Способ и устройство для изготовления гнутых пружинных элементов - RU2433009C2
Код документа: RU2433009C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для изготовления гнутых пружинных элементов согласно независимым пунктам 1 и 2 формулы изобретения.
Уровень техники
Из публикации DE 19816609 А1 известны способ и устройство для изготовления бескаркасных автомобильных стеклоочистителей с гнутыми пружинными элементами, так называемых плоских щеток. Эти пружинные элементы представляют собой несущий элемент щетки и в предпочтительном случае имеют переменную по длине толщину материала. Пружинные элементы изготавливают из полосы улучшенной пружинной стали, непрерывно подаваемой попарно расположенными подающими роликами по направляющим роликам к узлу гибки. В узле гибки имеется узел резки пружинных элементов, в котором отдельные несущие элементы после их гибки отделяются друг от друга. В процессе отделения непрерывная подача полосы кратковременно прерывается.
В узле гибки полоса пружинной стали сначала в трех точках выгибается в одном направлении, а затем в последующей точке разгибается на небольшой процент в обратном направлении. Степень разгибания, необходимая для обеспечения постоянства формы гнутого несущего элемента, определяется эмпирическим путем. В зависимости от качества полосовой пружинной стали целесообразной считается степень разгибания со средним значением около 10-40% от выполненной перед этим гибки. Две первых, в направлении подачи, точки узла гибки образованы гибочными роликами, тогда как третья точка представляет собой режущую кромку, взаимодействующую с отрезным ножом и отделяющую готовый гнутый несущий элемент от полосы пружинной стали. Гибочные ролики можно посредством серводвигателей подводить к полосе пружинной стали и отводить от нее. В соответствии с положением гибочных роликов устанавливается заранее заданная степень изгиба полосы пружинной стали. Серводвигатели приводятся в действие по заданной программе управления электронным блоком управления в зависимости от различных факторов влияния.
Далее из публикации DE 10115047 А1 известны способ и устройство для изготовления гнутых отрезков полосы пружинной стали. Устройство содержит узел подачи для подачи полосы пружинной стали из расходного рулона к узлу гибки. Между узлом подачи и узлом гибки предусмотрен правильный аппарат. Узел гибки содержит три выгибающих гибочных ролика и один разгибающий гибочный ролик, из которых один выгибающий гибочный ролик и разгибающий гибочный ролик могут подаваться к полосе пружинной стали в направлении, проходящем поперек полосы. За узлом гибки следует узел резки, связанный с блоком числового программного управления и отделяющий отрезки от полосы пружинной стали. Во время отделения отрезков подача полосы кратковременно останавливается.
Раскрытие изобретения
Изобретение позволяет избежать прерывания подачи полосы пружинной стали. Это достигается тем, что отрезные инструменты имеют возможность осуществляемого с числовым программным управлением перемещения в продольном направлении полосы, а во время отделения пружинных элементов движения отрезных инструментов синхронизированы с подачей полосы. Равномерная скорость подачи обеспечивает в узле гибки столь же равномерный характер гибки, что положительно сказывается на свойствах гнутых пружинных элементов. В противоположность этому известные устройства работают со стартстопной системой при больших различиях скоростей и высоких ускорениях во время подачи и гибки, особенно если требуется изготавливать большое число изделий в единицу времени. Прерывистая подача повышает нагрузку на детали и увеличивает износ. Непрерывная подача обеспечивает лучшую совместную работу приводных двигателей, что ведет к уменьшению износа и повышению выхода изделий. Кроме того, при управлении производственным процессом можно отказаться от так называемых триггерных отверстий в полосе пружинной стали. Они могут приводить к большим различиям по длине и неточностям гибки.
