Система и способ формирования металлической крышки для резьбовой емкости - RU2761630C2
Код документа: RU2761630C2
Чертежи


















Описание
Область техники
Изобретение в целом относится к изготовлению и герметизации емкостей, в частности, к устройству и способам для формирования резьбовой металлической крышки, которую впоследствии можно использовать для уплотнения резьбовой металлической емкости, такой как бутылка.
Уровень техники
Металлические емкости обеспечивают дистрибьюторам и потребителям множество преимуществ и используются для хранения разнообразных продуктов, включая напитки и пищевые продукты. Некоторые металлические емкости для напитков имеют форму бутылки. Металлические бутылки обычно имеют закрытую нижнюю часть, по существу цилиндрический корпус, отходящее от него вверх горлышко уменьшенного диаметра и отверстие, расположенное в самой верхней части горлышка. После заполнения напитком или каким-либо другим продуктом металлические бутылки, как правило, герметизируются навинчивающейся крышкой с механизмом контроля первого вскрытия (ROPP-крышкой), хотя могут применяться и другие крышки, такие как крончатые крышки, открываемые поворотом на 1/4 окружности, и навинчивающиеся закатываемые крышки без механизма контроля первого вскрытия. Способы и устройство для формирования резьбового горлышка металлической бутылки для получения ROPP-крышки описаны в заявках US 2014/0263150 и US 2014/0298641, которые полностью включены в настоящее описание посредством ссылки.
На фиг. 1A-1D показано, что для создания и поддержания эффективного уплотнения между металлической бутылкой 2 и ROPP-крышкой 10, необходимо выполнить несколько операций. Как показано на фиг. 1A-1B, оболочку 9 ROPP-крышки с ненарезанным (без резьбы) корпусом 12A устанавливают на горлышко 4 металлической бутылки 2. Оболочка 9 ROPP-крышки закрывает резьбу 8 бутылки. Контрольная лента 18 оболочки 9 ROPP-крышки при этом опускается ниже юбки 30 металлической бутылки 2.
Как показано на фиг. 1C, затем укупорочное устройство 22 выполняет три операции, а именно: (1) изменение формы верхней части 20 ROPP-крышки 10 с целью создания измененной формы или канавки 32; (2) формирование резьбы 16 на части корпуса 12 крышки; и (3) прижатие контрольной ленты 18 к металлической бутылке 2. Синхронизация и последовательность выполнения этих трех операций зависит от конкретной модели укупорочного средства 22.
Как правило, нажимной блок 24 и/или опорный блок 25 прикладывают усилие, или «верхнее усилие», к верхней части 20 ROPP-крышки 10 с целью прижатия наружной кромки верхней части 20 вниз и обжатия ее вокруг валика 6 металлической бутылки 2 для создания измененной формы или канавки 32. Внутренняя поверхность канавки 32 оказывает усилие на вкладыш 14 внутри ROPP-крышки 10. Соответственно, вкладыш 14 контактирует с внешней частью валика 6 бутылки, образуя эффективное уплотнение. Известного укупорочное устройство 22 для формирования канавки 32 обычно создает верхнее усилие величиной по меньшей мере около 240 фунтов.
После укупорки укупорочное средство 22 формирует резьбу 16 на ROPP-крышке 10 с целью сохранения уплотнения после удаления нажимного и опорного блоков 24 и 25. Более конкретно, все известные укупорочные устройства 22 формируют резьбу 16 на корпусе 12 крышки, когда ROPP-крышка установлена на горлышке 4 бутылки.
Резьба 16 крышки формируется с помощью резьбонакатного ролика 26, создающего «боковое усилие» на корпус 12 крышки. Как правило, используются два резьбонакатных ролика 26. Резьбонакатные ролики 26 используют расположенную под ними бутылочную резьбу 8 в качестве оправки. Резьба 16 крышки формируется путем прижатия резьбонакатных роликов 26 к корпусу 12 и прокатывания вдоль по бутылочной резьбе 8 в направлении от верхней части 20 крышки к контрольной ленте 18. Как правило, верхнее усилие должно сохраняться до тех пор, пока не будет сформирован по меньшей мере один оборот нитки резьбы с целью поглощения неплотно пригнанного металла ROPP-крышки 10 и обеспечения пластической деформации уплотнения крышки. При формировании резьбы 16 крышки резьбонакатные ролики 26 обычно оказывают на металлическую бутылку 2 боковое усилие величиной приблизительно 23 фунта.
Два лентоприжимных ролика 28 прижимают нижнюю кромку ROPP-крышки 10 к выступу, называемому «юбкой» 30 металлической бутылки 2. Контрольная лента 18, как правило, закатывается лентоприжимными роликами 28 внутрь и прижимается к бутылке 2 под углом приблизительно 45°. Таким образом, если ROPP-крышка 10 поворачивается в направлении открывания (как правило, против часовой стрелки), контрольная лента 18 разрывается и отделяется, обеспечивая визуальное доказательство вскрытия бутылки. Лентоприжимные ролики 28 прикладывают также боковое усилие к металлической бутылке 2, чтобы прижать контрольную ленту 18 к юбке 30 бутылки. Пример горлышка 4 металлической бутылки 2, запечатанного ROPP-крышкой 10, показан на фиг. 1D.
