Изобретение относится к обработке давлением полых заготовок, в час ности к устройствам для обработки
давлением автомобильных мостов. Известно приспособление для изго товления корпусов задних мостов сог
ласно DE-P5 414592, в котором на первой стадии формообразования в пр дольные шлицы нагретой трубы вводят
ся щеки, и под давлением на контур шлица производится расширение шлица
. На второй стадии формообразования заготовка между внешними шаблонами , соо -ветствующими внешнему кон
туру заготовки, и двумя соотв,етству щими его внутреннему контуру внутреннеми
шаблонами выдавливается кли ном в круглую форму с выступающими во внутрь профильными ребрами.
Недостаток этого приспособления состоит в том/ что поверхности трения
между клином и внутренними шаблонами не защищены от загрязнений, в особенности от окалины, из-за
чего они подвергаются быстрому изно су,, а из-за большого удельного давления
и воздействия тепла требуется большое количество смазки особого сорта, которая загрязняет заготовку
и рабочее место, и,испаряясь, оказывает вредное влияние на здоровье рабочих. Необходимый нагрев вызывает
слишком высокий расход энергии, а большая поверхность заготовки своим теплоизлучением обременительно
действует на рабочих. Таким образом , устройство не применимо в ав
томатизированном серийном производстве . Кроме того, радиусы перехода меж
ду исходным профилем и выгибом формируются свободно, из-за чего возникают неточности, которые особенно
при асимметричном расположении выгиба в направлении продольной оси
из-за близости опоры рессоры осложняют обеспечение необходимого качества
, причем вследствие разности толщины стенок исходного профиля возникает асимметрия выгиба.
Известны также устройства, работающие по принципу взрывного формообразования , применять которые,
однако,не представляется возможным повсюду и во всех случаях. Цель изобретения - обеспечение
рационального изготовления корпусов автомобильных мостов, снижение
затрат на производство-, а также на техническое обслуживание, экономия
инструмента и улучшение условий труда. Поставленная цель достигается тем,
что в устройстве для изготовления автомобильных мостов с выгибом для
размещения редуктора из пустотелого профиля, имеющего сквозные отверстия
в местах выгиба, содержащем разжимные фасонные щеки, установленные
с.возможностью перемещения перпендикулярно продольной оси профиля, эти щеки выполнены в виде клещей,
губки которых на первой стадии формообразования выполнены с поверхностью
прилегания, соответствующей контуру отверстия в местах выгиба, а губки
