Охлаждающий модуль и способ изготовления - RU2559214C2
Код документа: RU2559214C2
Чертежи
Описание
Изобретение относится к способу изготовления охлаждающего модуля и к соответствующему охлаждающему модулю для состоящего из нескольких ячеек батарейного модуля с аккумуляторами, в частности литий-ионными ячейками, которые используются для получения тяговой батареи или тягового батарейного модуля для транспортных средств с электротрансмиссией. Такие батарейные модули могут использоваться, например, в электромобилях, гибридных автомобилях с двигателями внутреннего сгорания или с топливными ячейками. За счет своей модульной конструкции батарейный модуль может использоваться также для других целей, например стационарно, или в транспортных средствах с малой тягой, например в креслах-колясках.
В еще не опубликованной заявке РСТ фирмы «Акасоль Инжиниринг ГмбХ» под № РТС/ЕР2010/002525 описан охлаждающий модуль для состоящего из нескольких ячеек батарейного модуля с аккумуляторами, в частности литий-ионными ячейками, которые используются для получения тяговой батареи или тягового батарейного модуля для транспортных средств с электротрансмиссией.
Батарейная модульная система, состоящая из нескольких одинаковых батарейных модулей, может быть рассчитана, например, на то, чтобы покрывать диапазон мощности с энергоемкостью 1-400 кВт или более. Если, например, батарейная модульная система рассчитана на длительную мощность 20 кВт, то, тем не менее, в целях ускорения от батареи краткосрочно могут потребоваться пиковые мощности, например 100 кВт, благодаря чему достигаются отличные результаты ускорения. В зарядном режиме можно работать, например, с зарядной мощностью 40 кВт.
Указанные выше значения являются только примером, однако, с другой стороны, представляют собой значения, которые вполне могут достигаться с имеющимися на рынке литий-ионными батареями.
Охлаждающий модуль по упомянутой заявке должен иметь компактную конструкцию и должен быть рассчитан термически оптимально, в частности так, чтобы рабочую температуру батарейного модуля или батарейной модульной системы можно было поддерживать в узких пределах во избежание локального перегрева отдельных ячеек, повышенных температур одной или нескольких ячеек или эксплуатации при их слишком низких температурах.
Чтобы решить эту задачу, в упомянутой заявке предусмотрен охлаждающий модуль для состоящего из нескольких ячеек батарейного модуля, отличающийся тем, что охлаждающий модуль, по меньшей мере, на первых и вторых, противоположных друг другу сторонах содержит охлаждающие пластины и снабжен проходящими между этими сторонами теплопроводящими соединительными пластинами, которые образуют между собой гнезда для размещения ячеек, причем охлаждающий модуль выполнен преимущественно приблизительно прямоугольным.
В также еще не опубликованной заявке фирмы «Акасоль Инжиниринг ГмбХ» под № DE 102009018787.1 описан способ изготовления охлаждающего модуля для повторно заряжаемой батареи, причем охлаждающий модуль выполнен приблизительно прямоугольным и имеет жидкостное охлаждение, по меньшей мере, на трех следующих друг за другом сторонах, причем обрабатывается давлением приблизительно прямоугольный стальной лист или его приблизительно прямоугольный участок для образования желобчатых входной и выходной зон на двух противоположных сторонах прямоугольника, а также нескольких желобков, проходящих, по меньшей мере, в основном, параллельно друг другу между обеими зонами. Затем прямоугольный лист или прямоугольный участок полосы сгибается, по меньшей мере, на двух сторонах для образования, в основном, прямых углов.
Такой способ недорого и воспроизводимо осуществляется на производственном оборудовании, а именно с очень малыми отходами материала, благодаря чему возможно рентабельное серийное производство охлаждающих модулей крупными партиями. За счет применения листовой стали, или алюминия, или алюминиевого сплава в качестве исходного материала можно с относительно тонким листом толщиной, например, около 1 мм создать жесткую конструкцию, поскольку перемычки служат не только для охлаждения, но и для усиления. Кроме того, тонкостенная конструкция обеспечивает легкий по массе охлаждающий модуль. Использование алюминиевого листа способствует уменьшению массы.
Однако рабочая температура отдельных батарейных ячеек не должна выходить за пределы диапазона, например, 18-25ºС, поскольку иначе срок службы отдельных батарейных ячеек батарейного модуля может отчасти резко сократиться. За счет того, что в прежних охлаждающих модулях охлаждающие пластины обычно снабжаются впоследствии охлаждающими контурами для охлаждения батарейных ячеек, с ним могут возникнуть проблемы, поскольку термический перенос охлаждающего средства не всегда можно достаточно обеспечить.
Задачей изобретения является создание альтернативного способа изготовления охлаждающего модуля и его альтернативной конструкции, который/которая также обеспечивал/обеспечивала бы отличный теплообмен между батарейными ячейками и охлаждающим средством. Кроме того, даже при альтернативном расчете должно обеспечиваться предельно рациональное изготовление, которое можно было бы осуществлять с небольшими материальными и экономическими затратами.
Эта задача решается посредством способа изготовления охлаждающего модуля, а также охлаждающего модуля в соответствии с независимыми пунктами формулы.
Предпочтительные варианты осуществления изобретения приведены в зависимых пунктах, описании и на чертежах.
Согласно изобретению создан способ изготовления охлаждающего модуля, при котором ему придается форма корпуса с внутренним пространством для размещения батарейных ячеек, причем корпус имеет между впускной и выпускной зонами один или несколько параллельных друг другу охлаждающих каналов и, по меньшей мере, частично образуется из одного или нескольких отрезков полого профиля.
Такой способ может осуществляться рентабельно и воспроизводимо на производственном оборудовании, а именно с очень малыми отходами материала могут использоваться простые полые профили, которые имеют охлаждающий канал и которые на независимом предшествующем этапе могут предварительно изготавливаться нужной длины или при массовом производстве охлаждающих модулей изготавливаться нужной длины, благодаря чему возможно серийное производство охлаждающих модулей крупными партиями.
За счет применения, например, алюминия или алюминиевого сплава в качестве исходного материала можно с относительно малой толщиной стенок полых профилей 0,5-2 мм создать жесткую конструкцию, поскольку стенки полых профилей служат не только для ведения охлаждающего средства, но и для придания жесткости охлаждающему модулю. Кроме того, тонкостенная конструкция обеспечивает легкий по массе охлаждающий модуль. Использование алюминиевого листа способствует уменьшению массы. В качестве исходного материала для полых профилей применяются преимущественно легкие металлы, например алюминий или магний или их сплавы. Предпочтительно применяются материалы с высокой теплопроводностью (например, алюминий ≈ 200 Вт/мК).
Полые профили могут просто изготавливаться способом штрангпрессования методом непрерывного формования профильных изделий. В таком способе при температурах примерно от 700ºС (алюминий и его сплавы) до 1400ºС (сталь) в полунепрерывном процессе прутки металла или металлических сплавов могут вытягиваться до задаваемой формы. Формы могут иметь диаметр до 400 мм и снабжаться полостями. При необходимости, форма может иметь длину несколько сот метров. Также готовый профиль, например, посредством пилы («летучей пилы») может отрезаться на нужную длину, как только участок прутка достаточно затвердеет.
В одном предпочтительном варианте используются, по меньшей мере, два полых профиля. Они выполнены предпочтительно для соединения между собой на своих продольных сторонах. За счет того, что полые профили могут соединяться на своих продольных сторонах, охлаждающему модулю придается дополнительная жесткость, что приводит к еще более прочной конструкции.
За счет того, что охлаждающий модуль изготавливается посредством, по меньшей мере, двух полых профилей, может быть реализована его модульная конструкция, поскольку нужная высота охлаждающего модуля может быть легко достигнута за счет выбора задаваемого числа полых профилей. Это значит, что на производственном оборудовании могут легко изготавливаться охлаждающие модули разной величины, поскольку для отдельных батарейных модулей можно применять всегда одинаковый исходный материал, который в зависимости от необходимости можно резать на нужную длину и легко варьировать по высоте за счет требуемого числа полых профилей.
Преимущественно полые профили соединяются между собой посредством склеивания, и/или пайки, и/или сварки, и/или спрессовывания, и/или свинчивания/зажимания, и/или обжима, и/или стыковочного соединения, и/или соединения паз-гребень. Таким образом, можно легко и недорого избежать смещения полых профилей по отношению друг к другу и обеспечить удержание вместе в направлении перпендикулярно их продольному направлению.
В одном предпочтительном варианте корпус охлаждающего модуля выполнен приблизительно прямоугольным и имеет жидкостное охлаждение, по меньшей мере, на трех следующих друг за другом сторонах. Отрезок или каждый отрезок полого профиля, по меньшей мере, в двух местах сгибается преимущественно U-образно для получения, по меньшей мере, двух, обычно, по меньшей мере, в основном, прямых углов.
В качестве альтернативы полые профили могут быть также на своих взаимостыкующихся концах проточно склеены, спаяны или сварены между собой для получения, в основном, прямоугольного охлаждающего модуля.
В качестве альтернативы этому следующие друг за другом полые профили могут быть проточно присоединены друг к другу посредством дугообразных элементов для получения, в основном, прямоугольного охлаждающего модуля.
Во всех трех названных альтернативах охлаждающий модуль имеет, по меньшей мере, три следующие друг за другом стороны, имеющие соответственно охлаждающий канал. За счет этого одна или несколько батарейных ячеек могут охлаждаться, по меньшей мере, с трех сторон. Впускная и выпускная зоны могут быть предусмотрены, таким образом, на одной стороне охлаждающего модуля, предпочтительно на той его стороне, где предусмотрены выводы полюсов батарейных ячеек.
За счет изгиба полого профиля или соединения полых профилей на их углах образуется имеющий, по меньшей мере, три стороны охлаждающий модуль, благодаря чему основная форма его корпуса или часть его оболочки изготавливается рентабельным образом. Прямоугольная форма позволяет использовать охлаждающий модуль с изготавливаемыми по стандарту прямоугольными батарейными ячейками.
Преимущественно в зависимости от необходимости и числа используемых отрезков полого профиля они сгибаются до или после их соединения. Так, можно обеспечить, чтобы при использовании нескольких отрезков полого профиля большей длины они сгибались правильно, поскольку рентабельнее по отдельности сгибать отрезки полого профиля, начиная с их определенного размера (например, толщина стенок ≥2 мм), чтобы минимизировать брак от неправильно согнутых полых профилей.
В зависимости от вида полого профиля может быть также проще составлять в охлаждающий модуль отдельные согнутые полые профили.
В одном особенно предпочтительном варианте имеющий три стороны охлаждающий модуль снабжается затем соединительными пластинами. Они, по меньшей мере, на двух противоположных сторонах охлаждающего модуля и преимущественно на его трех сторонах прикрепляются к полым профилям теплопроводящим образом, образуя между ними гнезда, рассчитанные на размещение батарейных ячеек, причем соединительные пластины лежат в параллельных плоскостях, а охлаждающие каналы проходят преимущественно параллельно этим плоскостям.
За счет использования соединительной пластины батарейные ячейки, вставляемые в охлаждающее гнездо, могут охлаждаться, по меньшей мере, на одной из своих сторон большой площади. Это обеспечивает еще более точное управление рабочей температурой отдельных батарейных ячеек, поскольку они охлаждаются на своих нижней и верхней сторонах. Кроме того, охлаждающие пластины могут служить для стабилизации охлаждающего модуля. Соединение ячейки к охлаждающей структуре происходит посредством прессования или теплопроводящих тонких, электроизолирующих слоев (например, клеев, клейких пленок).
Преимущественно соединительные пластины вставляются в направляющие пазы, проходящие в продольном направлении отрезка полого профиля. После вставки соединительные пластины могут быть закреплены в направляющих пазах посредством пайки, сварки, склеивания, сил трения или иным образом, чтобы обеспечить еще лучшую теплопередачу между полыми профилями и соединительными пластинами. В или на пазу может быть предусмотрена также теплопередающая паста, которая улучшает теплообмен между соединительной пластиной и полым профилем.
В одном предпочтительном варианте отрезок полого профиля содержит, по меньшей мере, одно охлаждающее ребро, которое вырезано в тех местах, где сгибается отрезок полого профиля.
Охлаждающие ребра могут быть предусмотрены на этапе штрангпрессования при изготовлении полых профилей и обеспечивают еще лучшую передачу тепла батарейных ячеек, которые могут вставляться в охлаждающий модуль, к охлаждающему средству, которое может направляться по охлаждающему каналу (каналам).
В одном особенно предпочтительном варианте во впускной зоне предусмотрен распределитель, который расположен приблизительно перпендикулярно отдельным охлаждающим каналам и при работе распределяет по ним охлаждающее средство, и/или в выпускной зоне предусмотрен коллектор, который расположен приблизительно перпендикулярно охлаждающим каналам и при работе собирает из них охлаждающее средство, направляя его к выпуску.
Таким образом, распределитель может легко снабжать отдельные охлаждающие каналы отдельных полых профилей охлаждающим средством, обеспечивая охлаждение простым образом батарейных ячеек, которые могут быть встроены в охлаждающий модуль. Коллектор может собирать нагретое охлаждающее средство и просто отводить его от охлаждающих каналов.
