Демпфер коленчатого вала с изготовленным за одно целое кольцом импульсов и способ его изготовления - RU2263239C2
Код документа: RU2263239C2
Чертежи








Описание
Область техники, к которой относится изобретение
Изобретение касается демпферов коленчатых валов, а более конкретно демпферов коленчатых валов, имеющих изготовленное за одно целое кольцо импульсов, и способа их изготовления.
Предпосылки создания изобретения
Поршневые двигатели внутреннего сгорания с кривошипно-шатунным механизмом в общем содержат, помимо всего прочего, коленчатый вал для вывода мощности. Компоненты вспомогательных узлов двигателя приводятся в действие ремнем, подсоединенным к шкиву на одном конце коленчатого вала. Во время работы коленчатый вал вибрирует с различными видами колебаний, обусловленными возвратно-поступательным характером двигателя. Такая вибрация может неблагоприятно воздействовать на работу и надежность при длительной эксплуатации. Следовательно, для демпфирования вибрации коленчатого вала в шкивы коленчатого вала можно встраивать вязкоупругие демпферы. Такие комбинации шкива и вязкоупругого демпфера просто называются "демпферами коленчатых валов". Демпфер коленчатого вала в общем содержит внутреннюю втулку и внешний шкив. Внешний шкив в общем прикреплен к внутренней втулке с помощью вязкоупругого эластомерного кольца.
В некоторых применениях демпферы коленчатых валов могут включать в себя кольцо импульсов или распределительную шестерню для синхронизации запуска двигателя. Кольцо импульсов вращается перед чувствительным элементом, прикрепленным к двигателю. Кольцо импульсов в общем включает в себя промежуток, как опорную точку, например, с целью указания верхней мертвой точки для цилиндра. Кольцо импульсов в общем прикрепляют к внешнему шкиву демпфера коленчатого вала. Однако из-за вибрации и относительного перемещения, хотя и небольшого, втулки к шкиву, которое делает возможным эластомерное кольцо, точное обнаружение местоположения кольца импульсов на внешнем шкиве может подвергаться неблагоприятному воздействию. Следовательно, для очень точных применений кольцо импульсов прикрепляют к внутренней втулке, которую затем жестко монтируют на коленчатом валу. Однако известные кольца импульсов содержат отдельную деталь, которая должна быть прикреплена к внутренней втулке посредством прессовой посадки, сварки или иным способом, используя другое средство.
Из уровня техники известен патент США №5203223 (1993 г.), выданный Химмеродеру (Himmeroeder), который раскрывает шестерню, изготовленную холодной обработкой давлением из одного круглого листа листового металла.
Также известен из уровня техники патент США №5966996 (1999 г.), выданный Хамакерсу (Hamaekers), который раскрывает кольцеобразную деталь машины, содержащую по меньшей мере два металлических элемента машины, отделенные друг от друга вязкоупругим слоем. От одного из элементов машины выступает отдельно изготавливаемая удлиненная деталь.
Также известен из уровня техники демпфер коленчатого вала, производимый Freudenberg NOK, который имеет внутреннюю втулку и внешнее кольцо, соединенные эластомерным кольцом. Кольцо импульсов вставлено посредством прессовой посадки во внутреннюю втулку.
Известные кольца импульсов не изготовлены за одно целое с внутренней втулкой, вследствие чего они подвергаются разъединению от внутренней втулки или демпфера.
Поэтому требуется демпфер коленчатого вала, имеющий изготовленное за одно целое кольцо импульсов. Требуется демпфер коленчатого вала, имеющий изготовленное за одно целое кольцо импульсов, при помощи чего изготовленное за одно целое кольцо импульсов изготавливают посредством обработки материала выдавливанием на внутренней втулке. Настоящее изобретение отвечает этим потребностям.
Краткое изложение сущности изобретения
Особенность изобретения заключается в обеспечении демпфера коленчатого вала, имеющего изготовленное за одно целое кольцо импульсов.
Другой особенностью изобретения является обеспечение демпфера коленчатого вала, имеющего изготовленное за одно целое кольцо импульсов, при помощи чего изготовленное за одно целое кольцо импульсов изготавливают посредством обработки материала выдавливанием на внутренней втулке.
Другие аспекты изобретения будут указаны или станут очевидны с помощью последующего описания изобретения и прилагаемых чертежей.
Изобретение содержит усовершенствованный демпфер коленчатого вала, имеющий изготовленное за одно целое кольцо импульсов. Демпфер коленчатого вала содержит внутреннюю втулку и внешний шкив с эластомерным соединительным элементом между каждым из них. Эластомерный элемент демпфирует вибрацию коленчатого вала. Изготовленное за одно целое кольцо импульсов изготавливают как часть внутренней втулки посредством обработки материала выдавливанием из заготовки листового металла.
Краткое описание чертежей
Прилагаемые чертежи, которые внесены в описание и формируют его часть, иллюстрируют предпочтительные варианты осуществления настоящего изобретения и вместе с описанием служат для пояснения принципов изобретения.
Фиг.1 представляет вид в поперечном разрезе демпфера коленчатого вала согласно изобретению;
Фиг.2 представляет вид в поперечном разрезе демпфера коленчатого вала согласно изобретению;
Фиг.3 представляет вид спереди в вертикальном разрезе демпфера коленчатого вала согласно изобретению;
Фиг.4a, 4b, 4c, 4d, 4e, 4f, 4g представляют половины видов в поперечном разрезе последовательности изготовления;
Фиг.5a, 5b, 5c, 5d представляют половины видов в поперечном разрезе процесса изготовления;
Фиг.6 представляет перспективный вид в поперечном разрезе внутренней втулки демпфера согласно изобретению;
Фиг.7a, 7b, 7c представляют виды в поперечном разрезе формирования втулки, имеющей закрытое высверленное отверстие;
Фиг.8a, 8b, 8c, 8d, 8e, 8f, 8g, 8h, 8i, 8j представляют половины видов в поперечном разрезе последовательности изготовления;
Фиг.9a, 9b, 9c представляют половины видов в поперечном разрезе процесса изготовления.