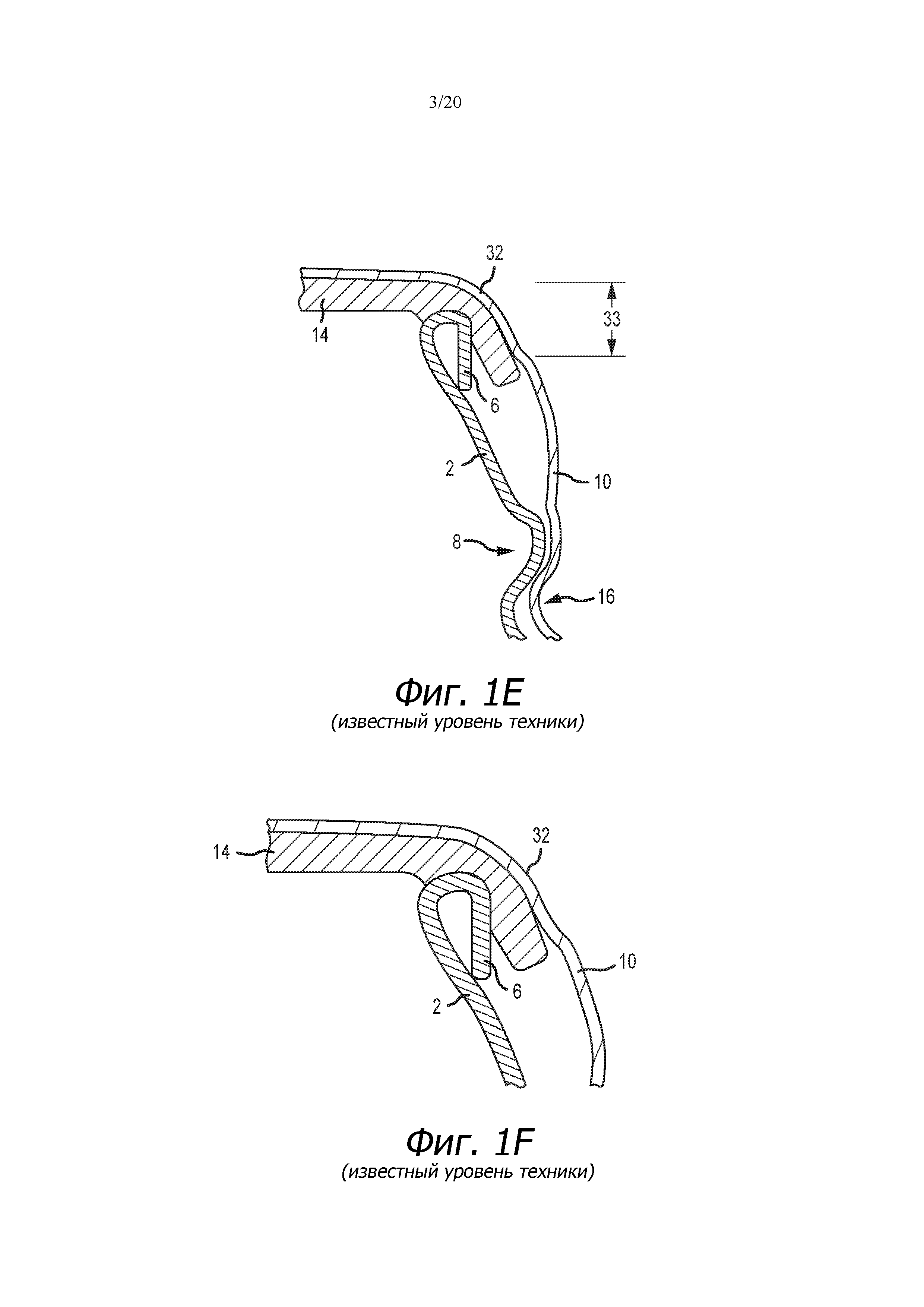
На фиг. 1E-1F показан вкладыш 14, расположенный между канавкой 32 ROPP-крышки 10 и валиком 6 бутылки. Как показано на этих фигурах, вкладыш 14 контактирует с валиком 6, герметично запечатывая металлическую бутылку 2.
На фиг. 2 графически представлены боковое усилие 34 и верхнее усилие 36, создаваемые известным укупорочным устройством 22. Верхняя линия показывает боковое усилие 34, создаваемую резьбонакатными роликами 26 и лентоприжимным роликом 28. Нижней линией 36 показано верхнее усилие, прикладываемое во время установки ROPP-крышки 10 и при изменении ее формы с целью создания канавки 32. Верхнее усилие 36, прикладываемое с целью изменения формы, и боковое усилие 34, создаваемое с целью формирования резьбы и прижатия контрольной ленты, создаются отдельными кулачками укупорочного устройства 22 одновременно. Более конкретно, боковое усилие 34 и верхнее усилие 36 начинаются и заканчиваются приблизительно в одно и то же время. Во время процесса установки ROPP-крышки 10 величины верхнего усилия 36 и бокового усилия 34 постоянны. Приблизительно в середине процесса укупоривания боковое усилие 34 резко снижается, доходя приблизительно до точки 35, чтобы резьбонакатные ролики 26 могли возвратиться в исходное положение рядом с валиком 6, чтобы можно было второй раз произвести формирование резьбы 16 крышки.
На фиг. 3 представлен график изменения бокового усилия 38 и верхнего усилия 40, создаваемых другим известным укупорочным устройством 22. Создание верхнего усилия 40, прикладываемого к металлической бутылке 2 нажимным блоком 24 и опорным блоком 25, используется для приведения в действие подпружиненных роликовых рычагов, соединенных с резьбонакатными роликами 26 и лентоприжимными роликами 28. Оба действия выполняются одним кулачком и являются неразделимыми. Соответственно, боковое усилие 38 и верхнее усилие 40 возникают и заканчиваются приблизительно в одно и то же время. Вследствие формы кулачка, сначала возникает пик верхнего усилия 40, которое возрастает приблизительно до точки 41, когда нажимной блок 24 и опорный блок 25 включаются и прикладывают верхнее усилие к верхней части 20 ROPP-крышки 10. Пик (точка 41) верхнего усилия 40 составляет приблизительно 15% полного верхнего усилия 40. Приблизительно в середине процесса герметизации как боковое усилие 34, так и верхнее усилие 40 снижаются, доходя приблизительно до точки 39, чтобы резьбонакатные ролики 26 могли возвратиться в свое исходное положение рядом с валиком 6, чтобы можно было второй раз произвести формирование резьбы 16 крышки.