Охлаждающее средство может направляться от коллектора к теплообменнику, чтобы довести его до нужной рабочей температуры, прежде чем оно (снова) будет направлено в распределитель. В качестве охлаждающего средства применяется предпочтительно такое, которое применяется в автомобильной промышленности, в частности охлаждающее средство для алюминиевых деталей, например алюминиевого двигателя.
Преимущественно распределитель и/или коллектор к полому профилю или профилям приваривается, припаивается, приклеивается или крепится иным образом, например посредством соединения обжимом, и, в частности, дополнительно привинчивается. За счет этого можно обеспечить влагонепроницаемое соединение между распределителем или коллектором и полым профилем или профилями, а также стабилизирующий эффект во впускной и выпускной зонах полых профилей. Распределитель или коллектор может недорого и рационально изготавливаться в виде пластиковой, алюминиевой отливки под давлением или алюминиевой отливки, полученной прецизионным литьем, что может привести также к дальнейшему уменьшению массы охлаждающего модуля. В качестве альтернативы коллектор и/или распределитель может изготавливаться также в виде штрангпрессованной детали.
В одном предпочтительном варианте готовый охлаждающий модуль или полые профили подвергаются последующей обработке посредством анодирования и/или нанесения порошкового покрытия. Охлаждающий модуль может быть также покрыт, например, слоем краски для его защиты от грязи, например уличной, и увеличения срока службы. Кроме того, защитный слой может выполнять функцию электрической изоляции.
Согласно изобретению создан охлаждающий модуль, причем он имеет форму корпуса с внутренним пространством для размещения батарейных ячеек, причем корпус имеет между впускной и выпускной зонами один или несколько параллельных друг другу охлаждающих каналов и образован, по меньшей мере, частично из одного или нескольких отрезков полого профиля.
