Способ и система для поддержки и/или перемещения проволоки - RU2311253C2
Код документа: RU2311253C2
Чертежи

















Описание
Настоящее изобретение относится к способу выполнения по меньшей мере одной операции деформирования по меньшей мере части по меньшей мере одной проволоки в производственной машине для формоизменения проволоки, содержащей по меньшей мере два вращающихся в противоположных направлениях синхронизированных блока, причем каждый из блоков содержит по меньшей мере одно операционное средство для выполнения этой операции. Изобретение содержит также систему для осуществления способа.
Наиболее близким аналогом заявленного способа выполнения по меньшей мере одной операции деформирования является способ выполнения по меньшей мере одной операции деформирования по меньшей мере части по меньшей мере одной проволоки в производственной машине для формоизменения проволоки, содержащей по меньшей мере два вращающихся в противоположных направлениях синхронизированных блока, каждый из которых содержит по меньшей мере одно операционное средство для выполнения этой операции (RU 2117545 С1, 20.08.1998, B21G 3/12).
Наиболее близким аналогом заявленной системы для выполнения по меньшей одной операции деформирования является раскрытая в указанном выше патенте система для выполнения по меньшей мере одной операции деформирования по меньшей мере части по меньшей мере одной проволоки в производственной машине для формоизменения проволоки, содержащей по меньшей мере два вращающихся в противоположных направлениях синхронизированных блока, каждый из которых содержит по меньшей мере одно операционное средство для выполнения этой операции.
Также в указанном выше патенте раскрыта машина для производство гвоздей, которая может быть принята в качестве наиболее близкого аналога заявленной машины для производства гвоздей.
При производстве изделий из проволоки, таких как гвозди, костыли и т.п., проволока подается в машину, в которой ее режут на заготовки нужной длины. После резки заготовки перемещаются транспортным агрегатом на участок, на котором формируются головки и другие детали. Обычно посредством резания формируется острый конец на одной стороне, а на другой стороне - конец, например, для шляпки гвоздя. Отрезок проволоки, который нужно отрезать, захватывается транспортным агрегатом непосредственно перед операцией резания или во время нее, так что проволока в большей своей части поддерживается механизмом подачи, предназначенным для подачи проволоки из бунта, и транспортным агрегатом. Расстояние между транспортным агрегатом и механизмом подачи часто бывает значительным, так что проволока может быть случайно незначительно изогнута на этом расстоянии. Это явление может привести к ухудшению качества острых концов и шляпок, поскольку срезы случайно оказываются смещенными от центра из-за изгиба проволоки. Кроме того, из-за изгиба проволоки заготовки могут входить в транспортный агрегат, отклонившись от центра, из-за чего они могут наклоняться и вызывать таким образом неполадки.
Транспортный агрегат должен иметь надежный захват проволоки до завершения резания, поскольку в противном случае можно потерять или уронить заготовку, что будет приводить к неполадкам. При использовании режущих инструментов, установленных на вращающихся блоках, размеры блоков определяют, насколько близко транспортный агрегат может быть размещен к тому месту выполнения операции резания, в котором заготовка отделяется от проволоки, обеспечив таким образом минимальную длину заготовки. Это является нежелательным ограничением производственного оборудования.
Одной из задач настоящего изобретения является создание способа улучшения качества операции резания или другой операции деформации проволоки путем стабилизации и поддержки проволоки во время операции. Другой задачей является создание способа, при котором заготовки можно резать на более короткие длины, чем при известной технологии. Еще одной задачей является создание системы осуществления способа и его особенности.
Технический результат достигается посредством создания способа выполнения по меньшей мере одной операции деформирования по меньшей мере части по меньшей мере одной проволоки в производственной машине для формоизменения проволоки, содержащей по меньшей мере два вращающихся в противоположных направлениях синхронизированных блока, каждый из которых содержит по меньшей мере одно операционное средство для выполнения этой операции, при этом осуществляют временный захват проволоки с помощью по меньшей мере двух взаимодействующих с ней сопровождающих средств, по меньшей мере одно из которых выполнено вращающимся с осью вращения, параллельной первому блоку, а по меньшей мере второе - вращающимся с осью вращения, параллельной второму блоку, при этом захват проволоки начинают по меньшей мере перед или во время одной операции деформирования, вращение сопровождающих средств синхронизируют с вращением по меньшей мере одного блока и обеспечивают постепенное сжатие сопровождающих средств в первой фазе захвата проволоки и постепенное их расхождение и следование за проволокой во второй фазе захвата.