Суммарная нагрузка, прикладываемая к стеклянным бутылкам, закрываемым ROPP-крышками с помощью аналогичных укупорочных устройств, как правило, составляет по меньшей мере 500 фунтов. И, наоборот, верхнее усилие, создаваемое нажимным блоком 24 и опорным блоком 25, и боковое усилие, создаваемое роликами 26, 28 для герметизации металлических бутылок 2, выполненных из алюминия, уменьшаются по сравнению с усилиями, используемыми для герметизации стеклянных бутылок. Например, известное укупорочное устройство 22, используемое для герметизации металлических бутылок из алюминия с ROPP-крышками 10, обычно снижает суммарную нагрузку до величины приблизительно 360 фунтов и уменьшает диапазон нагрузки на ±5%, поскольку алюминиевые бутылки более подвержены деформации или смятию.
При прикладывании верхнего усилия, превышающего номинальное, совместно с номинальным боковым усилием возможны повреждения. Например, при использовании укупорочным устройством 22 слишком большого усилия для запечатывания металлической бутылки 2 ROPP-крышкой 10, возможно повреждение одного или нескольких элементов, а именно, бутылочной резьбы 8 и юбочной части 30 металлической бутылки 2, которые могут оказаться смятыми или как-либо иначе деформированными. При использовании слишком высокого верхнего усилия также наблюдаются повреждения металлической бутылки 2, но повреждения другого типа. Например, может произойти деформация поперечного сечения горлышка 4 металлической бутылки 2, которое может измениться от предпочтительно круглой формы и стать некруглым, например, овальным или эллиптическим. Еще один тип повреждений, который может происходить при использовании слишком высокого верхнего усилия, заключается в том, что ROPP-крышки 10 становится слишком трудно снимать с металлических бутылок 2.
При использовании для запечатывания металлической бутылки 2 номинального бокового усилия с верхним усилием меньше номинального также могут возникать повреждения. При использовании верхнего усилия меньше номинального может происходить негерметичное запечатывание металлической бутылки 2. Например, при использовании верхнего усилия меньше номинального канавка 32 крышки может иметь неоднородную форму или недостаточную глубину. Это может привести к недостаточному контакту вкладыша 14 ROPP-крышки с валиком 6 бутылки и негерметичному запечатыванию металлической бутылки 2. Еще одним типом повреждения, возникающим при использовании недостаточно высокого верхнего усилия, является потеря герметичности металлической бутылки 2 за счет смещения ROPP-крышки 10. Это может привести к утечке содержимого из металлической бутылки 2.
На фиг. 4 графически показаны нагрузки, создаваемые известным укупорочным устройством 22 при запечатывании бутылки, чтобы продемонстрировать зону повреждения 42 по суммарной нагрузке, расположенную над линией 44 порога отказа. Комбинированное боковое усилие, создаваемое двумя резьбонакатными роликами 26 и двумя лентоприжимными роликами 28, отложено по оси абсцисс в фунтах. Верхнее усилие, создаваемое нажимным блоком 24 и опорным блоком 25, отложено по оси ординат в фунтах. Номинальное усилие 46 для известного укупорочного устройства 22 представляет собой сумму верхнего усилия величиной приблизительно 270 фунтов, создаваемого нажимным блоком 24 и опорным блоком 25, и бокового усилия величиной приблизительно 86 фунтов (включая боковые усилия, создаваемые каждым из двух резьбонакатных роликов 26, и каждым из двух лентоприжимных роликов 28). Одно из известных укупорочных устройств при запечатывании металлической бутылки ROPP-крышкой создает действующую на указанную металлическую бутылку номинальную суммарную нагрузку 46 величиной приблизительно 360 фунтов. И хотя величина этой суммарной нагрузки меньше величины суммарной нагрузки, прикладываемой к стеклянным бутылкам, запечатываемым ROPP-крышками, такие нагрузки являются почти избыточными для металлических бутылок 2. Кроме того, при такой суммарной нагрузке 46 запас 47 по порогу отказа 44 составляет менее приблизительно 30 фунтов. Таким образом, имеется лишь небольшой диапазон производственных допусков, в котором можно производить герметизацию известных металлических бутылок 2 с помощью укупорочных устройств 22 и с помощью известных способов. Наличие такого небольшого диапазона допусков приводит к превышению допустимых напряжений и повреждениям металлической бутылки 2 или ROPP-крышки 10 при нарушении калибровки укупорочного устройства 22 или при герметизации предельно допустимых металлических бутылок. Кроме того, поскольку суммарная нагрузка 46, создаваемая известными технологическим процессом и укупорочным устройством 22, близка к максимально допустимой величине нагрузки 44, которую может выдержать металлическая бутылка 2, с помощью известных технологического процесса и укупорочного устройства 22 невозможно создать легкую металлическую бутылку, закрываемую ROPP-крышкой 10. Кроме того, на ROPP-крышке 10 невозможно создать более глубокую резьбу, для создания которой требуется более значительное боковое усилие.
Еще одной проблемой известных ROPP-крышек, используемых для герметизации металлических емкостей, является то, что при формировании канавки 32 крышки укупорочным устройством 22 ROPP-крышка 10 может оказаться не соосной с металлической бутылкой 2. На фиг. 1A-1B видно, что в известном процессе для установки оболочки 9 ROPP-крышки на горлышко 4 бутылки внутренний диаметр этой оболочки 9 должен быть больше наружного диаметра бутылочной резьбы 8 и юбки 30 бутылки, чтобы оболочка 9 ROPP-крышки могла быть установлена на металлическую бутылку 2 при более высоких производственных скоростях. Таким образом, как показано на фиг. 1A, имеется зазор 13 между внутренней поверхностью оболочки 9 ROPP-крышки и внешней поверхностью резьбы 8 и юбки 30 бутылки. Когда опорный блок 25 укупорочного устройства 22 формирует канавку 32 крышки, вследствие наличия зазора 13 ROPP-крышка 10 может оказаться смещенной относительно центра или наклоненной. В результате канавка 32 крышки может оказаться несимметричной или может иметь переменную глубину.
