Машина для многоточечной контактной сварки - SU931093A3
Код документа: SU931093A3
Чертежи
Описание
(5) МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ

Реферат
Формула
Изобретение относится к контактной сварке при изготовлении сварных колосниковых решеток посредством
вваривания поперечных стержней в бобоковые стороны параллельных, стоя- 5
1ДИХ на ребре плоских продольных полос .
Известна машина для многоточечной
контактной сварки, содержащая смонтированную на станине и связан- 10
ную с приводом возвратно-поступательного перемещения нажимную балку для
создания сварочного усилия, вдоль которой установлены два изолированных
друг от друга ряда электрододержате- 15 лей с электродами, каждый из которых
подпружинен к балке и соединен с второй обмоткой сварочного трансфор- ..
матора при помощи сборных шин и гибких то ко под в.о до в l .20
Однако при изготовлении колосников поперечные стержни необходимо вваривать
в боковые стороны полос на всю их толщину, тогда как глубина приваривания
в известных машинах для свар- 25
ки решеток всегда мала и составляет
лишь часть диаметра тонких стержней. Из этого следует, что как величина
подачи нажимной балки, так, и сварочное давление и электрическая мощность,
необходимая для сварки, в сварочных машинах для изготовления колосниковых
решеток должна быть существенно больше , чем в известных машинах для сварки решеток.
Большая величина подачи нажимной балки требует соответственно больших
радиусов кривошипов или эксцентриков, обеспечивающих обычным образом перемещение
, и наряду с высоким нажимным давлением, необходимость очень мощного мотора, создающего большой вра7
щающий момент.
Кроме того необходимы высокие
сварочные мощности, что обусловливает выбор определенных параметров то- копроводов
между вторичной обмоткой сварочных трансформаторов и сварочными электродами, которые (токопроводы
) должны быть как можно короче и
393
в то же время гибкими, если работа производится с электродами, перемещаемыми
относительно сварочных трансформаторов . При двухточечной сварке
с неподвижными электродами и перемещающимися шунтами требование гибких и относительно длинных токопроводов
и электродов снимается, что прежде всего говорит в пользу применения подвижных пассивных шунтов, тем более
что они могут быть известным образом легко установлены так, что обеспечат равномерное распределение
давления нажимной балки на обе сварочные точки.
Цель изобретения - снижение мощности привода.
Указанная цель достигается тем,чт
в машине для многоточечной контактно сварки, содержащей смонтированную на
станине и связанную с приводом возвратно-поступательного перемещения
нажимную балку для создания сварочного усилия, вдоль которой установлены два изолированных друг от друга
ряда электрододержателей с электродами , каждый из которых подпружинен к
балке и соединен с вторичной обмоткой сварочного трансформатора при помощи
сборных шин и гибких токоподводов , сварочные трансформаторы со сборными шинами закреплены на нажимной
балке, при этом по обе стороны от нажимной балки смонтировано одинаковое число трансформаторов. Нажимная
балка снабжена установленным с возможностью перемещения относительно нее в направлении ее движения
прижимом, расположенным вдоль балки, подпружиненным и взаимодействующим
с электрододержателями. Кроме того электрододержатели каждого ряда объединены
в три изолированных друг от друга узла.