на второй стадии - с поверхностью, соответствующей внутреннему контуру
профиля, и с опорными поверхностями, распрложенными перпендикулярно поверхностям
прилегания, при этом устройство снабжено тяговыми головками с шарнирными пальцами, посредством
которых опорные поверхности связаны с тяговой головкЬй в многосрезное
соединение, и гидравлическими цилиндрами , каждый из которых шарнирно
установлен Между соответствующей губкой клещей и тяговой головкой. Устройство снабжено также суппор
том с направляющей, размещеннь&л в ней корпусом со смонтированными в
нем внутренними и наружными опорными роликами, парой несущих рычагов
и гидравлическим цилиндром с регулируемым упором на крышке, а также внутренним и наружным неподвижными
упорами и направляющей длр тяговой головки, при этом сменные губки клещей и тяговая головка с направлянвдей
установлены в корпусе,внутрен ний неподвижный упор размещен между направляющей суппорта и корпусом,
а наружный - между направлякядей суп порта и тяговой головкой. Устройство снабжено также размещенными
на каждой стадии формообразования осевым предварительным упором, двумя устройствами поперечного
центрирования заготовки, дв мя фиксирующими устройствами с фиксирующими пальцами и шарнирно связанным
с ним гидравлическим цилиндром , в свою очередь связанным с хо довым клапаном/ имеющим три положения
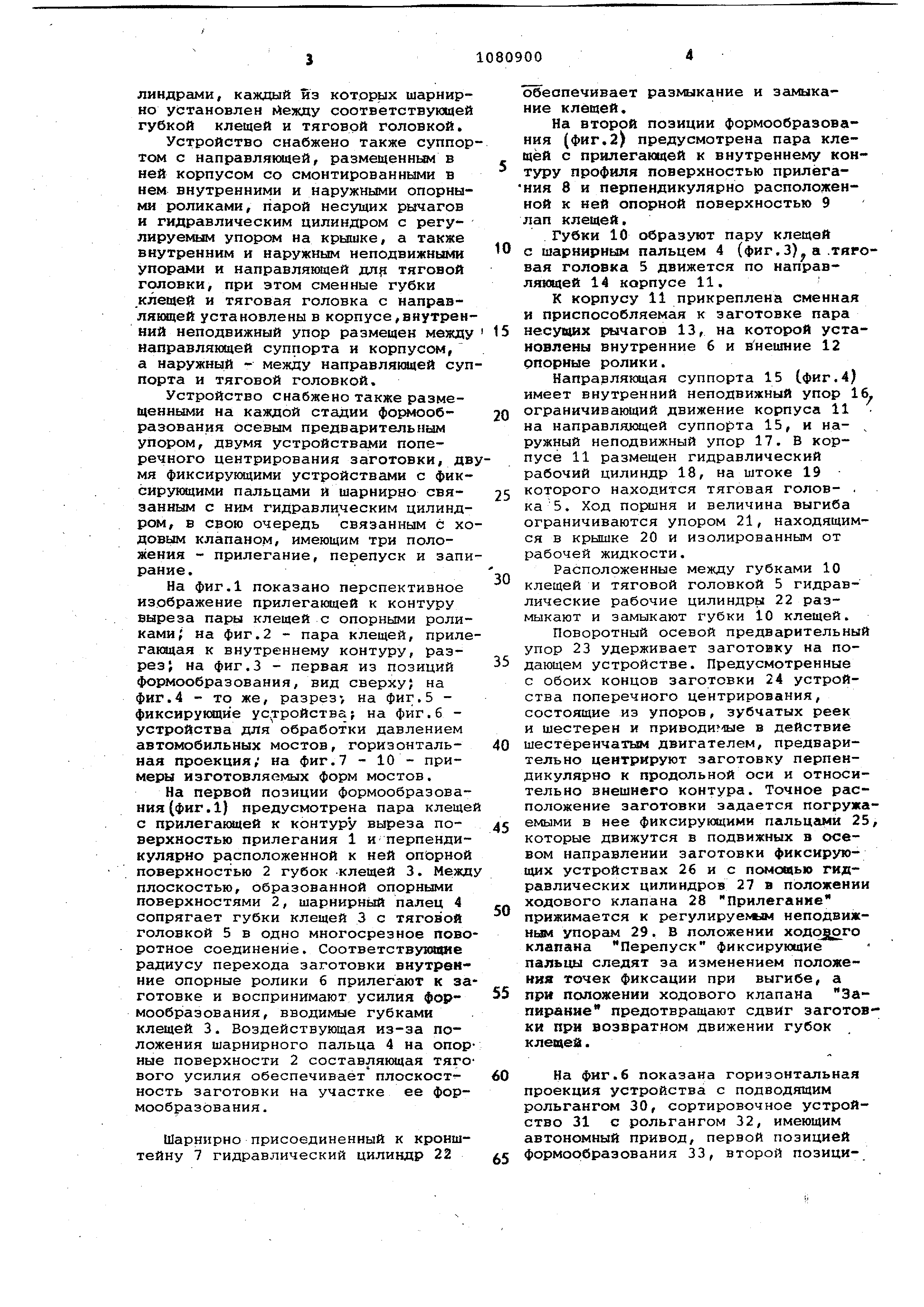
- прилегание, перепуск и запи рание. На фиг.1 показано перспективное
изображение прилегающей к контуру выреза пары клещей с опорными роликами; на фиг.2 - пара клещей, приле
гаклцая к внутреннему контуру, разрез; на фиг.З - первая из позиций формообразования, вид сверху; на
фиг.4 - то же, разрез-, на фиг. 5 фиксирукадие устройства; на фиг. 6 устройства для обработки давлением
автомобильных мостов, горизонтальная проекция; на фиг.7 - 10 - примеры изготовляемых форм мостов.
На первой позиции формообразования (фиг. 1) предусмотрена пара клеще
с прилегающей к контуру выреза поверхностью прилегания 1 и перпендикулярно расположенной к ней опорной
поверхностью 2 губок клещей 3. Межд плоскостью, образованной опорными поверхностями 2, шарнирный палец 4
сопрягает губки клещей 3 с тяговой головкой 5 в одно многосрезное пово
ротное соединение. Соответствуиядие радиусу перехода заготовки внутренние
опорные ролики 6 прилегают к за готовке и воспринимают усилия формообразования , вводимые губками
клещей 3. Воздействующая из-за положения шарнирного пальца 4 на опор ные поверхности 2 составляющая тяго
вого усилия обеспечивает плоскост ность заготовки на участке ее формообразования .
