Сливная пробка и способ ее изготовления - RU2667533C1
Код документа: RU2667533C1
Чертежи
















Описание
Предпосылки создания изобретения
1. Область техники, к которой относится изобретение
[0001] Изобретение относится к сливной пробке и способу ее изготовления.
2. Описание предшествующего уровня техники
[0002] Сливная пробка используется для выпуска текучей среды, такой как масло, содержащееся в корпусе двигателя, трансмиссии и т.д. Сливная пробка имеет, по существу, стержнеобразное основное тело, при этом на заднем конце этого основного тела образована головка, которая используется для приведения сливной пробки во вращение. Основное тело сливной пробки имеет внешнюю резьбу, которая выполнена с возможностью соединения с внутренней резьбой сливного отверстия, расположенного в корпусе.
[0003] Когда сливную пробку ослабляют и вынимают из сливного отверстия, текучая среда выпускается из корпуса с высоким расходом потока, как только передняя концевая часть основного тела отделяется от сливного отверстия. Желательно ограничить расход потока этой текучей среды, и, тем самым, предотвратить попадание текучей среды на окружающие компоненты. В публикации японской патентной заявки №2006-138437 (JP 2006-138437 А) раскрыта сливная пробка, снабженная срезанной поверхностью, которая расположена на боковой стороне основного тела сливной пробки и пролегает в осевом направлении по всей длине основного тела. В состоянии, когда сливная пробка закреплена в сливном отверстии, эта срезанная поверхность между сливным отверстием и основным телом сливной пробки образует зазор, ведущий к внутренней области корпуса.
[0004] Сливная пробка, раскрытая в публикации японской патентной заявки №11-173133 (JP 11-173133 А), снабжена каналом подачи масла, который проходит вдоль оси основного тела, и каналом выпуска масла, который проходит в радиальном направлении от этого канала подачи масла и открыт на внешней окружной поверхности основного тела.
[0005] Сливные пробки, раскрытые в публикации рассмотренной японской заявки на полезную модель №54-44827 (JP 54-44827 Y) и в публикации рассмотренной японской заявки на полезную модель №46-2006 (JP 46-2006 Y), снабжены направляющей канавкой для текучей среды, которая открыта на боковой поверхности основного тела. Эта направляющая канавка для текучей среды проходит в осевом направлении в области, включающей в себя центральную ось основного тела.
Сущность изобретения
[0006] Имея срезанную поверхность по всей длине основного тела, сливная пробка из JP 2006-138437 А позволяет выпускать большое количество текучей среды, как только начинается вывинчивание сливной пробки, что не позволяет в достаточной степени ограничить расход потока.
[0007] С каналом для выпуска масла, открытым перпендикулярно внешней окружной поверхности основного тела, сливная пробка из JP 11-173133 А позволяет выпускать большое количество текучей среды, как только канал для выпуска масла показывается из сливного отверстия, таким образом, не позволяя в достаточной степени ограничить расход потока. Кроме того, открытая кромка канала для выпуска масла образована на внешней резьбе основного тела, так что этот открытая кромка может повредить внутреннюю резьбу сливного отверстия во время установки в сливное отверстие.
[0008] JP 54-44827 Y не определяет форму нижней части направляющей канавки для текучей среды сливной пробки. В сливной пробке из JP 46-2006 Y участок нижней части направляющей канавки для текучей среды, расположенный ближе всего к головке, пролегает перпендикулярно внешней резьбе основного тела. Соответственно, эта сливная пробка позволяет выпускать большое количество текучей среды, как только направляющая канавка для текучей среды показывается из сливного отверстия, что не позволяет в достаточной степени ограничить расход потока. Кроме того, открытая кромка направляющей канавки для текучей среды образована на внешней резьбе основного тела, так что этот открытая кромка может повредить внутреннюю резьбу сливного отверстия во время установки в сливное отверстие.
[0009] В настоящем изобретении предложена сливная пробка, которая позволяет с точностью управлять количеством текучей среды, подлежащей выпуску при вывинчивании сливной пробки, а также способ изготовления этой сливной пробки.
[0010] Первым объектом настоящего изобретения является сливная пробка. Сливная пробка выполнена с возможностью ввинчивания во внутреннюю резьбу сливного отверстия, расположенного в корпусе, содержащем текучую среду. Сливная пробка содержит основное тело, имеющее полностью резьбовую область и частично резьбовую область. Полностью резьбовая область расположена на базовой концевой стороне основного тела. Полностью резьбовая область представляет собой область, в которой гребни внешней резьбы расположены по всей окружности внешней окружной поверхности основного тела. Частично резьбовая область расположена на передней концевой стороне основного тела. Частично резьбовая область представляет собой область, включающую в себя внешнюю резьбу и, по меньшей мере, один такой вырез, что гребни внешней резьбы в окружном направлении имеются только на части внешней окружной поверхности. Внешняя резьба выполнена с возможностью ввинчивания во внутреннюю резьбу. По меньшей мере, один вырез пролегает от переднего конца основного тела вдоль части основного тела в осевом направлении и вдоль части основного тела в окружном направлении. Расстояние от центральной оси основного тела до гребней полностью резьбовой области и расстояние от центральной оси до гребней частично резьбовой области равны друг другу. Расстояние от центральной оси до выреза короче, чем расстояние от центральной оси до гребней внешней резьбы. Вырез включает в себя первую часть и вторую часть. Первая часть пролегает от переднего конца основного тела в направлении, параллельном осевому направлению основного тела. Вторая часть пролегает от первой части в направлении базового конца основного тела. Вторая часть имеет наклонную поверхность, при этом наклонная поверхность наклонена так, что расстояние от центральной оси основного тела до нее увеличивается с уменьшением расстояния до базового конца основного тела. Наклонная поверхность соединена с полностью резьбовой областью.