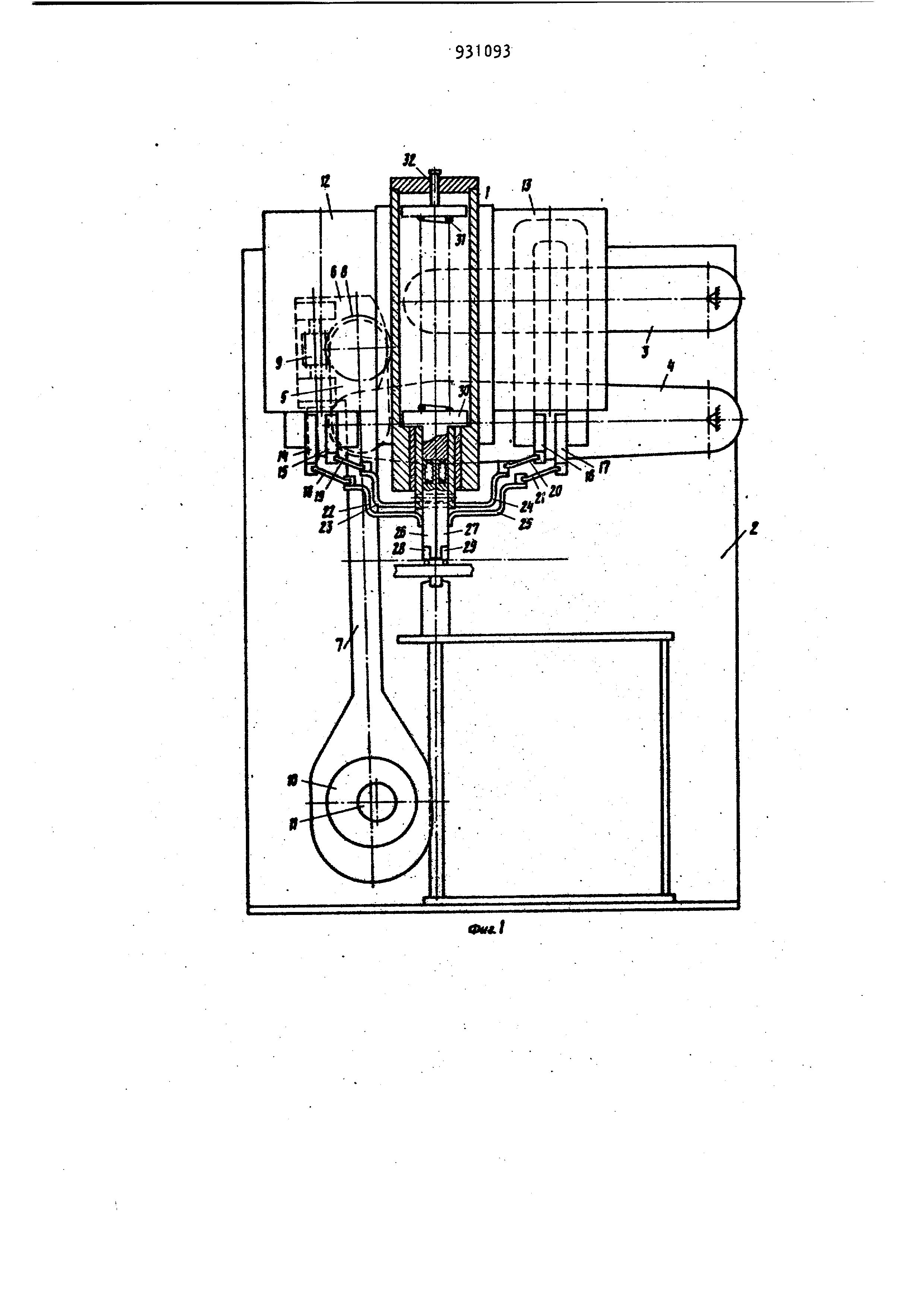
На фиг.1 изображена машина с удаленной
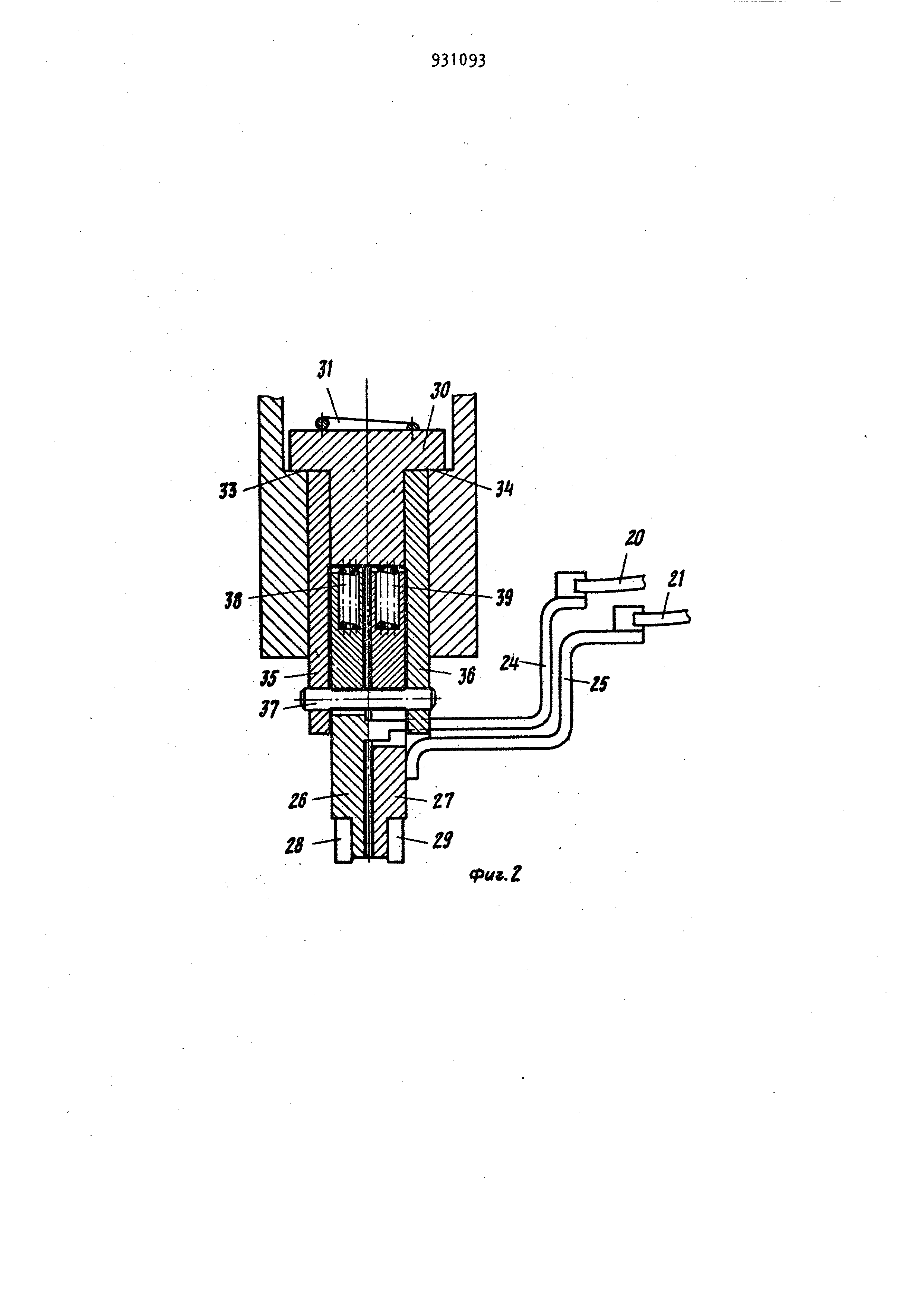
боковой стенкой и разрезом через нажимную балку, вид сбоку; на фиг.2 - нижняя часть нажимной
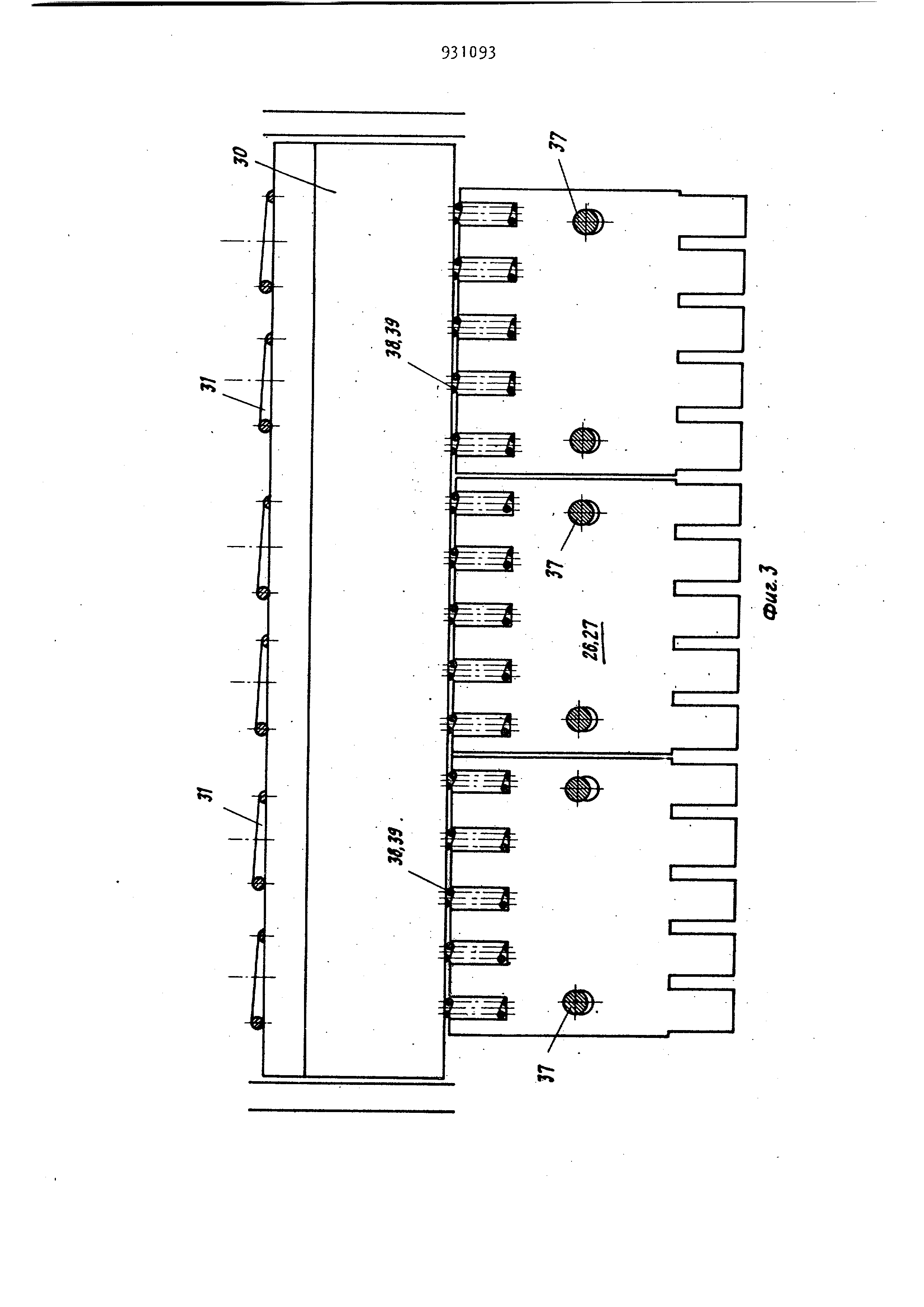
балки в увеличенном масштабе, разрез на фиг.З прижим и электрододержатель;