Шарнирно присоединенный к кронштейну 7 гидравлический цилиндр 22 обеспечивает размыкание и замыкание клещей. На второй позиции формообразования
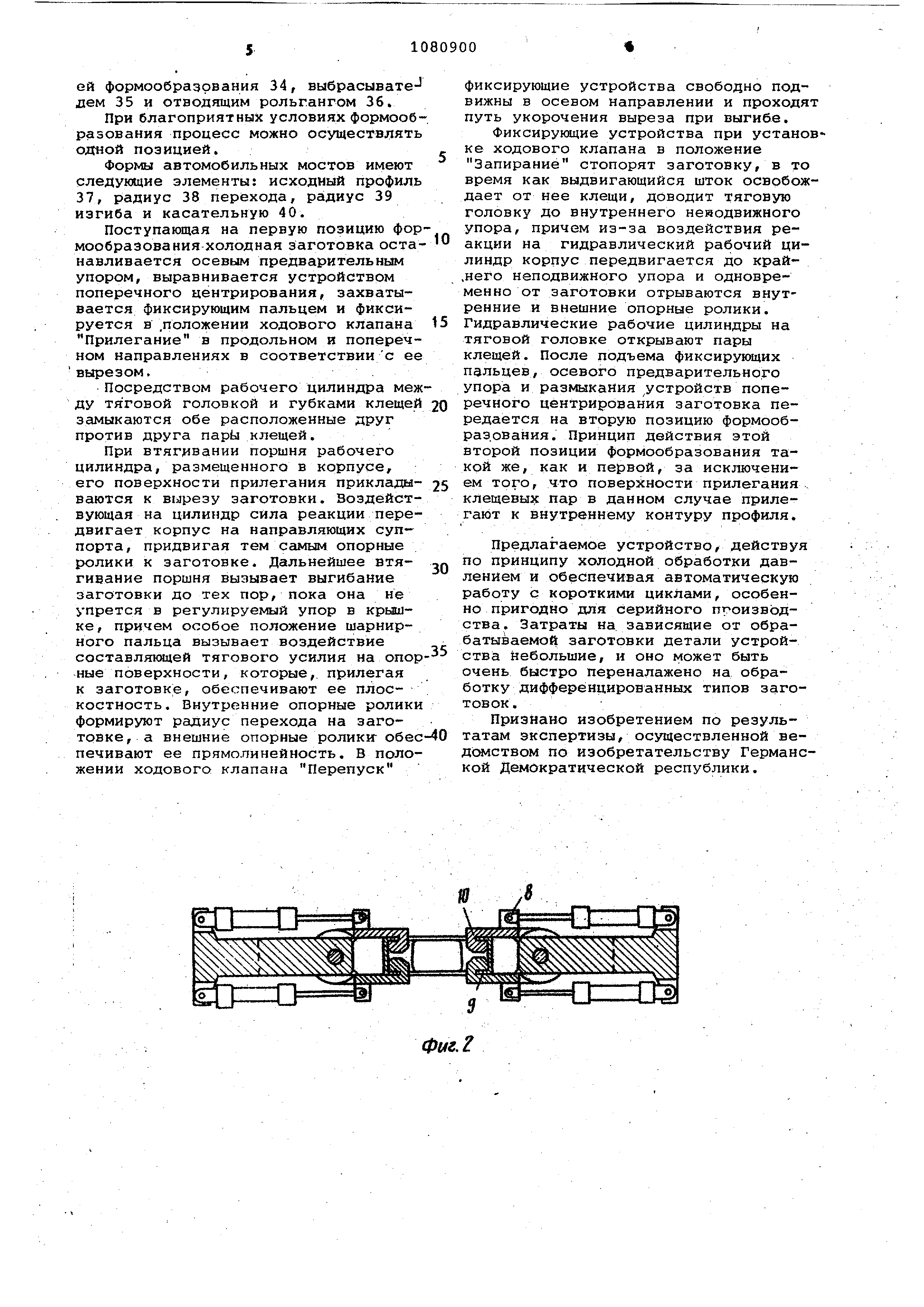
(фиг.2) предусмотрена пара клещей с прилегающей к внутреннему контуру профиля поверхностью прилёгания
8 и перпендикулярно расположенной к ней опорной поверхностью 9 лап клещей.
