Устройство для изготовления сит из проволоки для обезвоживания материалов - SU1447269A3
Код документа: SU1447269A3
Чертежи

Описание
Изобретение относится к изготовлению .изделий из проволоки, в частности к изготовлению сит, имеющих форму усеченного конуса и используе- мых для обезвоживания t-шнерального сырья.
Цель изобретения - расширение технологических возможностей.
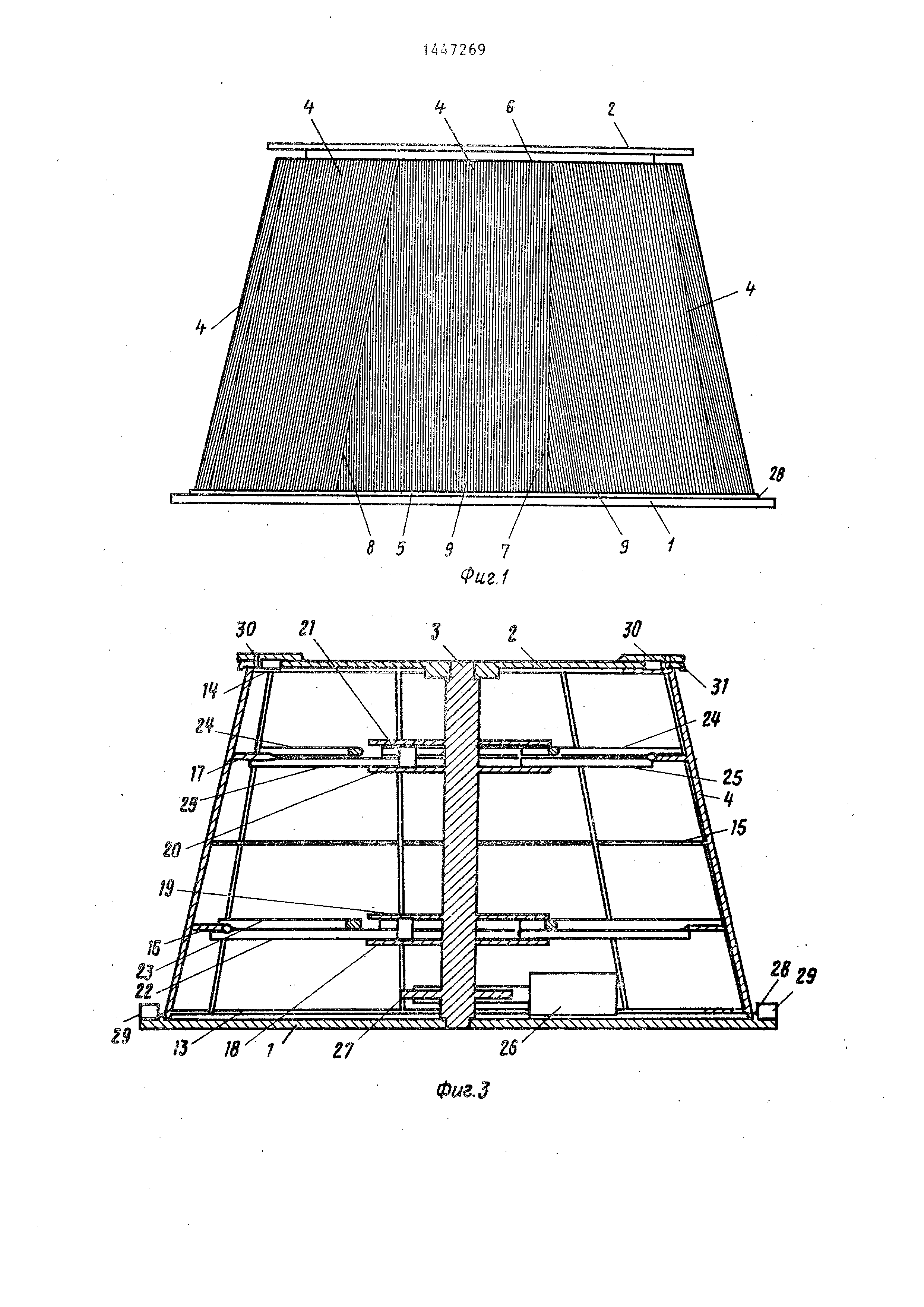
На фиг.1 изображено сборочное приспособление , вид сбоку} на фиг,2 - то же, Bj-щ сверху без верхней пластины (часть поддерживающих элементов показана в убранном положении)j на фиг.З - то же, поперечньй разрезj на фиг.4 - несущая пластина, поперечный разрезу на фиг«5 - взаимное положение элементов сита, поперечный разрез j на фиг,6 - участок сита, общий вид,
Сборочное приспособление (фиг,1-- 3) состоит из пластины 1 основания и верхней пластины 2, между которыми установлена с возможностью вращения центральная ось 3
Между пластинами 1 и 2 вокруг оси 3 расположены опорные элементы 4, в данном случае восемь элементов. Каждый из показанных поддерживающих элементов имеет верхний и нижний края 5 и 6 соответственно5 параллельные пластинам 1 и 2 первый боковой край 7, расположенный под прямым углом к верхнему и нижнему краям, и наклонный боковой край 8 о
На наружной поверхности каждого поддерживающего элемента выполнено множество параллельных канавок 9, которые параллельны также боковому краю 7. Каждый опорный элемент 4 рас положен по центру и у верхнего края 6 опорного элемента и совпадает с образующей поверхности усеченного конуса , образованной собранными элементами 4.