У охлаждающего модуля, содержащего, по меньшей мере, одно охлаждающее ребро, пространство, образованное между ним и батарейными ячейками, заполнено вкладышем, выполняющим одну из следующих функций: теплопроводящую, пожарозащитную и механически-опорную. Вкладыш может быть соединен с батарейной ячейкой и/или полым профилем посредством вставки, вклеивания, вваривания, впаивания или иным способом.
Преимущественно согнутый полый профиль стабилизируется опорным профилем, например армированной волокном пластиковой трубкой, на передних концах охлаждающего модуля.
В одном примере выполнения охлаждающего модуля батарейная ячейка в зонах прилегания к полому профилю электрически изолирована от него, например, посредством самоклеящейся пленки или покрытия.
В частности, батарейные ячейки изолированы от охлаждающего модуля в зонах, например вырезах охлаждающего ребра, в углах полого профиля или к коллектору и/или распределителю, посредством вкладывания электроизолирующих полос, например из пластика.
Согласно изобретению создан также полый профиль, который подходит, в частности, для использования в предложенном способе или может использоваться в предложенном охлаждающем модуле и имеет, по меньшей мере, один, направляющий охлаждающее средство канал, расположенный на внешней стороне стенки канала паз и расположенный на противоположной внешней стороне гребень, причем паз и гребень лежат в общей плоскости.
Согласно изобретению создан также способ изготовления, по меньшей мере, одной детали предложенного охлаждающего модуля, причем деталь изготавливается в виде штрангпрессованного профиля. Это обеспечивает особенно недорогую сборку охлаждающего модуля. Типичными деталями охлаждающего модуля, которые могут изготавливаться в виде штрангпрессованного профиля, являются распределитель, коллектор, опорный профиль или полый профиль.
Преимущества, которые пояснялись в связи с различными вариантами предложенного способа, относятся, разумеется, к усовершенствованию предложенных охлаждающего модуля и полого профиля.
Изобретение более подробно поясняется ниже на примерах его осуществления со ссылкой на чертежи, на которых изображены:
- фиг. 1: перспективный вид охлаждающего модуля;
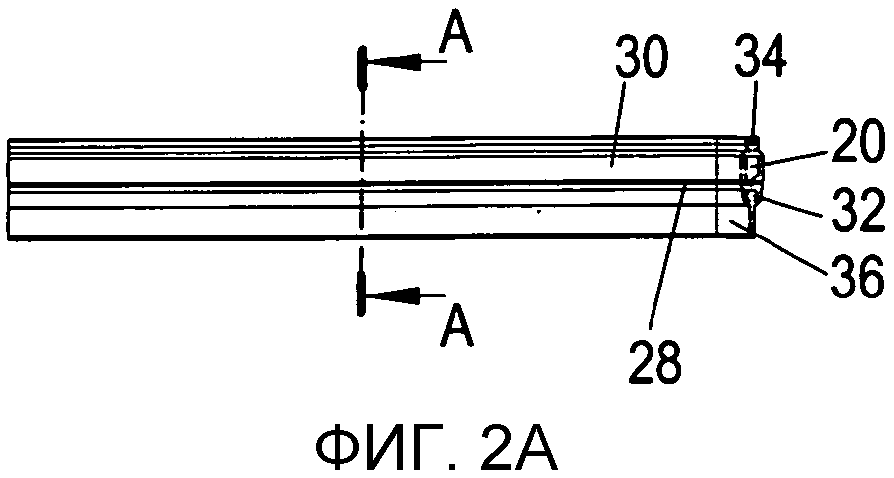