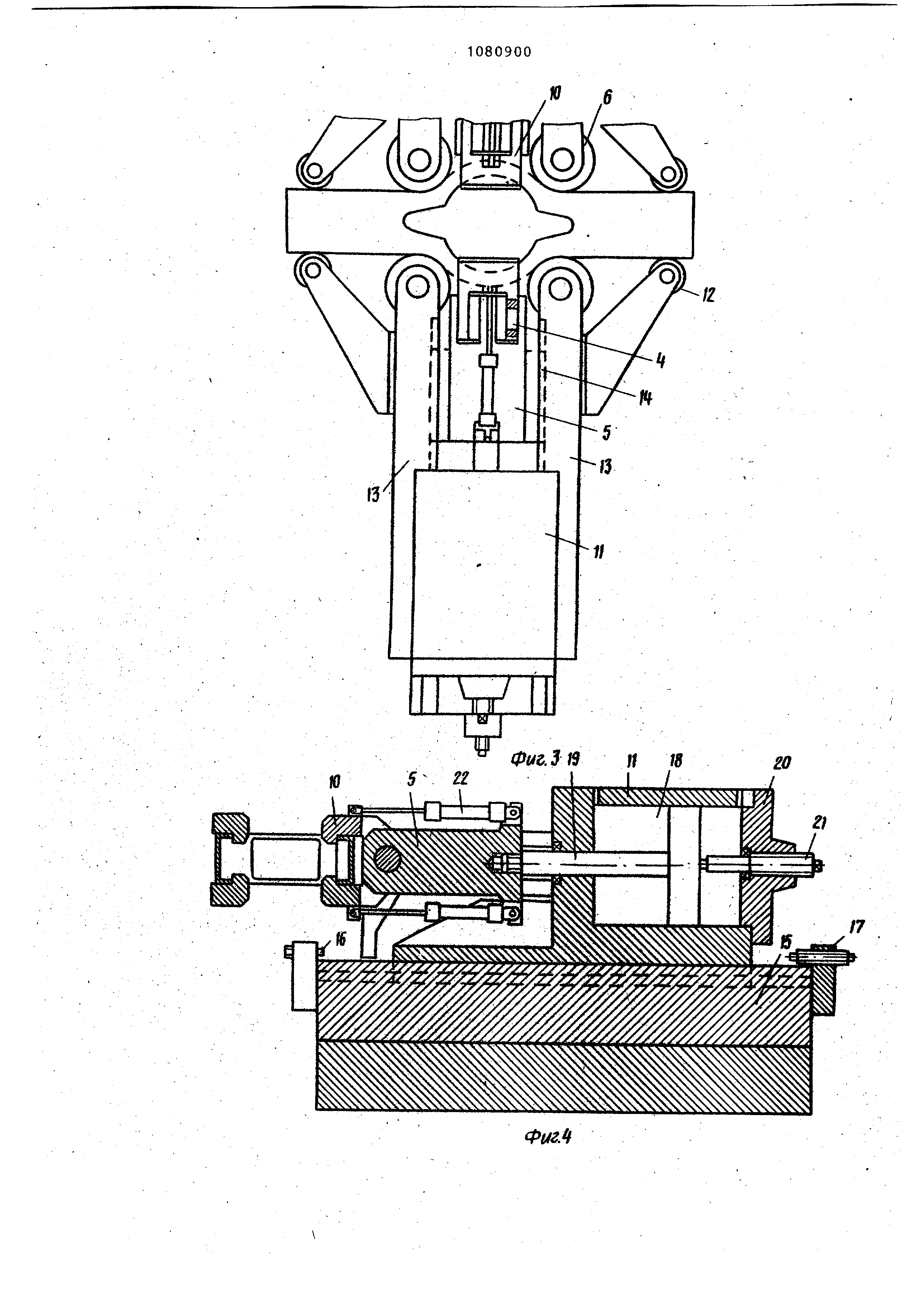
Губки 10 образуют пару клещей с шарнирным пальцем 4 (фиг.3)а .тяговая головка 5 движется по направляющей
14 корпусе 11. К корпусу 11 прикреплена сменная и приспособляемая к заготовке пара
несущих рычагов 13, на которой установлены внутренние б и внешние 12 опорные ролики.