Более конкретно, на фиг. 5 изображена металлическая бутылка 2, запечатанная ROPP-крышкой 10 известным укупорочным устройством 22. Канавка 32 крышки асимметрична и имеет переменную глубину. Например, на левой стороне крышки участок 32A канавки имеет глубину 33A, которая меньше глубины 33B участка 32B канавки на правой стороне крышки.
Еще одна проблема ROPP-крышки 10, показанной на фиг. 5, заключается в том, что участок 18A контрольной ленты, закрывающий юбку 30 бутылки (как показано на фиг. 1D), меньше участка 18B этой контрольной ленты. В частности, нижняя часть контрольной ленты 18 не параллельна диаметру 5 горлышка 4 бутылки, так что участок 18A контрольной ленты расположен дальше от диаметра 5, чем участок 18B контрольной ленты. Участок 18B контрольной ленты содержит также расширяющуюся часть 19, которая не прижата к горлышку 4 бутылки. Это может привести к опасности пореза руки потребителя. Кроме того, нижняя часть контрольной ленты 18 является неровной и имеет «волнистую» структуру.
Неправильное формирование контрольной ленты 18 и канавки 32 крышки могло быть обусловлено тем, что, когда укупорочное устройство 22 формировало канавку 32 ROPP-крышки 10, продольная ось 11 ROPP-крышки 10 не совпадала с продольной осью 3 металлической бутылки 2. Например, ROPP-крышка могла быть установлена с наклоном, так что ось 11 крышки была не параллельна оси 3 бутылки. В любом случае, показанный на фиг. 1A зазор 13 между внутренней поверхностью ROPP-крышки и внешней поверхностью резьбы и юбки бутылки допускает возможность случайного смещения крышки 10 относительно бутылки 2 в процессе формирования канавки 32 крышки укупорочным устройством 22.
Асимметричная канавка 32A, 32B может приводить к потере герметичности уплотнения между ROPP-крышкой 10 и металлической бутылкой и порче продукта, находящегося в металлической бутылке 2. Кроме того, порча продукта может происходить вследствие неправильно сформированной контрольной ленты 18A, 18B. Более конкретно, некоторые производственные системы контроля не могут отличить дефектную контрольную ленту 18A, 18B с волнистостью (что является некритическим дефектом) от разорванной контрольной ленты (что является критическим дефектом). Соответственно, система контроля может отбраковать металлическую бутылку 2, показанную на фиг. 5, что будет приводить к неправильной отбраковке.
Вследствие ограничений, связанных с известными способами и устройствами, используемыми при формировании и запечатывании ROPP-крышками металлических бутылок, существует необходимость в создании резьбовой металлической крышки, предназначенной для герметизации металлической бутылки с резьбой, а также способов и устройства для формирования резьбовой металлической крышки, требующей меньшего усилия со стороны укупорочного устройства для герметизации металлической бутылки с резьбой. Существует также неудовлетворенная потребность в способах и устройстве для герметизации металлических бутылок, которые можно было бы применять для герметизации металлических бутылок с меньшей толщиной стенок корпуса, изготовленных из меньшего количества материала (далее – облегченные металлические бутылки).
Раскрытие изобретения
Настоящим изобретением предлагаются способы и устройство для формирования металлической крышки перед ее установкой на металлическую бутылку. В одном из возможных вариантов осуществления изобретения металлическая крышка содержит периферийную канавку, формируемую перед установкой металлической крышки на металлическую бутылку. Благодаря предварительному формированию периферийной канавки, уменьшается величина верхнего усилия, требуемого для прижатия вкладыша металлической крышки к валику металлической бутылки с целью создания уплотнения. В одном из возможных вариантов металлическая крышка согласно изобретению требует только около 55% верхнего усилия, необходимого для герметизации известной ROPP-крышки, которое составляет по меньшей мере приблизительно 270 фунтов. Более конкретно, верхнее усилие, прикладываемое укупорочным устройством согласно настоящему изобретению к металлической крышке может быть снижено до величины приблизительно от 50 до 170 фунтов. Благодаря уменьшению верхнего усилия, требующегося для формирования уплотнения между металлической крышкой и металлической бутылкой, можно сформировать металлическую бутылку из материала, толщина которого меньше толщины материала, используемого для формирования известной металлической бутылки. Таким образом, способы и устройство согласно настоящему изобретению обеспечивают уменьшение количества металлического материала, требующегося для формирования металлической бутылки, и, следовательно, снижение стоимости металлической бутылки по сравнению с известной металлической бутылкой. Дополнительно или альтернативно, резьба металлической бутылки и металлической крышки согласно настоящему изобретению может быть более глубокой и более выступающей, чем резьба известной металлической бутылки и ROPP-крышки.
Согласно одному из аспектов настоящего изобретения, предлагается металлическая крышка, содержащая канавку, формируемую перед установкой металлической крышки на металлическую бутылку. Согласно еще одному аспекту настоящего изобретения, предлагается формирующее канавку устройство с инструментами, служащими для формирования канавки металлической крышки перед установкой металлической крышки на металлическую бутылку. В одном из возможных вариантов реализации глубина канавки металлической крышки составляет приблизительно от 0,050 дюйм до 0,095 дюйм.