- фиг. 2А: полый профиль;
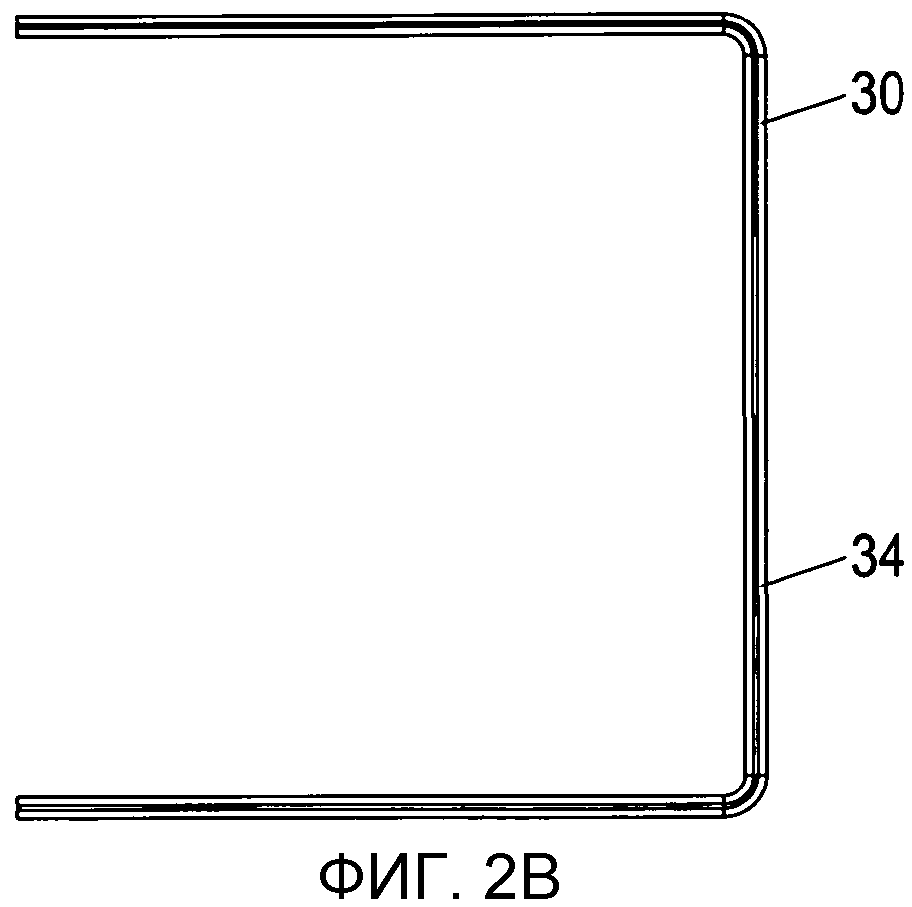
- фиг. 2В: U-образно согнутый полый профиль;
- фиг. 2С: разрез полого профиля фиг. 2А в плоскости А-А;
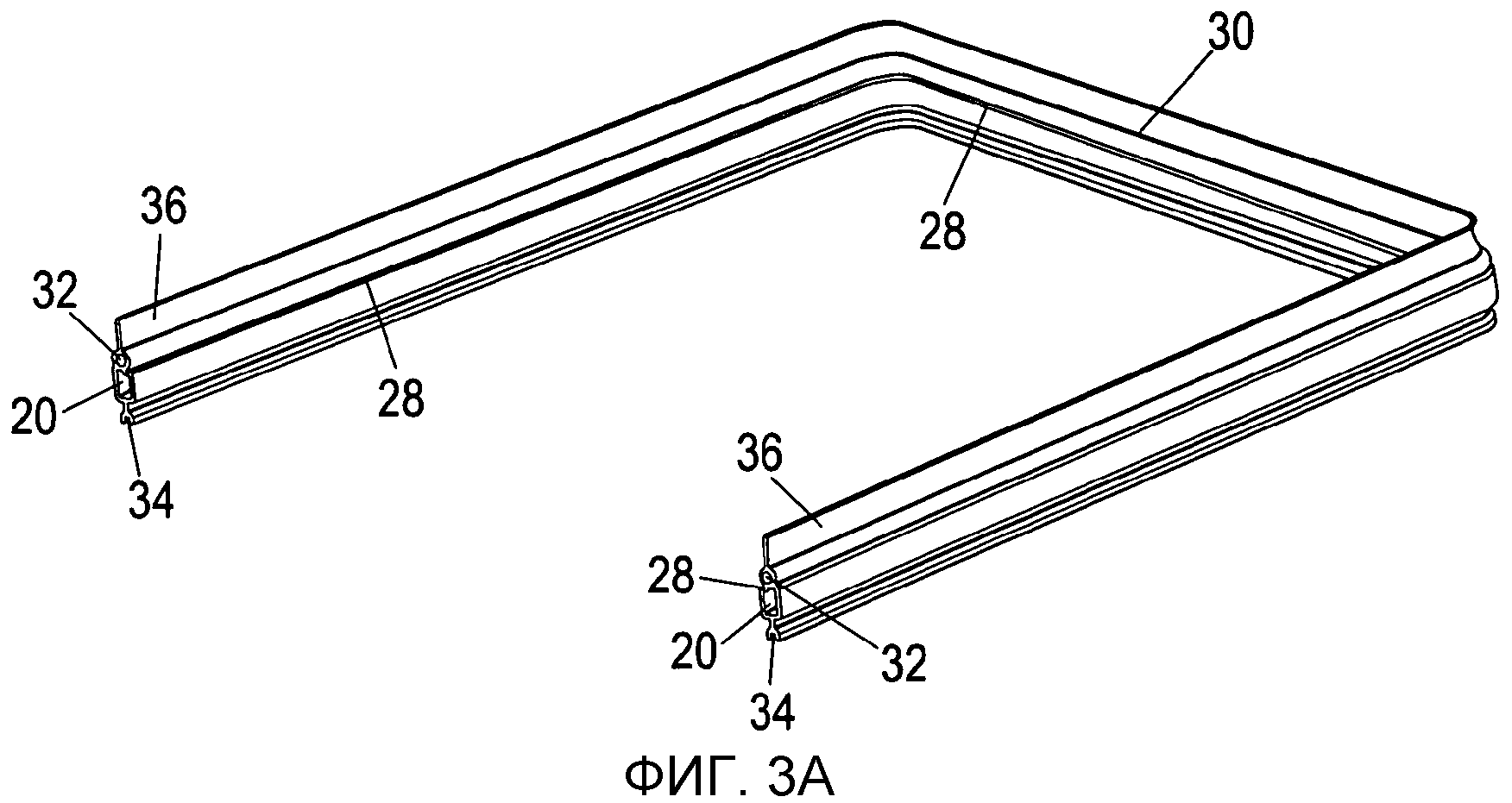
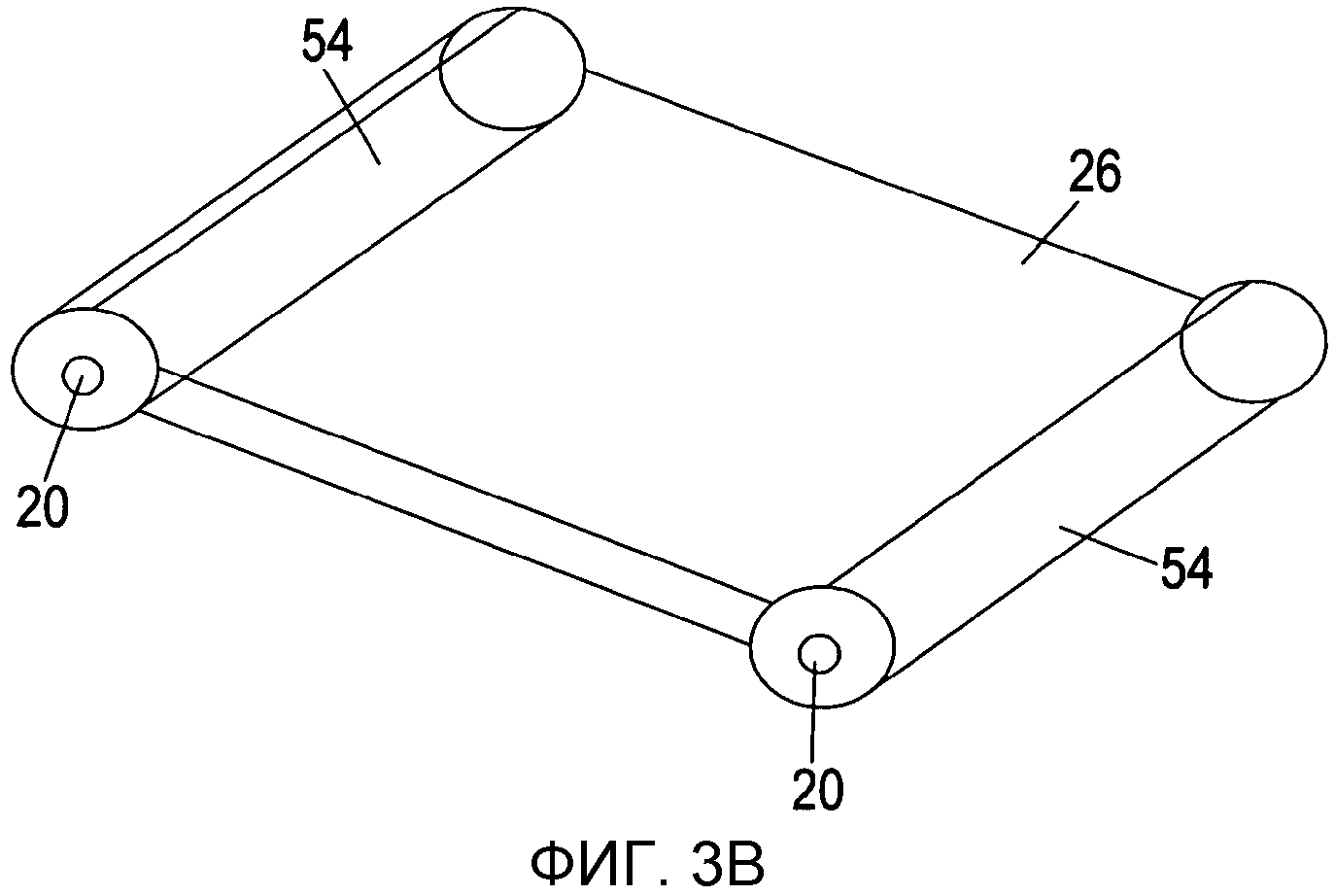
- фиг. 3А, 3В: перспективные виды полых профилей;
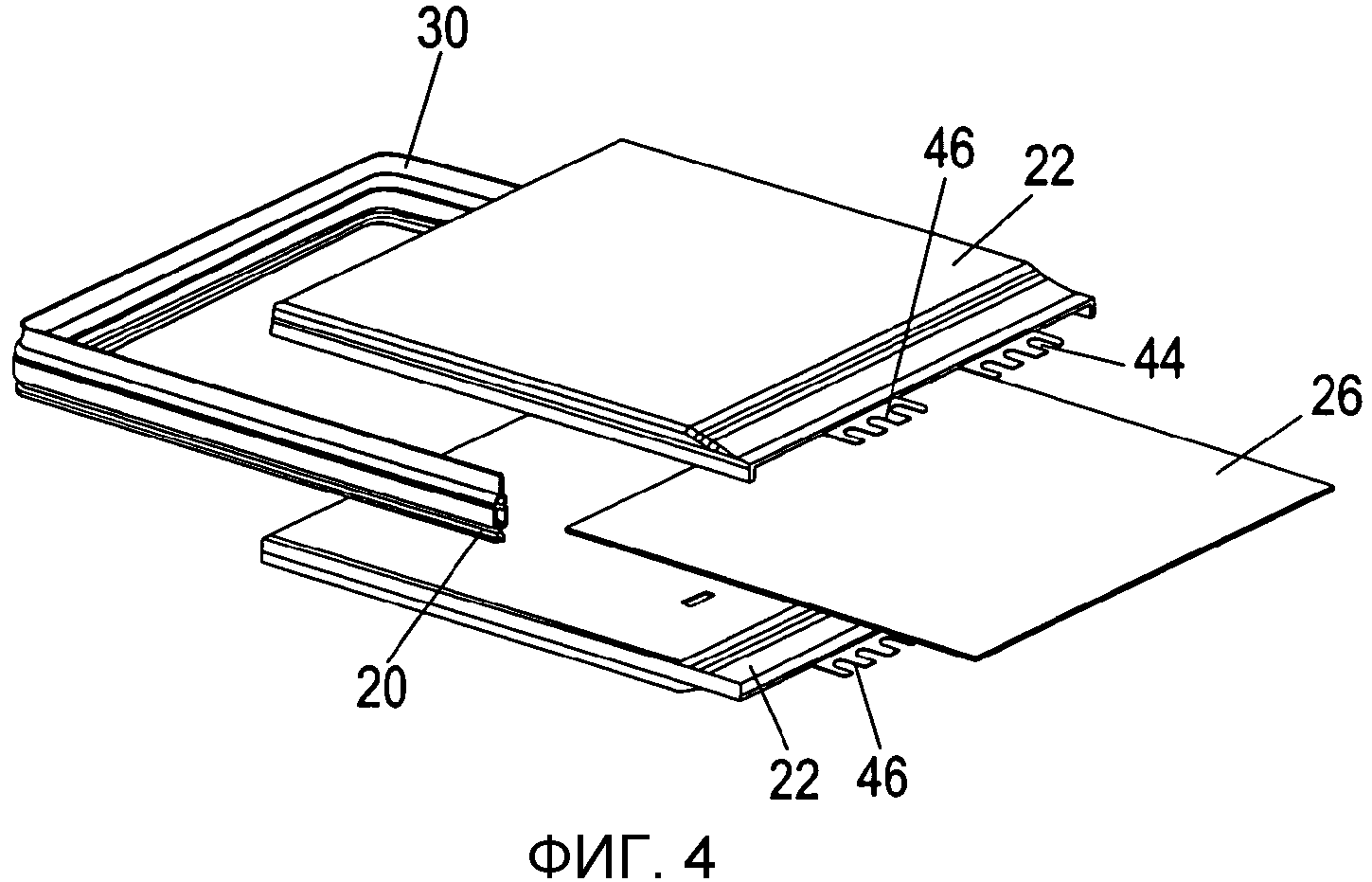
- фиг. 4: U-образно согнутый полый профиль со вставленной охлаждающей пластиной в разобранном виде;
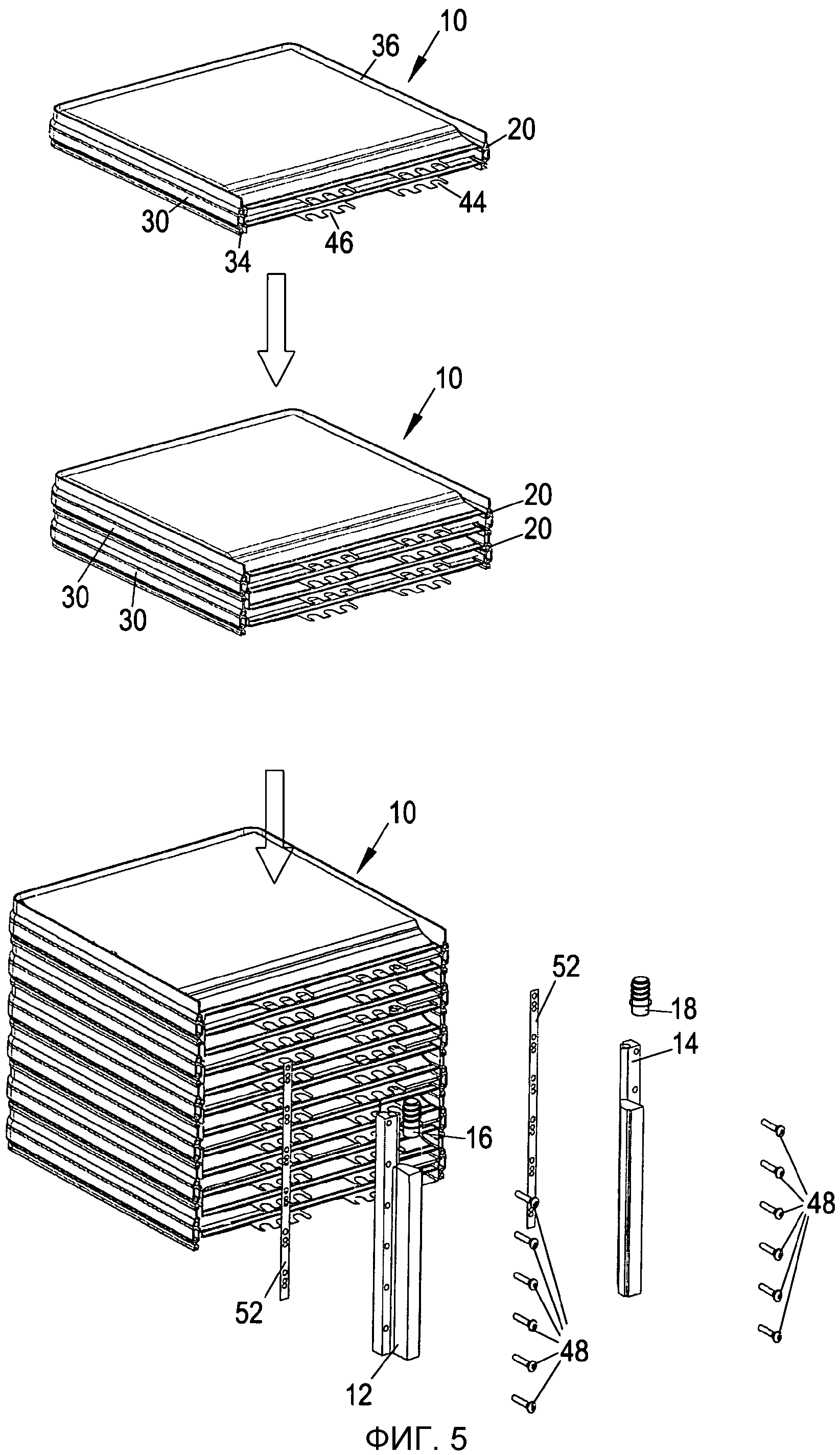
- фиг. 5: перспективный вид сборки охлаждающего модуля с соответствующими батарейными ячейками;
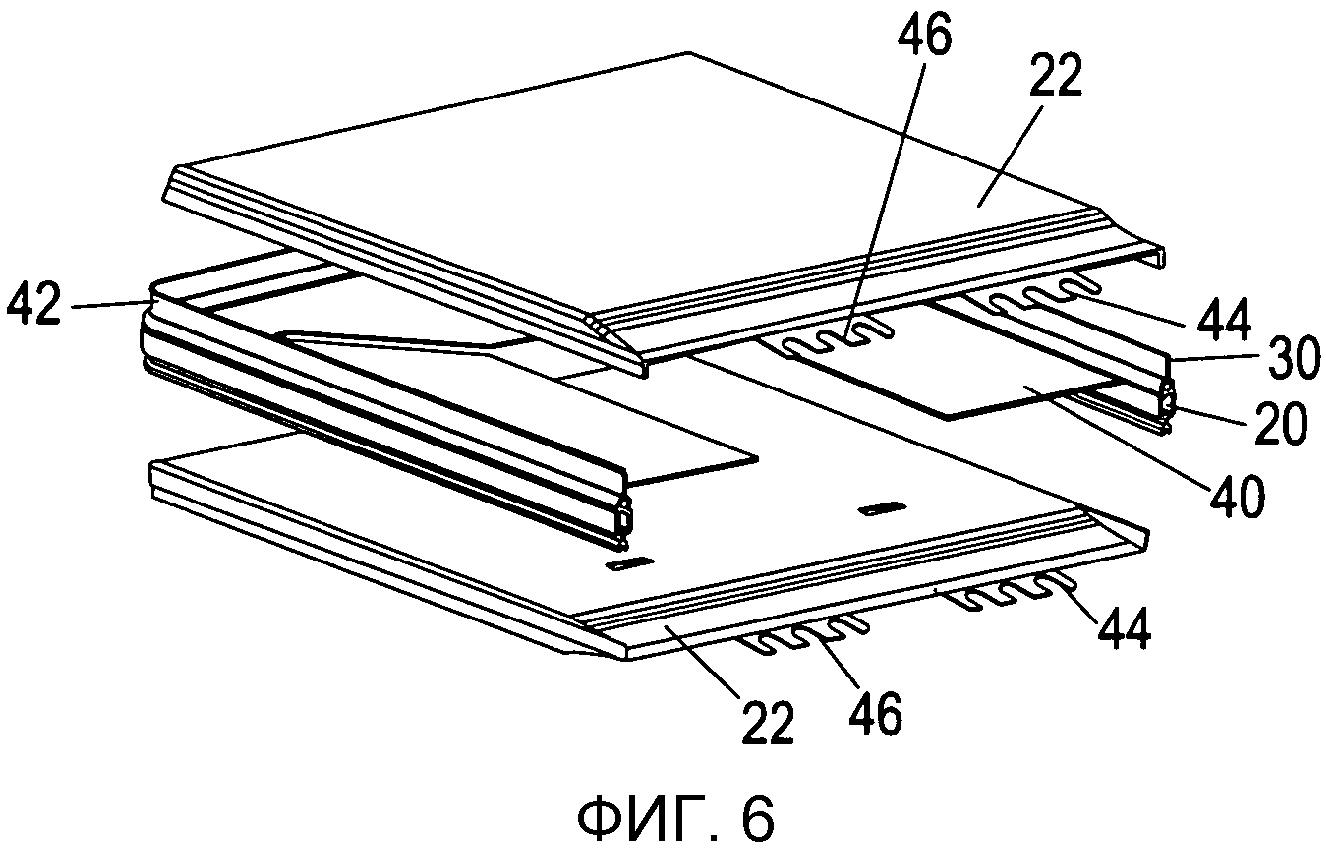
- фиг. 6: U-образно согнутый полый профиль с охлаждающими ребрами в разобранном виде;
- фиг. 7А-7Е: в схематичном виде разрезы полых профилей аналогично разрезу на фиг. 2С;
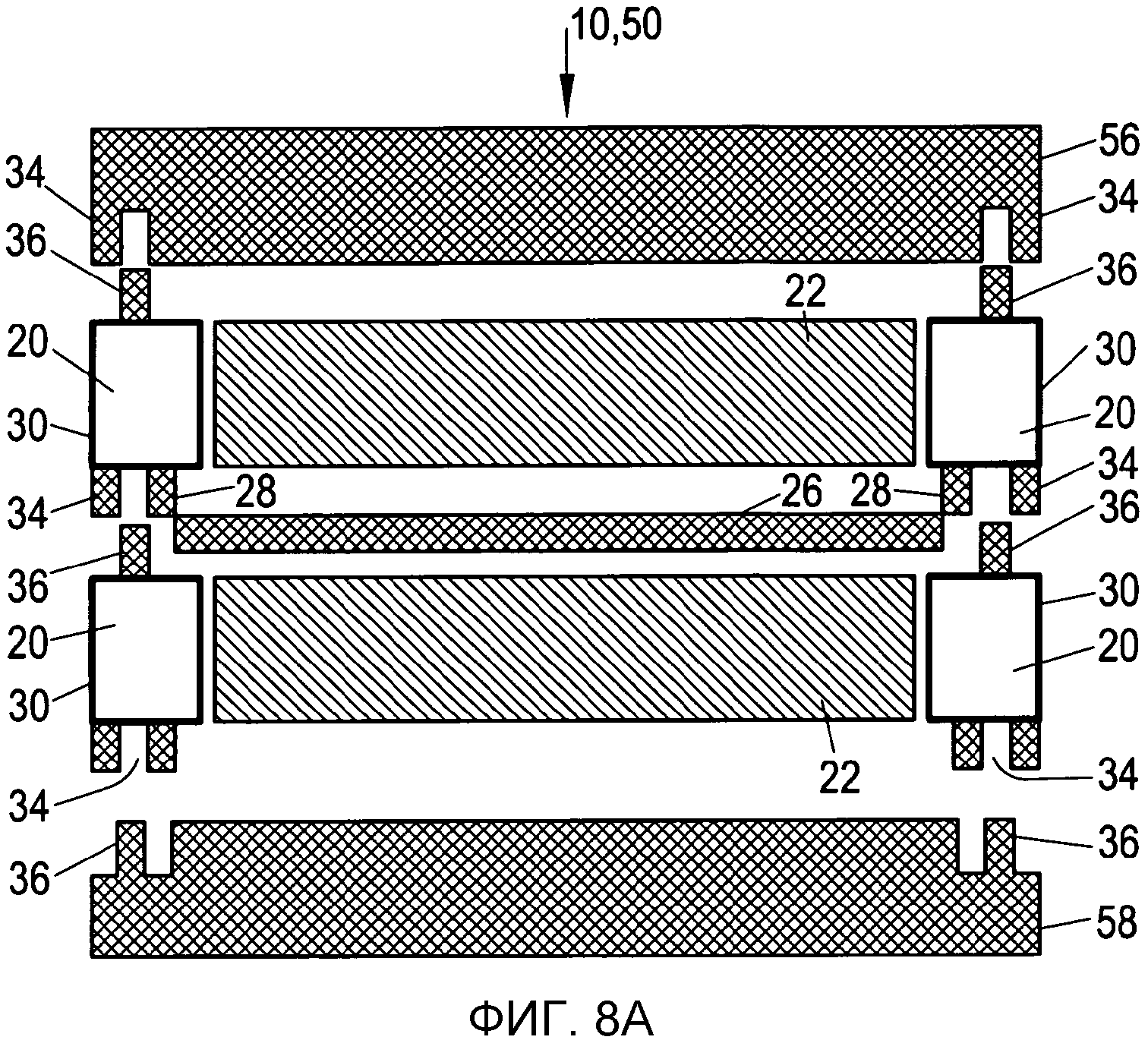
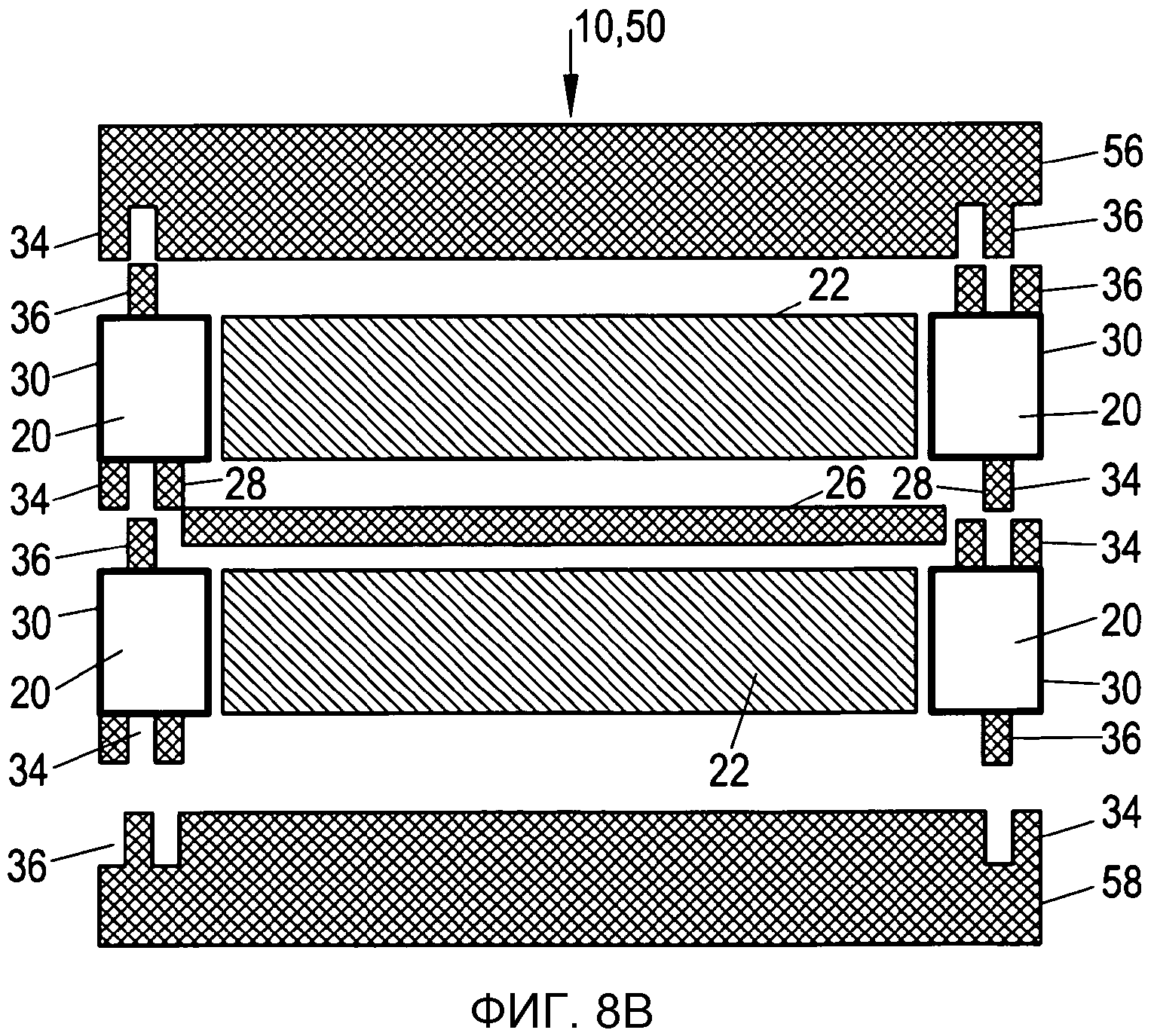
- фиг. 8А, 8В: перспективные виды охлаждающих модулей;
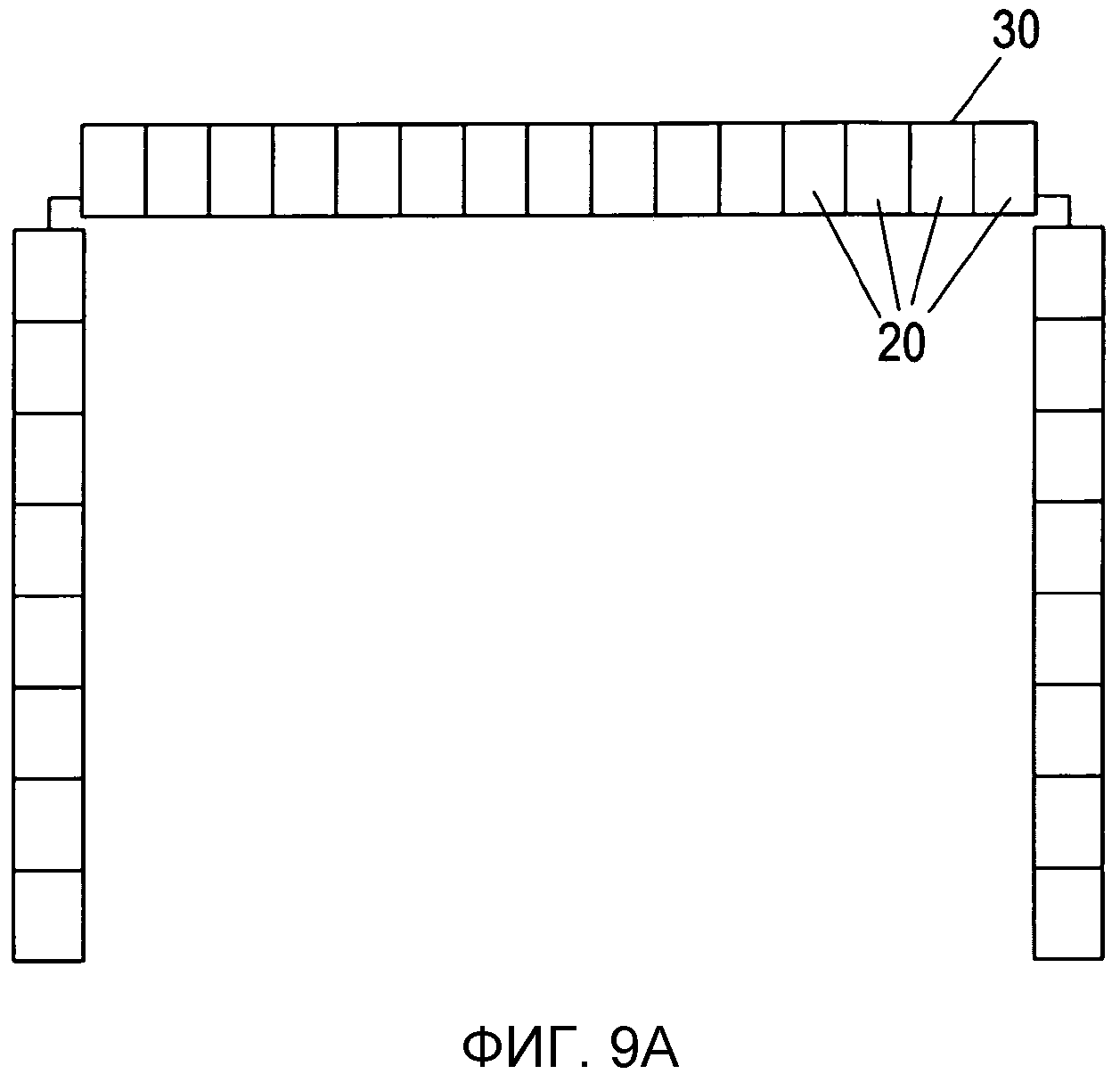
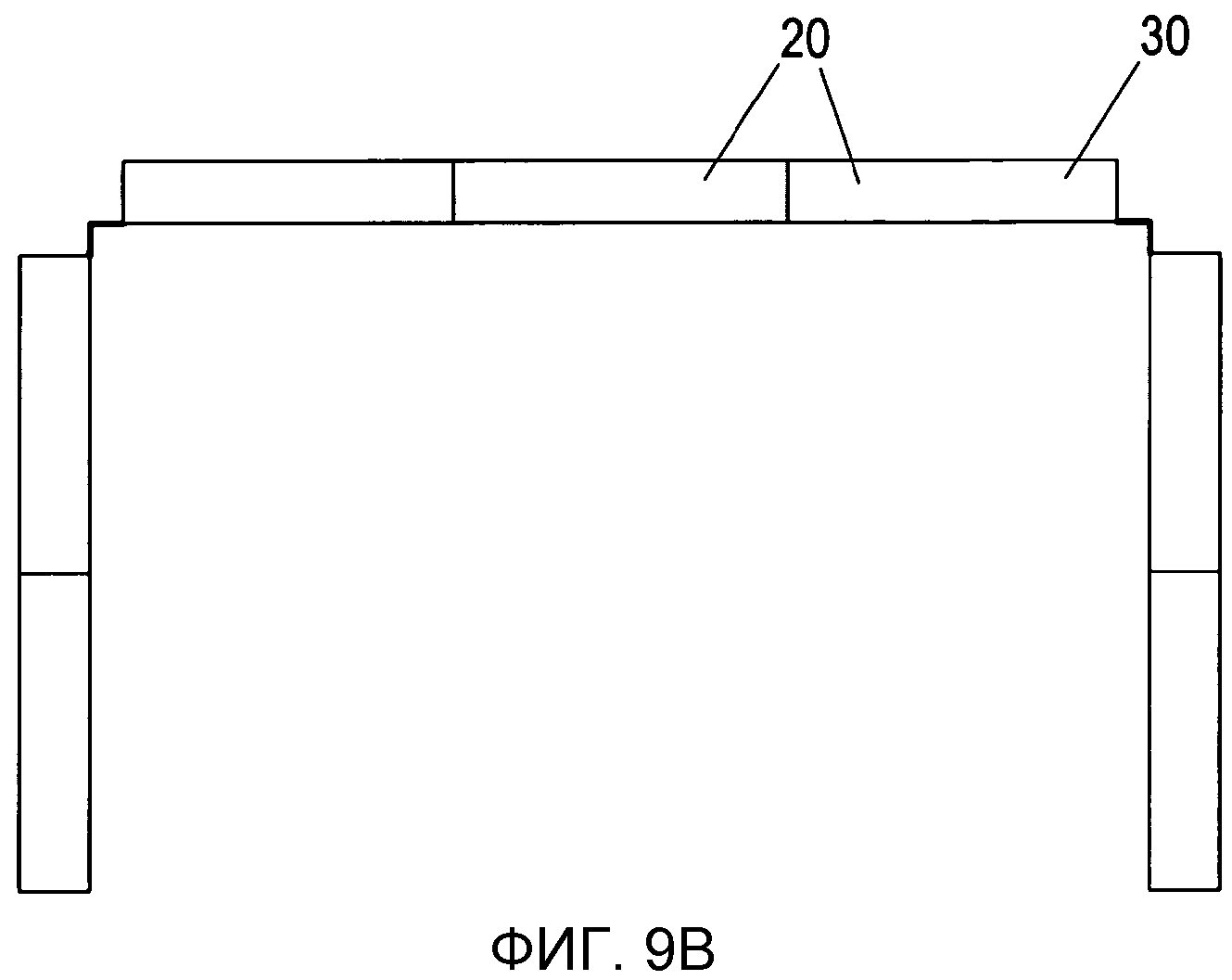
- фиг. 9А, 9В: виды сверху на полые профили;
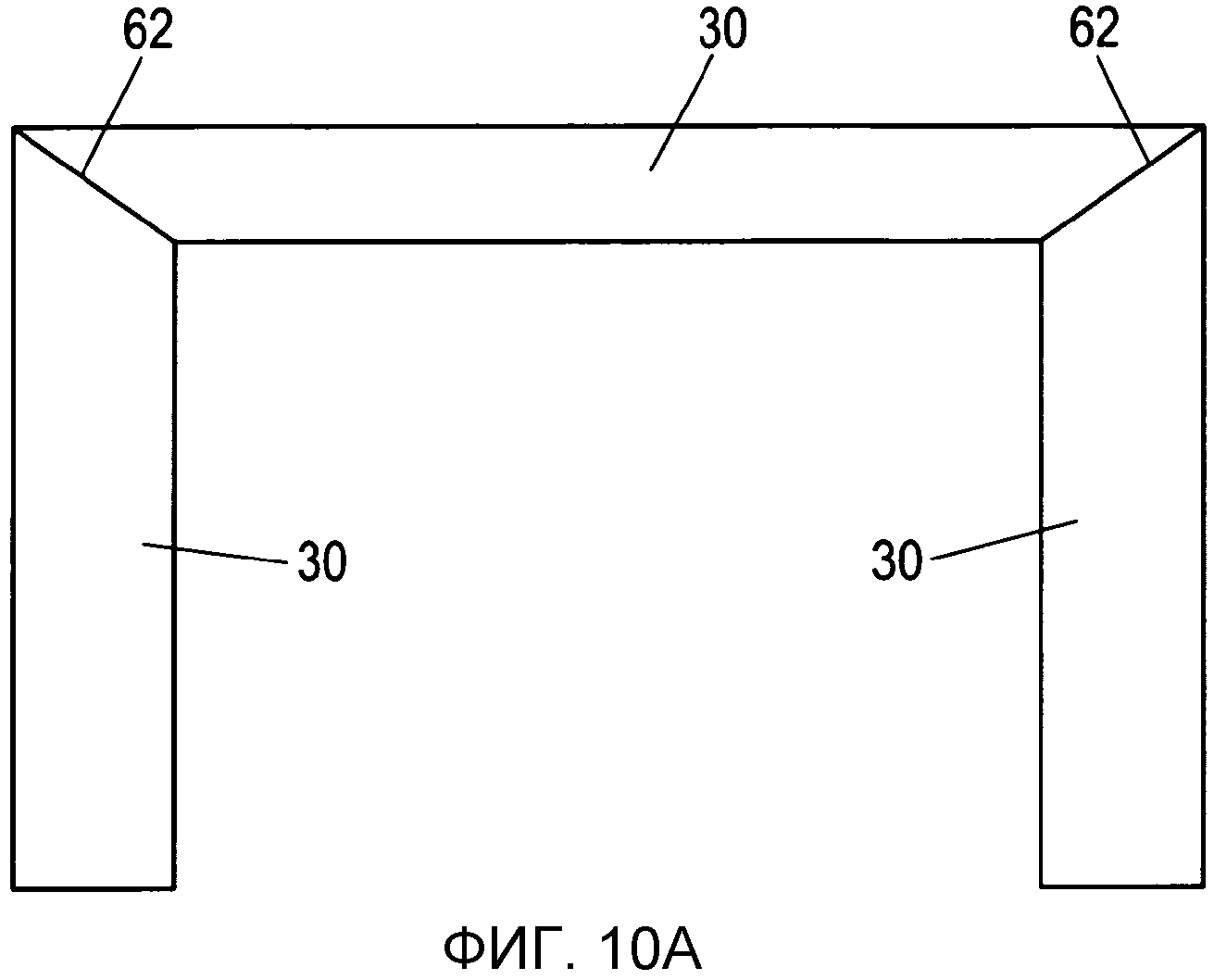
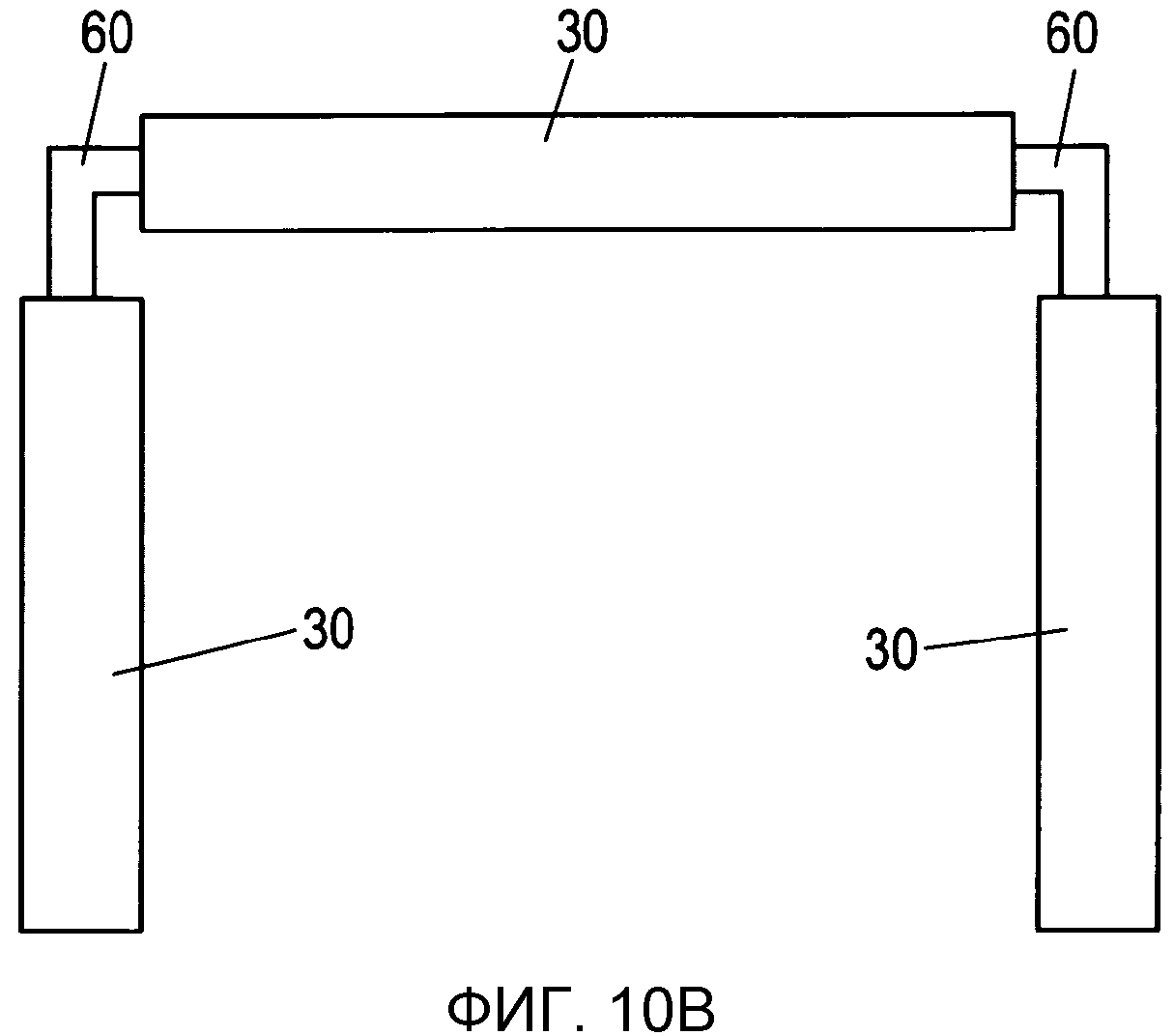
- фиг. 10А, 10В: виды соединенных полых профилей;
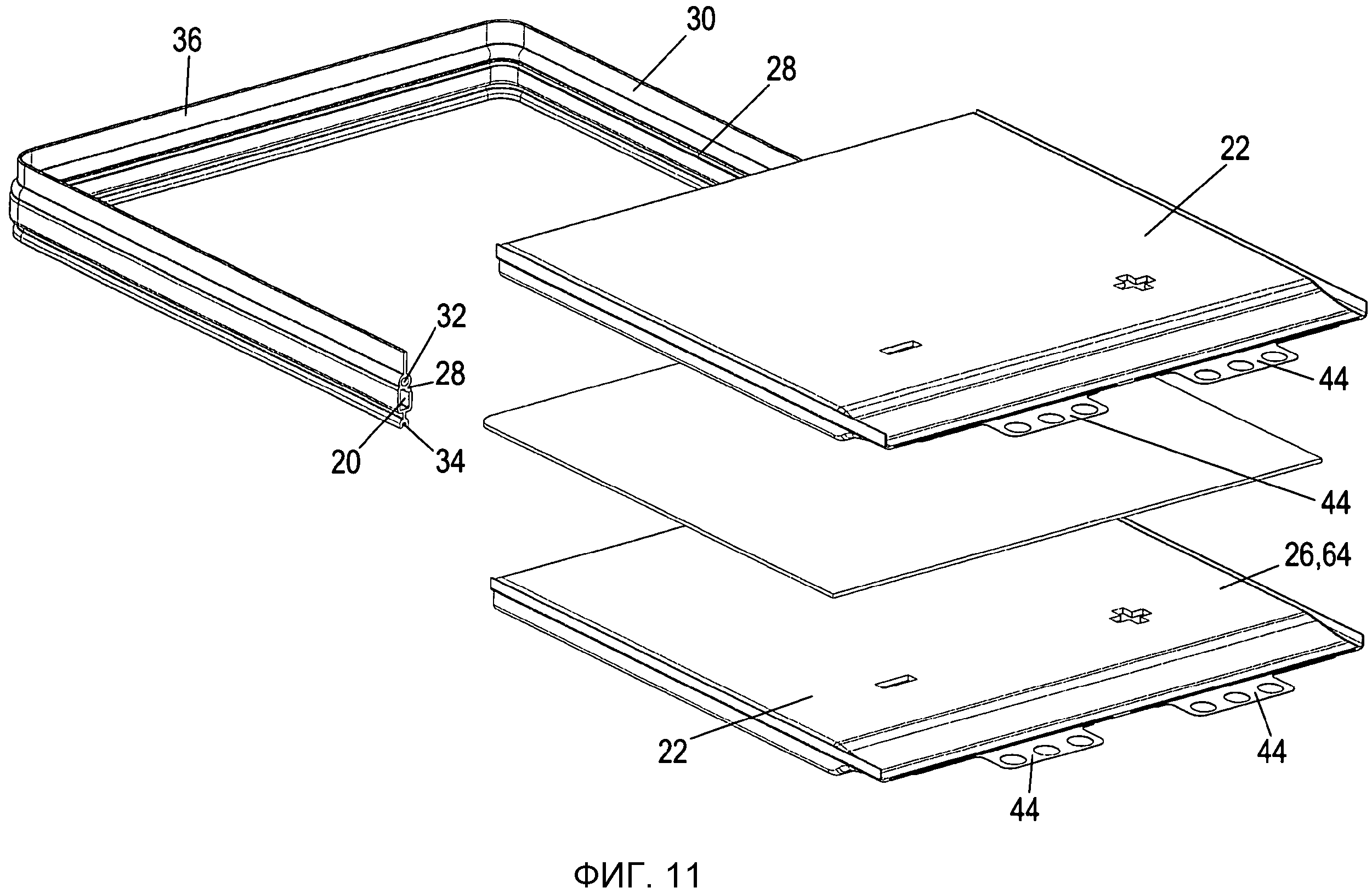
- фиг. 11: другой U-образно согнутый полый профиль с вставляемым вкладышем и батарейными ячейками;
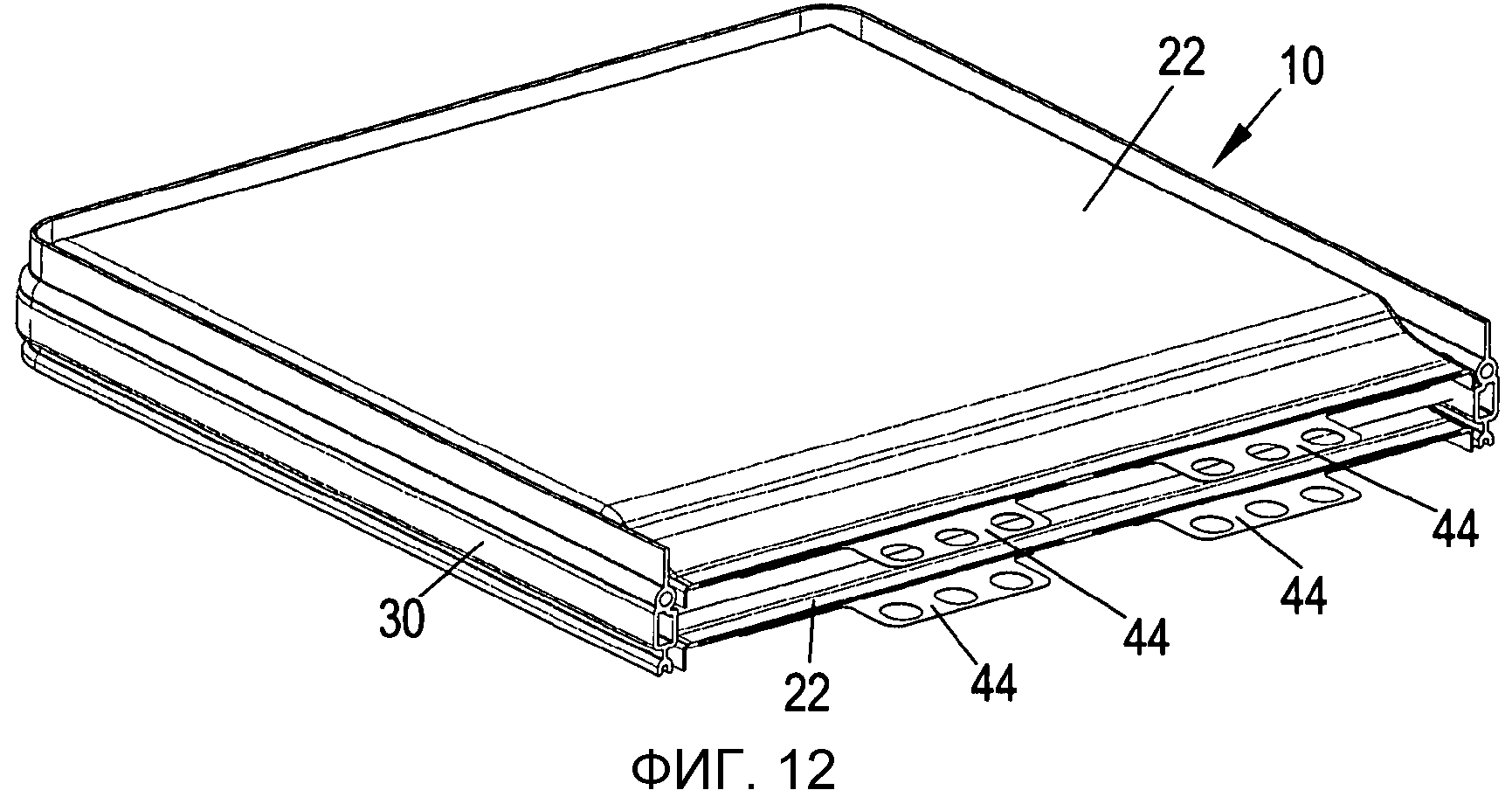
- фиг. 12: охлаждающий модуль с двумя вложенными батарейными ячейками;
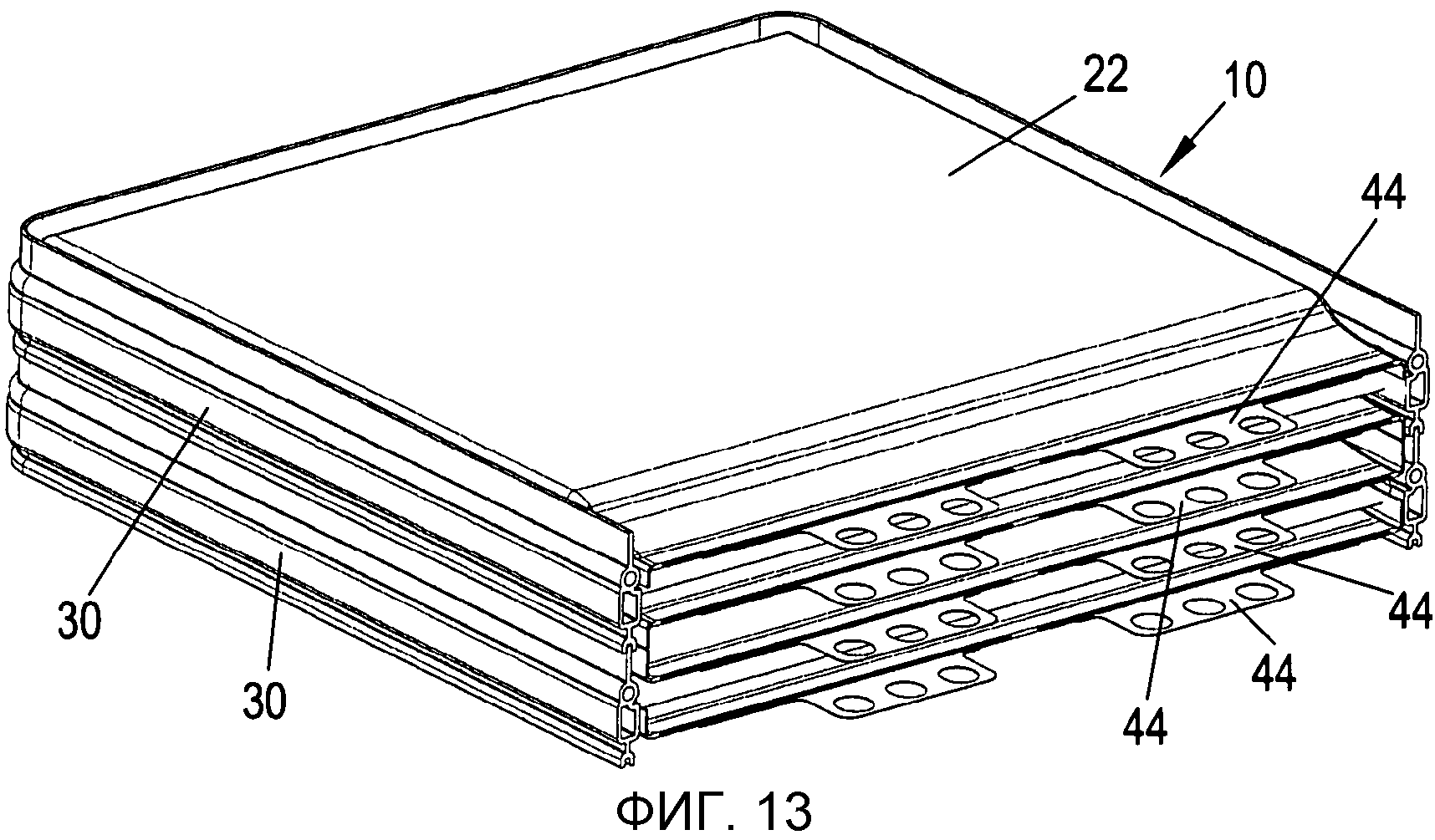
- фиг. 13: охлаждающий модуль с четырьмя вложенными батарейными ячейками;
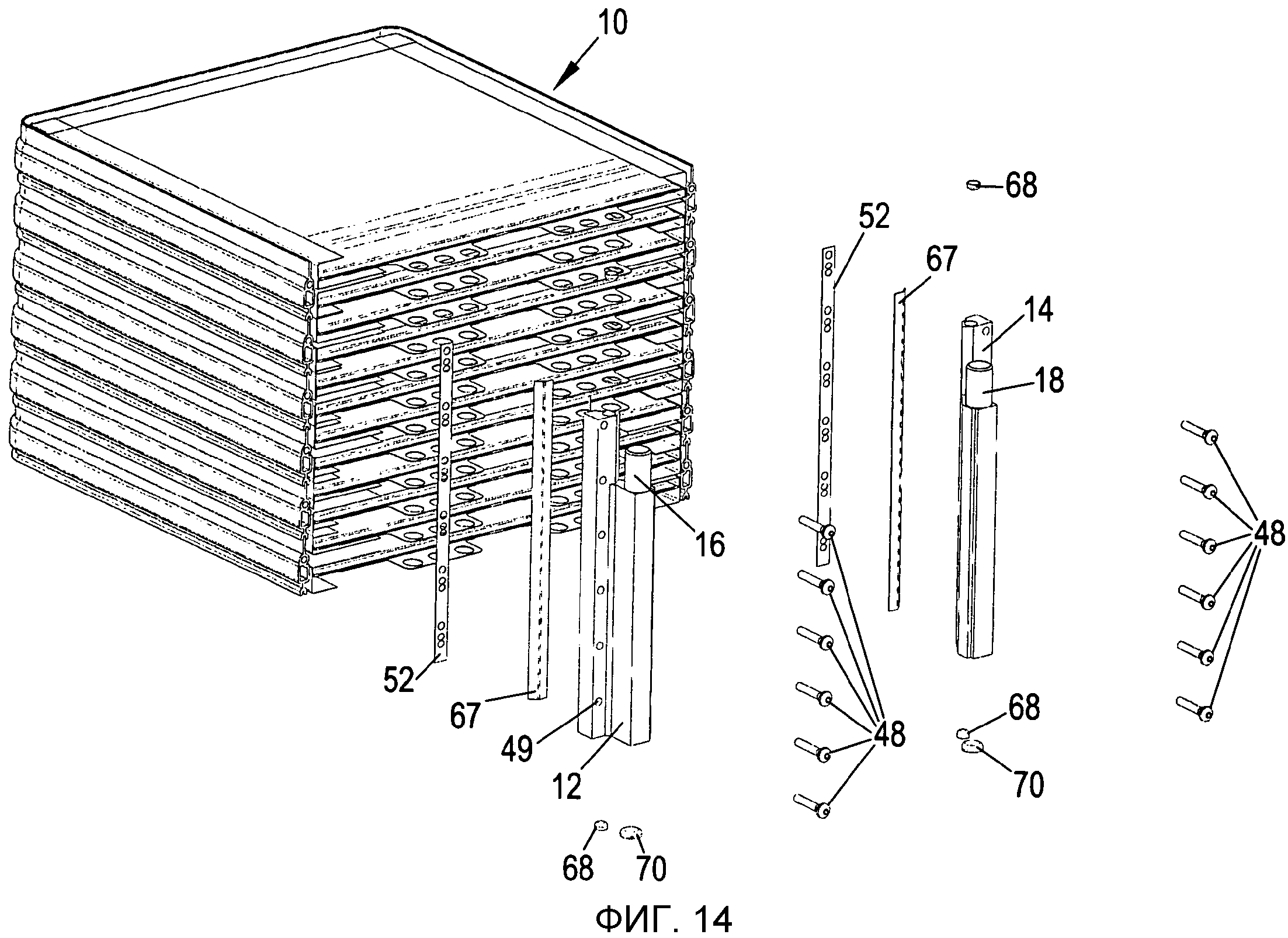
- фиг. 14: перспективный вид сборки другого охлаждающего модуля с соответствующими батарейными ячейками;
- фиг. 15А: вид сверху на коллектор;
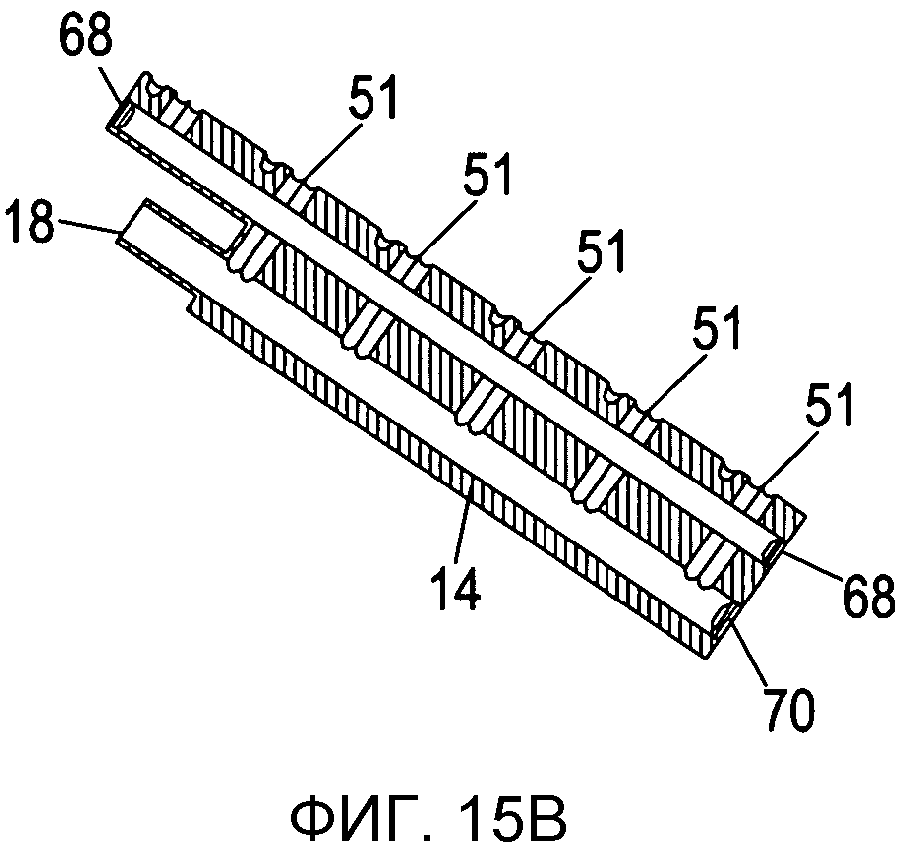
- фиг. 15В: разрез коллектора по линии А-А фиг. 15А;
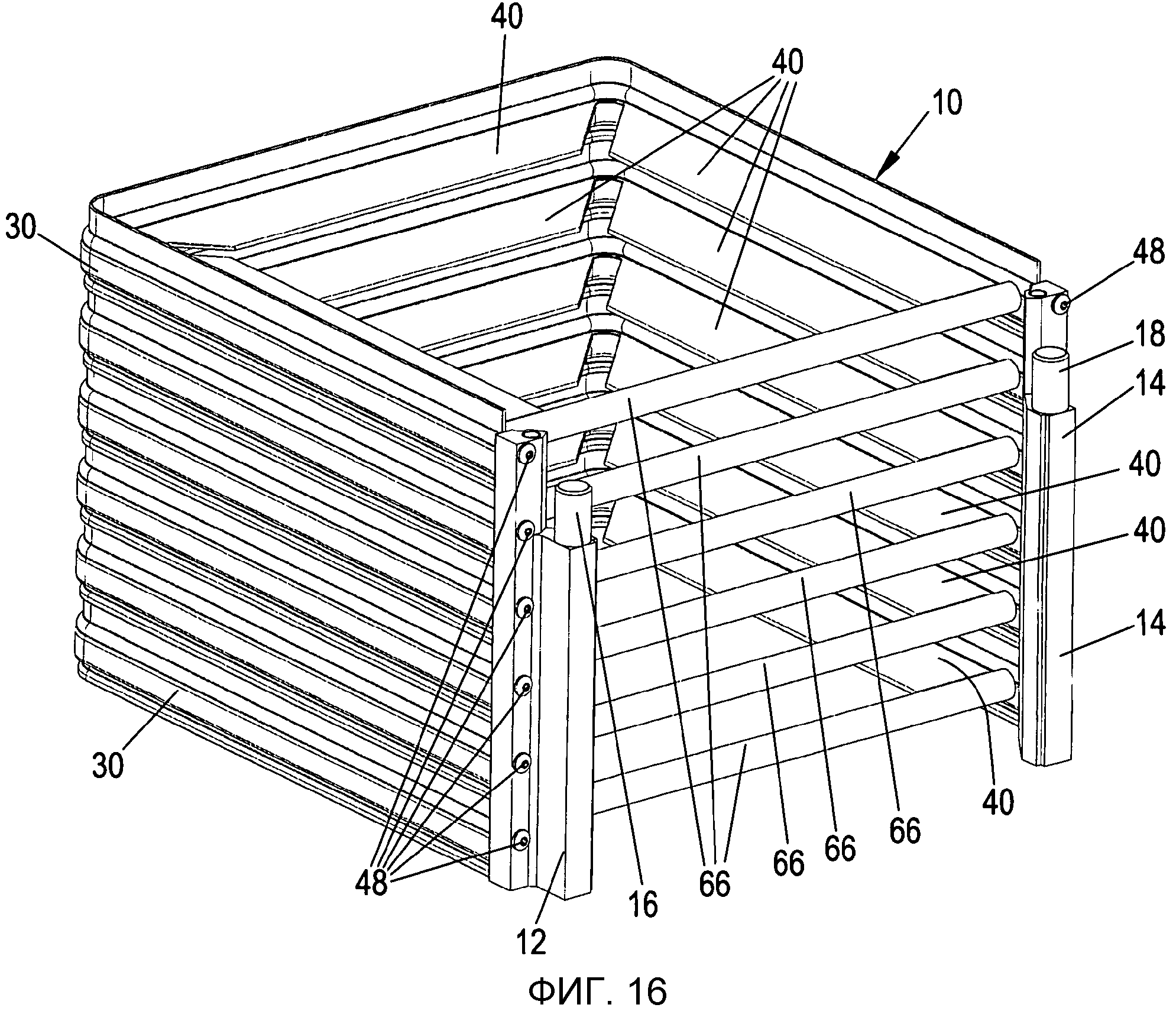
- фиг. 16: перспективный вид другого охлаждающего модуля.