Направляющая суппорта 15 (фиг.4) имеет внутренний неподвижный упор 16.
ограничивающий движение корпуса 11 на направляющей суппорта 15, и на- ,
ружный неподвижный упор 17. В корпусе 11 размещен гидравлический рабочий цилиндр 18, на штоке 19
которого находится тяговая голов- . ка 5. Ход поршня и величина выгиба
ограничиваются упором 21, находящимся в крышке 20 и изолированным от рабочей жидкости.
Расположенные между губками 10 клещей и тяговой головкой 5 гидравлические
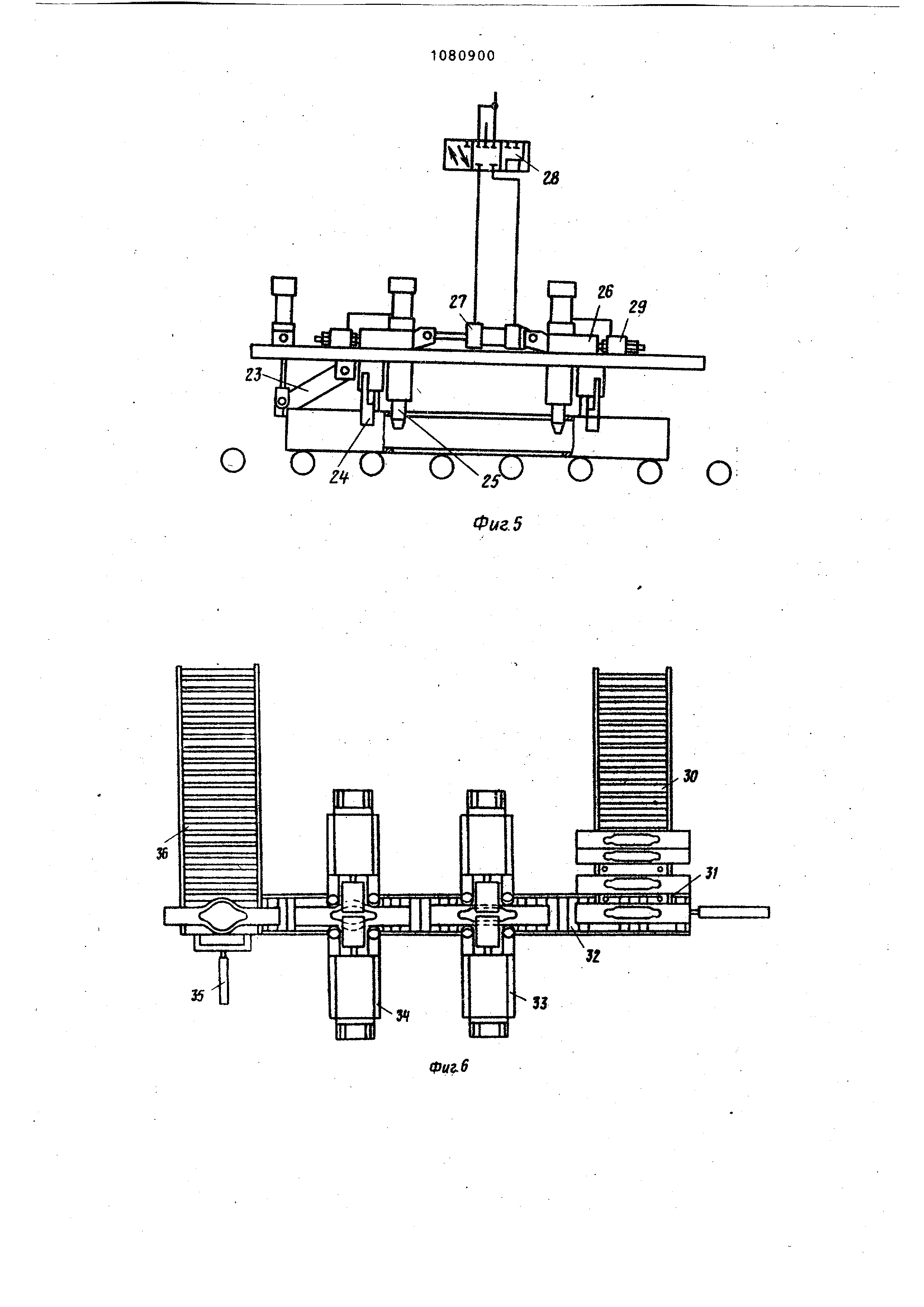
рабочие цилиндры 22 размыкают и замыкают губки 10 клещей. Поворотный осевой предварительный
упор 23 удерживает заготовку на подающем устройстве. Предусмотренные
с обоих концов заготовки 24 устройства поперечного центрирования, состоящие из упоров, зубчатых реек
и шестерен и приводи 1ые в действие шестеренчатым двигателем, предварительно
центрируют заготовку перпендикулярно к продольной оси и относительно
внешнего контура. Точное расположение заготовки задается погружаемыми в нее фиксирующими пальцами 25,
которые движутся в подвижных в осевом направлении заготовки фиксирующих
устройствах 26 к с ПСЯАСЖЫО гидравлических цилиндров 27 в положении ходового клапана 28 Прилегание
прижимается к регулируемым неподвижным упорам 29. В положении клапана Перепуск фиксирующие
пальцы следят за изменением положения точек фиксации при выгибе, а
при положении ходового клапана Запирание предотвращают сдвиг заготовки при возвратном движении губок
клещей. На фиг.6 показана горизонтальная проекция устройства с подводящим
рольгангом 30, сортировочное устройство 31 с рольгангом 32, имеющим
автономный привод, первой позицией формообразования 33, второй позицией формообразования 34, выбрасывате лем 35 и отводящим рольгангом 36. При благоприятных условиях формооб
разования процесс можно осуществлят одной позицией. Формы автомобильных мостов имеют
следукядие элементы: исходный профил 37, радиус 38 перехода, радиус 39 изгиба и касательную 40.
Поступающая на первую позицию фо мообразования холодная заготовка оста навливается осевым предварительным
упором, выравнивается устройством поперечного центрирования, захватывается
фиксирующим пальцем и фиксируется в .положении ходового клапана Прилегание в продольном и попереч
ном направлениях в соответствии с е вырезом.. Посредством рабочего цилиндра ме