Согласно еще одному аспекту настоящего изобретения, предлагается устройство и способ формирования резьбы на корпусе металлической крышки перед ее установкой на металлическую бутылку. Соответственно, в одном из возможных вариантов реализации укупорочное устройство не требует прижатия к металлической бутылке резьбонакатного ролика или какого-либо другого инструмента для формирования резьбы на металлической крышке согласно настоящему изобретению. В одном из возможных вариантов реализации настоящего изобретения укупорочное устройство может осуществлять герметизацию металлической бутылки металлической крышкой без применения резьбонакатного ролика. Таким образом, металлическая крышка согласно настоящему изобретению уменьшает величину бокового усилия, прикладываемого к металлической бутылке укупорочным устройством, по сравнению с ROPP-крышкой известного уровня техники, резьба на которой формируется укупорочным устройством, использующим резьбонакатный ролик. При необходимости, в одном из возможных вариантов реализации, резьба на металлической крышке по меньшей мере частично формируется перед тем, как металлическая крышка используется для герметизации металлической бутылки. После того, как металлическая крышка с частично сформированной резьбой устанавливается на металлической бутылке, соответствующий инструмент укупорочного устройства, такой как резьбонакатный ролик, может произвести дальнейшее формирование резьбы крышки. Для заканчивания накатки резьбы данный инструмент может создавать боковое усилие меньше бокового усилия, создаваемого резьбонакатными роликами известного уровня техники. В одном из возможных вариантов реализации укупорочное устройство согласно настоящему изобретению вращает один или несколько из нижеуказанных элементов, а именно, металлическую крышку и металлическую бутылку с резьбой, с целью навинчивания металлической крышки на металлическую бутылку для ее герметизации.
Согласно еще одному аспекту настоящего изобретения, предлагается укупорочное устройство, осуществляющее герметизацию металлической бутылки с помощью металлической крышки, содержащей предварительно сформированную канавку и, при необходимости, предварительно сформированную резьбу. Укупорочное устройство выполнено с возможностью относительного вращения металлической бутылки и металлической крышки в направлении закрытия с целью герметизации металлической бутылки. В одном из возможных вариантов выполнения суммарная нагрузка (включая верхнее усилие и боковое усилие), создаваемая укупорочным устройством с целью герметизации металлической бутылки с помощью металлической крышки согласно настоящему изобретению, составляет менее приблизительно 250 фунтов. В еще одном возможном варианте выполнения суммарная нагрузки составляет приблизительно от 70 до 250 фунтов.
Согласно одному из аспектов настоящего изобретения металлическая крышка содержит резьбу, сформированную перед установкой металлической крышки на металлическую бутылку. Данная металлическая крышка может содержать резьбу, глубина которой больше глубины резьбы известной ROPP-крышки. Более конкретно, в одном из возможных вариантов выполнения глубина резьбы крышки составляет не менее 0,0230 дюйм. В некоторых случаях, глубина резьбы может составлять приблизительно до 0,040 дюйм. В одном из возможных вариантов выполнения глубина резьбы металлической крышки составляет от приблизительно 0,02 до 0,045 дюйм.
В другом варианте выполнения резьба крышки имеет форму, отличную от формы резьбы известной ROPP-крышки. В одном из возможных вариантов выполнения резьба металлической крышки выполнена нависающей для обеспечения лучшего сцепления с резьбой металлической бутылки. Более конкретно, резьба крышки может содержать по меньшей мере один сегмент, угол наклона которого относительно горизонтальной плоскости уменьшен по сравнению с резьбой известной крышки.
Согласно одному из аспектов настоящего изобретения предлагается способ и устройство для герметизации облегченной металлической бутылки с помощью металлической крышки. Предлагается металлическая крышка. Данная металлическая крышка содержит периферийную канавку. На корпусе металлической крышки сформирована резьба. Металлическая крышка с резьбой устанавливается на резьбовое горлышко металлической бутылки. Резьбовая металлическая крышка и металлическая бутылка, вращаются одна относительно другой с целью навинчивания металлической крышки на металлическую бутылку. Таким образом, валик металлической бутылки прижимается к вкладышу, установленному внутри резьбовой металлической крышки. При необходимости, лентоприжимной ролик может прижимать контрольную ленту резьбовой металлической крышки к юбке металлической бутылки.
В одном из возможных вариантов выполнения металлическая бутылка формируется с использованием меньшего количества материала, чем известная металлическая бутылка тех же формы и размеров. При необходимости металлический материал металлической бутылки в одной или нескольких областях имеет меньшую толщину, чем толщина материала известной металлической бутылки. Дополнительно или альтернативно, в некоторых случаях металлическая бутылка может быть сформирована из металлического сплава, отличающегося от металлического сплава известной металлической бутылки. Более конкретно, в одном из возможных вариантов выполнения металлическая бутылка формируется из металлического материала, толщина которого по меньшей мере приблизительно на 10% меньше толщины известной металлической бутылки, составляющей 0,0092 дюйм. При необходимости толщина металлического материала металлической бутылки может составлять приблизительно 70% или приблизительно 95% толщины металлического материала известной металлической бутылки. В еще одном возможном варианте выполнения толщина металлического материала металлической бутылки составляет менее 0,0085 дюйм. В одном из возможных вариантов выполнения толщина металлического материала металлической бутылки составляет приблизительно от 0,009 до 0,0085 дюйм. В еще одном возможном варианте выполнения толщина металлического материала металлической бутылки составляет приблизительно от 0,009 до 0,0040 дюйм. В одном из возможных вариантов выполнения металлическая бутылка имеет резьбу, глубина которой составляет приблизительно от 0,0230 до 0,040 дюйм.
Согласно еще одному аспекту настоящего изобретения, предлагается металлическая бутылка, герметизация которой осуществляется с помощью резьбовой металлической крышки. В одном из возможных вариантов выполнения резьбовая металлическая крышка содержит резьбу, сформированную перед установкой металлической крышки на металлическую бутылку. При необходимости перед установкой резьбовой металлической крышки на металлическую бутылку на резьбовой металлической крышке может быть сформирована канавка. Металлическая бутылка и резьбовая металлическая крышка имеют резьбу заданной глубины. В некоторых случаях, глубина резьбы составляет приблизительно от 0,0230 до 0,040 дюйм.