[0011] При такой конфигурации вторая часть выреза имеет наклонную поверхность, которая наклонена так, что расстояние от центральной оси основного тела до нее увеличивается с уменьшением расстояния до базового конца основного корпуса, и эта наклонная поверхность соединена с полностью резьбовой областью. Таким образом, площадь прохода, образованного между сливным отверстием и основным телом, может точно регулироваться в соответствии с величиной вывинчивания сливной пробки. В результате можно с точностью управлять количеством текучей среды, подлежащим выпуску.
[0012] По сравнению с тем, когда весь вырез представляет собой единую поверхность, которая наклонена относительно осевого направления основного тела, вырез, включающий в себя первую часть и вторую часть, обеспечивает большую величину регулировки для площади прохода в зависимости от числа оборотов сливной пробки, выполняемых при ее вывинчивании. Таким образом, может быстро отрегулировать расход потока.
[0013] В вышеупомянутой сливной пробке вырез может иметь форму, полученную путем ковки материала стержнеобразной основы, который должен образовывать основное тело. В этом случае вырез может быть образован путем ковки материала основы, так что сливную пробку можно изготовить в ходе кратковременного процесса.
[0014] В вышеупомянутой сливной пробке, по меньшей мере, либо первая, либо вторая часть может быть плоской.
[0015] В вышеупомянутой сливной пробке, площадь открытия первого прохода может быть меньше, чем площадь открытия второго прохода, когда край сливного отверстия и вторая часть пересекаются друг с другом. Первый проход может быть образован указанным краем и линией пересечения между второй частью и воображаемой плоскостью, определяемой указанным краем. Второй проход может быть образован указанным краем и кромкой второй части. В этом случае эффективная площадь поперечного сечения канала для текучей среды изменяется не только в окружном направлении и в осевом направлении, но и в радиальном направлении сливной пробки в зависимости от величины вывинчивания сливной пробки. Таким образом, количество текучей среды, подлежащей выпуску, можно точно регулировать второй частью.
[0016] В вышеупомянутой сливной пробке вырез может быть снабжен углублением, которое имеет меньшую ширину, чем вырез на фронтальном виде выреза. Контур углубления, за исключением передней концевой части основного тела, может быть расположен внутри контура выреза. В этом случае, хотя для образования углубления требуется сложный процесс, открытая кромка углубления образована не на внешней резьбе, а образована в положении, удаленном от внешней резьбы к центральной оси основного тела. Соответственно, эта открытая кромка углубления не касается внутренней резьбы сливного отверстия во время установки сливной пробки в сливное отверстие. Таким образом, можно предотвратить повреждение внутренней резьбы сливного отверстия, вызываемое открытой кромкой углубления.
[0017] В вышеупомянутой сливной пробке, основной корпус может иметь осевое отверстие и радиальное отверстие. Осевое отверстие может пролегать от передней концевой части основного тела в осевом направлении основного тела. Радиальное отверстие может быть открыто внутрь выреза и соединено с осевым отверстием. В этом случае, хотя для образования осевого отверстия и радиального отверстия требуется сложный процесс, открытая кромка радиального отверстия образована не на внешней резьбе, а образована в положении, удаленном от внешней резьбы к центральной оси основного тела. Соответственно, эта открытая кромка радиального отверстия не касается внутренней резьбы сливного отверстия во время установки сливной пробки в сливное отверстие. Таким образом, можно предотвратить повреждение внутренней резьбы сливного отверстия, вызываемое открытой кромкой радиального отверстия.
[0018] Вторым объектом настоящего изобретения является способ изготовления сливной пробки. Способ изготовления включает в себя: формирование путем ковки, по меньшей мере, одного выреза в стержнеобразном основном теле сливной пробки так, что, по меньшей мере, один вырез пролегает от переднего конца основного тела вдоль части основного тела в осевом направлении и вдоль части основного тела в окружном направлении, и формирование внешней резьбы на внешней окружной поверхности основного тела. Вырез выполняют так, чтобы он имел первую часть и вторую часть. Первая часть пролегает от переднего конца основного тела в направлении, параллельном осевому направлению основного тела. Вторая часть пролегает от первой части в направлении базового конца основного тела. Вторая часть имеет наклонную поверхность, которая наклонена так, что расстояние от центральной оси основного тела до нее увеличивается с уменьшением расстояния до базового конца основного тела. Полностью резьбовую область, в которой гребни внешней резьбы имеются на всей окружности основного тела, образуют на базовой концевой стороне основного тела. Частично резьбовую область, в которой гребни внешней резьбы в окружном направлении имеются только на части основного тела, образуют на передней концевой поверхности основного тела. Расстояние от центральной оси основного тела до гребней полностью резьбовой области и расстояние от центральной оси до гребней частично резьбовой области равны друг другу. Расстояние от центральной оси до выреза короче, чем расстояние от центральной оси до гребней внешней резьбы. Наклонная поверхность соединена с полностью резьбовой областью.
[0019] В соответствии с этим объектом могут быть достигнуты те же результаты, что и в первом объекте. Кроме того, по сравнению с формированием выреза с помощью процесса резания, формирование выреза посредством ковки может сократить время обработки.
[0020] В вышеописанном способе изготовления сливной пробки формирование внешней резьбы может выполняться путем накатывания резьбы. В этом случае сливная пробка изготавливается способом ковки и накатывания резьбы без использования процесса резания, так что время обработки может быть уменьшено.