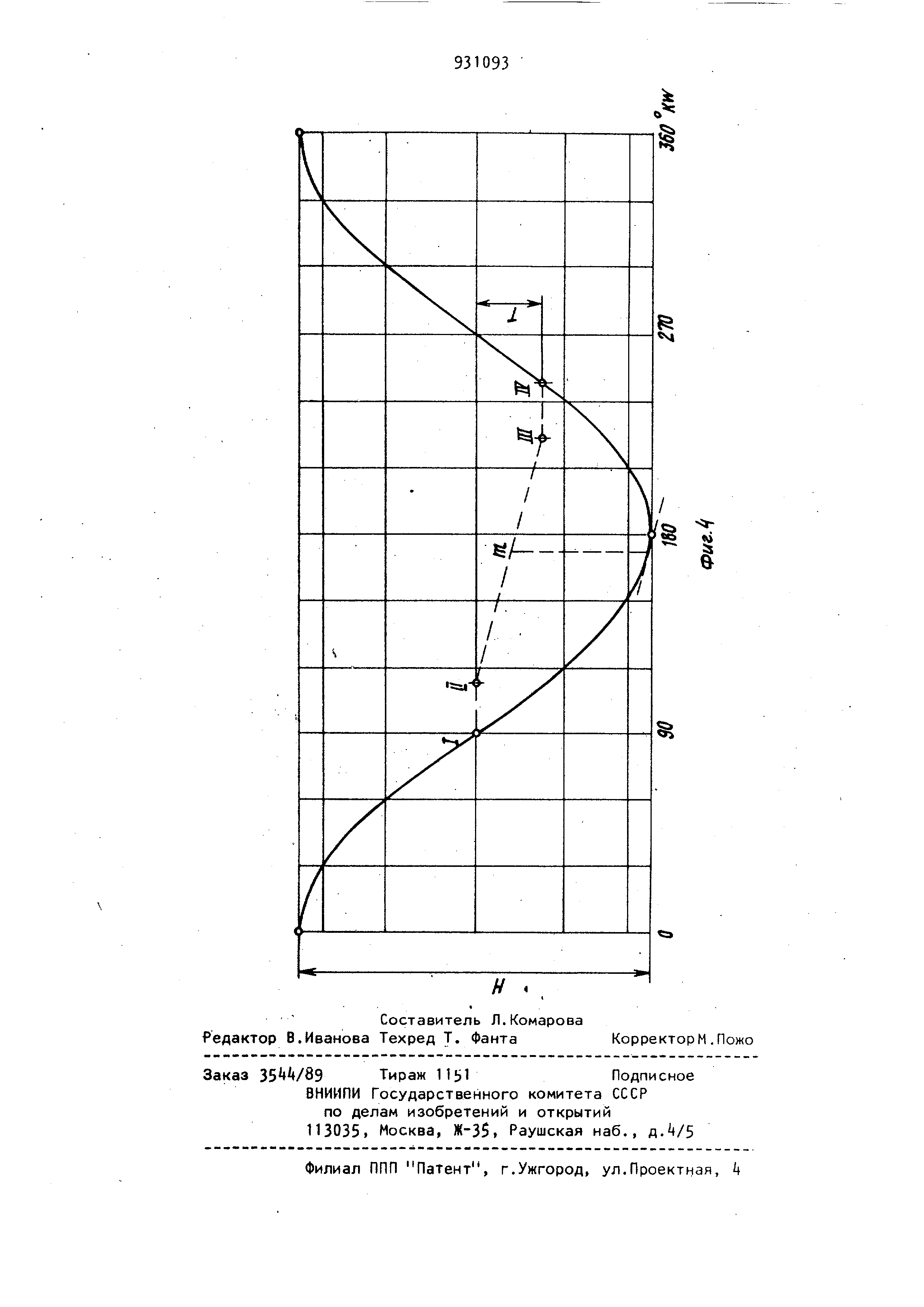
на фиг.4 - диаграмма хода нажимной в зависимости от угла поворота кривошипа.
Нажимная балка 1 установлена на станине 2 сварочной, машины при помощи двух одноплечих рычагов 3. и с
каждой стороны. Оба рычага 3 и А установлены с возможностью поворота как на станине 2 машины, так и на
934
нажимной балке 1 и образуют параллелограммный
механизм, так как расстояние между шарнирами обоих рычагов одинаково и рычаги параллельны
5 друг другу.
Одноплечий рычаг k удлинен за
точку шарнирного соединения с балкой 1 и на своем конце связан с коромыслом 5. Другой конец коромысла 5
соединен с возможностью поворота с широким концом 6 шатуна 7 и жестко связан
с червячным колесом 8. На широком конце шатуна 7 поворотно, но без возможности перемещения
установлен червяк 9 который входит в зацепление с червячным колесом 8.