Признаки, обладающие одинаковой или аналогичной функцией, обозначены ниже одинаковыми ссылочными позициями, и, само собой разумеется, что описание деталей или их функций в связи с одним вариантом относится и к другим вариантам, в которых используются те же ссылочные позиции, если только не упомянуто нечто противоположное.
На фиг. 1 изображен перспективный вид охлаждающего модуля 10. Он имеет, в основном, прямоугольную форму и содержит в своей входной зоне распределитель 12, а в выходной зоне - коллектор 14. Оба имеют присоединения 16, 18, через которые можно подводить и отводить охлаждающее средство. Между распределителем 12 и коллектором 14 проходят шесть параллельных друг другу охлаждающих каналов 20. Чтобы обеспечить охлаждение отдельных батарейных ячеек 22 (фиг. 4), которые могут вставляться в гнезда 24 охлаждающего модуля 10, в данном примере, в основном, параллельно отдельным охлаждающим каналам 20 расположены шесть охлаждающих пластин 26. Они вставляются в предварительно выполненные пазы 28 полого профиля 30. Охлаждающие каналы 20 выполняются в предварительно изготовленном полом профиле 30.
На фиг. 2А изображен вид сбоку полого профиля 30, в котором паз 28 проходит, в основном, вдоль середины полого профиля 30 параллельно его продольному направлению.
На фиг. 2В изображен вид сверху на согнутый полый профиль 30 фиг. 2А. На фиг. 2С изображен разрез по линии А-А полого профиля 30 фиг. 2А. Полый профиль 30 на фиг. 2С имеет охлаждающий канал 20, отверстие 32 для винта и паз 28 между ними. В продольном направлении полого профиля 30 на его верхнем и нижнем концах видны паз 34 и гребень 36, выполненные для соединения между собой нескольких полых профилей 30 на их продольных сторонах. За счет вставки гребня 36 одного полого профиля 30 в паз 34 примыкающего полого профиля 30 образуется соединение паз-гребень.
На фиг. 3А изображен перспективный вид полого профиля 30 фиг. 2А-2С. На его соответствующих концах 38 видны охлаждающий канал 20, паз 28, паз 34 и гребень 36, а также отверстия 32 для винтов.