В устройстве для осуществления предлагаемого в изобретении способа отрезные инструменты установлены с возможностью перемещения (регулирования положения) относительно полосы в продольном направлении ее подачи, причем во время отделения пружинных элементов движение отрезных инструментов при их перемещении синхронизировано электронным блоком управления с подачей полосы. При этом возможен вариант, в котором отрезные инструменты установлены с возможностью перемещения относительно полосы в продольном направлении ее подачи вместе с узлом резки, или вариант, в котором отрезные инструменты размещены в неподвижном корпусе узла резки, в котором они установлены с возможностью перемещения относительно корпуса и относительно полосы в продольном направлении ее подачи. Вторая альтернатива более проста в осуществлении и обеспечивает более точное управление отрезным инструментом.
Для направления движения полосы пружинной стали между узлом гибки и отрезными инструментами служит роликовая направляющая, ролики которой пневматически поджимаются к полосе. Кроме того, некоторые направляющие ролики, находящиеся в зоне отрезных инструментов, целесообразно устанавливать с возможностью изменения положения в продольном направлении относительно друг друга таким образом, чтобы расстояние между ними в продольном направлении увеличивалось или уменьшалось в зависимости от перемещения (регулирования положения) отрезных инструментов. При перемещении отрезных инструментов в продольном направлении полосы расстояние между узлом гибки и отрезными инструментами изменяется. Поэтому предпочтительно, чтобы некоторые направляющие ролики могли отыгрывать изменения этого расстояния и распределялись в этом промежутке без излишних зазоров.
Для производства пружинных элементов с большим числом значений длины и кривизны изгиба отрезные инструменты целесообразно размещать в неподвижном корпусе, в котором выбрано определенное нулевое положение для подвижных, или регулируемых по положению, в продольном направлении отрезных инструментов. Для того чтобы привести узел гибки для определенного типа пружинных элементов к нулевой точке узла резки, узел гибки также целесообразно установить с возможностью перемещения (регулирования положения или перестановки) в продольном направлении. Это перемещение можно выполнять вручную при наладке устройства под тот или иной тип пружинных элементов. В предпочтительном же варианте это перемещение может осуществляться посредством ходового винта с приводом от двигателя. Это позволяет включить регулирование положения узла гибки в процесс автоматической наладки устройства. Кроме того, целесообразно не только обеспечить возможность перемещения узла гибки в продольном направлении, но и объединить его с узлом подачи и по меньшей мере с одним измерительным колесом числового программного управления в единый агрегат, перемещаемый в продольном направлении.
Для достижения точности процессов гибки необходимо точно определять пути перемещения регулируемых по положению выгибающих гибочных роликов и разгибающего отгибочного ролика. Для этого целесообразно, чтобы опоры гибочных роликов перемещались гибочными двигателями посредством ходовых винтов практически без люфтов. При этом путь перемещения или перестановки можно определять с учетом значений, задаваемых электронным блоком управления, с помощью вращающегося инкрементного датчика, если речь идет, например, о гибочных двигателях с числовым программным управлением. Путь перемещения опор гибочных роликов можно с успехом определять также с помощью программно интегрированного датчика абсолютных значений. Он может включать в себя, например, стеклянную шкалу с чувствительным элементом. Этот датчик пригоден для использования как на гибочных двигателях с числовым программным управлением, так и на гибочных двигателях, выполненных в виде линейных двигателей.
Для извлечения готовых пружинных элементов предпочтительно, чтобы за отрезным узлом было установлено разгрузочное приспособление, приводимое в действие от привода и управляемое электронным блоком управления. При этом целесообразно, чтобы отделяемый пружинный элемент выступал за отрезные инструменты в направлении подачи и мог легко захватываться разгрузочным приспособлением.
Полоса пружинной стали смотана в расходный рулон, причем диаметр рулона и, следовательно, предварительный изгиб полосы изменяются в ходе производства. Для того чтобы обеспечить в узле гибки практически одинаковые начальные условия, предлагается предусматривать перед узлом гибки узел для предварительной гибки. Управление им в зависимости от диаметра расходного рулона и, например, толщины полосы пружинной стали осуществляется таким образом, чтобы в процессе производства независимо от изменения диаметра расходного рулона на входе гибочной станции создавались одинаковые условия.
