Теплообменник и способы его изготовления - RU2550676C1
Код документа: RU2550676C1
Чертежи




Описание
Изобретение относится к теплообменнику для нагрева жидкости, прежде всего для уборочного аппарата высокого давления, с внутренней и внешней нагревательными обмотками, каждая из которых имеет большое количество витков, и с распорками, которые расположены между внутренней и внешней нагревательными обмотками с распределением по окружности внутренней нагревательной обмотки.
Кроме того, изобретение относится к способам изготовления такого рода теплообменника, причем внутренняя нагревательная обмотка наматывается из трубы, с внешней стороны внутренней нагревательной обмотки с распределением по окружности внутренней нагревательной обмотки располагается и фиксируется несколько распорок и на распорки из трубы наматывается внешняя нагревательная обмотка.
Такого рода теплообменники применяются, прежде всего, для нагрева моющей жидкости в уборочных аппаратах высокого давления. Теплообменники образуют двойную трубную спираль, которая содержит внутреннюю и внешнюю нагревательные обмотки. Внутренняя нагревательная обмотка задает камеру сгорания, в которой может быть позиционирована топливная форсунка. Это дает возможность зажигать в камере сгорания пламя, так что теплообменник обтекается горячим воздухом. Через теплообменник может протекать моющая жидкость. Тогда происходит передача тепла от горячего воздуха через нагревательные обмотки к нагреваемой жидкости, которая затем может быть направлена на очищаемый предмет.
Таким образом, теплообменники применяются в качестве проточных нагревателей. Для того чтобы повысить коэффициент полезного действия теплообменников, в EP 1255085 B1 предлагается оснастить распорки разными радиальными углублениями для витков внешней нагревательной обмотки так, чтобы витки были расположены по меньшей мере с частичным смещением относительно друг друга в радиальном направлении. Это предоставляет возможность улучшенной передачи тепла от нагретого воздуха на нагревательные обмотки. Правда, для этого должно быть применено большое количество особо выполненных распорок, позиционирование которых с внешней стороны внутренней нагревательной обмотки должно быть выбрано точно.
Задачей настоящего изобретения является предоставление теплообменника соответствующего родовому понятию типа, а также способа его изготовления, причем теплообменник может быть изготовлен экономично и имеет высокий коэффициент полезного действия.
В теплообменнике описанного вначале типа данная задача решена согласно изобретению посредством того, что по меньшей мере один виток внешней нагревательной обмотки имеет между двумя непосредственно соседствующими друг с другом распорками первый отрезок витка, на котором радиальное расстояние до внутренней нагревательной обмотки меньше или больше, чем в области распорок.
Таким образом, относительно направления по окружности теплообменника по меньшей мере в области одного витка внешней нагревательной обмотки радиальное расстояние до внутренней нагревательной обмотки, которое занимает виток, варьируется. Тогда как радиальное расстояние витка в области распорки может иметь определенное значение, которое задано посредством конфигурации распорок, радиальное расстояние по меньшей мере на одном первом отрезке витка между двумя непосредственно соседствующими друг с другом распорками изменяется. Таким образом, по меньшей мере один виток внешней нагревательной обмотки имеет по меньшей мере на одном первом отрезке витка между двумя непосредственно соседствующими друг с другом распорками меньшее или большее радиальное расстояние до внутренней нагревательной обмотки, чем в области распорок.
Оказалось, что посредством варьируемого по окружности между распорками радиального расстояния, которое занимает по меньшей мере один виток внешней нагревательной обмотки до внутренней нагревательной обмотки, теплопередача между нагретым воздухом и протекающей через теплообменник жидкостью может быть улучшена, так что теплообменник имеет высокий коэффициент полезного действия.
Является преимуществом, если несколько витков внешней нагревательной обмотки имеют соответственно между двумя непосредственно соседствующими друг с другом распорками первый отрезок витка, на котором расстояние до внутренней нагревательной обмотки меньше или больше, чем в области распорок. Может быть, например, предусмотрено, что первый виток внешней нагревательной обмотки занимает по окружности теплообменника остающееся неизменным расстояние до внутренней нагревательной обмотки, тогда как примыкающий к первому витку в направлении намотки внешней нагревательной обмотки второй виток занимает изменяющееся по окружности теплообменника радиальное расстояние до внутренней нагревательной обмотки. Ко второму витку в направлении намотки может примыкать третий виток внешней нагревательной обмотки, который соответственно первому витку снова занимает по окружности теплообменника остающееся неизменным расстояние до внутренней нагревательной обмотки. Затем к третьему витку внешней нагревательной обмотки может примыкать четвертый виток, расстояние от которого до внутренней нагревательной обмотки по окружности теплообменника изменяется.
Поскольку несколько витков внешней нагревательной обмотки имеет на первом отрезке витка между двумя непосредственно соседствующими друг с другом распорками по меньшему или большему радиальному расстоянию до внутренней нагревательной обмотки, чем в области распорок, является преимуществом, если первые отрезки витков по меньшей мере двух витков расположены со смещением относительно друг друга в направлении по окружности внешней нагревательной обмотки. Относительно продольной оси теплообменника первый отрезок витка первого витка внешней нагревательной обмотки может быть позиционирован в первой угловой зоне, а первый отрезок витка второго витка внешней нагревательной обмотки может быть позиционирован во второй угловой зоне, которая расположена со смещением относительно первой угловой зоны в направлении по окружности.