ду тяговой головкой и губками клеще замыкаются обе расположенные друг против друга naptj клещей.
При втягивании поршня рабочего цилиндра, размещенного в корпусе, его поверхности прилегания приклады
ваются к вырезу заготовки. Зоздейст вующая на цилиндр сила реакции пере
двигает корпус на направляющих суппорта , придвигая тем самым опорные
ролики к заготовке. Дальнейшее втягивание поршня вызывает выгибание заготовки до тех пор, пока она не
упрется в регулируемый упор в кръяаке , причем особое положение шарнирного пальца вызывает воздействие
составляющей тягового усилия на опор ные поверхности, которые,, прилегая
к заготовке, обеспечивают ее плоскостность . Внутренние опорные ролики
формируют радиус перехода на заготовке , а внешние опорные ролики обес
печивают ее прямолинейность. В положении ходового клапана Перепуск фиксирующие устройства свободно подвижны в осевом направлении и проходят
путь укорочения выреза при выгибе. Фиксируквдие устройства при установке ходового клапана в положение
Запирание стопорят заготовку, в то время как выдвигающийся шток освобождает
от нее клещи, доводит тяговую головку до внутреннего ненодвижного
упора, причем из-за воздействия реакции на гидравлический рабочий цилиндр корпус передвигается до край
,него неподвижного упора и одновременно от заготовки отрываются внутренние и внешние опорные ролики.
Гидравлические рабочие цилиндры на тяговой головке открывают пары клещей. После подъема фиксирующих
пальцев, осевого предварительного упора и размыкания устройств поперечного
центрирования заготовка передается на вторую позицию формообраз .ования. Принцип действия этой
второй позиции формообразования такой же, как и первой, за исключением
того, что поверхности прилегания , клещевые пар в данном случае прилегают
к внутреннему контуру профиля. Предлагаемое устройство, действуя
по принципу холодной обработки давлением и обеспечивая автоматическую
работу с короткими циклами, особенно пригодно для серийного производства
. Затраты на зависящие от обрабатываемой заготовки детали устройства небольшие, и оно может быть
очень быстро переналажено на обработку дифференцированных типов заготовок .
Признано изобретением по результатам экспертизы, осуществленной ведомством
по изобретательству Германской Демократической республики.
О и vu о о о
Фиг. 5
30
J/

Комментарии