Подробное описание предпочтительного варианта осуществления
Усовершенствования обладающего признаками изобретения демпфера по сравнению с известным уровнем техники заключаются во множестве сгибов. Обладающий признаками изобретения демпфер обеспечивает возможность достигать значительно лучшей точности синхронизации, используя изготовленное за одно целое посредством обработки материала выдавливанием кольцо импульсов, в противоположность двум отдельным деталям, как делается в известной технике. Это существенно улучшает точность местоположения кольца импульсов относительно внутренней втулки и шкива как в радиальном, так и в поперечном направлении. Это, в свою очередь, улучшает точность определения положения коленчатого вала для целей синхронизации. Далее, достигнуто более точное определение промежутка между кольцом и шкивом для содержания соединительного элемента; откуда вытекает и лучшая концентричность. Обладающий признаками изобретения демпфер также более прочен, чем известная конструкция. Обладающее признаками изобретения кольцо импульсов не подвержено разъединению от внутренней втулки, как в известной технике. Относительно изготовления демпфер согласно изобретению имеет меньшее количество деталей, требующих меньшее количество сборочных операций по сравнению с известным уровнем техники. Поскольку обладающий признаками изобретения демпфер изготовлен посредством обработки материала выдавливанием, качество кольца импульсов превосходит качество производимых колец импульсов известного уровня техники.
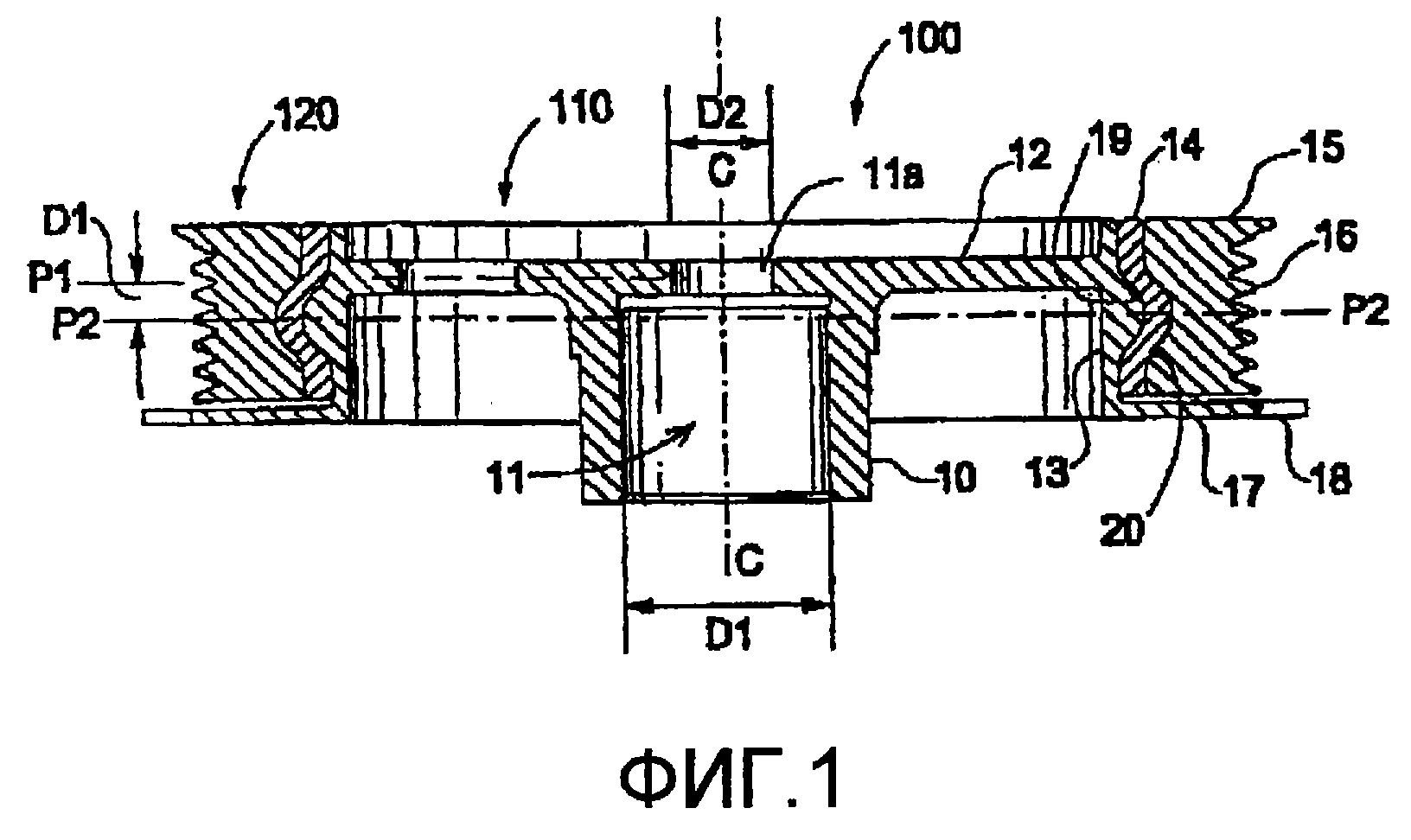
Фиг.1 представляет вид в поперечном разрезе обладающего признаками изобретения демпфера коленчатого вала. Демпфер 100 коленчатого вала изготовлен из металлического материала и содержит внутренний элемент или втулку 110 и внешний элемент или кольцо 120. Гибкий соединительный элемент 14 установлен между внутренней втулкой 110 и внешним кольцом 120. В предпочтительном варианте осуществления соединительный элемент 14 содержит вязкоупругое, эластомерное кольцо. Эластомерное кольцо 14 может содержать, но не ограничено этим, сополимер бутадиена и стирола, эластомерный сополимер бутадиена и акрилонитрила, HNBR, каучук на основе сополимера этилена, пропилена и диенового мономера, VAMAC, EVM и смеси вышеупомянутых веществ.