В неработающей машине можно путем поворота вращения червяка 9 с помощью
мотора или вручную повернуть коромысQ ло 5 вокруг точки его крепления на
широком конце шатуна 7. Это позволяет нажимную балку 1 и все с ней свя-
занные детали поднять на высоту, большую, чем в рабочем состоянии
машины, чтобы можно было, например произвести замену электродов или ремонт.
Через другой конец шатуна 7 пропущен эксцентрик 10, который жестко насажен
на вал 11, приводимый во враQ щение с помощью мотора. Благодаря этому вращение вала 11 преобразуется
в возвратно-поступательное ритмичное движение в вертикальной плоскости
нажимной балки и связанных с ней деталей .
По обе стороны от нажимной балки
1 смонтированы жестко с ней связанные трансформаторы 12 и 13, вторичные обмотки
которых питают сборные шины lA-17, связанные короткими и гибкими
токопроводами 18-21 с жесткими проводящими бугелями 22-25, которые электрически
соединены с электрододержателями 26 и 27- Электроды 28 и 29 образуют попарно двухточечный сварочный
участок. Соответствующий пассивный шунт может быть образован металлической
подставкой Для стоящих на ребре железных лент или самими железными лентами.
° Внутри полой нажимной балки 1 скользит прижим 30. Он опирается на
нажимную балку и подпружинен винтовыми пружинами 31 напряжение которыхрегулируется
с помощью регулировочных
5 винтов 32 и упирается в упоры 33 и
3, которые выполнены в виде уступов на боковых сторонах в нижней части
нажимной балки 1. Вместо винтовых пружин можно применить другие пригод
ные для этого упругие элементы. Прижим, который проходит через всю ширину машины и нагружен всеми
винтовыми пружинами 31, передает дав ление этих пружин на электрододержа7
тели 26 и 27 и через них непосредственно на электроды 28 и 29. Этот при
жим способствует тому, что все электроды остаются на одном уровне, еели-свариваемый материал под действием
сварочного ток« расплавляется ме( тами и поперечные стержни под действием
пружин 31 входят в плоские продольные полосы. Поэтому ни один элек трод не может по сравнению с другими
выдаваться вперед или оставать и, таким образом, нагруженные ими участ
ки поперечных стержней более или менее глубоко вдавливаются в расположенную
под ними полосу, чем под другими электродами. В нижней части нажимной балки 1
на боковых сторонах, выполненных в виде уступов, расположены футероврчные
листы 35 и Зб, которые выступают ниже боковых сторрн балки и имеют от
верстие, в которое вставлен палец 37. Между футеровочными листами 35 и
36 установлены с возможностью перемещения электрододержатели 26 и 27Электрододержатели изолированы друг
от друга, футеровочных листов, от прижима и от пальца 37. Эта изоляция
показана на фиг.2 жирной черной линией . Теоретически можно для каждого
электрода предусмотреть, собственный электрододержатель. Однако на практи
ке рекомендуется один общий электрододержатель для большого количест ва
электродов электродного ряда. Соглас но предпочтительному варианту выполнения
изобретения каждая из двух параллельных друг другу сварочных лини делится на три приблизительно равных
по ширине участка, каждый из которых подключен к фазе сети трехфазного
тока, при этом все электроды такого участка расположены на одном общем
электрододержателе. На фиг.З изображены три такого рода электрододержателя
, электроды которых для простоты не показаны. На электрододержатели 2б и 27
сверху воздействуют винтовые пружины 38 и 391 на которые опирается прижим
30. В нерабочем положении между верх ней поверхностью электрододержателеи
26 и 27 и нижней поверхностью прижима .30 имеется небольшой зазор, точно
также отверстия в электрододержате .лях, через которые пропущен палец 37 для опоры электрододержателеи
давлением винтовых пружин 38 и 39, выполнены продольными, чтобы была
возможность небольшого смещения электрододержателеи по направлениям к прижиму 30.