В предпочтительной форме выполнения первые отрезки витка по меньшей мере двух витков расположены со смещением относительно друг друга на 270°. Такого рода выполнение является преимуществом, прежде всего, в том случае, если теплообменник имеет в целом четыре распорки, которые расположены с равномерным смещением относительно друг друга в направлении по окружности.
Если несколько витков внешней нагревательной обмотки имеет на первом отрезке витка между двумя непосредственно соседствующими друг с другом распорками по меньшему или большему радиальному расстоянию до внутренней нагревательной обмотки, чем в области распорок, то может быть предусмотрено, что первые отрезки витков расположены в одной и той же зоне окружности внешней нагревательной обмотки. В такого рода выполнении изобретения несколько витков внешней нагревательной обмотки могут содержать в общей зоне окружности между двумя непосредственно соседствующими друг с другом распорками по отрезку витка, на котором радиальное расстояние больше или меньше, чем в области обеих распорок. Прежде всего может быть предусмотрено, что несколько следующих друг за другом в направлении намотки витков внешней нагревательной обмотки имеют соответственно первый отрезок витка в одной и той же зоне окружности, в которой расстояние до внутренней нагревательной обмотки меньше или больше, чем в области распорок, которые граничат с первым отрезком витка. Таким образом, первые отрезки витков могут быть расположены относительно продольной оси теплообменника в ряд друг около друга.
В предпочтительном выполнении теплообменника согласно изобретению по меньшей мере один виток внешней нагревательной обмотки имеет два следующих друг за другом в направлении по окружности отрезка витка, каждый из которых расположен между двумя непосредственно соседствующими друг с другом распорками и на которых виток занимает разные радиальные расстояния до внутренней нагревательной обмотки. Каждый виток внешней нагревательной обмотки простирается по зоне окружности, составляющей, в целом, 360°. Данная зона окружности делится распорками, и по меньшей мере один виток внешней нагревательной обмотки имеет два следующих друг за другом в направлении по окружности отрезка, каждый из которых расположен между двумя распорками и на которых виток занимает разные радиальные расстояния до внутренней нагревательной обмотки. Такого рода варьирование расстоянием должно, однако, применяться не обязательно во всех витках внешней нагревательной обмотки, более того, может быть предусмотрено, что дополнительно к витками с варьирующимся по окружности радиальным расстоянием до внутренней нагревательной обмотки внешняя нагревательная обмотка имеет другие витки, которые отличаются остающимся неизменным по окружности расстоянием до внутренней нагревательной обмотки.
Может быть предусмотрено, что по меньшей мере один виток внешней нагревательной обмотки на первом отрезке витка между двумя непосредственно соседствующими друг с другом в направлении по окружности распорками имеет меньшее радиальное расстояние до внутренней нагревательной обмотки, чем в области обеих распорок, и что в направлении по окружности внешней нагревательной обмотки к первому отрезку витка примыкает второй отрезок витка, на котором радиальное расстояние до внутренней нагревательной обмотки больше, чем в области распорок.
Является благоприятным, если распорки задают неизменное по всей длине расстояние между внутренней и внешней нагревательными обмотками. Это дает возможность особенно простого монтажа распорок и в дополнение к этому имеет то преимущество, что не требуется точно задавать позиционирование распорок на внешнем контуре внутренней нагревательной обмотки.
Предпочтительно распорки теплообменника выполнены идентично. Это облегчает изготовление и монтаж теплообменника и, таким образом, дает возможность дальнейшего снижения затрат.
Радиальное расстояние, которое занимает внешняя нагревательная обмотка по меньшей мере на одном первом отрезке витка до внутренней нагревательной обмотки, благоприятным образом, составляет минимально 10% от радиального расстояния, которое занимает внешняя нагревательная обмотка до внутренней нагревательной обмотки в области ограничивающих первый отрезок витка распорок.
Преимущественным образом, радиальное расстояние, которое занимает внешняя нагревательная обмотка до внутренней нагревательной обмотки на первом отрезке витка, составляет максимально 200% от радиального расстояния, которое занимает внешняя нагревательная обмотка до внутренней нагревательной обмотки в области ограничивающих первый отрезок витка распорок.
В предпочтительной форме выполнения радиальное расстояние, которое занимает внешняя нагревательная обмотка в области по меньшей мере одного витка, варьируется между минимально 10% и максимально 200% от расстояния, которое занимает внешняя нагревательная обмотка в области распорок
В особо предпочтительном выполнении теплообменника согласно изобретению внутренняя нагревательная обмотка образуется в форме кругового цилиндра. Таким образом, витки внутренней нагревательной обмотки простирают концентрично вокруг продольной оси теплообменника и задают цилиндрическую камеру сгорания.
Преимущественным образом, распорки приварены к внутренней нагревательной обмотке с внешней стороны.
Является преимуществом, если внешняя нагревательная обмотка содержит первую частичную продольную область, в которой расположен по меньшей мере один первый отрезок витка, и в продольном направлении внешней нагревательной обмотки к первой частичной продольной области примыкает вторая частичная продольная область, в которой внешняя нагревательная обмотка имеет остающееся неизменным расстояние до внутренней нагревательной обмотки.
Первая частичная продольная область, благоприятным образом, простирается максимально на 75% от общей длины внешней нагревательной обмотки.
Является преимуществом, если расположенные на высоте первой частичной продольной области витки внутренней нагревательной обмотки непосредственно прилегают друг к другу.
В предпочтительном выполнении изобретения по меньшей мере некоторые расположенные на высоте первой частичной продольной области витки внутренней нагревательной обмотки расположены на осевом удалении друг от друга.