Новые и отличительные особенности способа позволяют добиться того, что сопровождающие средства при их взаимодействии с проволокой обеспечивают стабильность и поддержку проволоки в процессе работы. Кроме того, сопровождающие средства обеспечивают перемещение заготовок из положения, в котором они отделяются от проволоки, и на всем расстоянии до надежного захвата транспортным агрегатом. С помощью этих особенностей достигается как улучшенное, так и более однородное качество, а также возможность изготавливать заготовки значительно меньшей длины.
Посредством сопровождающих средств осуществляют захват проволоки после по меньшей мере одной операции деформирования. Чем дольше обеспечивают поддерживание и транспортировку заготовок посредством сопровождающих средств, тем дальше может быть размещен транспортный агрегат, что является преимуществом конструкции.
Сопровождающие средства после второй фазы захвата проволоки отводят в направлении соответствующих осей вращения. Во время надежной доставки заготовок к транспортному агрегату и после нее сопровождающие средства могут столкнуться с транспортным агрегатом. Отвод в это время сопровождающих средств позволяет этого избежать.
Посредством сопровождающих средств осуществляют воздействие на боковую сторону операционного средства, противоположную направлению вращения.
На этой стороне сопровождающие средства могут обеспечивать стабильность и поддержку проволоки до или во время операции ее деформирования и могут далее обеспечивать поддержку и стабильность свободного конца проволоки в том случае, если операция является операцией резания, после того как заготовка будет отрезана.
Посредством сопровождающих средств осуществляют воздействие на боковую сторону операционного средства, которая расположена в направлении вращения.
На этой стороне сопровождающие средства могут обеспечивать стабильность и поддержку проволоки до или во время операции ее деформирования и могут далее обеспечивать поддержку и стабильность отрезанной заготовки до транспортного агрегата.
Посредством сопровождающих средств осуществляют воздействие на боковую сторону операционного средства, противоположную направлению вращения, и на боковую сторону, которая расположена в направлении вращения.
Таким образом сопровождающие средства могут обеспечивать стабильность и поддержку проволоки до или во время операции ее деформирования и могут далее обеспечивать поддержку и стабильность свободного конца проволоки в том случае, если операция является операцией резания, после того как заготовка будет отрезана, так же как далее поддержку и стабильность отрезанной заготовки до транспортного агрегата.
Технический результат достигается посредством создания системы для выполнения по меньшей мере одной операции деформирования по меньшей мере части по меньшей мере одной проволоки в производственной машине для формоизменения проволоки, содержащей по меньшей мере два вращающихся в противоположных направлениях синхронизированных блока, каждый из которых содержит по меньшей мере одно операционное средство для выполнения этой операции, при этом система снабжена по меньшей мере двумя взаимодействующими с проволокой сопровождающими средствами для временного захвата проволоки с началом захвата по меньшей мере перед или во время по меньшей мере одной операции деформирования, по меньшей мере одно из сопровождающих средств выполнено вращающимся с осью вращения, параллельной первому блоку, а по меньшей мере одно второе сопровождающее средство выполнено вращающимся с осью вращения, параллельной второму блоку, при этом сопровождающие средства выполнены с возможностью вращения, синхронизированного с вращением по меньшей мере одного блока, постепенного сжатия в первой фазе захвата проволоки и постепенного расхождения и следования во второй фазе ее захвата.
Новые и отличительные особенности системы позволяют добиться того, что сопровождающие средства при их взаимодействии с проволокой обеспечивают стабильность и поддержку проволоки в процессе работы. Кроме того, сопровождающие средства обеспечивают перемещение заготовок из положения, в котором они отделяются от проволоки, и на всем расстоянии до надежного захвата транспортным агрегатом. С помощью этих особенностей достигается как улучшенное, так и более однородное качество, а также возможность изготавливать заготовки значительно меньшей длины.
