Устройство для навивки пружин преимущественно с малым индексом - RU2010652C1
Код документа: RU2010652C1
Чертежи

Описание
Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления пружин, которое обеспечивает навивку пружин с малым индексом.
Известно приспособление к токарно-винторезным станкам для навивки пружин с переменным шагом, содержащую устанавливаемую на суппорте станка продольно-подвижную относительно его каретку, несущую державку для подачи проволоки и соединенную с суппортом посредством фрикциона с электромагнитным приводом, управляемым от помещенного на суппорте путевого выключателя и упоров на станине станка, при этом каретка снабжена тормозным устройством, которое выполнено в виде связанной с кареткой длинной тяги, проходящей через подпружиненный регулируемый прижим, установленный в задней части станины станка.
Недостатками известного технического решения являются сложность конструкции и недостаточная производительность.
Известно также устройство для навивки пружин, содержащее направляющую втулку для проволоки, состоящую из двух половин, каждая из которых имеет формующие пазы для размещения предварительно навитого конца проволоки и приводной механизм формообразования пружины.
Недостатками этого устройства является сложность конструкции и низкая производительность.
Наиболее близким по своей технической сущности является принимаемое за прототип устройство для навивки цилиндрических пружин с переменным шагом, содержащее смонтированные на станине направляющие и размещенную на них каретку для подачи проволоки в зону формирования пружины, узел формирования пружины с приводной оправкой и шагозадающий механизм, имеющий привод с системой управления, при этом шагозадающий механизм размещен на каретке и имеет корпус с каналом, крышку корпуса с отверстием и с установленной в этом отверстии с возможностью поворота вокруг своей оси фильерой, а также П-образный ползун, расположенный в канале корпуса с возможностью возвратно-поступательного перемещения посредством привода. Внутри ползуна размещены верхний и нижний обжимные вкладыши, причем нижний вкладыш имеет опорный выступ для последнего витка пружины и контактирует с крышкой, а привод шагозадающего механизма выполнен в виде пневмоцилиндра, на штоке которого установлен винт регулировки шага навиваемой пружины, а система управления приводом включает размещенные на станине по ходу перемещения каретки концевые переключатели.
Недостатками этого устройства является сложность и несовершенство его конструкции, приводящие к снижению качества навиваемых пружин, к тому же невозможность одновременного использования проволоки двух различных плавок или поставок, так как, обладая различными механическими свойствами, даже незначительно отличающимися друг от друга, возможно очень значительное расхождение размеров пружины по длине.
Целью изобретения является упрощение кинематики управляющего элемента шагозадающего механизма, расширение технологических возможностей автомата, повышение качества навиваемых пружин, устранения передачи момента кручения проволоки в бунт и съем навиваемой пружины с оправки.
Это достигается тем, что в автомате для навивки пружин с малым индексом, содержащем смонтированные на станине направляющие и размещенную на них каретку для подачи проволоки в зону формирования пружины, узел формирования пружины с приводной оправкой и шагозадающий механизм.
Привод шагозадающего механизма выполнен в виде силового цилиндра с поршнем, размещенным между двумя винтами регулировки шага пружины, поршень выполнен с пазом для предотвращения проворота его вокруг оси, а также для размещения в нем управляющего элемента шагозадающего поводка, кроме того, автомат снабжен вращающейся осью, вокруг которой навиваемая проволока образует петлю, состоящую по крайней мере из одного витка и силовым механизмом съема навивки пружины с оправки.
В предлагаемой конструкции автомата силовой привод шагозадающего устройства в виде силового цилиндра с поршнем, размещенным между двумя винтами регулировки шага пружины, поршень выполнен с пазом для предотвращения проворота вокруг оси, а также для размещения в нем управляющего элемента шагозадающего поводка.
Автомат снабжен вращающейся осью, вокруг которой навиваемая проволока образует петлю, а силовой механизм съема снабжен навитой пружины с оправки.