На фиг. 3В изображен перспективный вид полого профиля 30, на боковых участках 54 которого выполнены два полых охлаждающих канала 20. Между боковыми участками 54 проходит плоский стеновой участок 26. Полые профили 30, изображенные на фиг. 3В, могут быть просто уложены друг на друга, образуя охлаждающий модуль 10 с охлаждающими каналами 20, по меньшей мере, на двух сторонах. Эти каналы могут быть проточно соединены с распределителем 12 и коллектором 14. В качестве альтернативы этому, по меньшей мере, один конец одного охлаждающего канала посредством, по меньшей мере, одного дугообразного отрезка 60 (фиг. 10В) или соединительной пластины, имеющего/имеющей, по меньшей мере, один охлаждающий канал 20, может быть проточно соединен с одним концом другого охлаждающего канала 20, так что такой охлаждающий модуль 10 имеет жидкостное охлаждение, по меньшей мере, на трех сторонах.
На фиг. 4 в разобранном виде изображен U-образно согнутый полый профиль 30. Он включает в себя так называемую охлаждающую пластину 26, которая после сгибания полого профиля 30 может быть вставлена в паз 28.
На фиг. 4 изображены также две батарейные ячейки 22, которые имеют положительные и отрицательные выводы 44, 46 и могут быть предназначены, например, для батарейного модуля 50 (фиг. 5) тяговой батареи. U-образная форма полого профиля 30 выполняется так, чтобы соответствовать форме батарейных ячеек 22, которые должны быть предусмотрены в охлаждающем модуле 10. Это значит, что полый профиль 30 сгибается так, чтобы батарейные ячейки 22 могли без проблем вставляться в отдельные гнезда 24 охлаждающего модуля 10 по всей длине и ширине, однако позволили бы сборщику или рабочему соединить между собой контакты 44, 46 отдельных батарейных ячеек 22 для образования батарейного модуля 50 нужной мощности.
После U-образного сгибания полого профиля 30 и вставки батарейных ячеек 22 в предусмотренные для них гнезда 24 можно объединить несколько таких полых профилей 30 (фиг. 5) и, при необходимости, образовать охлаждающий модуль 10 или батарейный модуль 50 с двумя, четырьмя или шестью такими батарейными ячейками 22. После объединения нужного числа батарейных ячеек 22 в охлаждающем модуле 10 с U-образными полыми профилями в соответствующих впускной и выпускной зонах размещается уплотнительный материал 52 для создания между этими зонами и распределителем 12 и коллектором 14 герметичного соединения. Распределитель 12 и коллектор 14 могут быть дополнительно привинчены винтами 48, так что из этих мест соединения не может вытекать никакое охлаждающее средство или может вытекать его минимально возможное количество.