В одном из возможных вариантов выполнения металлическая бутылка формируется из более тонкого материала, чем известная металлическая бутылка. В другом возможном варианте выполнения металлическая бутылка может выдерживать внутреннее давление по меньшей мере приблизительно до 100 фунтов/кв.дюйм или от 103 до 130 фунтов/кв.дюйм без протекания. В еще одном возможном варианте выполнения металлическая бутылка может выдерживать внутреннее давление по меньшей мере приблизительно до 135 фунтов/кв.дюйм без срыва резьбовой металлической крышки. В еще одном возможном варианте выполнения резьбовую металлическую крышку можно вращать в направлении открывания путем приложения крутящего момента не более 16 дюйм×фунт или от 10 до 15 дюйм×фунт.
Согласно еще одному аспекту настоящего изобретения, предлагается устройство для формирования канавки в металлической крышке. Данное устройство включает в себя следующие элементы (1) внешний инструмент, содержащий корпус с выполненной в нем полостью; и (2) внутренний инструмент, содержащий корпус, выступ уменьшенного диаметра, отходящий от переднего торца корпуса и содержащий торцевую стенку. Когда металлическую крышку помещают между внешним инструментом и внутренним инструментов, указанные инструменты могут создавать действующее на крышку усилие с целью формирования канавки по периметру закрытой торцевой стенки металлической крышки. Данное устройство предназначено для формирования канавки в металлической крышке перед ее установкой на металлическую бутылку. В одном из возможных вариантов выполнения внутренний и внешний инструменты выполнены с возможностью формирования канавки глубиной приблизительно от 0,050 до 0,100 дюйм. Канавка может быть сформирована перед установкой металлической крышки на металлическую бутылку. Внутренний и внешний инструменты могут перемещаться совместно для создания усилия, действующего на металлическую крышку. Это усилие может смещать часть закрытой торцевой стенки крышки в сторону внешнего инструмента для формирования канавки.
В одном из возможных вариантов выполнения внутренняя боковая стенка полости внешнего инструмента соединена с торцевым кольцом первым радиусом закругления, который может составлять от 0,01 до 0,03 дюйм. В некоторых случаях, внутренний диаметр полости может составлять приблизительно от 1,350 до 1,400 дюйм. В некоторых случаях полость может иметь ступенчатую форму в осевом сечении. Более конкретно, в полости может быть выполнен заплечик, образующий первую часть полости с первым внутренним диаметром и вторую часть полости со вторым внутренним диаметром. Первый внутренний диаметр может быть по меньшей мере равен наружному диаметру закрытой торцевой стенки металлической крышки. Величина первого внутреннего диаметра может составлять приблизительно от 1,40 до 1,60 дюйм.
Второй внутренний диаметр может быть меньше первого внутреннего диаметра. В одном из возможных вариантов выполнения второй внутренний диаметр меньше наружного диаметра закрытой торцевой стенки металлической крышки. Более конкретно, второй внутренний диаметр в некоторых случаях может составлять приблизительно от 1,350 до 1,410 дюйм.
Кроме того, глубина полости может составлять приблизительно от 0,090 до 0,25 дюйм. В одном из возможных вариантов выполнения полость проходит полностью сквозь внешний инструмент, образуя отверстие во внешнем инструменте.
В одном из возможных вариантов выполнения внешний инструмент соединен с держателем внешнего инструмента вышеупомянутого устройства. Держатель внешнего инструмента может быть соединен с первой проставкой. Устройство также может включать в себя выталкиватель, который может по меньшей мере частично входить в полость внешнего инструмента. Выталкиватель может смещаться относительно внешнего инструмента и первой проставки. Более конкретно, между первой проставкой и выталкивателем может быть установлен поджимающий элемент, такой как пружина. В одном из возможных вариантов выполнения поджимающий элемент смещает выталкиватель в сторону внешнего инструмента.
Корпус внутреннего инструмента может иметь в целом цилиндрическую форму. Наружный диаметр корпуса может составлять приблизительно от 1,40 до 1,50 дюйм.
Выступ внутреннего инструмента может выступать от переднего торца корпуса на расстояние от 0,080 до 0,14 дюйм. В некоторых случаях выступ имеет в целом цилиндрическую форму, причем наружный диаметр цилиндра меньше наружного диаметра корпуса внутреннего инструмента. Наружный диаметр выступа может составлять приблизительно от 1,25 до 1,45 дюйм. В одном из возможных вариантов выполнения торцевая стенка выступа в целом плоская. В другом варианте выполнения между выступом и торцевой стенкой сформирован второй радиус закругления, величина которого составляет приблизительно от 0,01 дюйм до 0,03 дюйм.
В одном из возможных вариантов выполнения во внутреннем инструменте выполнена по меньшей мере одна полость. Более конкретно, внутренний инструмент может иметь один или несколько следующих элементов: первую полость, вторую полость и отверстие. Первая полость может иметь отверстие, обращенное в сторону от выступа. Внутренний диаметр второй полости может быть меньше внутреннего диаметра первой полости. Между первой полостью и второй полостью может быть выполнен заплечик. Отверстие проходит от второй полости сквозь торцевую стенку выступа. Внутренний диаметр отверстия может быть меньше внутреннего диаметра второй полости, чтобы образовать второй заплечик между второй полостью и отверстием.
В одном из возможных вариантов выполнения внутренний инструмент содержит фланец. Этот фланец может отходить от корпуса в сторону, противоположную выступу. Фланец предназначен для вхождения в зацепление с держателем внутреннего инструмента устройства. В одном из возможных вариантов выполнения держатель внутреннего инструмента может быть соединен со второй проставкой устройства. Между внутренним инструментом и второй проставкой может быть установлен поджимающий элемент. В одном из возможных вариантов выполнения поджимающий элемент включает в себя первый поджимающий элемент, который входит в зацепление с заплечиком между первой полостью и второй полостью. При необходимости внутри первого поджимающего элемента может быть расположен второй поджимающий элемент. Второй поджимающий элемент может взаимодействовать с опорной втулкой, установленной во второй полости. В одном из возможных вариантов выполнения опорная втулка может по меньшей мере частично проходить сквозь отверстие в торцевой стенке выступа.