Благодаря наличию новых существенных признаков автомата упрощается его конструкция, расширяются технологические возможности и повышается качество навиваемых пружин.
Новые существенные признаки предложенного устройства не присущи другим известным техническим решениям.
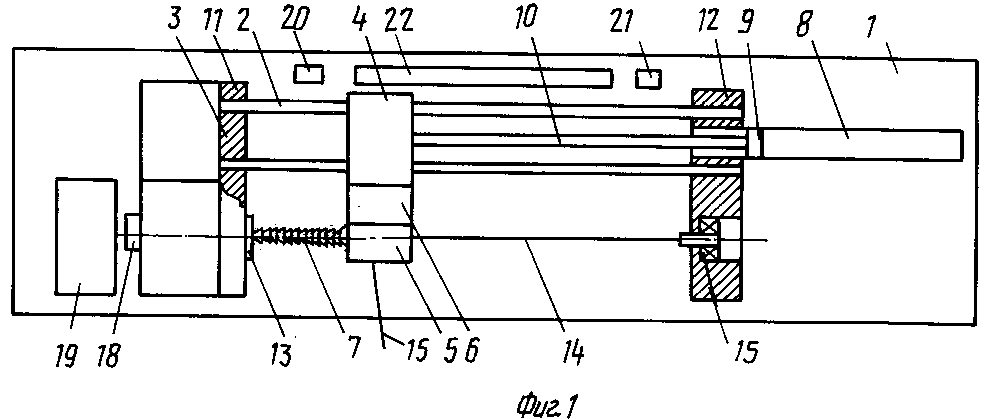
На фиг. 1 изображен автомат, вид сверху; на фиг. 2 - шагозадающее устройство, разрез в горизонтальной плоскости.
Устройство для навивки пружин, преимущественно с малым индексом (фиг. 1) содержит станину 1, на которой размещены направляющие 2 и 3, на которых установлена каретка 4 с шагозадающим механизмом 5, снабженным силовым цилиндром 6. Шагозадающий механизм 4 служит для формирования шага и диаметра пружины 7 при ее навивке. Перемещение каретки 4 в исходное положение осуществляется силовым цилиндром 8, имеющим поршень 9 со штоком 10.
Направляющие 2 и 3 закреплены одним своим концом в шпиндельном узле 11, а другим концом - в задней бабке 12, закрепленными на станине 1. В шпиндельном узле 11 размещен также шкив, приводимый во вращение от электродвигателя при помощи клиноременной передачи (не показано) с установленным в нем цанговым патроном 13 и пневмоцилиндром зажиме цанги (не показано). На оправке 14, один конец которой проходит через цанговый патрон 13, а другой крепится в подшипнике 15 задней бабки 12, навивается пружина 7 из проволоки 16, выдаваемой из бунта (не показан) через вращающуюся ось 17, вокруг которой проволока образует по крайней мере один виток.
На станине 1 установлены концевые выключатели 20 и 21, своим расположением на станине они определяют длину навитой пружины 7. Между концевыми выключателями 20 и 21 размещен блок путевых датчиков 22, служащий для изменения шага пружины 7 в процессе навивки с большего на меньший на определенном участке. На станине 1 установлен пульт управления (не показан). Шагозадающий механизм 5 содержит (фиг. 2) корпус 23, в котором расположен шагозадающий поворотный поводок 24, на одном конце которого установлена фильера 25 для подачи проволоки 16 в зону навивки, а другой конец поводка 24 снабжен роликом 26, который размещен в пазу поршня 27 шагозадающего механизма 5. Поршень 27 совершает возвратно-поступательное движение в корпусе 28 силового цилиндра 6, поворачивая поводок 24 по часовой или против часовой стрелки. Ось поршня 27 размещена параллельно оси приводной оправки 14. В пазу поводка 24 установлена сменная опорная пластина 29, одна из граней которой контактирует с первоначально формируемым витком навиваемой пружины 7. В корпусе 23 шагозадающего механизма 5 также размещены прижим 30 и упор 31, на который опирается навиваемая пружина 7 в процессе навивки.