Предпочтительно по меньшей мере некоторые витки внешней нагревательной обмотки в первой частичной продольной области расположены на расстоянии друг от друга в осевом направлении. В первой частичной продольной области расстояние между витками внешней нагревательной обмотки в осевом направлении может составлять, например, по меньшей мере 3 мм и максимально 30 мм.
Внешняя нагревательная обмотка, как и внутренняя нагревательная обмотка, намотана из трубы. Является благоприятным, если по меньшей мере два витка внешней нагревательной обмотки в первой частичной продольной области расположены в осевом направлении на расстоянии друг от друга, которое имеет по меньшей мере такую величину, как и внешний диаметр трубы.
Как уже было упомянуто вначале, теплообменник согласно изобретению выполнен в форме двойной трубной спирали. При этом из трубы наматывается внутренняя нагревательная обмотка, с внешней стороны которой с распределением по окружности внутренней нагревательной обмотки располагается и фиксируется несколько распорок. Распорки простирают в продольном направлении внутренней нагревательной обмотки и на распорки наматывается из трубы внешняя нагревательная обмотка.
В первом способе изготовления согласно изобретению названная вначале задача решена посредством того, что по меньшей мере один виток внешней нагревательной обмотки на первом отрезке витка между двумя непосредственно соседствующими друг с другом распорками деформируется в направлении внутренней нагревательной обмотки. При данном соответствующем изобретению способе сначала известным самим по себе способом образуется двойная трубная спираль. Затем по меньшей мере один виток внешней нагревательной обмотки деформируется в области между двумя непосредственно соседствующими друг с другом распорками в направлении внутренней нагревательной обмотки. Таким образом, в области между распорками по меньшей мере один виток занимает меньшее радиальное расстояние до внутренней нагревательной обмотки, чем в области распорок. Для деформирования может быть применено прессовое приспособление с пуансоном, который позиционируется по меньшей мере на одном витке внешней нагревательной обмотки преимущественным образом посредине между двумя непосредственно соседствующими друг с другом распорками и затем перемещается в направлении внутренней нагревательной обмотки, преимущественным образом в радиальном направлении, так что виток деформируется.
При деформировании нагруженный усилием деформирования виток опирается о распорки. Деформирование витка в области между двумя распорками имеет следствием то, что в области между обеими распорками виток занимает меньшее расстояние, а в непосредственно соседствующих областях с другой стороны от обеих распорок - большее расстояние до внутренней нагревательной обмотки, чем в области распорок. Таким образом, посредством процесса деформирования по меньшей мере один виток прежде цилиндрической внешней нагревательной обмотки приобретает овальную конфигурацию, причем в области между двумя непосредственно соседствующими друг с другом распорками он занимает меньшее радиальное расстояние, чем в области распорок, а в непосредственно примыкающих к каждой из обеих распорок областях виток деформируется в радиальном направлении наружу, так что его расстояние до внутренней нагревательной обмотки увеличивается.
Преимущественным образом, каждый из нескольких витков внешней нагревательной обмотки деформируется на первом отрезке витка между двумя непосредственно соседствующими друг с другом распорками в направлении внутренней нагревательной обмотке одновременно. Для этого может быть применен пуансон, форма и размеры которого подогнаны к конфигурации внешней нагревательной обмотки таким образом, что при процессе деформирования может быть одновременно деформировано несколько витков внешней нагревательной обмотки. Может быть, однако, также предусмотрено, что по меньшей мере между двумя деформированными витками внешней нагревательной обмотки располагается один или несколько недеформированных витков.
Является преимуществом, если после деформирования по меньшей мере одного витка теплообменник поворачивается вокруг продольной оси теплообменника и после этого по меньшей мере один другой виток внешней нагревательной обмотки деформируется на первом отрезке витка между двумя непосредственно соседствующими друг с другом распорками в направлении внутренней нагревательной обмотки. В такого рода форме выполнения способа согласно изобретению внешняя нагревательная обмотка последовательно деформируется по меньшей мере дважды, причем после первого процесса деформирования теплообменник поворачивается вокруг продольной оси. Посредством деформирования отдельные витки внешней нагревательной обмотки приобретают овальную конфигурацию, причем первые отрезки витков по меньшей мере двух витков расположены со смещением относительно друг друга в направлении по окружности внешней нагревательной обмотки.
После первого процесса деформирования теплообменник благоприятным образом поворачивается вокруг своей продольной оси на угол 270°, чтобы после этого снова деформироваться.
Может быть также предусмотрено, что после деформирования по меньшей мере одного витка теплообменник смещается относительно пуансона в направлении продольной оси, а затем по меньшей мере один другой виток внешней нагревательной обмотки деформируется на первом отрезке витка между двумя непосредственно соседствующими друг с другом распорками в направлении внутренней нагревательной обмотки. Таким образом, выполнение деформированных отрезков витков в одной и той же зоне окружности внешней нагревательной обмотки может осуществляться с помощью нескольких процессов деформирования, между которыми теплообменник каждый раз смещается относительно пуансона в осевом направлении. Это дает, прежде всего, возможность деформировать в каждом процессе деформирования только один единственный виток. После этого теплообменник может быть смещен в осевом направлении, чтобы деформировать в области между двумя непосредственно соседствующими друг с другом распорками другой виток.
Является преимуществом, если после деформирования одного витка теплообменник смещается в осевом направлении относительно пуансона настолько, что между уже деформированным витком и следующим подлежащим деформированию витком простирается по меньшей мере один недеформированный виток, то есть виток, который не претерпевает деформирования.