Для изготовления пружинных элементов часто требуются дополнительные операции обработки, например нанесение надписей или маркировки. Чтобы выполнять эти операции обработки в рамках одного и того же производственного процесса, целесообразно, чтобы перед узлом гибки был расположен узел обработки для нанесения надписей или маркировки, инструменты которого установлены с возможностью перемещения в продольном направлении, а их движения во время работы синхронизированы с подачей полосы. Таким образом, эти инструменты, которые обычно обусловливают прерывание движения подачи, могут использоваться без прерывания движения подачи полосы пружинной стали.
Краткое описание чертежей
Другие преимущества изобретения рассматриваются ниже в описании осуществления изобретения, поясняемом чертежами, на которых показано:
на фиг.1 - схематическое изображение предлагаемого в изобретении устройства,
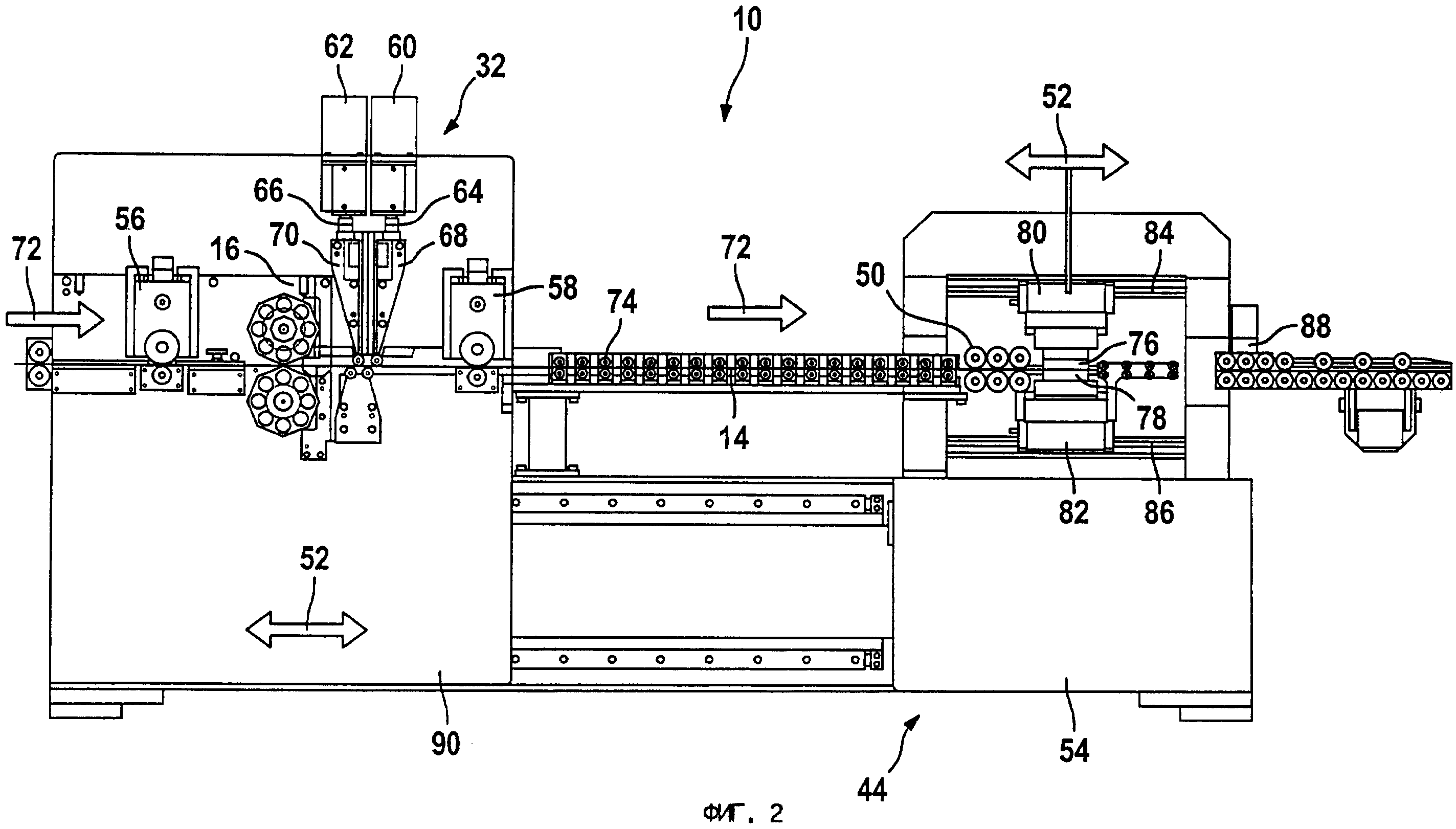
на фиг.2 - вариант выполнения устройства, показанного на фиг.1.