Внутренняя втулка 110 содержит центральную втулку 10. Центральная втулка 10 имеет высверленное отверстие 11, в которое вставляют коленчатый вал (не показанный). Внутренняя втулка 110 также включает в себя перемычку 12, в которой формируют стыковочное кольцо 13. Линия C-C является средней линией демпфера согласно изобретению, также как и осью вращения. Линия C-C выровнена со средней линией коленчатого вала (не показанного). Линия C-C также изображена на фиг.2, фиг.4a-4g, фиг.5a-5d, фиг.8a-8j и фиг.9a-9c.
Кольцо 17 импульсов изготавливают посредством обработки материала выдавливанием за одно целое с внутренней втулкой 110. Кольцо 17 импульсов проходит по существу перпендикулярно оси вращения C-C демпфера. Внешний периметр кольца 17 импульсов содержит лапки или зубцы 18. Зубцы 18 проходят в радиальном направлении от кольца 17 импульсов. При работе, когда демпфер вращается на коленчатом валу, зубцы 18 обнаруживаются чувствительным элементом на двигателе (не показанном) для синхронизации запуска двигателя.
Внешнее кольцо 120 содержит шкив 15. Шкив 15 сцепляется с внутренней втулкой 110 с помощью соединительного элемента 14. В этом варианте осуществления внешнее кольцо 120 отливают в форме известным в технике способом. Внешняя поверхность 19 стыковочного кольца, соединяющая элемент 14 и внутреннюю поверхность 20 шкива, может иметь любой соответствующий профиль, включая профиль аркообразной формы. Поверхность 19 и поверхность 20, и элемент 14 могут иметь другие взаимодействующие профили, как может требоваться для пользователя, включая узлы и волнистости. В других случаях поверхность 19 и поверхность 20 имеют по существу цилиндрическую форму, в которую встроены отмеченные профили, см. фиг.3. Шкив 15 содержит несущую поверхность ремня, имеющую многоручьевой профиль 16. Несущая поверхность 16 ремня также может иметь зубчатый профиль или профиль клинового ремня.
Плоскость P1 перемычки 12 представляет расстояние Dl смещения от плоскости P2-P2 несущей поверхности ремня. Эта консольная конструкция позволяет делать углубление в несущей поверхности 16 ремня по направлению к двигателю, таким образом нуждаясь в меньшем зазоре перед двигателем.
Фиг.2 представляет вид в поперечном разрезе обладающего признаками изобретения демпфера коленчатого вала. Внешнее кольцо 130, содержащее шкив 25, в этом варианте осуществления изготавливают посредством выдавливания на токарно-давильном станке или посредством обработки материала выдавливанием способом, известным в технике. Несущая поверхность 26 ремня имеет многоручьевой профиль и изготавливается посредством выдавливания на токарно-давильном станке или посредством обработки материала выдавливанием во внешней поверхности шкива 25. Несущая поверхность 16 ремня также может иметь зубчатый профиль или профиль клинового ремня. Поверхность 30 взаимодействует с поверхностью 19. Все другие компоненты такие же, как описаны относительно фиг.1.
Плоскость P1 перемычки 12 представляет расстояние D1 смещения от плоскости P2-P2 несущей поверхности ремня. Эта консольная конструкция позволяет делать углубление в несущей поверхности 26 ремня по направлению к двигателю, таким образом нуждаясь в меньшем зазоре перед двигателем.