Благоприятным образом распорки располагаются с равномерным распределением по окружности внутренней нагревательной обмотки. Прежде всего, может быть предусмотрено, что применяется в целом четыре распорки, которые располагаются со смещением относительно друг друга на 90° в направлении по окружности.
Благоприятным образом распорки выполняются идентичными.
Предпочтительно распорки задают остающееся неизменным по всей их длине расстояние между внутренней и внешней нагревательными обмотками.
Как уже было упомянуто, является преимуществом, если распорки сварены с внутренней нагревательной обмоткой.
Может быть предусмотрено, что по меньшей мере некоторые витки внешней нагревательной обмотки сварены с распорками.
Для деформирования по меньшей мере одного витка внешней нагревательной обмотки применяется, на что уже было указано, преимущественным образом пуансон. Он может быть выполнен таким образом, что деформируются отдельные витки внешней нагревательной обмотки или несколько витков, причем глубина запрессовки в каждом процессе прессования и для каждого витка может быть различной. Может быть, конечно, предусмотрено, что глубина запрессовки является постоянной.
Неожиданным образом оказалось, что высокая точность и соблюдение размеров при деформировании играют второстепенную роль. Вследствие деформирования по меньшей мере одного витка по меньшей мере на одном отрезке витка между двумя распорками коэффициент полезного действия теплообменника возрастает. Вследствие несистематической конфигурации внешней нагревательной обмотки нагретый воздух завихряется лучше и вследствие этого улучшается теплопередача.
Распорки могут быть установлены на внутренней нагревательной обмотке с помощью небольшого количества сварочных точек. Сниженное количество сварочных точек приводит к повышенному сроку службы, так как термические напряжения могут быть выдержаны небольшими.
Благоприятным образом обмотки внутренней и/или внешней нагревательных обмоток опираются о распорки с геометрическим замыканием. Положением, количеством и выполнением деформирований имеющей сначала преимущественным образом форму кругового цилиндра внешней нагревательной обмотки можно варьировать в широком диапазоне для оптимизации коэффициента полезного действия теплообменника. Прежде всего, деформирование может быть адаптировано к конфигурации котла, в котором должен быть позиционирован теплообменник.
Вместо того чтобы внешнюю нагревательную обмотку дополнительно деформировать по меньшей мере на одном отрезке витка между двумя непосредственно соседствующими друг с другом распорками, при втором способе изготовления согласно изобретению названного вначале теплообменника применяемая при изготовлении внешней нагревательной обмотки труба по меньшей мере на одном отрезке витка между двумя непосредственно соседствующими друг с другом распорками наматывается на внутреннюю нагревательную обмотку на расстоянии до внутренней нагревательной обмотки, которое больше или меньше, чем расстояние, которое занимает труба до внутренней нагревательной обмотки в области распорок. Таким образом, при такого рода способе изготовления расстояние в области между по меньшей мере двумя непосредственно соседствующими друг с другом распорками варьируется уже при намотке внешней нагревательной обмотки. Это имеет то преимущество, что последующий процесс деформирования может отпасть.
Варьирование радиальным расстоянием между внешней нагревательной обмоткой и внутренней нагревательной обмоткой может быть достигнуто при намотке внешней нагревательной обмотки, например, посредством того, что при намотке на внутреннюю нагревательную обмотку на трубу оказывается воздействие растягивающего напряжения, которое в области по меньшей мере одного первого отрезка витка между двумя непосредственно соседствующими друг с другом распорками выбирается больше или меньше, чем на соседних отрезках витка. Для снижения радиального расстояния на трубу в области между двумя распорками может быть оказано воздействие большего растягивающего напряжения, чем на отрезках витка до и после этих обеих распорок. Если радиальное расстояние должно быть увеличено, то оказывающее воздействие на трубу при ее намотке на внутреннюю нагревательную обмотку растягивающее напряжение может быть снижено.
Может быть также предусмотрено, что при намотке трубы на внутреннюю нагревательную обмотку применяются вспомогательные намоточные приспособления, конфигурация которых выбирается так, что по меньшей мере один виток внешней нагревательной обмотки по меньшей мере на одном первом отрезке витка имеет меньшее или большее расстояние до внутренней нагревательной обмотки, чем в области распорок. Вспомогательные намоточные приспособления могут быть выполнены, например, серповидными с разными радиусами изгиба. Альтернативно, может быть предусмотрено, что вспомогательные намоточные приспособления выполнены идентично и, следовательно, задано остающееся неизменным расстояние между внутренней и внешней нагревательными обмотками и что, однако, при намотке трубы на внутреннюю нагревательную обмотку в области отдельных отрезков витков между двумя непосредственно соседствующими друг с другом распорками вспомогательные намоточные приспособления отпадают, так что на данных отрезках витков настраивается меньшее радиальное расстояние до внутренней нагревательной обмотки.