Каждое сопровождающее средство выполнено с поверхностью захвата, имеющей углубление для захвата проволоки.
Углубление выполнено таким образом, что оно частично охватывает проволоку с тем, чтобы обеспечить надежный захват и центрирующее воздействие на проволоку.
Сопровождающие средства выполнены со съемным элементом, а поверхность захвата расположена на упомянутом съемном элементе. Каждое следящее средство может содержать съемный элемент, содержащий поверхность захвата. Поверхность захвата подвержена износу из-за взаимодействия с проволокой, причем удобно заменять только изношенную часть.
В одном варианте осуществления сопровождающие средства содержат несколько стержней, которые установлены в блоки.
За счет установки стержней в блоки обеспечивается синхронизация перемещения стержней и блоков. Благодаря использованию стержней обеспечивается низкая масса сопровождающих средств, что способствует уменьшению центростремительных сил при больших скоростях вращения.
Стержни в предпочтительном варианте осуществления выполнены с возможностью упругого отжатия в направлении от оси вращения посредством пружинного элемента, а также с возможностью контролируемых кулачком и упомянутым пружинным элементом выдвижения и отведения во время вращения для обеспечения схождения стержней с проволокой и отхода от нее.
Таким образом стержни могут высвобождаться путем деформирования пружинных элементом в том случае, когда что-то неожиданное окажется захвачено между двумя взаимодействующими стержнями. Кулачок обеспечивает контроль отжатия и прижатия стержней к пружинным элементам.
В другом варианте осуществления каждый стержень установлен с возможностью перемещения во время вращения внутрь и наружу относительно оси вращения с помощью направляющей.
Технический результат достигается также посредством создания машины для производства гвоздей, которая содержит систему для выполнения по меньшей мере одной операции деформирования по меньшей мере части по меньшей мере одной проволоки по любому из п.п.7-17.
Далее изобретение описано со ссылкой на чертежи, на которых показаны примеры вариантов осуществления изобретения.
На фиг.1 изображен вид сбоку системы согласно изобретению;
на фиг.2a-d схематически изображено функционирование системы с одним комплектом взаимодействующих следящих средств;
на фиг.3а-d схематически изображено функционирование другой системы с одним комплектом взаимодействующих сопровождающих средств;
на фиг.4a-d схематически изображено функционирование системы с двумя комплектами взаимодействующих сопровождающих средств;
на фиг.5а-с схематически изображено функционирование системы с четырьмя комплектами взаимодействующих сопровождающих средств;
на фиг.6 изображен вид в разрезе по линии А-А с фиг.1;
на фиг.7 изображен поясняющий вид сбоку кулачка с указанием положения двух сопровождающих средств и операционного средства;
на фиг.8-10 показано изображение функционирования системы в альтернативных вариантах осуществления.
На фиг.1 изображена проволока 1, перемещаемая в направлении, обозначенном стрелкой Т, к транспортному агрегату 22, который может содержать несколько роликов 24. Проволоку режут на заготовки, которые перемещают в транспортный агрегат. Заготовки могут быть, например, подвергнуты дальнейшей переработке в гвозди, костыли, винты и т.п. Проволоку режут средствами, размещенными на двух вращающихся блоках 2 и 4, которые вращаются в направлениях, обозначенных стрелками R1 и R2. Блок 2 включает несколько операционных средств 6 и сопровождающие средства 8.1 и 8.2. Блок 4 включает несколько операционных средств 7 и сопровождающих средств 10.1 и 10.2. Сопровождающие средства предпочтительно могут быть интегрированы в блоки, но могут также быть помещены отдельно и синхронизированы с блоками. Вращение двух блоков 2 и 4 синхронизируется. Операционные средства 6 и 7 взаимодействуют таким образом, чтобы, например, осуществлять резку проволоки 1, обеспечивая острый конец гвоздя с одной стороны и плоский конец с другой стороны. Вместо резания операция может представлять собой деформирование любого типа и/или холодную формовку. Сопровождающие средства 8.1 и 10.1, так же как 8.2 и 10.2, взаимодействуют для захвата проволоки для того, чтобы по меньшей мере обеспечивать поддержку и стабильность проволоки перед срабатыванием операционных средств 6 и 7 и во время их срабатывания. Сопровождающие средства могут также использоваться для того, чтобы обеспечивать транспортировку проволоки к транспортному агрегату 22.