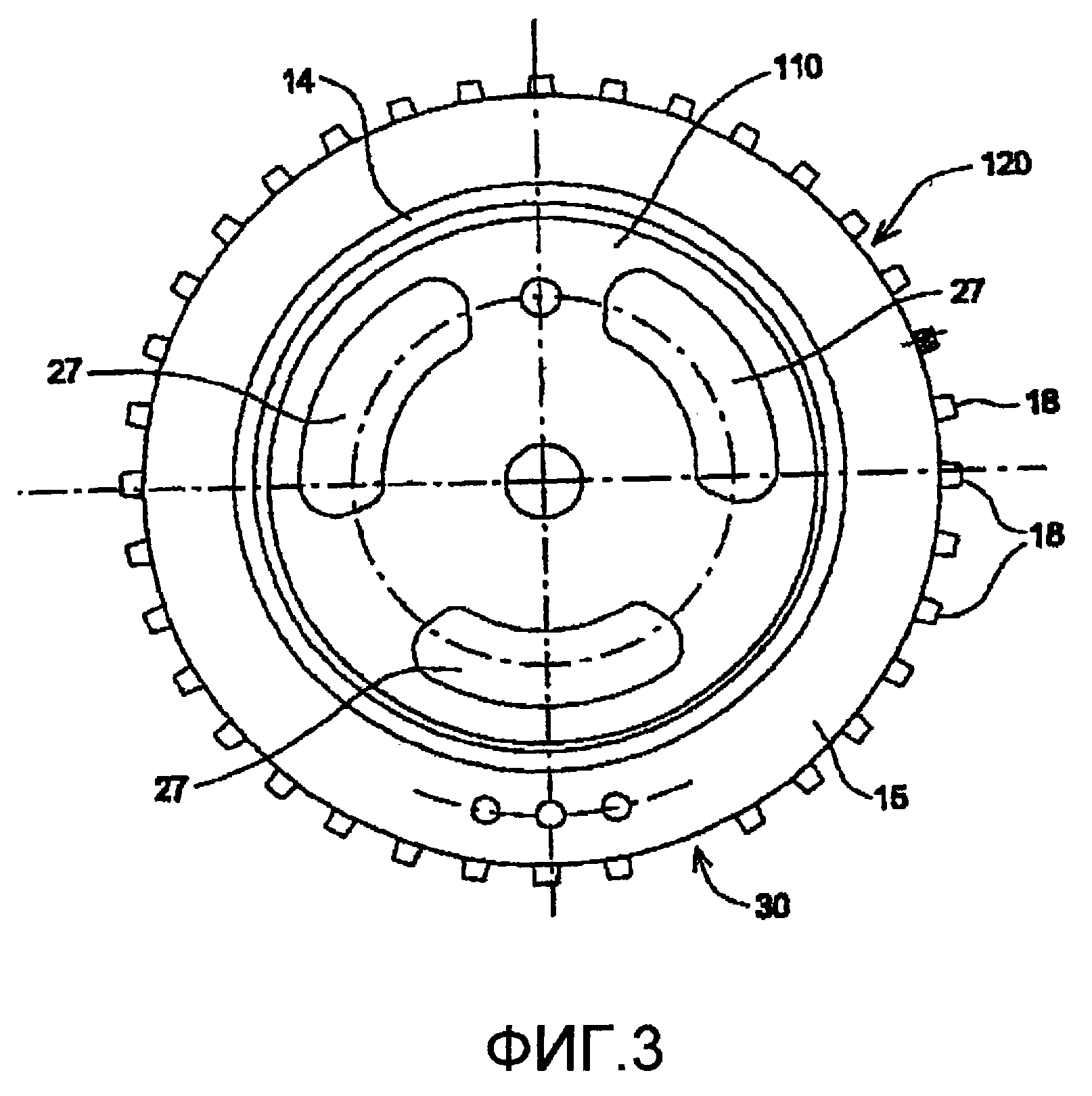
Фиг.3 представляет вид спереди в вертикальном разрезе обладающего признаками изобретения демпфера коленчатого вала. Зубцы 18 проходят по периметру кольца 17 импульсов. Внешнее кольцо 120 сцепляется с внутренней втулкой 110 посредством элемента 14. Средство синхронизации или промежуток 30 в зубцах 18 содержит опорную точку синхронизации между зубцами 18 для обнаружения чувствительным элементом (не показанным). Промежуток 30 может содержать любую форму неоднородности в зубцах 18, которую может обнаруживать чувствительный элемент. Зубцы 18 простираются за пределы внешнего периметра профиля 16.
Фиг.4a, 4b, 4c, 4d, 4e, 4f, 4g представляют половины видов в поперечном разрезе по оси C-C последовательности изготовления.
Фиг.4a изображает этап вырубания заготовки. Заготовку 1000 из листового металла круглой формы штампуют или вырубают известным образом. Затем ее устанавливают во вращающуюся оправку.
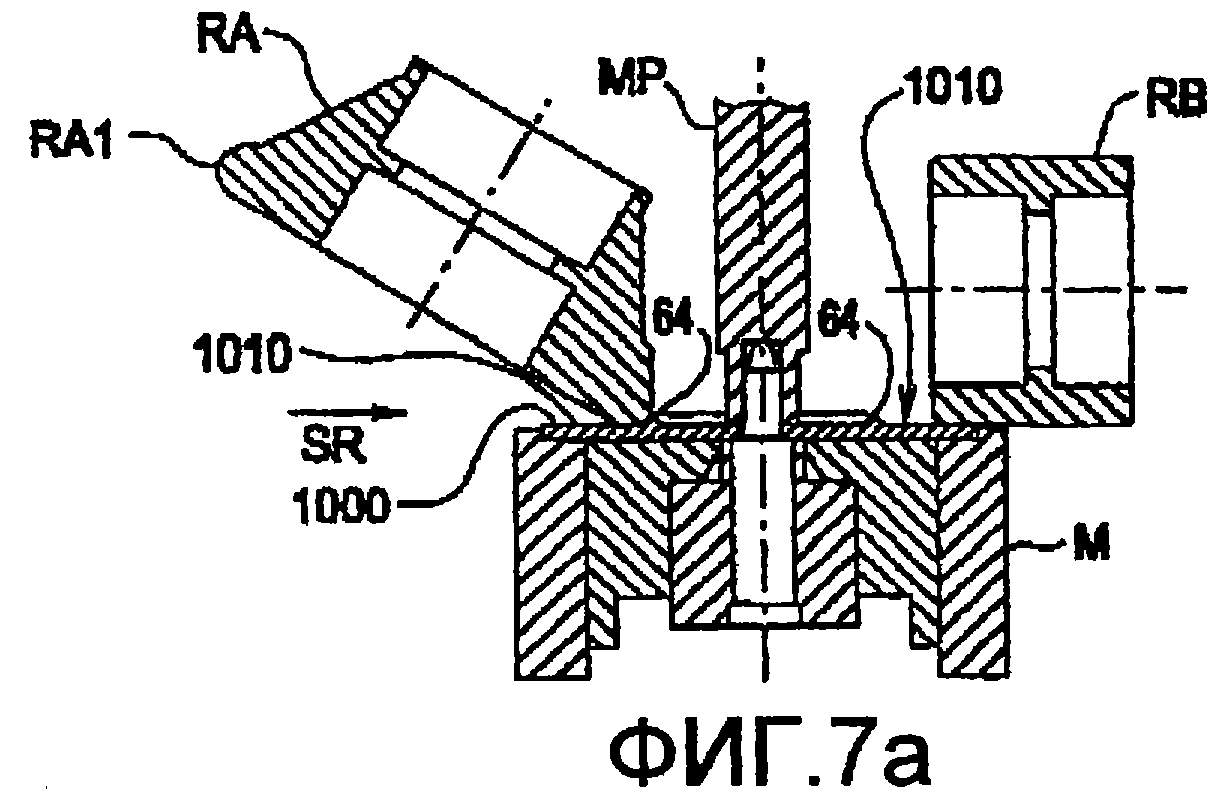
Фиг.4b изображает центральную втулку 10 закрытого высверленного отверстия, изготовленную выдавливанием на токарно-давильном станке с помощью процессов, известных в технике, включая способ, раскрытый в патенте США №5987952, выданном Кучеру (Kutzscher) и др., включенном здесь полностью путем ссылки. Фиг.7a, 7b, 7c представляют виды в поперечном разрезе формирования втулки, имеющей закрытое или несквозное высверленное отверстие. Рассмотрим фиг.7a, на которой втулку формируют посредством выдавливания на токарно-давильном станке кольцеобразного диска или заготовки 1000, поддерживаемой вращающейся оправкой М. Ролик RA, имеющий формирующий профиль RA1, перемещается радиально внутрь в направлении SR относительно стороны 1010 заготовки 1000, таким образом смещая часть 64 заготовки 1000 внутрь относительно оправки, формируя втулку 10. Ролик RB удерживает внешний периметр заготовки 1000 на месте относительно оправки М в течение формовочного процесса. Ролик RB крутится на заготовке 1000 и оправке М, когда вращается оправка М. Фиг.7b изображает дальнейшее продвижение ролика RA в направлении SR2, таким образом перемещающего часть 64 внутрь к стойке МР оправки. Фиг.7c изображает полностью сформированную втулку 10. На фиг.7c ролик RC показан придающим втулке 10 окончательную форму вершины. Ролик RC имеет формовочный профиль RC1, отличающийся от формовочного профиля ролика RA, чтобы сформировать цилиндрическую форму законченной втулки 10 надлежащим образом.