Корпус 23 шагозадающего механизма 5 с силовым цилиндром 6 размещен на общей каретке 4, перемещающейся по направляющим 2 и 3.
Силовой цилиндр 6 снабжен левой 32 и правой 33 крышками. В левой крышке 32 установлен левый упорный винт 34 для регулировки максимального шага с контргайкой 35 установлен первый упорный винт 36 для регулировки величины минимального шага с контргайкой 37, служащей для фиксации винта 36.
Устройство для навивки пружин преимущественно с малым индексом работает следующим образом.
С пневмоцилиндра 6, закрепленного на каретке 4, снимается шагозадающий механизм 5. Далее снимается размещенный в этом механизме 5 прижим 30. После этого из бунта (не показан) вытягивают проволоку 16, обматывают ее вокруг оси 17, в результате чего вокруг оси 17 должен образоваться по крайней мере один виток. Затем проволоку пропускают через фильеру 25. Из пропущенного через фильеру 25 конца проволоки 16 навивают на ручном приспособлении пружину 7 необходимой длины с таким расчетом, чтобы обеспечивался ее надежный в цанговом патроне 13 с внутренним диаметром, равным диаметру оправки 14.
Навитый участок пружины укладывают в паз упора 31, устанавливают прижим 30, шагозадающий механизм 5 устанавливают на пневмоцилиндр 6 и закрепляют.
Каретку 4 устанавливают в крайнее левое положение. Один конец оправки 14 пропускают через шагозадающее устройство 5 и размещенный в нем участок пружины 7, второй конец оправки 14 укрепляют в подшипнике 15.
После подготовки устройства к работе необходимо произвести его наладку, которая осуществляется следующим образом.
Навиваемая пружина 7 и оправка 14 надежно зажимаются цанговым патроном 13, установленным в шпиндельном узле 11. Включается электродвигатель (не показан), передающий вращение через клиноременную передачу на шкив шпинделя. В шпиндельном узле 11 вращение передается на цанговый патрон 13 с зажатой в нем пружиной 7 и оправкой 14.
Оправка 14, вращаясь, навивает на себя проволоку 16, проходящую через фильеру 25. При вращении пружины 7 и оправки 14 в шагозадающем механизме 5 при помощи прижима 30, упора 31, поводка 24 с опорной пластиной 28, а также пневмоцилиндра 6 с корпусом 28 и поршнем 27 происходит формообразование пружины 7 из проволоки 16. Так как пружина 7 и оправка 14 вращаются, а шагозадающий механизм 5 жестко связан с кареткой 4, то каретка 4 получает поступательное перемещение вправо по направляющим 2 и 3, т. е. перемещение каретки 4 осуществляется с помощью вращающейся оправки 14 при навивании пружины 7. Между концевыми выключателями 20 и 21 размещен блок путевых датчиков 21, дающих сигнал на изменение шага пружины 7 на определенном ее участке. При подходе каретки 4 до концевого выключателя 21 подается сигнал на разжатие цангового патрона 13, при этом передача вращающего момента на оправку 14 прекращается. Прекращается навивка проволоки 16 на оправку 14, каретка 4 останавливается. После остановки каретки 4 в крайнем правом положении подается сигнал на силовой цилиндр 8, который штоком 10 возвращает каретку 4 в крайнее левое положение. Каретка 4, дойдя до концевого выключателя 20, останавливается, подается команда на отрубку пружины. Навитая пружина 6 отрубается отсекателем 18 и сбрасывается в бункер 19. После отрубки снятой с оправки 14 пружины 7 подается команда на зажатие цангового зажима 13. Пружина 7 и оправка 14 зажимаются цангой цангового зажима 13. Цикл повторяется.