На фиг.2a-d показаны вращающиеся блоки 2 и 4, снабженные операционными средствами 6 и 7 и сопровождающими средствами 8 и 10. Блоки вращаются в направлениях, обозначенных стрелками R1 и R2. Проволока 1 перемещается в направлении, обозначенном стрелкой Т. На фиг.2а изображено положение перед захватом проволоки 1. Сопровождающие средства, показанные на этой фигуре, при максимальном расхождении обеспечивают захват проволоки 1 как можно раньше. Захват может быть выполнен перед операцией, выполняемой операционными средствами 6 и 7, или во время нее. На фиг.2b изображено положение, в котором сопровождающие средства 8 и 10 обеспечивают захват проволоки 1 и сходятся согласно уменьшению диаметра, необходимого в этом положении, по сравнению с положением, показанным на фиг.2а. Посредством захвата сопровождающие средства обеспечивают стабильность и поддержку проволоки, что способствует улучшению качества и точности выполнения операции на проволоке. На фиг.2с показано положение, в котором проволока отрезается и образуется заготовка 26. Свободный конец проволоки поддерживается сопровождающими средствами 8 и 10 и после выполнения операции, как показано на фиг.2d. В первой фазе захвата, как показано на фиг.2а и 2b, сопровождающие средства 8 и 10 сходятся на проволоке 1 или друг с другом, а затем во второй фазе, как показано на фиг.2с и 2d, они расходятся, так что сопровождающие средства могут сохранять взаимодействие с проволокой 1 во время вращения. Таким образом может поддерживаться выравнивание и центрирование проволоки 1, так что, например, случайные напряжения в проволоке по крайней мере частично ограничиваются, не допуская изгиба проволоки с отклонением от необходимой прямой формы.
На фиг.3а-d показаны вращающиеся блоки 2 и 4, снабженные операционными средствами 6 и 7 и сопровождающими средствами 8 и 10. Блоки вращаются в направлениях, обозначенных стрелками R1 и R2. Проволока 1 перемещается в направлении, обозначенном стрелкой Т. На фиг.3а изображено положение, в котором проволока 1 захватывается сопровождающими средствами 8 и 10. Захват, таким образом, осуществляется до выполнения операции операционными средствами 6 и 7. На фиг.3b изображено положение, в котором сопровождающие средства 8 и 10 обеспечивают захват проволоки 1 и сходятся согласно уменьшению диаметра, необходимому в этом положении, по сравнению с положением, показанным на фиг.3а. На фиг.3с проволока отрезается и образуется заготовка 26. Заготовка 26 поддерживается сопровождающими средствами 8 и 10 и после выполнения операции, как показано на фиг.3d. Таким образом проволока 1 может перемещаться к не показанному транспортному агрегату (см. фиг.1). На фиг.3d показано перемещение заготовки 26. Показано также, что сопровождающие средства 8 и 10 расходятся, сохраняя взаимодействие с заготовкой 26.