Последующее описание предпочтительной формы выполнения изобретения во взаимосвязи с чертежом служит для более детального разъяснения. Показано:
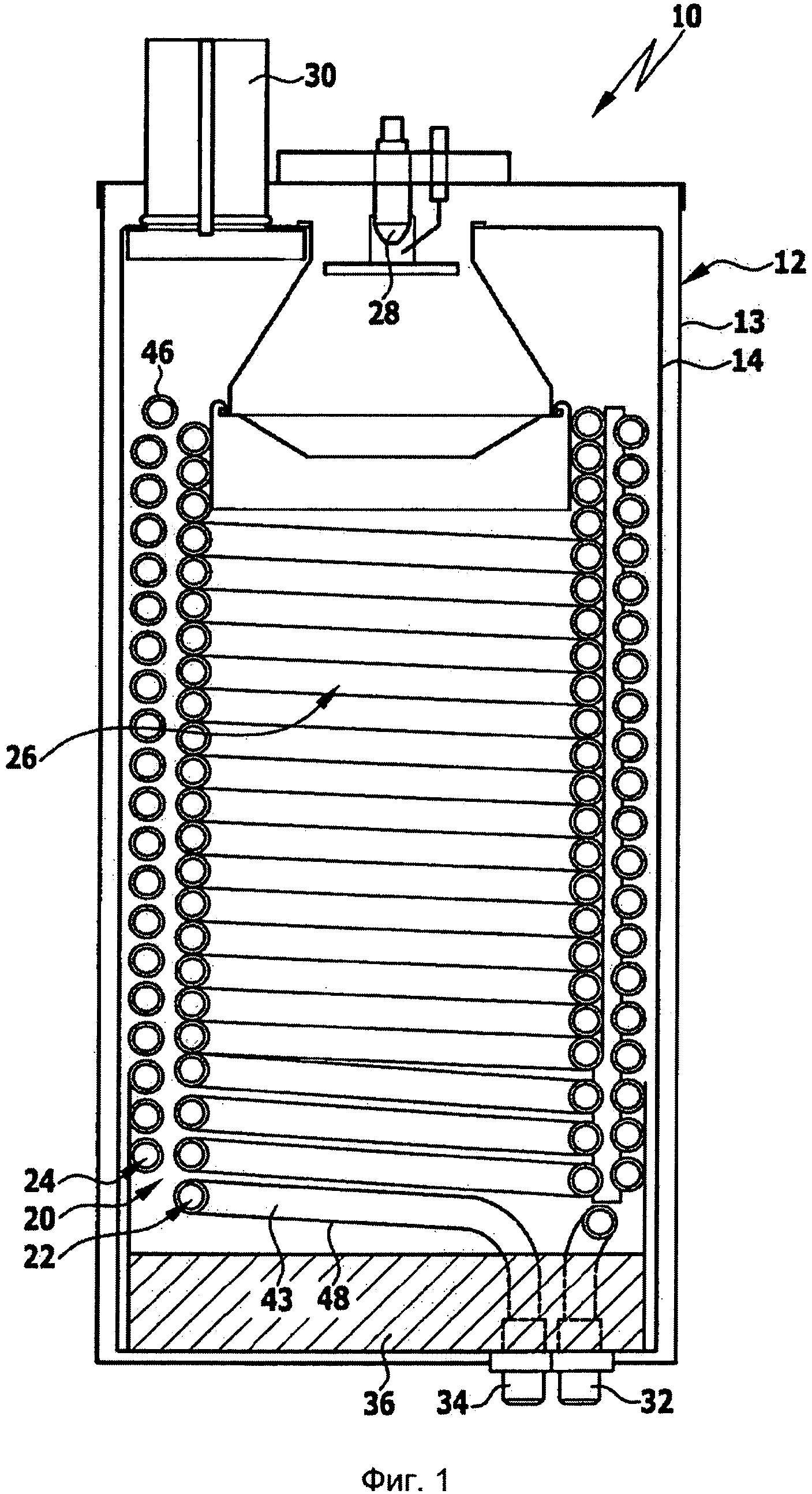
Фиг.1 - схематический вид на уборочный аппарат высокого давления с теплообменником согласно изобретению в разрезе по горелке,
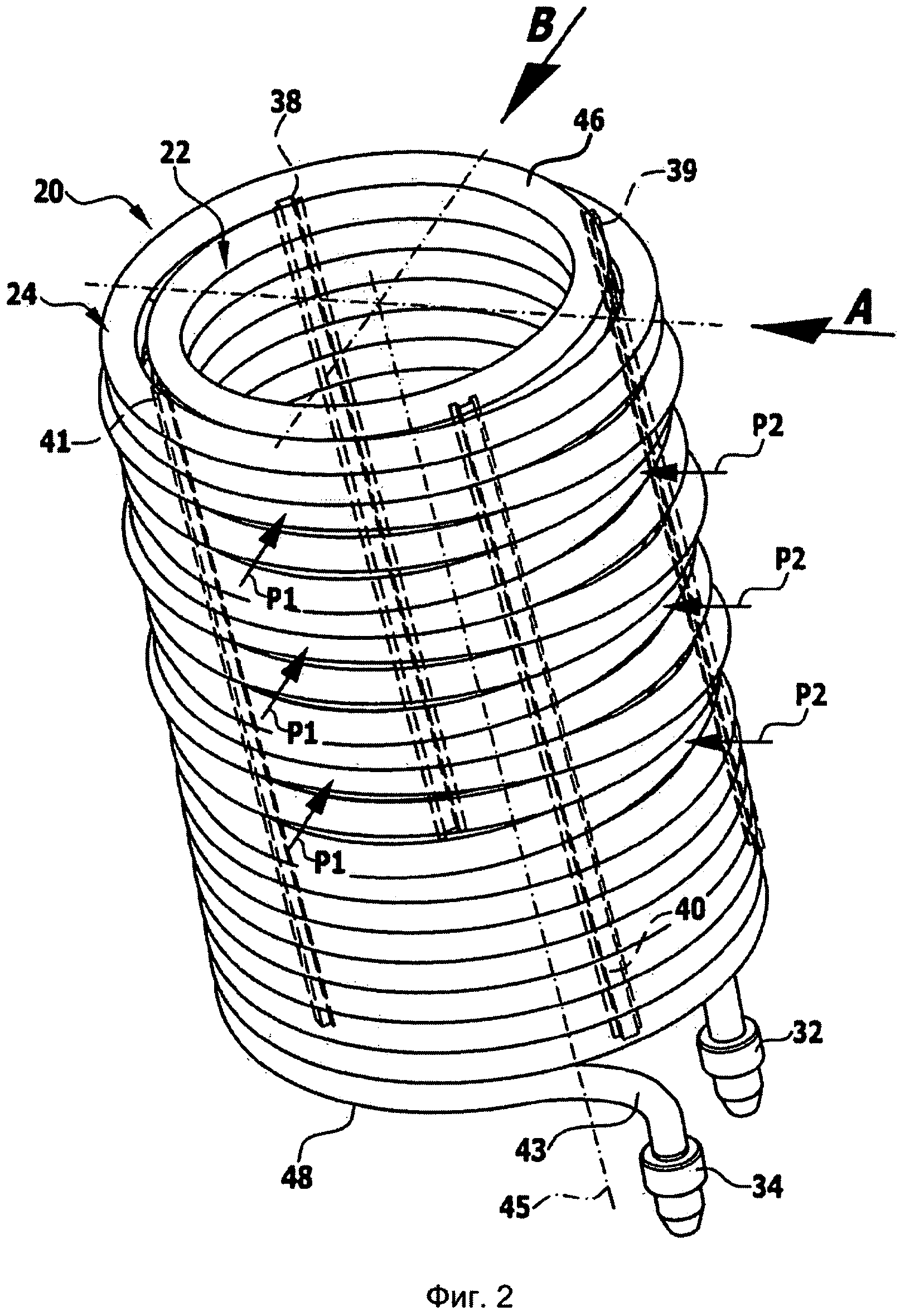
Фиг.2 - изображение теплообменника из фиг.1 в перспективе,
Фиг.3 - вид на теплообменник сбоку в направлении стрелки A из фиг.2,
Фиг.4 - вид в разрезе вдоль линии 4-4 на фиг.3 при изготовлении теплообменника,
Фиг.5 - вид на теплообменник сбоку в направлении стрелки В из фиг.2,
Фиг.6 - вид в разрезе вдоль линии 6-6 на фиг.5 при изготовлении теплообменника,
Фиг.7 - увеличенный частичный вид на теплообменник из фиг.2 в разрезе в продольном направлении.
На фиг.1 схематически изображена горелка 10 в форме проточного нагревателя, которая может быть применена в уборочном аппарате высокого давления, чтобы нагревать моющую жидкость, прежде всего воду, до необходимой температуры. Горелка 10 содержит цилиндрический котел 12 с внешней стенкой 13 и внутренней стенкой 14. В котле 12 расположен теплообменник согласно изобретению 20, который выполнен в форме двойной трубной спирали и содержит внутреннюю нагревательную обмотку 22 и внешнюю нагревательную обмотку 24, которые намотаны на металлическую трубу 43. Далее это еще будет разъяснено подробнее.
Внутренняя нагревательная обмотка 22 окружает камеру 26 сгорания. С верхней стороны котла 12 расположена топливная форсунка 28, к которой обычным и поэтому не изображенным на чертеже образом может подводиться топливо, так что в камере 26 сгорания может быть зажжено пламя. Через не изображенную на чертеже, известную специалисту саму по себе воздухопроводную трубу к камере 26 сгорания может подводиться свежий воздух, а через расположенную рядом с топливной форсункой 28 вытяжную трубу 30 могут отводиться отработавшие газы.