Высверленное отверстие 11 представляет собой несквозное или закрытое высверленное отверстие так, что диаметр D1 больше, чем диаметр D2, см. фиг.1. Затем через высверленное отверстие 11a можно вставить крепежную деталь (не показанную) типа болта, чтобы прикрепить обладающий признаками изобретения демпфер к валу (не показанному). Вместо этого в обладающем признаками изобретения демпфере также можно использовать втулку, не имеющую несквозное высверленное отверстие, применяя ключ для крепления демпфера к коленчатому валу (не показанному). Описанные способы крепления демпфера к валу предназначены в качестве примеров и не предполагаются в качестве ограничения способа, с помощью которого демпфер можно прикреплять к валу.
Фиг.4c изображает формирование стыковочного кольца 13 и кольца 17 импульсов. Этот процесс дополнительно описан в связи с фиг.5a-5d.
Фиг.4d изображает обработку на станке, выполняемую на сформированных поверхностях, как известно в технике. Шероховатую стыковочную поверхность 19 обрабатывают на станке до заранее определенной чистоты обработки для надлежащего сцепления с эластомерным элементом 14. Соответствующую чистоту обработки поверхности можно также получить, применяя известные процессы, типа окрашивания или покрывания эпоксидной смолой.
Фиг.4e изображает этап пробивания. Зубцы 18 и отверстия 27 для перемычек, см. фиг.3, формируют посредством пробивания. Пробивание включает в себя любой известный процесс штамповки, с помощью которого металл удаляется из внутренней втулки 110 для формирования отверстий 27 для перемычек и из кольца 17 импульсов для формирования зубцов 18. Зубцы 18 также можно изготавливать посредством выдавливания на токарно-давильном станке или посредством обработки материала выдавливанием известным способом.
Фиг.4f изображает внешнее кольцо 120, сцепленное со стыковочным кольцом 13 с помощью эластомерного кольца 14 соединительного элемента. На этом этапе внешнее кольцо 120 и внутренняя втулка 110 удерживаются в относительно фиксированных положениях. Затем элемент 14 зажимается между кольцом 120 и втулкой 110. Элемент 14 находится в несколько сжатом состоянии между внутренней втулкой и внешним кольцом, в диапазоне от приблизительно >0% до приблизительно 50% сжатия толщины, чтобы облегчать сцепление элемента 14 с внешним кольцом 120 и внутренней втулкой 110. Для закрепления элемента 14 между внутренней втулкой 110 и внешним кольцом 120 можно использовать клей известным образом.
Фиг.4g изображает этап конечной механической обработки для завершения центральной втулки 10 известным в технике образом. Он может включать в себя применение заранее определенной чистовой обработки поверхности посредством обработки на станке, окрашивания или покрытия.