Осуществление изобретения
Предлагаемое в изобретении устройство 10 включает в себя по существу узел 16 подачи, узел 32 гибки и узел 44 резки. Узел 16 подачи имеет по меньшей мере два расположенных напротив друг друга подающих ролика 18, между которыми пропускается полоса 14 пружинной стали. Подающие ролики 18, регулируемые по положению с приводом от исполнительного устройства 28, транспортируют полосу 14 из расходного рулона 12 к узлу 32 гибки. В этом узле имеется три выгибающих гибочных ролика 34, которые расположены относительно друг друга таким образом, чтобы изгибать полосу 14 пружинной стали с заданным радиусом кривизны. По меньшей мере один из гибочных роликов 34 установлен с возможностью перемещения посредством исполнительного устройства 38 в направлении, проходящем поперек продольного направления 52 полосы 14, что позволяет изменять кривизну изгиба. В направлении 72 подачи полосы 14 за тремя выгибающими гибочными роликами 34 расположен разгибающий гибочный ролик 36, который установлен с возможностью перемещения посредством исполнительного устройства 40 в направлении, проходящем поперек продольного направления 52 полосы 14. Разгибающий гибочный ролик 36 разгибает полосу 14 на определенную величину в обратном направлении, чтобы придать готовому изделию большую стабильность. Разгибание полосы 14 компенсируется соответственно более сильным ее выгибанием на трех выгибающих гибочных роликах 34.
В расположенном за узлом гибки узле 44 резки готовый гнутый пружинный элемент отделяется от полосы 14 верхним 46 и нижним 48 отрезными инструментами. Для более легкого отделения пружинный элемент в упруго-эластичном состоянии распрямляется под нажимом направляющих роликов 50. Отрезные инструменты 46, 48 установлены с возможностью перемещения относительно полосы 14 в продольном направлении 52, в результате чего их режущие кромки могут перемещаться относительно полосы 14 в продольном направлении 52. Во время резания продольное перемещение отрезных инструментов 46, 48 синхронизируют с подачей полосы 14, что обеспечивает точность реза. Движения режущих инструментов 46, 48, гибочных роликов 34, 36 и подающих роликов 18 координируются электронным блоком 42 управления в зависимости от соответствующих параметров процесса. Для компенсации динамических сил инерции при приведении в действие отрезных инструментов 46, 48 целесообразно предусмотреть противовесы, движущиеся навстречу отрезным инструментам 46, 48. Спокойный ход отрезных инструментов 46, 48 благоприятно сказывается на направлении движения полосы 14 и ее подаче.
Отрезные инструменты 46, 48 можно перемещать (переставлять) в продольном направлении 52 вместе с узлом резки или же при неподвижном узле 44 резки - относительно корпуса 54 (фиг.2). В соответствии с перемещением отрезных инструментов 46, 48 изменяется расстояние между направляющими роликами 50, поэтому они относительно равномерно распределяются по направляющему участку.
Между узлом 16 подачи и узлом 32 гибки предусмотрен узел 20 предварительной гибки, имеющий три гибочных ролика 22, один из которых посредством исполнительного устройства 30 может перемещаться в направлении, проходящем поперек продольного направления 52 полосы 14. Это перемещение, или регулирование положения, осуществляется электронным блоком 42 управления в зависимости от диаметра 24 расходного рулона 12 и толщины 26 полосы 14. Узел 20 предварительной гибки простыми средствами компенсирует различия величин изгиба, обусловленные изменением диаметра 24 расходного рулона во время работы устройства, что позволяет обойтись без сложного правильного аппарата.