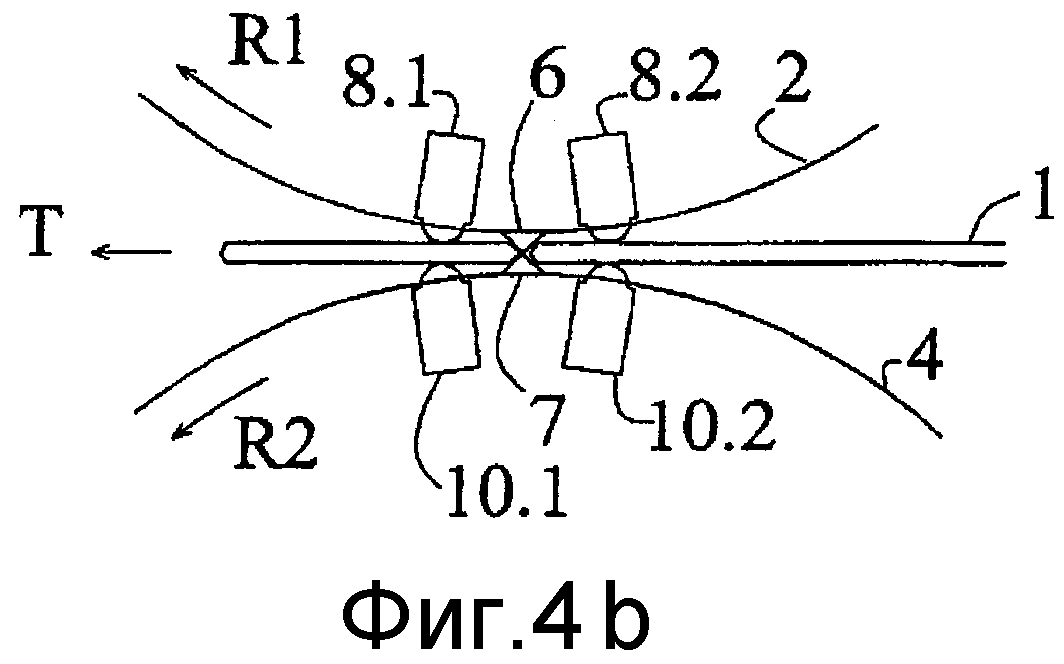
На фиг.4a-d показаны вращающиеся блоки 2 и 4, снабженные операционными средствами 6 и 7 и сопровождающими средствами 8.1, 8.2 и 10.1, 10.2. Блоки вращаются в направлениях, обозначенных стрелками R1 и R2. Проволока 1 перемещается в направлении, обозначенном стрелкой Т. На фиг.4а изображено положение, в котором проволока 1 захватывается посредством схождения сопровождающих средств 8.1 и 10.1. Захват, таким образом, осуществляется до и во время выполнения операции операционными средствами 6 и 7. На фиг.4b изображено положение, в котором сопровождающие средства 8.2 и 10.2 также обеспечивают захват проволоки 1. Обе группы сопровождающих средств 8.1 и 10.1, так же как 8.2 и 10.2, обеспечивают захват проволоки 1 во время срабатывания операционных средств 6 и 7. Таким образом обеспечивается поддержка и стабильность проволоки с обеих сторон от места выполнения операции, так что проволока 1 может размещаться и очень точно удерживаться относительно операционных средств 6 и 7. На фиг.4с показано положение, в котором проволока отрезается и образуется заготовка 26. Заготовка 26 поддерживается следящими средствами 8.1 и 10.1 и после выполнения операции, как показано на фиг.4d. Свободный конец проволоки 1 поддерживается сопровождающими средствами 8.2 и 10.2. На фиг.4d показано перемещение заготовки 26, а также расхождение сопровождающих средств 8 и 10, сохраняя взаимодействие с заготовкой 26. Также обеспечивается расхождение сопровождающих средств 8.2 и 10.2, сохраняя взаимодействие с проволокой.