Во время работы горелки через теплообменник 20 протекает нагреваемая моющая жидкость. Подлежащая нагреву жидкость подводится к теплообменнику через первый патрубок 32, а нагретая жидкость может быть отведена от теплообменника через второй патрубок 34. Оба патрубка 32 и 34 расположены на обращенной в обратную по отношению к топливной форсунке 28 сторону донной плите 36 котла 12.
Между внутренней нагревательной обмоткой 22 и внешней нагревательной обмоткой 24 расположено в целом четыре распорки 38, 39, 40 и 41, которые выполнены идентично и каждая из которых простирается по всей длине внутренней нагревательной обмотки 22. Они расположены с равномерным распределением по окружности внутренней нагревательной обмотки 22, так что каждые две непосредственно соседствующие между собой в направлении по окружности распорки задают между собой угловую зону, равную 90°.
Как уже было упомянуто, обе нагревательные обмотки 22, 24 наматываются из трубы 43. При этом на первом этапе из трубы 43 наматывается цилиндрическая внутренняя нагревательная обмотка 22. После этого с внешней стороной внутренней нагревательной обмотки 22 свариваются распорки 38, 39, 40 и 41. Затем при первом способе изготовления согласно изобретению на распорки 38, 39, 40 и 41 наматывается внешняя нагревательная обмотка 24, так что внешняя нагревательная обмотка 24, так же как и внутренняя нагревательная обмотка 22, сначала имеет цилиндрическую форму с большим количеством витков в форме круговых цилиндров, каждый из которых простирается в направлении по окружности на 360°. Может быть предусмотрено, что отдельные или все витки внешней нагревательной обмотки 24 свариваются с распорками 38-41.