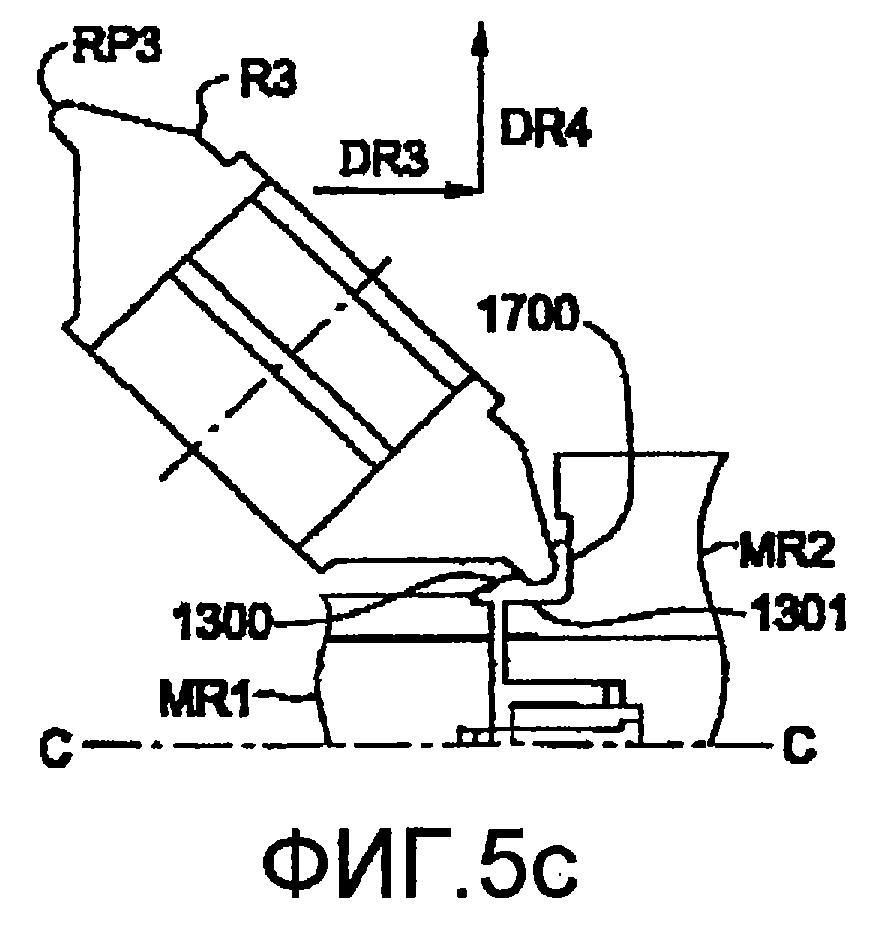
Фиг.5a, 5b, 5c, 5d представляют половины видов в поперечном разрезе по оси C-C процесса изготовления. Форма, показанная на фиг.4b, дополнительно формируется роликом R1, имеющим формирующий профиль RP1, который перемещается радиально внутрь в направлении DR1, с целью формирования собранного участка 1050 заготовки 1000. Собранный участок 1050 собирается относительно секций М1 и M2 оправки. Затем собранный участок 1050 расщепляется роликом R2, имеющим профиль RP2 вращения, перемещающийся радиально внутрь в направлении DR2, в то время как участок 1050 одновременно расширяется, формируя выступ 1060, см. фиг.5b. Выступ 1060 собирается напротив секции M2 оправки. После этого выступ 1060 растягивается роликом R3, перемещающимся в направлении DR3, а затем в направлении DR4. Ролик R3, имеющий профиль RP3 вращения, дальше формирует выступ 1060 в черновую форму стыковочного кольца 1300 и кольца 1700 импульсов относительно секции MR2 оправки, см. фиг.5c. Внутренняя поверхность 1301 выступа 1060 поддерживается секцией MR2 оправки в течение этапа растягивания, показанного на фиг.5c. После этого завершающее растягивание с использованием ролика R4, имеющего профиль RP4 вращения, придает окончательную форму стыковочному кольцу 13 и кольцу 17 импульсов, включающую поверхность 19, см. фиг.4d. Ролик R4 перемещается в направлении DR5 с целью формирования плоской поверхности 1701 для кольца 17 импульсов, таким образом формируя окончательную форму проходящего в радиальном направлении элемента кольца 17, см. фиг.5d.