Согласно еще одному аспекту настоящего изобретения, предлагается устройство для формирования металлической крышки, содержащей закрытую торцевую стенку и цилиндрический корпус. Данное устройство включает в себя: (1) инструмент, выполненный с возможностью приложения усилия к цилиндрическому корпусу; (2) оправку, содержащую корпус, размер которого позволяет по меньшей мере частично входить в открытый торец цилиндрического корпуса; и (3) по меньшей мере одно углубление, выполненное в корпусе оправки, причем углубление имеет геометрию, позволяющую формировать резьбу на цилиндрическом корпусе металлической крышки, когда указанный инструмент прикладывает боковое усилие к корпусу оправки. В одном из возможных вариантов выполнения металлическая крышка представляет собой предварительно сформированную крышку со средством контроля первого вскрытия. В некоторых случаях углубление может иметь геометрию, обеспечивающую возможность формирования резьбы глубиной приблизительно от 0,023 до 0,03 дюйм. В некоторых случаях в качестве вышеупомянутого инструмента может использоваться резьбонакатный ролик.
Устройство дополнительно может содержать зажим. Зажим предназначен для установки металлической крышки в заданном положении относительно оправки. В одном из возможных вариантов выполнения зажим выполнен с возможностью вращения металлической крышки относительно продольной оси металлической крышки. Дополнительно или альтернативно, оправка также может вращаться относительно продольной оси металлической крышки. Таким образом, зажим и/или оправка могут вращаться в направлении открывания для отделения оправки от металлической крышки после окончания формирования резьбы.
В одном из возможных вариантов выполнения устройство дополнительно содержит инструменты для формирования канавки по верхней периферийной кромке закрытой торцевой стенки металлической крышки. К этим инструментам относятся внутренний инструмент и внешний инструмент. Внутренний инструмент содержит: (A) корпус с боковой стенкой, имеющей в целом цилиндрическую форму; (B) выступ уменьшенного диаметра, отходящий от торца корпуса; и (C) торцевую стенку выступа, предназначенную для прикладывания усилия к внутренней поверхности закрытой торцевой стенки металлической крышки. Внешний инструмент содержит: (A) корпус; и (B) полость, выполненную в корпусе. Внутренний диаметр полости достаточен для вхождения в нее части закрытой торцевой стенки металлической крышки, когда внутренний инструмент прикладывает усилие к внутренней поверхности закрытой торцевой стенки. В одном из возможных вариантов выполнения внутренний диаметр полости составляет приблизительно от 1,360 до 1,400 дюйм. В одном из возможных вариантов выполнения полость содержит внутреннюю боковую стенку с радиусом закругления. Радиус закругления может составлять приблизительно от 0,01 до 0,03 дюйм. По меньшей мере часть внутренней боковой стенки отполирована до заданной чистоты. Глубина полости корпуса может составлять приблизительно от 0,090 до 0,34 дюйм.
Согласно еще одному аспекту настоящего изобретения, предлагается способ формирования металлической крышки, предназначенной для запечатывания резьбового горлышка металлической бутылки. Способ включает в себя этапы, на которых
(1) выравнивают металлическую крышку с помощью внутреннего и внешнего инструментов устройства, формирующего канавку;
(2) перемещают по меньшей мере один из следующих элементов: внутренний инструмент, внешний инструмент и металлическую крышку для формирования по кромке внешнего периметра металлической крышки канавки, расположенной между цилиндрическим корпусом и закрытой торцевой стенкой металлической крышки.
Формирование канавки производится перед установкой металлической крышки на металлическую бутылку. Канавка может иметь глубину от 0,05 до 0,095 дюйм. В одном из возможных вариантов выполнения металлическая крышка представляет собой предварительно сформированную крышку со средством контроля первого вскрытия.
В одном из возможных вариантов выполнения процесс выравнивания включает в себя установку металлической крышки на внутреннем инструменте. В другом варианте выполнения формирование канавки включает в себя перемещение внешней кромки металлической крышки, таким образом, чтобы ввести ее в контакт с заплечиком, сформированным в полости внешнего инструмента. Формирование канавки может также включать в себя вытягивание части закрытой торцевой стенки таким образом, чтобы ввести ее во вторую часть полости.
Способ может включать в себя прикладывание бокового усилия к цилиндрическому корпусу металлической крышки с целью формирования резьбы на металлической крышке. Формирование резьбы крышки на металлической крышке осуществляется перед установкой металлической крышки на резьбовое горлышко металлической бутылки.
В одном из возможных вариантов реализации способ дополнительно включает в себя выравнивание металлической крышки с резьбовой оправкой перед прикладыванием бокового усилия к металлической крышке для формирования резьбы крышки. В еще одном возможном варианте реализации резьбовая оправка включает в себя корпус, содержащий по меньшей мере одно углубление, выполненное с возможностью направления инструмента, прикладывающего боковое усилие к цилиндрическому корпусу металлической крышки. Когда инструмент прикладывает боковое усилие, вышеупомянутое углубление направляет этот инструмент для формирования резьбы крышки. Как вариант, в качестве вышеупомянутого инструмента может использоваться резьбонакатный ролик. В одном из возможных вариантов реализации способ включает в себя отделение металлической крышки от резьбовой оправки. Отделение металлической крышки от резьбовой оправки может производиться посредством вращения металлической крышки относительного резьбовой оправки вокруг продольной оси металлической крышки.
Внутренний инструмент может содержать корпус с выступом, предназначенным для прикладывания усилия к внутренней поверхности закрытой торцевой стенки. Реагируя на вышеупомянутое усилие, закрытая торцевая стенка вытягивается и отходит от цилиндрического корпуса металлической крышки в полость внешнего инструмента, образуя канавку. В одном из возможных вариантов реализации при формировании канавки внешняя поверхность закрытой торцевой стенки опирается на выталкиватель. Выталкиватель может быть выполнен с возможностью по меньшей мере частичного вхождения в полость внешнего инструмента.