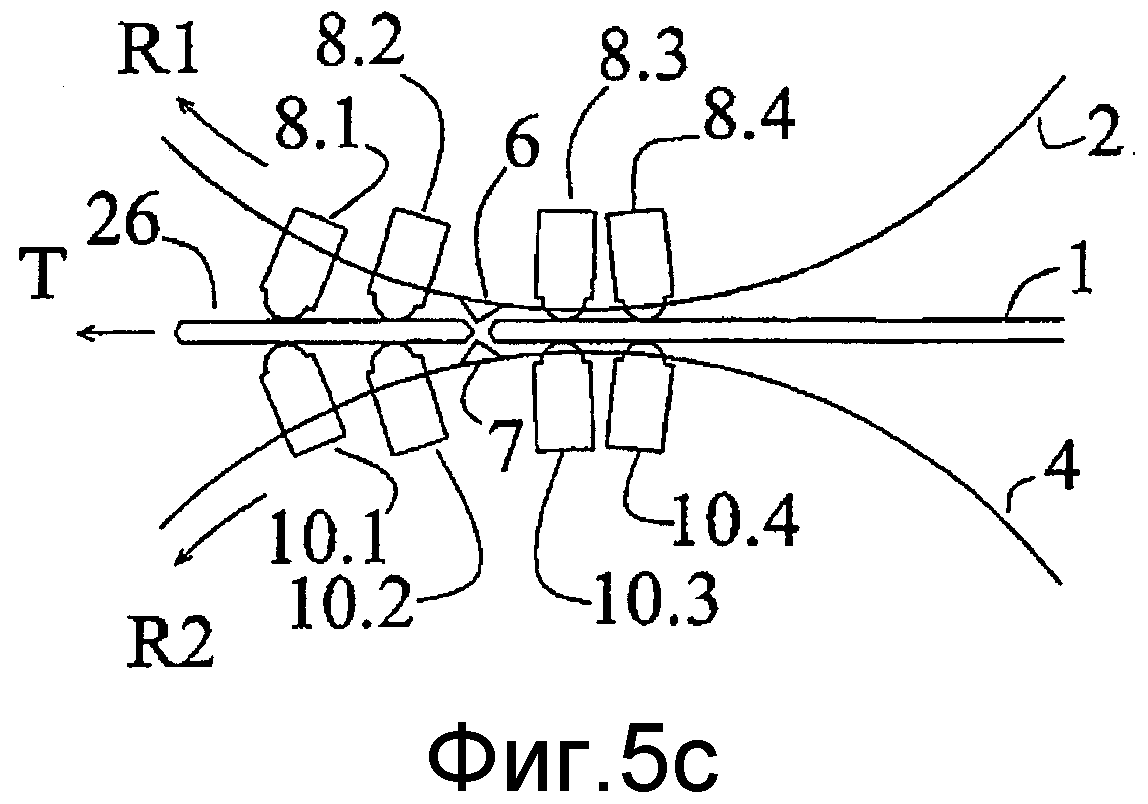
На фиг.5а-с показаны вращающиеся блоки 2 и 4, снабженные операционными средствами 6 и 7 и сопровождающими средствами 8.1, 8.2, 8.3, 8,4 и 10.1, 10.2, 10.3, 10.4. Блоки вращаются в направлениях, обозначенных стрелками R1 и R2. Проволока 1 перемещается в направлении, обозначенном стрелкой Т. На фиг.5а изображено положение, в котором проволока 1 захватывается посредством схождения сопровождающих средств 8.1, 8.2, 8.3 и 10.1, 10.2, 10.3. Захват, таким образом, осуществляется до и во время выполнения операции операционными средствами 6 и 7. На фиг.5b изображено положение, в котором сопровождающие средства действуют во время выполнения операции, в результате чего достигается улучшение стабильности, поддержки и точности. На фиг.5с показано положение, в котором проволока отрезается и образуется заготовка 26. Заготовка 26 поддерживается сопровождающими средствами 8.1, 8.2 и 10.1, 10.2 и после выполнения операции, как показано на фиг.5b. Свободный конец проволоки 1 поддерживается сопровождающими средствами 8.3, 8.4 и 10.3, 10.4. На фиг.5с показано перемещение заготовки 26, которое обеспечивается посредством сопровождающих средств 8.1 и 10.1, так же как 8.2 и 10.2, что обеспечивает очень стабильную и надежную транспортировку заготовки.