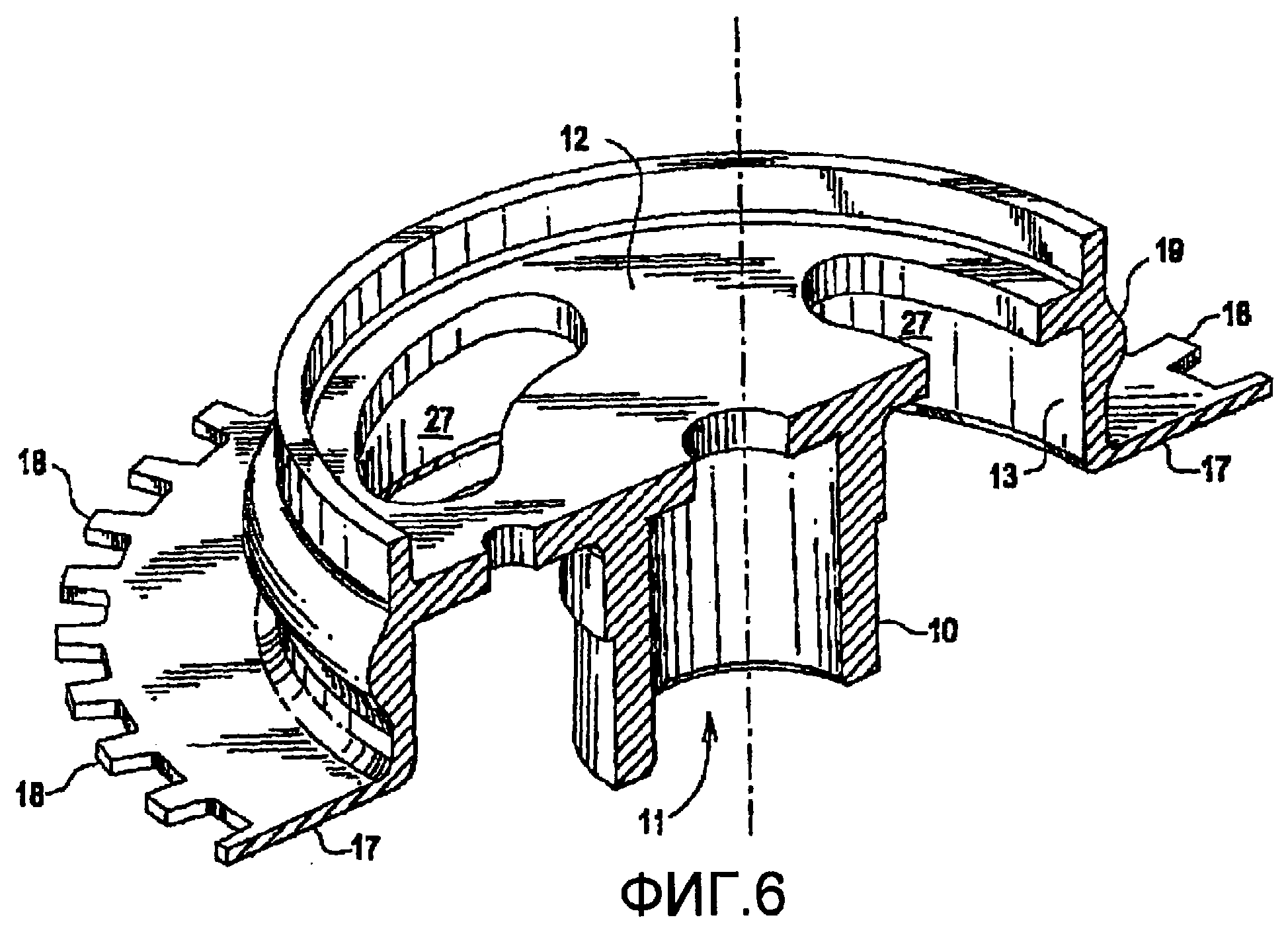
Фиг.6 представляет перспективный вид в поперечном разрезе внутренней втулки обладающего признаками изобретения демпфера. Внутренняя втулка 110 включает в себя центральную втулку 10. Центральная втулка 10 имеет высверленное отверстие 11, в которое можно вставлять коленчатый вал (не показанный). Внутренняя втулка 110 также содержит перемычку 12, в которой формируется стыковочное кольцо 13. Кольцо 17 импульсов формируют за одно целое с внутренней втулкой 110, как здесь описано. Внешний периметр кольца 17 импульсов включает в себя лапки или зубцы 18. При работе зубцы 18, также как промежуток 30 обнаруживаются чувствительным элементом на двигателе (не показанным).
Фиг.8a, 8b, 8c, 8d, 8e, 8f, 8g, 8h, 8i, 8j представляют половины видов в поперечном разрезе по оси C-C последовательности изготовления. Фиг.8a изображает этап вырубания заготовки. Заготовку 2000 из листового металла круглой формы штампуют или вырубают известным образом. Затем ее устанавливают во вращающуюся оправку.
Фиг.8b изображает центральную втулку 10 закрытого высверленного отверстия, изготовленную выдавливанием на токарно-давильном станке с помощью процессов, известных в технике, включая способ, раскрытый в патенте США №5987952, выданном Кучеру и др., включенном здесь полностью путем ссылки. Фиг.7a, 7b, 7c представляют виды в поперечном разрезе формирования втулки, имеющей закрытое или несквозное высверленное отверстие, как описано здесь в описании.
На фиг.8c изображено прессование частично сформированного диска. Смещение 2001 впрессовывают с помощью известных процессов в перемычку 12 демпфера.
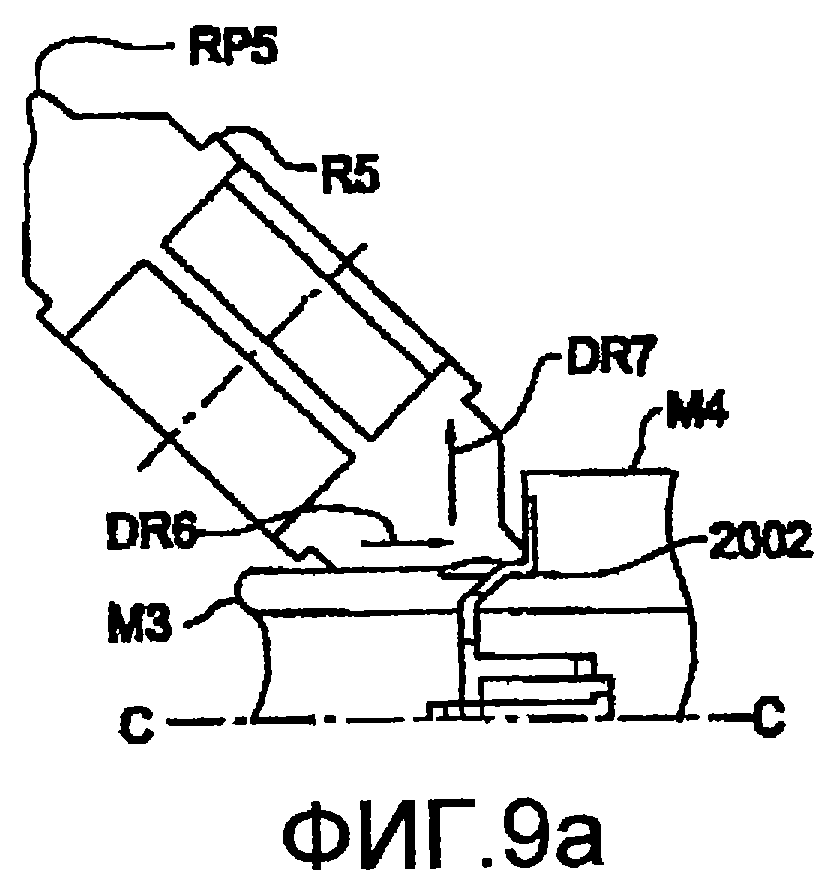
Фиг.8d, 8e и 8f изображают формирование стыковочного кольца 13 и кольца 17 импульсов и более полно описываются в связи с фиг.9a, 9b и 9c.