Опорный элемент 4 (фиг,4) включает параллельные стальные пластины 10 разделенные прокладками 11, выступающими за поверхность, образуемую наружными .краями пластин 10с образова50
нием канавок 9, В собранном виде пластины 10 и прокладки 11 могут удерживаться с помощью определенного количества болтов (не показаны), проходящих сквозь сборку по ширине опор-г ных элементов 4.
Преимуществом конструкции (фиг.4). является то5 что использование прокладок позволяет получить узкие ка ,
5
0 5
0 5
0
навки 12 между внутренними-участками пластин 10, Это облегчает изгиб опорного элемента из плоского состояния, в котором он первоначально собирается , в положение, необходимое для образования требуемой формы усечен- . ного конуса.
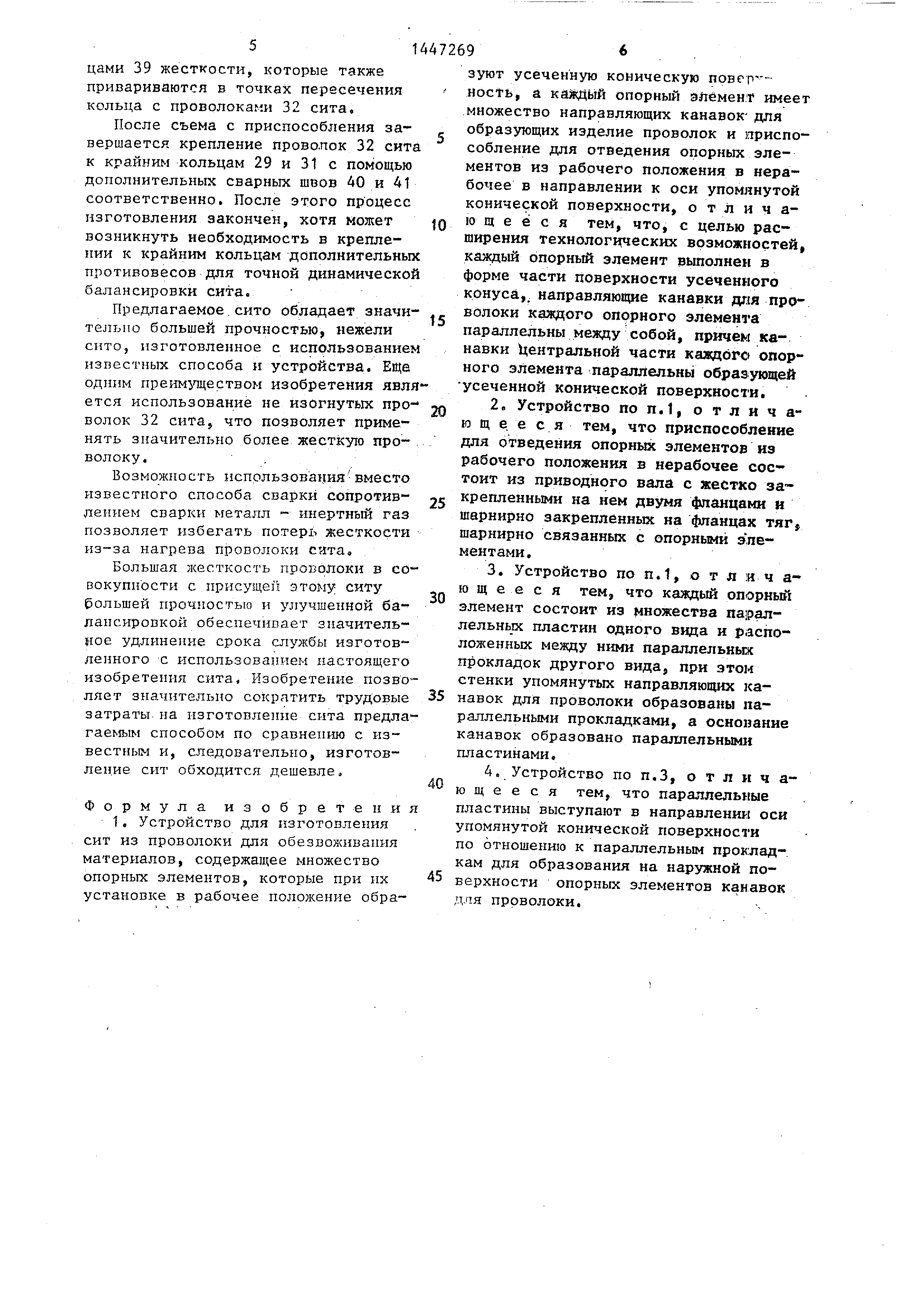
Завершающая операция изготовления опорных элементов 4 состоит в прива ривании на внутренней их поверхности надлежащим сварным швом Фланцев для жесткости, а именно нилсних 13,, верхних 14 центрального 15, а также промежуточных 16 и 17 фланцев.
Ось 3 также снабжена фланцами, включающими два нижних 18 и 19 и два верхних 20 и 21 фланца. Между нижними фланцами 18 и 19 и каждым из фланцев 16 проходят соответствующие связи 22 и 23, щарнирно прикрепленные на некотором расстоянии друг от друга к фланцам 16 соответствующих опорных элементов 4, Связи 24 и 25 подобным же образом связывают верхние фланцы 20 и 21 оси с фланцем 17 опорного элемента (фиг,2),