Краткое описание чертежей
[0021] Признаки, преимущества, а также техническая и промышленная значимость иллюстративных вариантов осуществления изобретения будут описаны ниже со ссылкой на прилагаемые чертежи, на которых одинаковые ссылочные позиции обозначают одинаковые элементы и на которых:
Фиг. 1 представляет собой вид сбоку, показывающий сливную пробку в соответствии с первым вариантом осуществления настоящего изобретения;
Фиг. 2 представляет собой вид спереди, показывающий сливную пробку в первом варианте осуществления;
Фиг. 3 представляет собой вид сзади, показывающий сливную пробку в первом варианте осуществления;
Фиг. 4 представляет собой вид в разрезе, показывающий головку сливной пробки первого варианта осуществления;
Фиг. 5 представляет собой блок-схему, показывающую способ изготовления сливной пробки первого варианта осуществления;
Фиг. 6А представляет собой вид в разрезе, схематично показывающий способ изготовления сливной пробки первого варианта осуществления;
Фиг. 6В представляет собой вид в разрезе, схематично показывающий способ изготовления сливной пробки первого варианта осуществления;
Фиг. 6С представляет собой вид в разрезе, схематично показывающий способ изготовления сливной пробки первого варианта осуществления;
Фиг. 7 представляет собой вид в разрезе, показывающий состояние использования сливной пробки первого варианта осуществления, в частности, состояние, в котором сливная пробка закреплена;
Фиг. 8 представляет собой вид в разрезе, показывающий состояние использования сливной пробки первого варианта осуществления, в частности, состояние, при котором сливная пробка вывинчена наполовину;
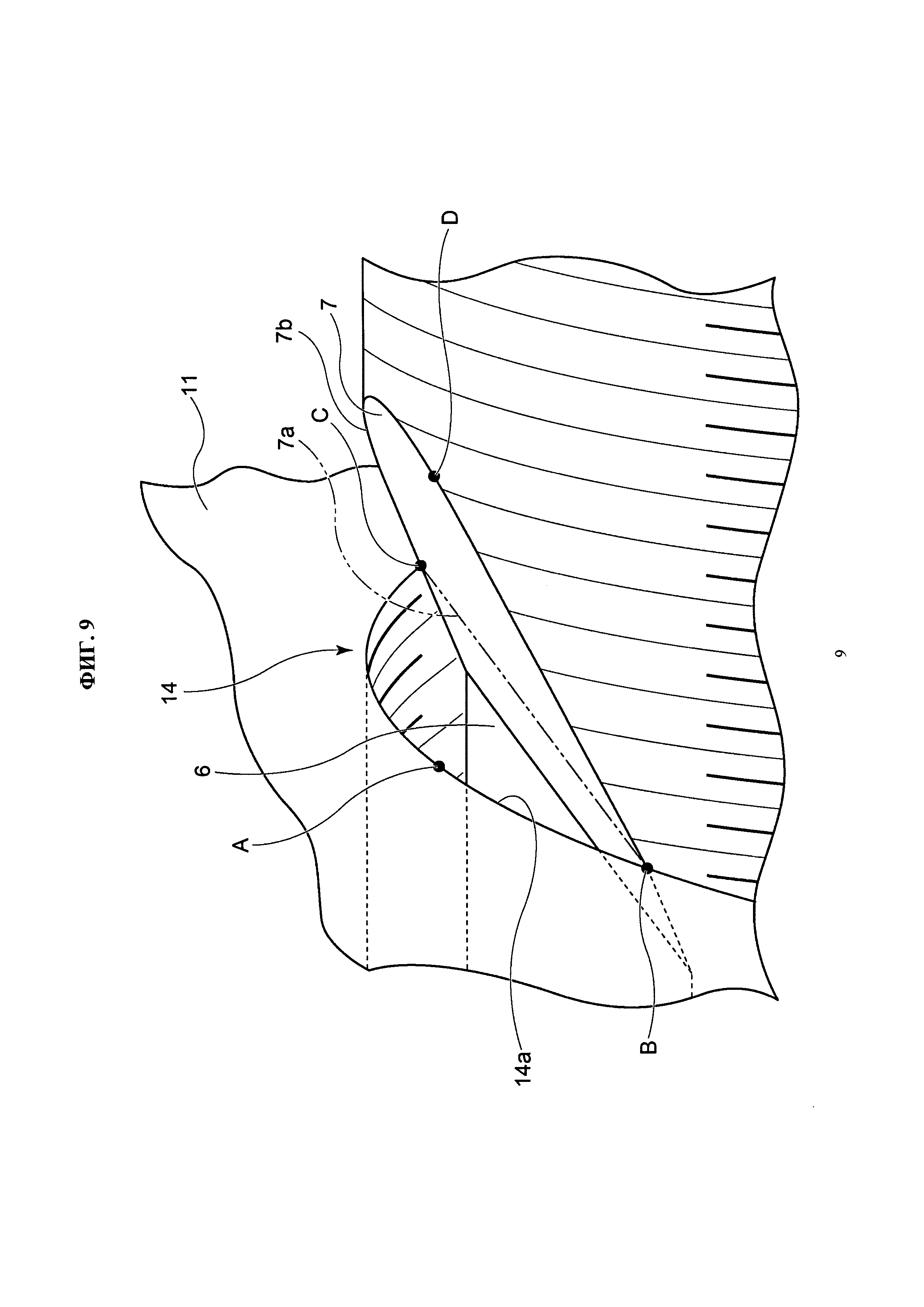