При этом пружины ЗВ и 39 упруги настолько, что электроды к поперечным стержням прижимаются с силой,
достаточной для того, чтобы предотвратить образование электрической дуги в месте более тонкого стержня,
если оба одновременно свариваемых поперечных стержня имеют разные диаметры
вследствие неизбежного разброса этих диаметров. В каждом случае пружины 38 и 39 слабее, чем пружина
31. Поэтому пружины 38 и 39 уже при небольшом воздействии на пружину 31
со стороны нажимной балки 1 сжимаются вследствие сопротивления поперечных
стержней настолько, что верхняя поверхность электрододержателеи 26
и 27 прилегает к. нижней поверхности прижима 30. Величина удлинения отверстия
, в котором расположен палец 37такая, что обеспечивается возможность такого прилегания.
На фиг. показана зависимость между углом KW поворота кривошипа и высотой Н подъема нажимной балки 1.
Из исходного положения мертвой точки кривошип поворачивается приблизительно
на угол , пока электроды не входят в контакт с поперечными стержнями (точка 1). В то время как балка
1 опускается ниже, дальнейшему движению электродов препятствуют поперечные
стержни. При этом нагружается . пружина 31 и сжимаются также пружины
38и 39 (или при неодинаковой толщине поперечных стержней по меньшей мере
те пружины, которые прилегают к более толстым стержням), пока соответствующие
электрододержатели 2б и 27 не входят в контакт .прижимом 30. Как только кривошип достигнет положения
, соответствующего точке И, включается сварочный ток, и электроды
начинают вдавливать поперечные стержни в локально расплавляемый материал
плоских железных лент, при этом пружины 31 продолжают нагружаться под
действием нажимной балки, которая продолжает опускаться быстрее, чем
электроды. При угле поворота кривошипа примерно 176, что соответствует точке
ш,. пруж1 ны 31 имеют максимальную нагрузку .и начинают разжиматься с увеличивающейся
скоростью, так как стер ни, вдавливаются во все более размягчаекый материал, однако нажимная бал
ка при угле поворота кривошипа 180 достигает своего крайнего нижнего по ложения и даже меняет направление
своего движения. В точке III сварочный ток отключа ется. Поперечные стержни вварены
теперь в.железные ленты на полную глубину Т, и электроды останавливаются .
В точке ТУ, которая соответствует углу поворота кривошипа на 270, при жим 30 снова расположен на упорах
33 и от которых он поднялся в точке t и перемещающаяся вверх нажимная балка поднимает электроды от
Свариваемого материала. Предлагаемая машина обеспечивает снижение общей мощности привода.
Формула изобретения
1. Машина для многоточечной контактной
сварки преимущественно колосниковь1х решеток, содержащая смонтированную на станине и свяванную с
Источники информации, принятые во внимание при экспертизе
1. Патент Австрии № 352393, . кл. 49 Е 13/02, 1975 (фрототип). 38
приводом возвратно-поступательного перемещения нажимную балку для создания
сварочного усилия, вдоль которой установлены два изолированных друг от друга ряда .электрододержателей с
электродами, каждый из которых подпружинен к балке и соединен с вторичной
обмоткой сварочного трансформатора при помощи сборных шин и гибких то ко под во до в, отличающаяся
тем, что, с целью снижения мощности привода, сварочные трансфооматоры со сборными шинами закреплены
на нажимной балке, при этом по обе стороны от нажимной балки смонтировано
одинаковое число трансформаторов . 2.Машина по п.1, отличающая
с я тем, что нажимная балка снабжена установленным с возможностью
перемещения относительно нее в направлении ее движения прижимом, расположенным
вдоль балки, подпружиненным и взаимодействующим с электрододержателями .
3.Машина поп.1,отличающ а я с я тем, что, с целью включения в трехфазную сеть, электрододержатели
каждого ряда объединены в три изолированных друг от друга узла.
12
Z8
20
и
риг.г
f:
А
t.
«V
S5
R;
/
&
/
I
-/
Комментарии