Расположение связей 22-25 таково, что при вращении оси 3 относительно приспособления опорные элементы 4 совершают поворотное направленное внутрь движение из положения,., показанного в нижней части (фиг,2) для трех элементов, в убранное положение, занимаемое тремя элементами, показанными в верхней части (фиг,2), Элементы 4 (фиг,2) приспособления показаны в различных положениях, хотя все опорные элементы перемещаются одновременно между рабочим и убран- положениями.
Ось 3 приводится во вращение гидравлическим цилиндром 26 с помощью выступающего из оси 3 кривошипа 27,
Опорные элементы 4 удерживаются на пластине 1 основания, снабженной выполненным в ней заодно установочным кольцом 28, в которое упира.ются поддерживающие элементы 4 в рабочем положении. Пластина 1 основания выступает за кольцо 28, образуя несущую поверхность, на которой может устанавливаться крайнее кольцо 29 сита (фиг.З).
К наружной поверхности верхней пластины 2 крепится только 30, расположенное над верхними фланцами 14 опорных элементов 4 на некотором о.т
них расстоянии для установки между ними крайнего кольца 31 сита.
Устройство для изготовления сита для обезвоживания работает следующим
образом.
Сборка приспособления осуществляется путем установки опорных элементов 4 в крайнее наружное положение, в котором они образуют поверхность ю усеченного конуса. После этого нержавеющая проволока для сита с клиновидным поперечным сечением нарезается на отрезки определенной длины, которые укладываются в канавки 9. Вдоль is скошенного края 8 кажцого опорного элемента проволока сита 32 обрезается с тем, чтобы она не выступила за край поддерживающего элемента. Отрезки проволоки 32 укладываются во 20 все канавки 9.