Фиг. 9 представляет собой вид в перспективе основной части, показывающий состояние, когда сливная пробка первого варианта осуществления вывинчена наполовину;
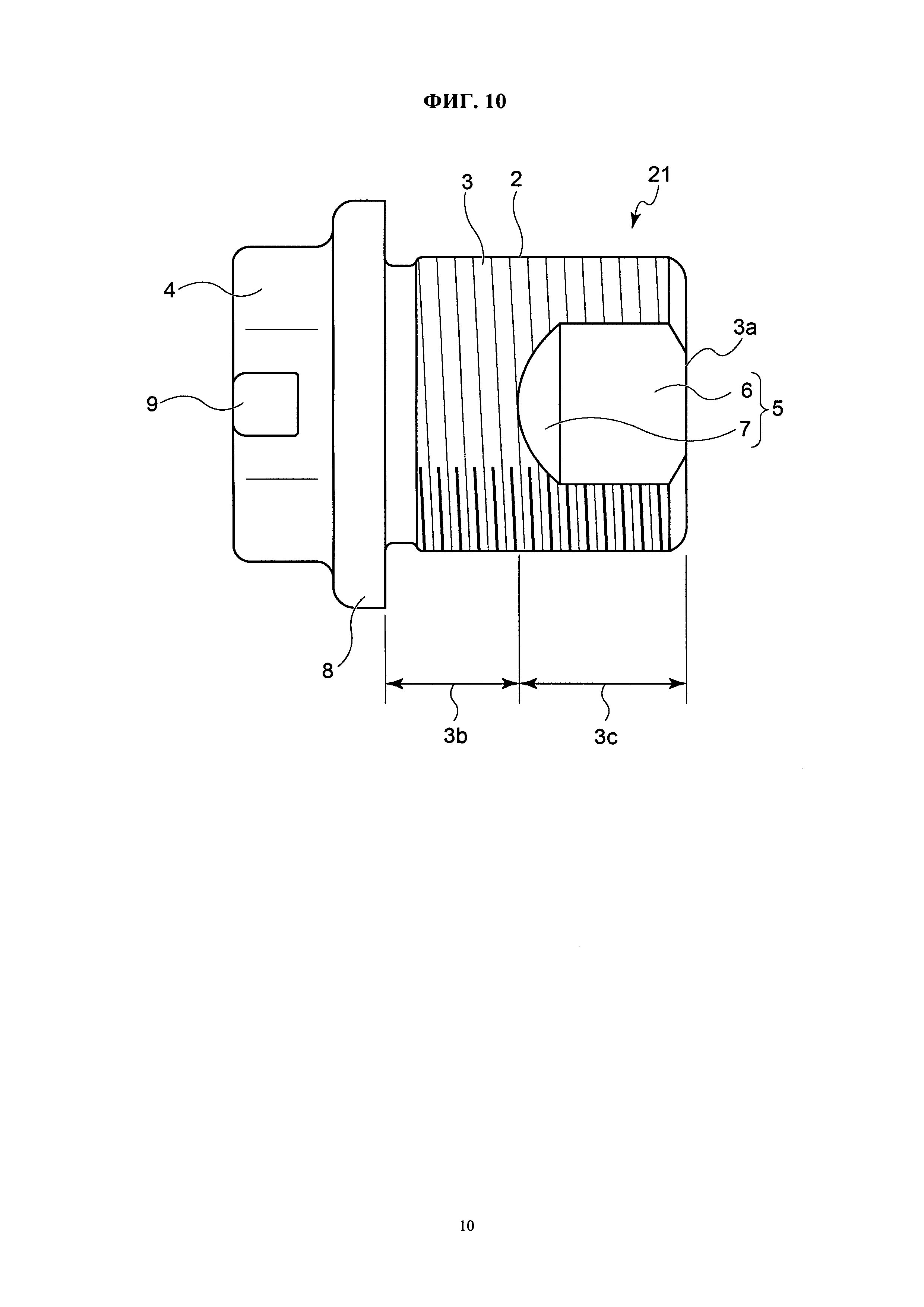
Фиг. 10 представляет собой вид сбоку, показывающий сливную пробку в соответствии с первым модифицированным примером первого варианта осуществления;
Фиг. 11 представляет собой вид спереди, показывающий сливную пробку в соответствии с первым модифицированным примером первого варианта осуществления;
Фиг. 12 представляет собой вид спереди, показывающий сливную пробку в соответствии со вторым модифицированным примером первого варианта осуществления;
Фиг. 13 представляет собой вид сбоку, показывающий сливную пробку в соответствии со вторым вариантом осуществления настоящего изобретения;
Фиг. 14 представляет собой вид спереди, показывающий сливную пробку согласно второму варианту осуществления;
Фиг. 15 представляет собой вид спереди, показывающий сливную пробку в соответствии с первым модифицированным примером второго варианта осуществления;
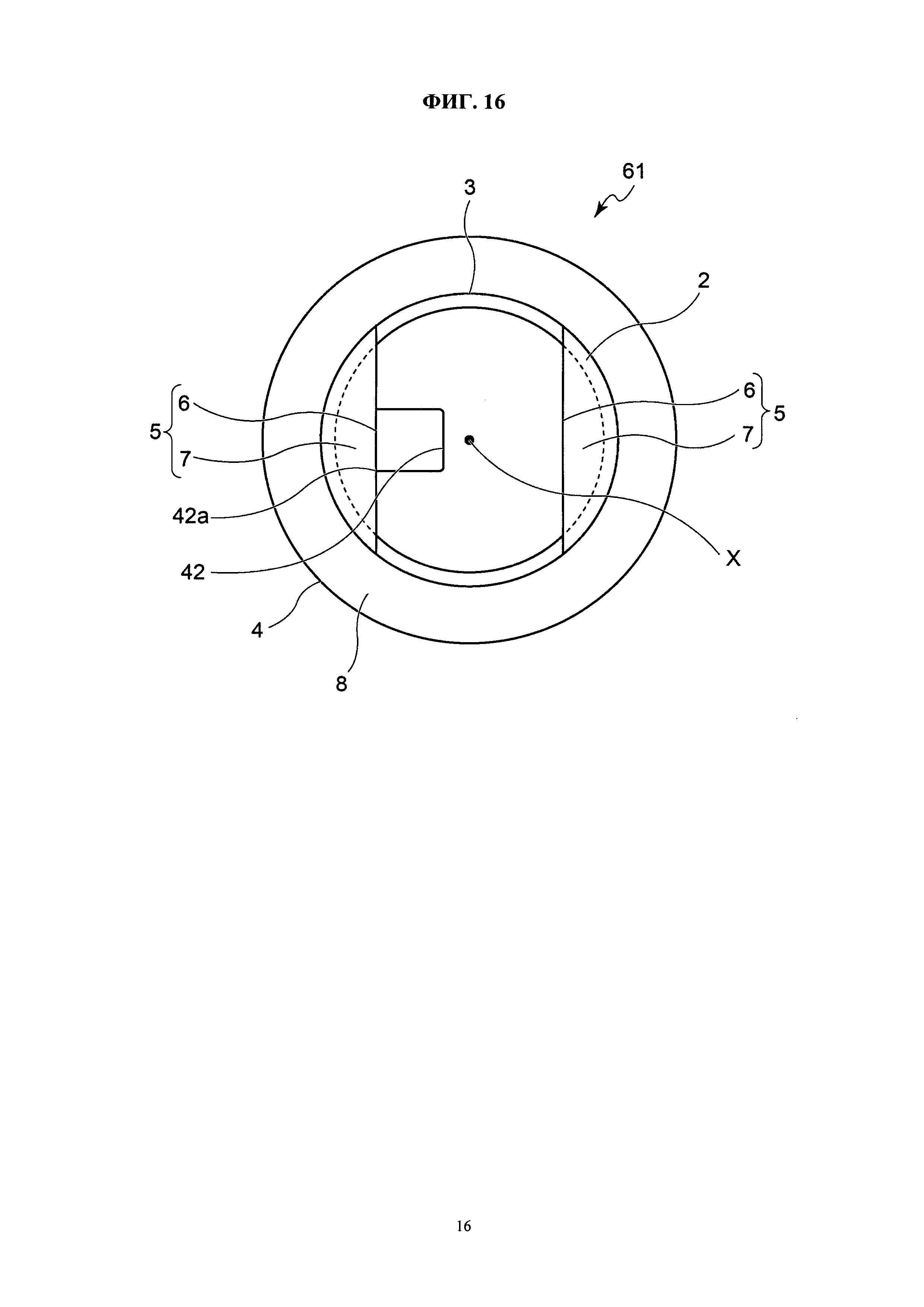
Фиг. 16 представляет собой вид спереди, показывающий сливную пробку в соответствии со вторым модифицированным примером второго варианта осуществления;
Фиг. 17 представляет собой вид спереди, показывающий сливную пробку в соответствии с третьим модифицированным примером второго варианта осуществления;
Фиг. 18 представляет собой вид сбоку, показывающий сливную пробку в соответствии с третьим вариантом осуществления настоящего изобретения; а также
Фиг. 19 представляет собой вид спереди, показывающий сливную пробку в соответствии с третьим вариантом осуществления.