После этого при первом способе изготовления согласно изобретению внешняя нагревательная обмотка 24 подвергается первому процессу прессования и второму процессу прессования, причем между обоими процессами прессования она поворачивается на 270° вокруг продольной оси 45 теплообменника 20 и смещается на два витка в осевом направлении. Это схематически изображено на фигурах 3-6.
Внешняя нагревательная обмотка 24 содержит первую частичную продольную область 52, которая простирается в продольном направлении от обращенной к топливной форсунке 28 верхней стороны 46 теплообменника 20 вдоль приблизительно 75% общей длины теплообменника 20 в направлении обращенной в обратную по отношению к топливной форсунке 28 сторону нижней стороны 48 и в которой витки внешней нагревательной обмотки расположены на расстоянии друг от друга в осевом направлении. К первой частичной продольной области 52 примыкает вторая частичная продольная область 53, которая простирается до нижней стороны 48 и в которой витки внешней нагревательной обмотки прилегают друг к другу. В первой частичной продольной области 52 витки внешней нагревательной обмотки 24 могут быть объединены в несколько групп витков по 4 витка в каждой группе. Каждая группа витков содержит первый виток 55, второй виток 56, третий виток 57 и четвертый виток 58. Первый процесс прессования происходит таким образом, что внешняя нагревательная обмотка 24 поддерживается в области первой распорки 38 и второй распорки 39 с помощью первой опоры 61 и второй опоры 62, которые прикладываются к внешней стороне внешней нагревательной обмотки 24. Затем с помощью пуансона 63 все первые витки 55 групп витков первой частичной продольной области 52 внешней нагревательной обмотки 24 одновременно деформируются посредине в области между третьей распоркой 40 и четвертой распоркой 41 радиально внутрь в направлении продольной оси 45. Пуансон 43 выполнен таким образом, что в первой частичной продольной области 52 он может одновременно захватить все первые витки 55 и деформировать каждый из них на первом отрезке 64 витка, который простирается между третьей распоркой 40 и четвертой распоркой 41, в радиальном направлении внутрь. После деформирования внешняя нагревательная обмотка 24 занимает на первом отрезке 64 витка меньшее радиальное расстояние до внутренней нагревательной обмотки 22, чем в области третьей распорки 40 и четвертой распорки 41. Направленная радиально внутрь деформация в области первого отрезка 64 витка имеет следствием то, что радиальное расстояние, которое внешняя нагревательная обмотка 24 занимает относительно внутренней нагревательной обмотки 22, на примыкающем в направлении по окружности к первому отрезку 64 витка втором отрезке 66 витка, а также на предшествующем в направлении по окружности первому отрезку 64 витка четвертом отрезке 70 витка увеличивается, тогда как радиальное расстояние между внешней нагревательной обмоткой 24 и внутренней нагревательной обмотки 22 на диаметрально противоположном первому отрезку 64 витка третьем отрезке 68 витка вследствие поддержки посредством первой опоры 61 и второй опоры 62 практически не изменяется. Следующий в направлении по окружности за первым отрезком 64 витка второй отрезок 66 витка первых витков 55 простирается между четвертой распоркой 41 и следующей за ней в направлении по окружности первой распоркой 38. Непосредственно предшествующий первому отрезку 64 витка четвертый отрезок 70 витка первых витков 55 простирается между второй распоркой 39 и третьей распоркой 40, а диаметрально противоположный первому отрезку 64 витка третий отрезок 68 витка первых витков 55 простирается между первой распоркой 38 и следующей за ней в направлении по окружности второй распоркой 39. Это становится очевидным из фиг.4.
Таким образом, посредством первого процесса прессования, при котором на первый отрезок 64 витка первых обмоток 55 подается показанное на чертеже посредством стрелки P1 усилие прессования, внешняя нагревательная обмотка 24 в области первых витков 55 деформируется овально. В изображенном примере выполнения изобретения радиальное расстояние между внешней нагревательной обмоткой 24 и внутренней нагревательной обмоткой 22 на первом отрезке 64 витка составляет минимально 10% от расстояния, которое имеется между обеими нагревательными обмотками 24, 22 в области распорок 38-41. В области второго отрезка 66 витка, а также в области четвертого отрезка 70 витка радиальное расстояние между обеими нагревательными обмотками 24, 22 в изображенном примере выполнения составляет максимально 200% от радиального расстояния, которое занимают нагревательные обмотки в области распорок 38-41. Для лучшего обзора изменение расстояния до внешней нагревательной обмотки 24 по окружности теплообменника 20 в изображении на чертеже увеличено.
После того как внешняя нагревательная обмотка 24 была подвергнута первому процессу прессования, как изображено на фиг.4, теплообменник 20 поворачивается на 270° вокруг своей продольной оси 45 и смещается в осевом направлении относительно пуансона 63 настолько, что после этого с помощью пуансона 63 направленное радиально в направлении продольной оси 45 усилие запрессовки P2 подается на каждый третий виток 57 групп витков первой частичной продольной области 52 внешней нагревательной обмотки 24 на первом отрезке 64a витка, который смещен относительно первого отрезка 64 витка первых витков 55 на 270° в направлении по окружности. Вследствие поворота на 270° внешняя нагревательная обмотка 24 во время второго процесса прессования опирается в области второй распорки 39 и третьей распорки 40 об опоры 61 и 62, а первый отрезок 64a витка третьих витков 57, к которому прилегает пуансон 63, ограничивается четвертой распоркой 41 и первой распоркой 38. На данном первом отрезке 64a витка внешняя нагревательная обмотка 24 после второго процесса прессования занимает меньшее радиальное расстояние до внутренней нагревательной обмотки 22, чем в области распорок 41 и 38. В отличие от этого на расположенном между первой распоркой 38 и второй распоркой 39 втором отрезке 66a витка третьих витков 57 радиальное расстояние до внутренней нагревательной обмотки 22 увеличивается, так же как и на четвертом отрезке 70a витка третьих витков 57, который расположен между третьей распоркой 40 и четвертой распоркой 41. Третий отрезок 68a витка третьих витков 57 расположен между второй распоркой 39 и четвертой распоркой 40 и вследствие поддержки посредством опор 61 и 62 не претерпевает практически никакой радиальной деформации.