Пластины to и прокладки 11 (фиг.4) у края 7 каждого опорного элемента 4 образуют открытую зону 34, в которую не укладывается проволока 32 сита. 25 Вместо этого в ходе сборки проволочной решетки сита в зоны 34 между бли жайшей к краю 7 прокладкой 11 и свободными концами проволок 32 сита на скошенном краю 8 соседнего опорного ЗО элемента помещаются соединительные полосы 35 из нержавеющей стали, пере- крьшакщие зазор между краями 7 и 8. На фиг.6 показано взаимное положение этих элементов.
Затем крайнее кольцо 31, прикрепленное болтами к кольцу 30 верхней пластины, опускается на верхние концы проволок 32 сита и на соединительные полосы 35. Крайнее кольцо 31 40 (фиг.5) имеет выступающий вниз фланец 33, позади которого расположен верхний конец проволоки 32 сита. После этого верхняя пластина 2 фиксируется в этом положении путем крепле- 45
волок сита и приваренным к ним в каж дой точке их пересечения. Однако, если в известных способах предусмотрено сваривание несущего стержня с проволоками на участках, требующих последующего крепления соединитель35
ными полосами, то согласно изобретению несущий стержень 36 может укла дываться по окружности сита в виде бесконечного элемента. Это может достигаться за счет натягивания непрерывного несущего стержня на приспособление в ходе вращения всей сборки вследствие чего несущий стержень обо рачивается вокруг наружных поверхностей проволок 32 сита в виде спирали с одновременным привариванием несущего стержня к проволокам сита в каждой точке их пересечения. Сварка осуществляется в среде инертного в отношении металла газа. Проволоки сита расположены на очень близком друг от друга расстояний, и такая сварка осуществляется непрерывно в процессе вращения приспособления, поэтому она может проводиться автоматически с использованием сварочной головки, движущейся вверх параллельно имеющей форму усеченного конуса решетке проволок сита. Безусловно, таким способом несущие стержни могут привариваться также и поперек соединительных полос 35.
После установки несущего стержня 36 верхние концы проволок 32 сита и соединительные полосы 35 привариваются к крайнему кольцу в точках 38, после чего сито готово к съему с приспособления . Съем осуществляют путем включения цилиндра 26 для одновременного отвода всех опорных элементов 4. Кривошип, образованный фланцами 18-24 и связями 22-25, действует так, что опорные элементы в рения болтами к опорным стойкам (не по- зультате как бы отдираются от про ю я is 20
1447269
волок сита и приваренным к ним в каждой точке их пересечения. Однако, если в известных способах предусмотрено сваривание несущего стержня с проволоками на участках, требующих последующего крепления соединитель
ными полосами, то согласно изобретению несущий стержень 36 может укладываться по окружности сита в виде бесконечного элемента. Это может достигаться за счет натягивания непрерывного несущего стержня на приспособление в ходе вращения всей сборки, вследствие чего несущий стержень оборачивается вокруг наружных поверхностей проволок 32 сита в виде спирали с одновременным привариванием несущего стержня к проволокам сита в каждой точке их пересечения. Сварка осуществляется в среде инертного в отношении металла газа. Проволоки сита расположены на очень близком друг от друга расстояний, и такая сварка осуществляется непрерывно в процессе вращения приспособления, поэтому она может проводиться автоматически с использованием сварочной головки, движущейся вверх параллельно имеющей форму усеченного конуса решетке проволок сита. Безусловно, таким способом несущие стержни могут привариваться также и поперек соединительных полос 35.
После установки несущего стержня 36 верхние концы проволок 32 сита и соединительные полосы 35 привариваются к крайнему кольцу в точках 38, после чего сито готово к съему с приспособления . Съем осуществляют путем включения цилиндра 26 для одновременного отвода всех опорных элементов 4. Кривошип, образованный фланцами 18-24 и связями 22-25, действует так, что опорные элементы в ре


Реферат
Изобретение относится к изготовлению изделий из проволоки, в частк гг 13 гз ности сит, имеющих форму усеченного конуса, и позволяет расширить технологические возможности. Сито для обезвоживания изготавливается путем укладки проволок сита в параллельные канавки ряда опорных элементов 4 таким образом, чтобы образовать проволочную решетку в форме усеченного конуса. Поддерживающие элементы 4 убираются внутрь, освобождая проволочную решетку сита, после того как решетка связана путем приварки непрерывным сварным швом проволок сита к несущему стержню, обернутому вокруг проволочной решетки. 3 з.п, ф-лы, 6 ил. СО pmw Од СО СМ а

Формула
Комментарии