Подробное описание вариантов осуществления
[0022] Варианты осуществления настоящего изобретения будут описаны в соответствии с чертежами. На фиг. 1-4 сливная пробка 1 согласно первому варианту осуществления настоящего изобретения включает в себя, по существу, стержнеобразное основное тело 3, имеющее внешнюю резьбу 2, и головку 4, образованную на заднем конце основного тела 3. Наружный диаметр внешней резьбы 2 постоянен по всей длине основного тела 3.
[0023] На наружной окружной поверхности основного тела 3 образованы четыре выреза 5 с равными угловыми интервалами в окружном направлении. Каждый вырез 5 проходит вдоль части основного тела 3 в продольном направлении, включая переднюю концевую часть За основного тела 3. Каждый из четырех вырезов 5 проходит вдоль части внешней окружной поверхности основного тела 3 в окружном направлении, при этом внешняя резьба 2 проходит между смежными вырезами 5 в продольном направлении основного тела 3. Таким образом, на базовой концевой стороне основного тела 3 гребни внешней резьбы 2 находятся на всей окружности основного тела 3 (эта область в дальнейшем будет соответственно обозначаться как «полностью резьбовая область 3b»). На передней концевой стороне основного тела 3 гребни внешней резьбы 2 присутствуют только на части основного тела 3 в окружном направлении (эта область в дальнейшем будет соответственно обозначаться как «частично резьбовая область 3с»). Наружный диаметр внешней резьбы 2 является постоянным по всей длине основного тела 3 в осевом направлении. Таким образом, расстояния в радиальном направлении от центральной оси х основного тела 3 до полностью резьбовой области 3b и частично резьбовой области 3с равны друг другу. Термин «вырез» в настоящем изобретении относится к части, для которой расстояние в радиальном направлении от центральной оси х основного тела 3 меньше расстояния от центральной оси х до внешней резьбы 2, и этот термин не означает, что вырез образован посредством процесса резания.
[0024] Все гребни, присутствующие в частично резьбовой области 3с, отсутствуют в области 180 градусов вокруг оси основного тела 3. Поэтому, когда только частично резьбовая область 3с сливной пробки 1 ввинчивается и входит в зацепление со сливным отверстием 14, которое будет описано ниже, сливная пробка 1 стабильно удерживается внутри сливного отверстия 14 внешней резьбой 2 частично резьбовой области 3с.
[0025] Вырез 5 включает в себя первую часть 6 и вторую часть 7. Первая часть 6 является плоской и расположена в области, включающей в себя переднюю концевую часть выреза 5. Первая часть 6 проходит параллельно осевому направлению основного тела 3. Пара первых частей 6, смежных друг с другом, образует прямой угол.
[0026] Вторая часть 7 расположена в области, включающей в себя базовую концевую часть выреза 5 (то есть, концевую часть на стороне головки 4). Вторая часть 7 проходит от первой части 6 по направлению к базовому концу основного тела 3. Вся вторая часть 7 представляет собой одну наклонную поверхность, и вторая часть 7 проходит под углом к осевому направлению основного тела 3, поэтому расстояние в радиальном направлении от центральной оси х основного тела 3 увеличивается с уменьшением расстояния до базового конца выреза 5 (т.е., вторая часть 7 смещается в сторону радиально внешней стороны основного тела 3). Вторая часть 7 является плоской. Вторая часть 7 должна иметь эту наклонную поверхность, которая наклонена так, что расстояние в радиальном направлении от центральной оси х основного тела 3 увеличивается с уменьшением расстояния до базового конца выреза 5, по меньшей мере, на концевом участке второй части 7 на стороне базовой концевой части выреза 5. Вторая часть 7 непосредственно соединена с полностью резьбовой областью 3b. Как будет описано ниже, угол α, образованный второй частью 7 с воображаемой удлиненной линии 2а внешней резьбы 2, установлен так, что вторая часть 7 способствует регулированию расхода потока текучей среды при вывинчивании сливной пробки 1.