Навиваются три-четыре пружины, изменяется максимальный шаг. Шаг пружины должен соответствовать заданной чертежной величине. При несоответствии шага пружины производят его корректировку до чертежного размера.
Изменение шага пружины осуществляется шагозадающим механизмом следующим образом.
При перемещении поршня 27 влево установленный на конце поводка 24 ролик 26, размещенный в его пазу, поворачивает поводок против часовой стрелки. Поворачиваясь против часовой стрелки, поводок 24 производит изменение угла подъема винтовой линии пружины 7 с меньшего на больший. Пружина навивается с максимальным шагом. При перемещении поршня 27 вправо поводок 24 поворачивается по часовой стрелке. Угол подъема винтовой линии пружины 7 изменяется с большего на меньший. Пружина 7 навивается с минимальным шагом. Для регулировки максимального шага пружины силовой цилиндр снабжен левым упорным винтом 34 с контргайкой 35, а минимального шага - правым упорным винтом 36 с контргайкой 37. При установке (по ходу каретки 4) нескольких путевых датчиков 22, подающих сигнал для изменения шага пружины 7, может производиться волновая навивка пружин. При отключении путевых датчиков 22 может производиться навивка пружин только с постоянно заданным шагом. Концевыми выключателями 20 и 21 производится регулировка длины навиваемой пружины. После регулировки чертежной длины пружины 7 производится корректировка положения отсекателей таким образом, чтобы по концам навитой пружины после ее отрубки было по 2. . . 4 уплотненных витка. После наладки устройство переключается на автоматический режим работы. При этом каретка 4 находится в крайнем левом положении, т. е. в тот момент, когда конечный выключатель 20 выдает сигнал об исходном состоянии автомата. При этом после нажатия кнопки "Пуск" на пульте управления (не показан) происходит зажатие пружины 7 с оправкой 14 цанговом патроне 13. Включается одновременно приводной электродвигатель, вращающий шкив (не показан), начинает вращаться пружина 7 и оправка 14 в шагозадающем механизме 5, и проволока 16 навивается на оправку 14. Прижим 30, упор 31, поводок 24 с фильерой 25 и опорной пластиной 28, а также силовой цилиндр 6 с поршнем 27 формируют пружину 7. Шагозадающий механизм 5 вместе с кареткой 4 при навивке пружины 7 перемещается вправо.
Навивка пружины 7 осуществляется до тех пор, пока каретка 4 не отключит конечный выключатель 21. Затем подается сигнал на разжатие цанг, освобождается пружина 7 и оправка 14 от зажатия, навивка пружины прекращается, каретка 4 останавливается.
Подается сигнал на силовой цилиндр 8, который возвращает каретку 4 на упор в крайнее левое положение.
При достижении кареткой упора концевой выключатель 20 выдает команду на включение отсекателя 18, который отрубает пружину 7 заданного размера и последняя сбрасывается в бункер 19.
Подается команда на зажатие пружины 7 и оправки 14 в цанговом патроне 13.
Далее цикл повторяется. (56) Авторское свидетельство СССР N 1650310, кл. В 21 J 3/06, 1983.
Реферат
Использование: для изготовления пружин с малым индексом. Сущность изобретения: устройство содержит станину с размещенными на ней направляющими, на которых установлена каретка с шагозадающим механизмом, имеющим силовой цилиндр. Шагозадающий механизм выполнен в виде корпуса, в котором расположен поводок с управляющим элементом, и имеет привод с поршнем и двумя винтами для регулировки шага пружины. При этом поршень расположен между упомянутыми винтами с возможностью периодического взаимодействия с ними и имеет паз для размещения управляющего элемента. Устройство содержит вращающуюся ось, вокруг которой навиваемая проволока образует петлю, состоящую по крайней мере из одного витка. 1 з. п. ф-лы, 2 ил.
Комментарии