Фиг.8g изображает обработку на станке, выполняемую на сформированных поверхностях, как известно в технике. Шероховатую стыковочную поверхность 19 обрабатывают на станке для надлежащего сцепления с эластомерным элементом 14. Заранее определенную чистовую обработку поверхности можно также получить, применяя известные процессы, типа окрашивания или покрывания эпоксидной смолой.
Фиг.8h изображает этап пробивания. Зубцы 18 и отверстия 27 для перемычек, см. фиг.3, формируют посредством пробивания. Пробивание включает в себя любой известный процесс штамповки, с помощью которого металл удаляется из внутренней втулки 110 для формирования отверстий 27 для перемычек и из кольца 17 импульсов для формирования зубцов 18. Зубцы 18 также можно изготавливать посредством выдавливания на токарно-давильном станке известным способом.
Фиг.8i изображает внешнее кольцо 120, сцепленное со стыковочным кольцом 13 с помощью эластомерного кольца 14 соединительного элемента. На этом этапе внешнее кольцо 120 и внутренняя втулка 110 удерживаются в относительно фиксированных положениях. Затем элемент 14 зажимается между кольцом 120 и втулкой 110. Элемент 14 находится в несколько сжатом состоянии между внутренней втулкой и внешним кольцом, в диапазоне от приблизительно >0% до приблизительно 50%, чтобы облегчать сцепление между внешним кольцом 120 и внутренней втулкой 110. Для закрепления элемента 14 между внутренней втулкой 110 и внешним кольцом 120 можно использовать клей известным образом.
Фиг.8j изображает этап конечной механической обработки для завершения центральной втулки 10 известным в технике образом. Он может включать в себя применение подходящей чистовой обработки поверхности посредством обработки на станке или окрашивания.
Фиг.9a, 9b, 9c представляют половины видов в поперечном разрезе процесса изготовления. Заготовку 2000 демпфера, показанную на фиг.8с, зажимают между секциями M3 и M4 вращающейся оправки. Затем форма, показанная на фиг.8c, дальше формируется роликом R5, имеющим формирующий профиль RP5, перемещающийся по существу радиально внутрь в направлении DR6, с целью формирования обработанной по радиусу части 2002 заготовки 2000. Аркообразную обработанную по радиусу часть 2002 формируют напротив секции M4 оправки с помощью действия ролика R5. Затем обработанную по радиусу часть 2002 растягивают роликом R5, имеющим профиль RF5 вращения, перемещающийся по существу радиально наружу в направлении DR7, с целью создания черновой формы кольца 17 импульсов. Что касается фиг.9b, то там ролик R5, перемещающийся в направлении DR8, дальше завершает кольцо 17 импульсов и черновую форму 2003 стыковочного кольца 13 относительно секций MR3 и M4 оправки. На фиг.9c ролик R6 с профилем RP6 вращения перемещается по существу радиально внутрь в направлении DR9 с целью дополнительного выравнивания кольца 17 импульсов и придания окончательной формы стыковочному кольцу 13 и, в частности, поверхности 19, см. фиг.8g.
В этом альтернативном варианте осуществления смещение 2001 зацепляет стыковочное кольцо в положении, которое по существу центрировано и выровнено в радиальном направлении с несущей поверхностью ремня, 16 и 26 (см. фиг.1, 2, 8i и 8j). Это служит для иллюстрирования гибкости, получаемой при применении этого способа для регулировки положения несущей поверхности ремня относительно перемычки демпфера. Это, в свою очередь, позволяет пользователю конструировать демпфер, изготавливаемый посредством обработки материала выдавливанием, таким образом, чтобы оптимизировать использование доступного пространства в отсеке двигателя.
Хотя здесь была описана единственная форма изобретения, специалистам в данной области техники должно быть очевидно, что в конструкции и взаимосвязи деталей можно делать видоизменения, не выходя при этом за рамки сущности и объема притязаний описанного здесь изобретения.
Реферат
Изобретение относится к демпфером коленчатых валов. Сущность изобретения заключается в том, что демпфер содержит внутренний элемент, имеющий внешнюю цилиндрическую поверхность, внешний элемент, имеющий внутреннюю цилиндрическую поверхность и несущую поверхность ремня, имеющую профиль, внешнюю поверхность внутреннего элемента и внутреннюю поверхность внешнего элемента, соединенные гибким соединительным элементом. Внутренний элемент дополнительно содержит изготовленный за одно целое проходящий в радиальном направлении элемент. Изготовленный за одно целое проходящий в радиальном направлении элемент имеет множество разнесенных на расстояние лапок, проходящих по внешнему периметру внутреннего элемента. Техническим результатом является создание демпфера, имеющего изготовленное за одно целое кольцо импульсов. 2 н. и 10 з.п. ф-лы, 9 ил.
Комментарии