После того как теплообменник 20 был подвергнут обоим процессам прессования, изготовление теплообменника завершено. В первой частичной продольной области 52 первые и третьи витки 55, 57 групп витков внешней нагревательной обмотки 24 имеют отрезки витков с радиальным расстоянием до внутренней нагревательной обмотки 22, которое больше или меньше, чем расстояние, которое занимают витки до внутренней нагревательной обмотки 22 в области распорок 38-41. Таким образом, радиальное расстояние, которое занимают первые и третьи витки 55, 57 до внутренней нагревательной обмотки 22, варьируется по окружности теплообменника 20. Имеющие меньшее радиальное расстояние отрезки 64a витков третьих витков 57 расположены со смещением в направлении по окружности относительно имеющих меньшее радиальное расстояние отрезков 64 витков первых витков 55. Дополнительно, в первой частичной продольной области 52 находятся витки, которые имеют остающееся неизменным расстояние до внутренней нагревательной обмотки 22 по окружности теплообменника 20. При этом речь идет о втором и четвертом витках 56, 58 разъясненных выше групп витков. В первой частичной продольной области 52 витки внешней нагревательной обмотки 24 расположены на расстоянии друг от друга в осевом направлении. На высоте первой частичной продольной области 52 витки внутренней нагревательной обмотки 22 лежат непосредственно друг на друге и выполнены круглыми.
Во второй частичной продольной области 53 витки внешней нагревательной обмотки 24 не деформированы в радиальном направлении названным выше образом. Поэтому они имеют остающимся неизменным по окружности теплообменника 20 расстояние до внутренней нагревательной обмотки 22. Во второй частичной продольной области 53 витки внешней нагревательной обмотки 24 прилегают друг к другу. Витки внутренней нагревательной обмотки 22 во второй частичной продольной области 53 отдалены друг от друга.
Радиальная деформация витков внешней нагревательной обмотки 24 имеет следствием смещенное в радиальном направлении расположение отдельных отрезков витков между распорками 38-41. Это становится очевидным, прежде всего, из фиг.7 и дает возможность улучшенной передачи тепла от нагретого в камере 26 сгорания воздуха к протекающей через теплообменник 20 моющей жидкости. Поэтому теплообменник 20 отличается высоким коэффициентом полезного действия. Изготовление теплообменника является сравнительно простым. В изображенной форме выполнения применяется только четыре распорки 38-41, которые выполнены идентичными. Прежде всего, из трубы 43 наматывается цилиндрическая внутренняя нагревательная обмотка 22, а затем - цилиндрическая внешняя нагревательная обмотка 24. Овальное деформирование отдельных витков внешней нагревательной обмотки 24 может быть простым образом достигнуто посредством последующего процесса прессования.
Вместо того чтобы деформировать внешнюю нагревательную обмотку 24 на отдельных отрезках витков, во втором способе изготовления согласно изобретению предусмотрено, что различные расстояния, которые имеет внешняя нагревательная обмотка на отдельных отрезках витков до внутренней нагревательной обмотки, достигаются уже при изготовлении внешней нагревательной обмотки 24. Для этого при намотке трубы 43 на внутреннюю нагревательную обмотку 22 и распорки 38, 39, 40 и 41 на отдельных отрезках витков оказывается воздействие большего или меньшего растягивающего напряжения, чем на соседних отрезках витков. Посредством изменения растягивающего напряжения, которое оказывает воздействие на трубу 43, в области между двумя непосредственно соседствующими друг с другом распорками может быть достигнуто меньшее или большее расстояние до внутренней нагревательной обмотки 22. Кроме того, могут быть применены преимущественным образом серповидные вспомогательные намоточные приспособления, которые прикладываются к внешней стороне внутренней нагревательной обмотки 22, так что при намотке труба 43 может опираться о них. Посредством применения вспомогательных намоточных приспособлений с разными ширинами на отдельных отрезках витков могут быть простым образом достигнуты разные радиальные удаления между внешней нагревательной обмоткой 24 и внутренней нагревательной обмоткой 22. Благодаря этому может отпасть следующий после изготовления внешней нагревательной обмотки 24 процесс деформирования.
Реферат
Изобретение относится к области обработки металлов давлением, в частности к теплообменнику для нагрева жидкости и способам его изготовления. По меньшей мере один виток внешней нагревательной обмотки имеет между двумя непосредственно соседствующими друг с другом распорками первый отрезок, на котором радиальное расстояние до внутренней нагревательной обмотки меньше или больше, чем в области распорок. По одному варианту при изготовлении теплообменника упомянутый отрезок деформируют до получения радиального расстояния до внутренней нагревательной обмотки меньше, чем в области распорок. По второму варианту трубу внешней обмотки наматывают на внутреннюю обмотку на радиальном расстоянии до внутренней нагревательной обмотки меньше или больше, чем в области распорок. Повышается качество теплообменника. 3 н. и 25 з.п. ф-лы, 7 ил.
Комментарии