляет момент инерции стержня.
Края 32 приемного отверстия 22 имеют радиус меньше чем R. Материал заготовки тем самым смещается в направлении канавок 34, дополнительно увеличивают момент инерции гвоздя.
Фиг.20-22 изображают инструмент 18, содержащий переднюю сторону 20 с приемным отверстием 22 и верхней стороной 24. Приемное отверстие содержит выступающую секцию 26, расположенную вблизи верхней стороны, причем упомянутая выступающая секция содержит по существу плоскую поверхность 28. Такой инструмент может быть использован для производства гвоздей со смещенной шляпкой и со стержнем, причем упомянутый стержень имеет квадратное или подобное квадрату поперечное сечение.
Фиг.23 изображает инструмент 18 со сравнительно неглубоким приемным отверстием 22 и по существу плоской поверхностью 28. Глубина приемного отверстия выполнена меньшей, чем половина ширины стержня данного гвоздя, который должен быть изготовлен с помощью инструмента.
Фиг.24 изображает инструмент 40, который предназначен для взаимодействия с инструментом 18, изображенным на Фиг.23. Инструмент 40 содержит приемное отверстие 42 с большей глубиной, чем половина ширины данного гвоздя, который должен быть изготовлен инструментами 18 и 40. Инструмент 40 содержит секцию 44, предназначенную для формирования шляпки гвоздя.
В предпочтительном варианте осуществления инструмент может быть использован для производства гвоздя, снабженного D-образной шляпкой или полностью смещенной шляпкой.
Изобретение может, конечно, быть также использовано для гвоздей, имеющих не полностью, а лишь частично смещенную шляпку. Изобретение может быть использовано для гвоздей с любым поперечным сечением, например округлым, квадратным, квадратным с продольными штамповками, овальным и т.п.
Должно быть понятно, что изобретение, как оно раскрыто в описании и на чертежах, может быть модифицировано и изменено без выхода за пределы области изобретения как заявлено в последующей формуле изобретения.
Реферат
Изобретения относятся к области машиностроения и могут быть использованы при производстве гвоздей, имеющих смещенную относительно стержня гвоздя шляпку. Инструмент для изготовления таких гвоздей содержит переднюю сторону с приемным отверстием и верхнюю сторону. Последняя предназначена для формирования шляпки. Приемное отверстие позволяет образовать штамповку в заготовке и фиксирует заготовку в течение формирования шляпки. Оно содержит выступающую секцию у верхней стороны для формирования штамповки, расположенной смежно со шляпкой. Выступающая секция имеет по меньшей мере одну плоскую или выпуклую поверхность для формирования по меньшей мере одной секции на гвозде. Упомянутая плоская или выпуклая поверхность расположена параллельно продольной оси приемного отверстия. Данный инструмент может быть применен в производственной установке с непрерывным технологическим процессом. В результате обеспечивается повышение качества полученных гвоздей. 2 н. и 9 з.п. ф-лы, 24 ил.
Комментарии