[0027] Головка 4 выполнена в виде головки фланцевого шестигранного болта и имеет дискообразный фланец 8 с диаметром, который больше расстояния между противолежащими углами шестиугольника. На одной из шести плоских поверхностей, образованных по окружности головки 4, выполнена метка 9 поворотного положения, имеющая утопленную форму, чтобы указывать поворотное положение. Головка 4 может иметь другую конструкцию, которая приспособлена для приведения в движение сливной пробки 1 с целью ее поворота. Например, головка 4 может иметь четырехугольную стержнеобразную форму или форму пластины. Головка 4 может иметь прорезь, поперечное углубление, квадратный паз или шестигранное углубление под ключ для приведения сливной пробки 1 в движение с целью ее поворота. Пристеночная канавка 10, которая является частью, где нет гребней, образована на основном теле 3 на границе с головкой 4.
[0028] Головка 4 и вырезы 5 имеют формы, которые могут быть образованы путем ковки материала 60 стержнеобразной основы, которая должна составлять основное тело 3. Предпочтительно, чтобы вырезы 5 были образованы с такой радиальной глубиной, чтобы вырезы 5 не включали в себя центральную ось х основного тела 3. Расстояние в радиальном направлении от центральной оси х до выреза 5 предпочтительно превышает 50% от радиуса внешней резьбы 2.
[0029] Способ изготовления сливной пробки 1 в соответствии с первым вариантом осуществления является следующим. На фиг. 5, сначала, в материале 60 стержнеобразной основы, образованном из стали, выполняют головку 4 и вырезы 5 (этап S10, фиг. 6А и фиг. 6В). Этот этап выполняется холодной ковкой. В частности, на этом этапе верхняя концевая часть материала 60 стержнеобразной основы расширяется посредством, например, общеизвестного пуансона 61 для образования шестиугольной стержнеобразной головки 4, имеющей фланец 8. В то же время, передняя концевая часть основного тела 3 вытягивается ступенчатой матрицей 62 для образования вырезов 5.
[0030] Затем внешний край фланца 8 обрезают с помощью обрезного пуансона 63 и плашки 64 (этап S20, фиг. 6С). Затем выполняют внешнюю резьбу на внешней окружной поверхности основного тела 3 (этап S30). Этот этап выполняют путем накатывания резьбы с использованием резьбонакатной плашки и резьбонакатного станка. Эти этапы завершают изготовление сливной пробки 1.
[0031] Сливная пробка 1, сконфигурированная так, как описано выше, используется путем соединения с корпусом 11 коробки передач, как показано на фиг. 7. Корпус 11 коробки передач выполнен из алюминиевого сплава и с возможностью вращения удерживает внутри дифференциальную передачу (не показана), а также содержит смазочное масло 13 в нижней части. Сливное отверстие 14 расположено в нижней части корпуса 11 коробки передач на боковой поверхности с передней стороны транспортного средства. Такое выполнение сливного отверстия 14 на боковой поверхности, а не на нижней поверхности корпуса 11 коробки передач, является предпочтительным в том, что можно избежать столкновения с препятствием, когда транспортное средство движется по неровной дороге. Кроме того, поскольку крепление двигателя выполнено с боковой стороны транспортного средства, предпочтительно, чтобы сливное отверстие 14 находилось с передней стороны транспортного средства, а не с боковой стороны транспортного средства. Ось сливного отверстия 14 проходит горизонтально. Рама F элемента подвески находится в положении, обращенном к сливному отверстию 14. Как показано на фиг. 7, в случае, когда используется сливная пробка, которая не была усовершенствована в соответствии с настоящим изобретением, извлечение этой сливной пробки из сливного отверстия 14 вызывает параболическое истечение смазочного масла по траектории Т выпуска. В результате смазочное масло может прилипать к раме F подвески. Ось сливного отверстия 14 проходит горизонтально. Рама F подвески находится в положении, обращенном к сливному отверстию 14. Как показано на фиг. 7, в случае, когда используется сливная пробка, которая не усовершенствована в соответствии с настоящим изобретением, извлечение этой сливной пробки из сливного отверстия 14 вызывает параболическое истекание смазочного масла по траектории Т выпуска. В результате смазочное масло может прилипать к раме F.
[0032] Внутренняя резьба 15 образована на внутренней окружной поверхности сливного отверстия 14. Внешняя резьба 2 сливной пробки 1 ввинчивается во внутреннюю резьбу 15 сливного отверстия 14. Сливная пробка 1 соединяется с корпусом 11 коробки передач, с уплотнительной шайбой 16, расположенной между сливной пробкой 1 и сливным отверстием 14.
[0033] Когда сливная пробка 1, присоединенная таким образом к корпусу 11 коробки передач, вывинчивается, как только часть основания основного тела 3 (т.е. только полностью резьбовая область 3b) сливной пробки 1 показывается из края 14а сливного отверстия 14, из сливного отверстия 14 выпускается только то количество смазочного масла, которое соответствует утечке через зазор между внешней резьбой 2 и внутренней резьбой 15.
[0034] Далее, как показано на фиг. 8, когда вторая часть 7 выреза 5 показывается из края 14а сливного отверстия 14, выпускается такое количество смазочного масла, которое соответствует площади прохода, образовавшегося между этой второй частью и сливным отверстием 14. Поскольку вторая часть 7 наклонена относительно осевого направления основного тела 3, а наклонная поверхность второй части 7 соединена с полностью резьбовой областью 3b, то площадь прохода, образованного между сливным отверстием 14 и основным телом 3, изменяется в зависимости от величины вывинчивания сливной пробки 1. Таким образом, количество текучей среды, подлежащей выпуску, может регулироваться с точностью.
[0035] Здесь угол α, образованный второй частью 7 относительно воображаемой удлинительной линии 2а (см. фиг. 1) внешней резьбы 2, установлен так, что вторая часть 7 способствует регулированию расхода потока смазочного масла, когда сливная пробка 1 вывинчивается. Угол α предпочтительно меньше 45°. В частности, как показано на фиг. 9, площадь открытия первого прохода ABC, образованного краем 14а сливного отверстия 14 и линией пересечения 7а между второй частью 7 и воображаемой плоскостью, определяемой краем 14а, установлена так, чтобы на протяжении всего времени, когда край 14а сливного отверстия 14 и вторая часть 7 пересекаются друг с другом оставаться меньше площади открытия второго прохода ABDC, образованного краем 14а и краем 7b второй части 7. Соответственно все то время, когда край 14а сливного отверстия 14 и вторая часть 7 пересекаются друг с другом, вторая часть 7 способствует регулированию расхода потока смазочного масла, так что эффективная площадь поперечного сечения канала смазочного масла изменяется не только в направлении по окружности и осевом направлении, но и в радиальном направлении сливной пробки 1 в соответствии с величиной вывинчивания сливной пробки 1. Таким образом, количество смазывающего масла, подлежащего выпуску, может управляться с точностью.