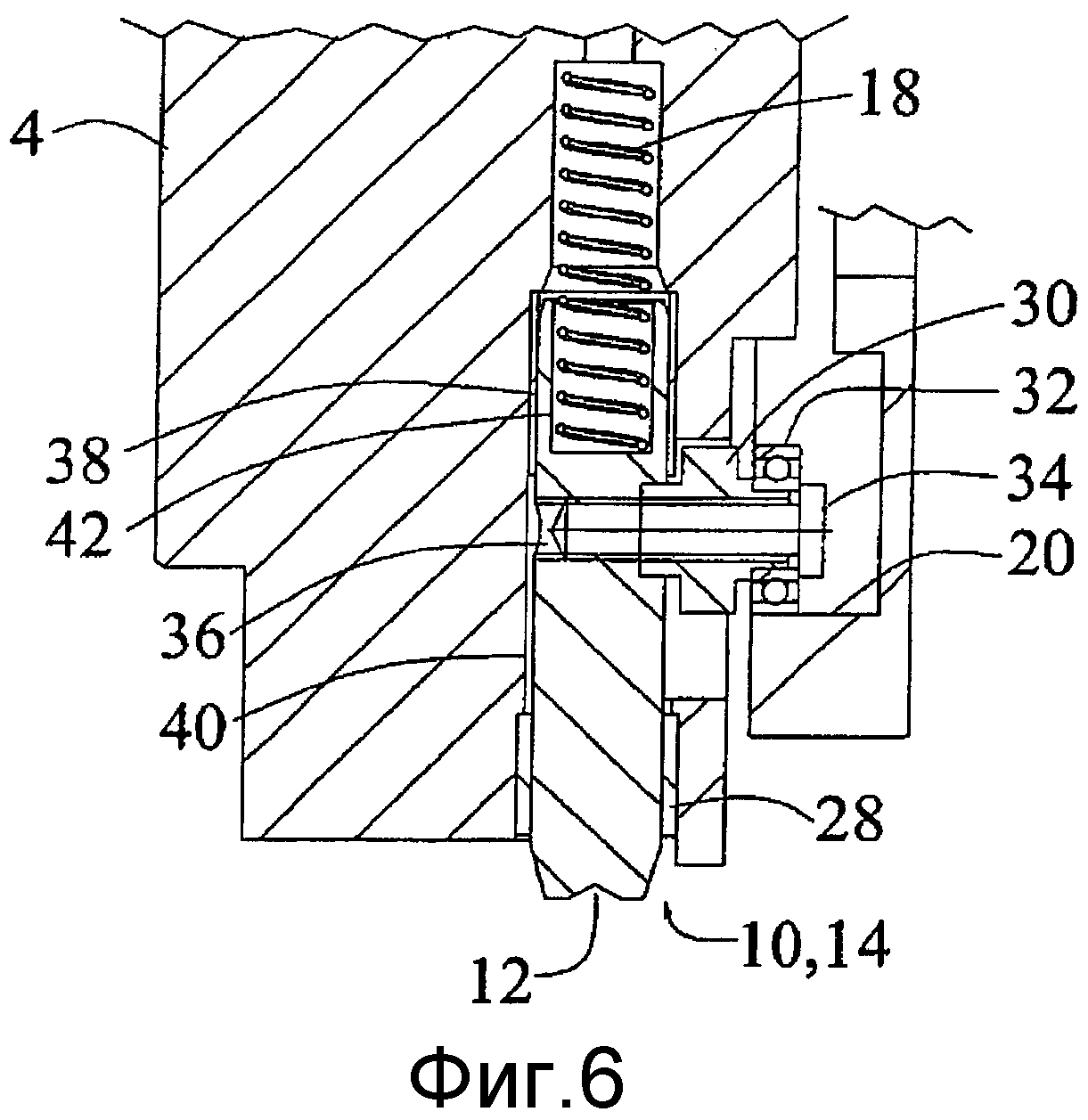
На фиг.6 показан блок 4, содержащий отверстие 40, в котором размещено сопровождающее средство 10, причем сопровождающее средство включает стержень 14. Конец стержня 14, имеющий поверхность захвата, снабжен пазом 12. Наконечник стержня 14 может быть съемным для облегчения смены изношенной части. Стержень 14 помещается в отверстии 40 и направляется двумя подшипниками скольжения 28 и 38. Стержень 14 имеет также отверстие 42, в котором размещен пружинный элемент 18. Пружинным элементом может служить, как показано, цилиндрическая пружина. Пружинный элемент 18 отжимает стержень 14 в направлении углубления 12. Для удержания стержня 14 на месте и совместного с пружинным элементом контроля выдвижения и отвода применяется не вращающийся кулачок 20, в котором колесико или шариковый подшипник соединен посредством втулки 30 и винта 34 со стержнем 14. Винт 34 вставлен через резьбовое отверстие 36 в стержень 14. Когда блок 4 поворачивается в то время, когда кулачок 20 остается неподвижным, шариковый подшипник 32 будет катиться по кулачку 20, к которому он прижимается пружинным элементом 18. За счет придания кулачку 20 подходящей геометрической формы осуществляется управление выдвижением и отводом стержня 14. Центростремительные силы, воздействующие на стержень 14 во время вращения, обеспечивают увеличение контакта между шариковым подшипником 32 и кулачком 20.