В варианте исполнения, показанном на фиг.2, узел 16 подачи, узел 32 гибки и два измерительных колеса 56, 58 числового программного управления объединены в один агрегат 90, который может перемещаться в продольном направлении 52 и, следовательно, изменять свое положение относительно узла 44 резки. Агрегат 90 можно перемещать вручную. Вместе с тем, его перемещение может осуществляться также посредством ходового винта с приводом от двигателя, причем изменение положения агрегата входит в процесс автоматической наладки устройства. Измерительным колесом 56 числового программного управления измеряется скольжение полосы 14 при протягивании, а измерительным колесом 58 - скольжение полосы 14 при ее проталкивании.
Измерительные колеса 56, 58 числового программного управления точно регистрируют подачу полосы, причем второе измерительное колесо 58 контролирует первое 56 и участок транспортирования между двумя измерительными колесами. Предпочтительно располагать второе измерительное колесо 58 на внешней стороне корпуса 54 узла 44 резки.
В узле 32 гибки верхний выгибающий гибочный ролик 34 установлен на опоре 70, которая может перемещаться гибочным двигателем 62 посредством ходового винта 66. Кроме того, разгибающий гибочный ролик 36 установлен на опоре 68, которая перемещается гибочным двигателем 60 посредством ходового винта 64. Регулирование положения этих исполнительных органов осуществляется очень точно и практически без люфтов.
Между узлом 32 гибки и узлом 44 резки движение полосы 14 пружинной стали направляется посредством роликовой направляющей 74, направляющие ролики которой пневматически поджимаются к полосе 14.
Узел 44 резки, показанный на фиг.2, образован прессом, верхний штамп 76 которого смонтирован на верхней инструментальной каретке 80, установленной с возможностью перемещения в продольном направлении 52 по направляющим 84, 86 в корпусе 54 узла 44 резки. Соответственно нижний штамп 78 смонтирован на нижней инструментальной каретке 82, которая, в свою очередь, установлена с возможностью перемещения в продольном направлении 52 по направляющей 86 в корпусе 54. Поскольку направляющие ролики 50 в зоне штампов 76, 78 должны преодолевать различную длину пути направляющего участка в зависимости от того, в каком положении находятся штампы 76, 78, их можно телескопически раздвигать, увеличивая или уменьшая расстояние между направляющими роликами 50, Штампы 76, 78, выполняющие в данном случае функцию отрезных инструментов, также могут взаимодействовать с противовесами.
В направлении 72 подачи в конце устройства 10 находится разгрузочное приспособление 88, приводимое в действие от привода и управляемое электронным блоком 42 управления. Оно захватывает выступающий за пределы штампов 76, 78 конец готового изогнутого пружинного элемента и после его отделения от полосы укладывает его в приемный контейнер.
Реферат
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении гнутых пружинных элементов из полосы пружинной стали. Осуществляют подачу полосы с помощью узла подачи из расходного рулона к узлу гибки, содержащему по меньшей мере три выгибающих гибочных ролика и один разгибающий гибочный ролик. По меньшей мере один выгибающий гибочный ролик и разгибающий гибочный ролик установлены с возможностью перемещения в направлении, проходящем поперек полосы, посредством гибочных двигателей. Причем за узлом гибки расположен узел резки, в котором посредством отрезных инструментов от полосы отделяют отдельные упругие элементы. В соответствии с изобретением отрезные инструменты имеют возможность осуществляемого с числовым программным управлением перемещения в продольном направлении полосы, а во время отделения пружинных элементов движения отрезных инструментов синхронизированы с подачей полосы. Исключается прерывание подачи полосы. 2 н. и 16 з.п. ф-лы, 2 ил.
Комментарии