[0036] Когда первая часть 6 выреза 5 показывается из края 14а сливного отверстия 14, эффективная площадь прохода, образованная между сливным отверстием 14 и основным телом 3, остается неизменной до тех пор, пока основное тело 3 не будет полностью отсоединено от сливного отверстия 14. Когда основное тело 3 полностью отсоединено от сливного отверстия 14, сливное отверстие 14 полностью открывается.
[0037] Как было подробно описано выше, в первом варианте осуществления вырез 5 имеет форму, которая может быть образована путем ковки материала 60 стержнеобразной основы, которая должна составлять основное тело 3. Таким образом, по сравнению с формированием выреза 5 посредством процесса машинной обработки, т.е. процесса резания, выполнение выреза 5 посредством ковки позволяет изготавливать сливную пробку 1 посредством кратковременного процесса.
[0038] Вторая часть 7 выреза 5 проходит под наклоном относительно осевого направления основного тела 3, так что расстояние в радиальном направлении от центральной оси х основного тела 3 увеличивается с уменьшением расстояния до головки 4, и эта наклонная поверхность непосредственно связана с полностью резьбовой областью 3b. Таким образом, площадь прохода, образованная между сливным отверстием 14 и основным телом 3, может точно регулироваться в соответствии с величиной вывинчивания сливной пробки 1, и, соответственно, количество текучей среды, подлежащей выпуску, может регулироваться с точностью.
[0039] По сравнению с тем, когда весь вырез 5 представляет собой единую поверхность, которая наклонена относительно осевого направления основного тела, вырез 5, включающий в себя первую часть 6 и вторую часть 7, которые ориентированы в разных направлениях, обеспечивает значительную величину регулирования по площади прохода относительно количества поворотов при вывинчивании сливной пробки 1, так что можно быстро регулировать расход потока. Другими словами, можно управлять величиной регулирования (то есть чувствительностью регулирования) площади прохода относительно числа поворотов при вывинчивании сливной пробки 1, путем управления соотношением между осевыми размерами первой части 6 и второй части 7.
[0040] Одна сливная пробка 1 может иметь произвольное количество вырезов 5 и, следовательно, может иметь один вырез 5 или множество вырезов 5. Например, сливная пробка 21 модифицированного примера, показанная на фиг. 10 и фиг. 11, имеет три выреза 5 с равными угловыми интервалами в окружном направлении. Пара первых частей 6, смежных друг с другом, образует угол 120°. Сливная пробка 31 другого модифицированного примера, показанного на фиг. 12, имеет два выреза 5 с равными угловыми интервалами в окружном направлении. Два выреза 5 образуют угол 180°. Сливные пробки 21, 31 в соответствии с этими модифицированными примерами может достигать тех же результатов, что и сливная пробка 1 в первом варианте осуществления.
[0041] Далее будет описан второй вариант осуществления настоящего изобретения. На фиг. 13 и фиг. 14, сливная пробка 41 согласно второму варианту осуществления имеет углубление 42, которое служит для увеличения расхода потока. Вырез 5 имеет углубление 42, которое имеет меньшую ширину, чем вырез 5 на фронтальном виде выреза 5. Углубление 42 сообщается с передней концевой частью 3а основного тела 3. Контур углубления 42, за исключением передней концевой части 3а основного тела 3, на фронтальном виде выреза 5 расположен внутри контура выреза 5. Углубление 42 образовано процессом резания. Процесс резания углубления 42 выполняется после того, как вырезы 5 образованы путем ковки, однако, этот процесс резания может быть выполнен до того, как будут образованы вырезы 5. Этот процесс резания может быть выполнен после резьбовой накатки гребней. Углубление 42 выполнено только в одном из четырех вырезов 5, находящемся в том же положении в окружном направлении основного тела 3, что и метка 9 поворотного положения. Однако углубление 42 может быть выполнено в двух или более вырезах 5 из четырех вырезов 5. Другие компоненты второго варианта осуществления являются такими же, что и в первом варианте осуществления, и поэтому эти компоненты будут обозначены теми же ссылочными позициями, в то время как их подробное описание будет опущено.
[0042] Во втором варианте осуществления, хотя для образования углубления 42 требуется процесс резания, открытая кромка 42а углубления 42 не образована на внешней резьбе 2, а образована в положении, установленном дальше от внешней резьбы 2 к центральной оси х относительно расстояния от центральной оси х основного тела 3. Соответственно, открытая кромка 42а углубления 42 не касается внутренней резьбы 15 сливного отверстия 14 во время установки сливной пробки 41 в сливное отверстие 14, так что можно предотвратить повреждение внутренней резьбы 15 сливного отверстия 14, вызванное открытой кромкой 42а углубления 42.
[0043] Одна сливная пробка может иметь произвольное количество вырезов 5, которые снабжены углублением 42. Таким образом, углубление 42 может быть выполнено в любом количестве вырезов 5 среди одного или множества вырезов 5, выполненных в одной сливной пробке 1. Например, как и в модифицированных примерах, показанных на фиг. 15 и фиг. 16, углубление 42 может быть выполнено в одном из трех или двух вырезов 5, расположенных в одной сливной пробке 51 или 61. В одном вырезе 5 может быть расположено множество углублений 42. Углубление может достигать второй части 7 за пределами первой части 6. Углубление может иметь произвольную форму, и, например, углубление 142, расположенное в сливной пробке 71, может иметь клиновидную форму в поперечном сечении, как в модифицированном примере, показанном на фиг. 17.