Как видно далее на фиг. 5, на распределителе 12 и коллекторе 14 размещаются присоединительные патрубки 16, 18 для шлангов (не показаны). Они могут быть неотъемлемой составной частью распределителя и коллектора или могут быть приклеены, привинчены и/или приварены к ним. Распределитель 12 и коллектор 14 могут быть соединены перемычкой (не показана), придавая охлаждающему модулю 10 повышенную жесткость и служа в качестве возможности присоединения для верхней 56 и нижней 58 замыкающих пластин (фиг. 8А, 8В). Обе могут быть размещены на самом верхнем и самом нижнем полых профилях 30 охлаждающего модуля 10, как правило, посредством паза 34 и гребня 36 для защиты самой нижней и самой верхней батарейных ячеек 22.
Батарейные ячейки 22 могут быть вставлены в охлаждающие гнезда 24 охлаждающего модуля 10 также после его изготовления. Это препятствует их повреждению при припаивании, приваривании или приклеивании распределителя 12 и коллектора 14.
На фиг. 6 в разобранном виде изображен альтернативный U-образно согнутый полый профиль 30. Он включает в себя так называемые охлаждающие ребра 40, которые при штрангпрессовании могут быть изготовлены как часть полого профиля 30 или перед его сгибанием вставлены в виде пластины 40 в паз 28 и перед U-образным сгибанием полого профиля 30 вырезаны в местах 42, где должна произойти деформация.
На фиг. 7А полый профиль 30 изображен в разрезе аналогично разрезу на фиг. 2С. В этом примере полый профиль 30 имеет четыре отдельных охлаждающих канала 20, причем между ними предусмотрены пазы 28 для вставки охлаждающих пластин 26 или ребер 40. В примере на фиг. 7 между двумя соседними пазами 28, при необходимости, может быть вставлена одна или две батарейные ячейки 22. Вверху и внизу на фиг. 7А видно соединение 34, 36 паз-гребень.