На фиг.7 показан кулачок 20, имеющий зону 44, в которой увеличивается диаметр. В целях разъяснения обозначены два сопровождающих средства 10.1 и 10.2 вместе с операционным средством 7. Два пружинных элемента 18 обеспечивают отжатие сопровождающих средств от центра вращения. Два шариковых подшипника 32 находятся в контакте с кулачком 20, включая зону 44. Когда шариковые подшипники 32 проходят зону 44, сопровождающие средства 10.1 и 10.2 во время прохождения сначала выдвигаются наружу, а затем отводятся внутрь.
Перемещение внутрь и наружу сопровождающих средств 8 и 10 может также контролироваться с помощью направляющей соответственно перемещению наружу и внутрь с помощью кулачка. Однако использование кулачка 20 и пружинного элемента 18 является предпочтительным, поскольку сопровождающие средства могут отходить внутрь из-за неполадок в пружинном элементе 18.
На фиг.8-10 показаны вращающиеся блоки 2 и 4, снабженные операционными средствами 6 и 7. Блоки вращаются в направлениях, обозначенных стрелками R1 и R2. Проволока 1 перемещается в направлении, обозначенном стрелкой Т.
В варианте осуществления, показанном на фиг.8, сопровождающие средства 8.1, 8.2 и 10.1, 10.2 являются упругими, изгибаемыми пальцами, выполненными, например, из резины, так что они сначала изгибаются для уменьшения эффективной длины и захвата проволоки во время вращения, а в ходе следующей фазы разгибаются для увеличения эффективной длины для следования за проволокой.
В варианте осуществления, показанном на фиг.9, сопровождающие средства 8.1, 8.2 и 10.1, 10.2 являются упругими, изгибаемыми блоками, выполненными, например, из резины, так что они сначала изгибаются для уменьшения эффективной длины и захвата проволоки во время вращения, а в ходе следующей фазы разгибаются для увеличения эффективной длины для следования за проволокой.
В варианте осуществления, показанном на фиг.10, сопровождающие средства 8 и 10 являются упругими кольцами, выполненными, например, из резины, причем кольца снабжены пазами 46, в которых размещены операционные средства 6 и 7. Кольца сначала деформируются для уменьшения эффективной длины и захвата проволоки во время вращения, а в ходе следующей фазы расширяются для увеличения эффективной длины для следования за проволокой.
Следует отметить, что может выполняться не только операция резания проволоки, но и последовательность различных операций, например формирование гвоздя, костыля и т.д. до отделения отдельных изделий. Кроме того, в ходе последовательности операций сопровождающие средства могут использоваться для стабильности, поддержки и/или транспортировки проволоки. Кроме того, возможна одновременная обработка более чем одной проволоки, например двух или трех параллельных проволок. На одном блоке могут быть размещены сопровождающие средства для более чем одной проволоки.
Реферат
Изобретение относится к обработке металлов давлением и может быть использовано при деформировании проволоки в производственной машине для формоизменения проволоки, например в машине для производства гвоздей. Машина содержит по меньшей мере два вращающихся в противоположных направлениях синхронизированных блока. Проволоку захватывают с помощью по меньшей мере двух взаимодействующих с ней сопровождающих средств. Захват начинают по меньшей мере перед или во время одной операции деформирования. Вращение сопровождающих средств синхронизируют с вращением по меньшей мере одного блока. При этом обеспечивают постепенное сжатие сопровождающих средств в первой фазе захвата проволоки и постепенное их расхождение и следование за проволокой во второй фазе захвата. По меньшей мере одно из сопровождающих средств выполнено вращающимся вокруг оси, параллельной первому блоку. По меньшей мере одно второе сопровождающее средство имеет возможность вращения вокруг оси, параллельной второму блоку. В результате обеспечивается повышение качества деформирования проволоки и расширение технологических возможностей способа деформирования. 3 н. и 15 з.п. ф-лы, 10 ил.

Комментарии