[0044] Далее будет описан третий вариант осуществления настоящего изобретения. На фиг. 18 и фиг. 19, сливная пробка 81 согласно третьему варианту осуществления имеет осевое отверстие 52 и радиальное отверстие 53, которые служат для увеличения расхода потока. Основное тело 3 имеет осевое отверстие 52, которое проходит от передней концевой части За основного тела 3 в осевом направлении основного тела 3, и радиальное отверстие 53, которое открыто внутрь выреза 5 и соединено с осевым отверстием 52. Осевое отверстие 52 и радиальное отверстие 53 проделаны способом резания. Процесс резания осевого отверстия 52 и радиального отверстия 53 выполняется после выполнения вырезов 5 посредством ковки, однако, этот процесс резания может быть выполнен до того, как будут образованы вырезы 5. Этот процесс резания может быть выполнен после резьбовой накатки гребней. Другие компоненты третьего варианта осуществления являются такими же, что и в первом варианте осуществления, и поэтому эти компоненты будут обозначены теми же самыми ссылочными позициями, при этом их подробное описание будет опущено.
[0045] В третьем варианте осуществления, хотя требуется сложный процесс для образования осевого отверстия 52 и радиального отверстия 53, открытая кромка 53а радиального отверстия 53 не образована на внешней резьбе 2, а образована в положении, установленном дальше от внешней резьбы 2 к центральной оси х основного тела 3 относительно расстояния от центральной оси х. Соответственно, открытая кромка радиального отверстия 53 не касается внутренней резьбы 15 сливного отверстия 14 во время установки сливной пробки 81 в сливное отверстие 14, так что можно предотвратить повреждение внутренней резьбы 15 сливного отверстия 14, вызванное открытой кромкой радиального отверстия 53.
[0046] Одна сливная пробка может иметь произвольное количество вырезов 5, которые снабжены осевым отверстием 52 и радиальным отверстием 53. Таким образом, осевое отверстие 52 и радиальное отверстие 53 могут быть выполнены в любом количестве вырезов 5 среди одного или множества вырезов 5, выполненных в одной сливной пробке 1. Множество осевых отверстий 52 и радиальных отверстий 53 могут быть выполнены в одном вырезе 5. Радиальное отверстие 53 может быть открыто во второй части 7 или может быть открыто в первой части 6 и второй части 7. Осевое отверстие 52 и радиальное отверстие 53 могут иметь произвольные формы поперечного сечения.
[0047] Варианты осуществления настоящего изобретения не ограничиваются этими вариантами осуществления и модифицированными примерами, описанными выше, и любые модификации, приложения и эквиваленты, которые охватываются концепцией изобретения, указанной в объеме формулы изобретения, включаются в изобретение. Таким образом, настоящее изобретение не должно быть узко интерпретировано, и применимо к любым другим технологиям, относящимся к объему концепции изобретения.
[0048] По меньшей мере, либо первая часть, либо вторая часть, которые образуют вырез в настоящем изобретении, могут иметь другие формы, отличные от формы плоской поверхности, то есть выпуклую форму или вогнутую форму. Участок второй части может быть наклонной поверхностью. В этом случае предпочтительно, чтобы эта наклонная поверхность была непосредственно соединена с полностью резьбовой областью 3b.
[0049] Настоящее изобретение применимо к любым устройствам, которые имеют корпус, содержащий смазочное масло или другую текучую среду. Примеры таких устройств включают в себя ручные коробки передач, бесступенчатые автоматические коробки передач, ступенчатые автоматические коробки передач, а также приводные устройства и двигатели гибридных транспортных средств, однако, сферы применения настоящего изобретения не ограничены этим и, кроме того, включают в себя, например, радиаторы и водяные рубашки двигателей с водяным охлаждением.
Реферат
Изобретение может быть использовано для выпуска текучей среды, такой как масло, содержащееся в корпусе двигателя или трансмиссии. Сливная пробка (1) выполнена с возможностью ввинчивания во внутреннюю резьбу сливного отверстия, расположенного в корпусе, содержащем текучую среду. Сливная пробка (1) содержит основное тело (3), имеющее полностью резьбовую область (3b) и частично резьбовую область (3c). Полностью резьбовая область (3b) расположена на базовой концевой стороне основного тела (3). Полностью резьбовая область (3b) представляет собой область, в которой гребни внешней резьбы (2) расположены по всей окружности внешней окружной поверхности основного тела (3). Частично резьбовая область (3c) расположена на передней концевой стороне основного тела (3). Частично резьбовая область (3c) представляет собой область, включающую в себя внешнюю резьбу (2) и по меньшей мере один такой вырез (5), что гребни внешней резьбы (2) в окружном направлении присутствуют только на части внешней окружной поверхности. Внешняя резьба (2) выполнена с возможностью ввинчивания во внутреннюю резьбу. Вырез (5) пролегает от переднего конца основного тела (3) вдоль части основного тела в осевом направлении и вдоль части основного тела в окружном направлении. Расстояние от центральной оси основного тела (3) до гребней полностью резьбовой области (3b) и расстояние от центральной оси до гребней частично резьбовой области (3c) равны друг другу. Расстояние от центральной оси до выреза (5) короче, чем расстояние от центральной оси до гребней внешней резьбы (2). Вырез (5) включает в себя первую часть (6) и вторую часть (7). Первая часть (6) пролегает от переднего конца основного тела (3) в направлении, параллельном осевому направлению основного тела (3). Вторая часть (7) пролегает от первой части в направлении базового конца основного тела. Вторая часть (7) имеет наклонную поверхность, при этом наклонная поверхность наклонена так, что расстояние от центральной оси основного тела (3) до нее увеличивается с уменьшением расстояния до базового конца основного тела, и наклонная поверхность соединена с полностью резьбовой областью (3b). Раскрыт способ изготовления сливной пробки. Технический результат заключается в повышении точности управления количеством текучей среды, подлежащей выпуску при вывинчивании сливной пробки. 2 н. и 6 з.п. ф-лы, 21 ил.
Комментарии