На фиг. 7В изображен разрез аналогично разрезу на фиг. 7А. В этом примере виден упрощенный полый профиль 30, имеющий один охлаждающий канал 20. На нижнем и верхнем концах полого профиля 30 выполнены паз 34 и гребень 36, которые могут быть использованы для соединения полого профиля 30 с другими полыми профилями 30. Паз 34 и гребень 36 соединенных полых профилей 30 могут образовать при этом соединение паз-гребень. Пространство, образованное между соединенными полыми профилями 30, можно использовать в качестве паза 28 для охлаждающих пластин 26 или охлаждающих ребер 40. Это значит, что ширина паза 28 может определяться длиной гребня 36, вставляемого в паз 34 примыкающего полого профиля 30, или соответствовать глубине паза 34.
На фиг. 7С изображен другой полый профиль 30 с двумя охлаждающими каналами 20 между соединением 34, 36 паз-гребень. За счет того, что охлаждающие каналы 20 имеют два разных сечения, охлаждающее средство имеет разные скорости течения. Разные скорости течения могут использоваться для более целенаправленного теплоотвода от батарейных ячеек 22.
На фиг. 7D изображен другой полый профиль 30, снабженный охлаждающим ребром 40, которое может быть выполнено непосредственно при штрангпрессовании полого профиля 30. Полые профили 30 на фиг. 7А-7D после U-образного сгибания и вставки в нужный батарейный модуль 50 могут быть склеены или спаяны с соответствующими коллектором 14 и распределителем 12 для создания герметичного соединения.
На фиг. 7Е изображен другой полый профиль 30 с двумя охлаждающими каналами 20 разного сечения. Между ними предусмотрено отверстие 32 для винта. Здесь в полом профиле 30 также выполнено охлаждающее ребро 40.
В этой связи следует отметить, что полый профиль 30, который может использоваться в данном изобретении, должен иметь, по меньшей мере, один охлаждающий канал. Предусмотреть ли паз 28, охлаждающее ребро 40 или отверстие 32 для винта или дополнительные охлаждающие каналы, зависит от области применения, для которой предназначен охлаждающий модуль 10. Кроме того, охлаждающий канал 20 может иметь сечение, например, круглой, овальной, многоугольной или любой другой геометрической формы, если она обеспечивает теплопередачу от батарейных ячеек 22 к охлаждающему средству, протекающему по охлаждающему каналу.
Вместо согнутого полого профиля 30 может быть использован также полый профиль 30, составленный из нескольких симметричных полых профилей 30, которые соединяются сваркой, пайкой или склеиванием и имеют соответствующие сварные швы, спаи или места склеивания 62 (фиг. 10А) или соединяются также уголковой трубкой 60 (фиг. 10В), которая впаивается, вваривается или вклеивается в охлаждающие каналы 20. В этой связи возможно также создание охлаждающего модуля 10, состоящего из двух рядов полых профилей 30, располагающих отдельными распределителями 12 и коллекторами 14. Распределители 12 и коллекторы 14 такого охлаждающего модуля 10 могут быть соединены перемычкой (не показана) для придания ему повышенной жесткости.
На фиг. 8А, 8В охлаждающие модули 10 изображены в схематичном разобранном виде. На верхних и нижних концах полых профилей 30 расположены верхние и нижние замыкающие пластины 56, 58. Они могут быть предусмотрены в любом охлаждающем модуле 10. В примере на фиг. 8А охлаждающий модуль 10 образован двумя U-образно согнутыми полыми профилями 30. Нижняя пластина 58 имеет огибающий гребень 36, а верхняя пластина 56 - огибающий паз 34.
В противоположность этому на фиг. 8В изображен охлаждающий модуль 10, имеющий два ряда полых профилей 30, у которых паз 34 и гребень 36 поменялись местами, так что левый ряд полых профилей 30 имеет на своем самом верхнем конце паз 34, а правый ряд - гребень 36, благодаря чему охлаждающий модуль 10 может быть укомплектован одной и той же замыкающей пластиной 56, 58 на нижнем и верхнем концах двух рядов полых профилей. Такая замыкающая пластина 56, 58 имеет на одном конце одной стороны паз 34, а на другом конце этой стороны - гребень 56.
На фиг. 9А, 9В изображены разрезы полого профиля 30, который изготавливается штрангпрессованием непосредственно с тремя сторонами, образуя трехсторонний охлаждающий модуль 10. В то время как в предыдущих примерах охлаждающие каналы 20 проходят, в основном, параллельно ширине и длине отдельных батарейных ячеек 22, на фиг. 9А, 9В изображены варианты, в которых это необязательно.
Такой охлаждающий модуль 10 может иметь охлаждающие каналы 20, проходящие перпендикулярно ширине и длине батарейных ячеек 22. В этом случае распределитель 12 и коллектор 14 присоединяются соответственно вверху и внизу к прямоугольной форме охлаждающего модуля 10.
В качестве альтернативы этому полые профили на фиг. 9А, 9В могут быть снабжены также соединительными пластинами 24, 40, проходящими параллельно двум внешним рядам охлаждающих отверстий 20, для образования охлаждающего модуля 10, который ограничен по своей высоте, однако может изменяться по своей ширине и имеет охлаждающие гнезда 24. В этом случае распределитель 12 и коллектор 14 размещаются на сторонах охлаждающего модуля 10.
Для изготовления охлаждающего модуля 10 на первом этапе один или несколько полых профилей 30 отрезаются на нужную длину. Это значит, что в зависимости от величины батарейной ячейки 22, которая может быть вставлена в охлаждающий модуль 10, полый профиль 30 отрезается так, что три стороны прямоугольной батарейной ячейки 22 окружены им после его деформации. Полые профили 30 выполнены для соединения на своих продольных сторонах либо с другими полыми профилями 30, либо с закрывающими пластинами 56, 58, которые могут надеваться сверху и снизу на готовую прямоугольную форму охлаждающего модуля 10. На втором этапе полый профиль или профили 30, если между собой соединены несколько полых профилей 30, сгибается/сгибаются до нужной U-образной формы. Однако до нужной U-образной формы можно сначала согнуть также все отдельные полые профили 30, прежде чем соединить их между собой на их продольных сторонах. Полые профили 30 могут быть соединены между собой посредством склеивания, пайки, сварки, спрессовывания, свинчивания, зажима, обжима или соединения 34, 36 паз-гребень.
После деформации полого профиля 30 в его пазы 28, по меньшей мере, на двух, преимущественно на трех противоположных сторонах охлаждающего модуля 10 могут быть вставлены охлаждающие пластины 26, которые образуют между собой гнезда 24 для размещения батарейных ячеек 22. В случае если полые профили 30 выполнены с охлаждающим ребром 40, эти охлаждающие ребра 40 вырубаются или вырезаются перед деформацией в тех местах 42, где осуществляется сгибание, во избежание деформации материала отдельных охлаждающих ребер 40 и для образования прямоугольного охлаждающего гнезда 24. После достижения нужной высоты охлаждающего модуля 10 и вставки батарейных ячеек 22 в его гнезда 24 во впускной и выпускной зонах располагаются соответственно распределитель 12 и коллектор 14. В качестве альтернативы этому распределитель и коллектор перед вставкой батарейных ячеек 22 в гнезда 24 могут быть соединены с полым профилем или профилями 30. Они размещаются приблизительно перпендикулярно отдельным охлаждающим каналам 20. При работе охлаждающее средство направляется по присоединению 16 в распределитель 12, распределяется им в отдельных охлаждающих каналах 20, а затем собирается в коллекторе 14 и отводится к выпуску 18. Коллектор 14 и распределитель 12 могут быть приварены, припаяны, приклеены к полому профилю или профилям 30 или закреплены иным образом, например, соединены обжимом, или особенно предпочтительно дополнительно привинчены винтами 48. После изготовления охлаждающего модуля 10, он может быть подвергнут последующей обработке, например посредством анодирования и/или нанесения порошкового покрытия, или просто покрыт слоем краски.
Полые профили 30, согласно изобретению, могут изготавливаться штрангпрессованием. В качестве материала для них применяются предпочтительно металлы с высокой теплопроводностью, например алюминий (200 Вт/мК), углеродистая сталь, магний, никель и т.п.
Геометрические выражения, например, вверху или внизу, употребляются всегда по отношению к показанному варианту и его расположению на данной фигуре. Разумеется, геометрическое положение вариантов может изменяться.
На фиг. 11 в разобранном виде изображен другой U-образно согнутый полый профиль 30 со вставленным вкладышем 64 и двумя батарейными ячейками 22. В этом примере их выводы 44 снабжены сквозными отверстиями, обеспечивающими контактирование с другими батарейными ячейками 22. В частности, вкладыш 64 выполняет одну из следующих функций: теплопроводящую, если он выполнен, например, в качестве охлаждающей пластины 26, пожарозащитную и механически-опорную. Обычно вкладыш вставляется, вклеивается, вваривается, впаивается или соединяется с батарейной ячейкой 22 и/или полым профилем 30 иным способом.
На фиг. 12 и 13 изображены охлаждающие модули 10, у которых соответственно две и четыре батарейные ячейки 22 расположены в каждом образованном полым профилем гнезде и снабжены выводами 44, которые образованы сквозными отверстиями.
На фиг. 14 изображен перспективный вид сборки другого охлаждающего модуля 10 с соответствующими батарейными ячейками 22, а на фиг. 15А - вид сверху на коллектор 14 фиг. 14. На фиг. 15В изображен разрез коллектора 14 по линии А-А фиг. 15А. Хорошо видно цилиндрическое присоединение 18 для охлаждающего средства.
В этом примере коллектор 14 и распределитель 12 состоят из штрангпрессованного материала, в частности алюминия или алюминиевого сплава. Для изготовления коллектора 14 и распределителя 12 после этапа штрангпрессования, например, с помощью пальцевой фрезы (не показана) фрезеруются цилиндрические присоединения 16, 18. В принципе, посредством подходящего режущего инструмента на коллекторе 14 и распределителе 12 можно выполнять присоединения 16, 18 любой произвольной формы. Кроме того, на фиг. 14 показаны два разных вида заглушек 68, 70, которые необходимы для герметизации полостей коллектора 14 и распределителя 12.
В собранном состоянии винты 48 проходят через отверстия 49 в распределителе 12 и соответствующие отверстия в уплотнении 52 и входят в цилиндрические отверстия 32 в полых профилях. Это могут быть самонарезающие винты 48, которые прижимают распределитель 12 и уплотнение 52 к торцевой стороне охлаждающего модуля и полых профилей 30. С осевым и угловым смещением относительно отверстий 49 выполнены отверстия 51 (фиг. 15А), которые своими обращенными к полым профилям 30 концами соосны с их охлаждающими каналами и соответствующими отверстиями в уплотнении 52, а другими концами заканчиваются во входном канале распределителя 12, т.е. в канале большего диаметра, питаемом посредством присоединения. При этом отверстия 51 пересекают более узкий канал распределителя (т.е. его более узкий продольный канал, обеспечивающий собственно распределение по полым профилям 30). Расположение в коллекторе 14 такое же, только зеркально-симметричное. Штрангпрессованные профили для распределителя 12 и коллектора 14, однако, идентичные, и это относится также к уплотнениям 52. Это обеспечивает крайне рациональное изготовление.
Позицией 67 обозначен профиль для защиты кромок, который может изготавливаться также посредством экструзии.
Заглушки 68, 70 видны на этом разрезе на нижнем конце коллектора 14 и герметизируют его вниз. Другая заглушка 68 видна на верхнем конце коллектора 14 и герметизирует этот канал для охлаждающего средства сверху.
На фиг. 16 изображен перспективный вид другого охлаждающего модуля 10. В нем предусмотрены несколько опорных профилей 66, которые стабилизируют охлаждающий модуль 10 на его передних концах. Опорный профиль может состоять, например, из армированной волокном пластиковой трубки 60.
Перечень ссылочных позиций:
10 - охлаждающий модуль
12 - распределитель
14 - коллектор
16 - присоединение
18 - присоединение
20 - охлаждающий канал
22 - батарейная ячейка
24 - гнездо
26 - охлаждающая пластина
28 - паз
30 - полый профиль
32 - отверстие для винта
34 - паз
36 - гребень
38 - конец
40 - охлаждающее ребро
42 - места
44 - вывод
46 - вывод
48 - винт
50 - батарейный модуль
51 - отверстия
52 - уплотнение
54 - участок
56 - замыкающая пластина
58 - замыкающая пластина
60 - согнутая трубка
62 - сварной шов, спай или место склеивания
64 - вкладыш
66 - опорный профиль
67 - защита кромок
68 - заглушка
70 - заглушка
Реферат
Изобретение относится к способу изготовления охлаждающего модуля (10) в виде корпуса с внутренним пространством (24) для размещения батарейных ячеек (22), причем корпус имеет между впускной и выпускной зонами один или несколько параллельных друг другу охлаждающих каналов (20) и выполняется, по меньшей мере, частично из одного или нескольких отрезков полого профиля (30). Технический результат - создание альтернативного способа изготовления охлаждающего модуля с одновременным снижением затрат. 4 н. и 28 з. п. ф-лы, 27 ил.
Комментарии