Согласно еще одному аспекту настоящего изобретения, предлагается использовать предварительно сформированную металлическую крышку. Металлическая крышка предназначена для герметизации резьбового горлышка металлической бутылки и обычно содержит:
(1) закрытую торцевую стенку;
(2) канавку, проходящую по периметру закрытой торцевой стенки;
(3) отходящий от канавки цилиндрический корпус, диаметр которого больше диаметра канавки; и, при необходимости;
(4) резьбу, сформированную на цилиндрическом корпусе.
Как вариант, резьба может иметь глубину приблизительно от 0,0235 до 0,04 дюйм. В одном из возможных вариантов реализации глубина канавки металлической крышки составляет приблизительно от 0,050 до 0,095 дюйм.
В одном из возможных вариантов выполнения предварительно сформированная металлическая крышка имеет средство контроля первого вскрытия. Соответственно, предварительно сформированная крышка в некоторых случаях может содержать контрольную ленту. Контрольная лента отходит от нижней части цилиндрического корпуса. В одном из возможных вариантов выполнения на участке между контрольной лентой и цилиндрическим корпусом выполняются бороздки или перфорации. В другом варианте контрольная лента имеет в целом цилиндрическую форму. В частности, первый продольный участок (или поперечное сечение) контрольной ленты практически параллелен (параллельно) второму продольному участку (или поперечному сечению) контрольной ленты.
Согласно еще одному аспекту настоящего изобретения, предлагается укупорочное устройство, предназначенное для герметизации металлической бутылки металлической крышкой. Укупорочное устройство содержит: (1) зажим для выравнивания металлической крышки с металлической бутылкой и (2) лентоприжимной ролик. В одном из возможных вариантов выполнения зажим обеспечивает приложение к металлической крышке заданного верхнего усилия. Величину верхнего усилия выбирают таким образом, чтобы по меньшей мере частично вдавить валик металлической бутылки во вкладыш металлической крышки. Зажим может быть выполнен с возможностью вращения относительно продольной оси металлической бутылки. Таким образом, в одном из возможных вариантов выполнения зажим может навинчивать металлическую крышку на резьбу, сформированную на горлышке металлической бутылки.
В одном из возможных вариантов выполнения укупорочное устройство дополнительно содержит держатель, предназначенный для взаимодействия с металлической бутылкой. Дополнительно или альтернативно, укупорочное устройство может включать в себя нижний зажим, входящий в зацепление с металлической бутылкой. В одном из возможных вариантов выполнения один или оба – держатель и нижний зажим, обеспечивают возможность вращения металлической бутылки относительно ее продольной оси. Таким образом, держатель и нижний зажим могут навинчивать металлическую крышку на резьбу металлической бутылки.
Устройство может дополнительно содержать ограничитель крутящего момента. Ограничитель крутящего момента предназначен для ограничения величины крутящего момента, с помощью которого металлическая крышка навинчивается на металлическую бутылку. Ограничитель крутящего момента может быть связан с зажимом, и/или держателем, и/или нижним зажимом.
Устройство может содержать инструмент, такой как резьбонакатный ролик. В одном из возможных вариантов выполнения инструмент предназначен для формирования резьбы на металлической крышке. В другом варианте выполнения инструмент предназначен для частичного формирования резьбы на металлической крышке перед установкой металлической крышки на металлической бутылке. Более конкретно, в одном из возможных вариантов выполнения инструмент предназначен для изменения геометрии резьбы, предварительно сформированной на металлической крышке. Такой инструмент может увеличивать глубину резьбы.
Термины «металл» или «металлический» в контексте настоящего описания служат для обозначения любого металлического материала, который может быть использован для формирования емкости или крышки, включая, без ограничения, алюминий, сталь, олово и любые комбинации данных материалов. Однако, следует принимать во внимание, что устройство и способ согласно настоящему изобретению могут быть использованы также для формирования емкостей с резьбой из любых других материалов, в том числе, из бумаги, пластика и стекла.
Используемые в настоящем описании термины «резьба» или ««резьбы» служат для обозначения спиральной структуры любого типа, обеспечивающей преобразование вращательного перемещения в прямолинейное. Резьба может быть симметричной или асимметричной, любого заданного размера, формы или шага, а также навивку по часовой или против часовой стрелки. Резьба может по меньшей мере частично проходить вокруг металлической крышки или металлической бутылки. Резьба может проходить по меньшей мере на 360° вокруг металлической крышки или металлической бутылки. В некоторых случаях, резьба может проходить по меньшей мере два раза вокруг металлической крышки или металлической бутылки, или, как вариант, проходить менее чем на 360°. В другом возможном варианте выполнения металлическая крышка или металлическая бутылка могут иметь две или более нитки резьбы одинаковой или разной длины. Кроме того, как будет понятно специалисту, на металлических крышках и металлических бутылках согласно настоящему изобретению может применяться как непрерывная, так и прерывистая спиральная резьба.
Используемые выражения «по меньшей мере один», «один или несколько», а также «и/или» являются неограниченными и многовариантными, одновременно объединяющими и отделяющими по своему значению. Например, каждое из выражений «по меньшей мере один из A, B и C», «по меньшей мере один из A, B или C», «один или несколько из нижеуказанных элементов, а именно, из A, B и C», «один или несколько из нижеуказанных элементов, а именно, из A, B или C», а также «A, B, и/или C» означают следующее: только A, только B, только C, A и B одновременно, A и C одновременно, B и C одновременно или A, B и C одновременно.
Если не указано иное, все числа, обозначающие количество, размеры, условия и т.д., используемые в настоящем описании и формуле изобретения, следует понимать как измененные во всех случаях терминами «около» или «приблизительно». Таким образом, если не указано иное, все используемые в настоящем описании и формуле изобретения числа, обозначающие количество, размеры, условия, отношения, диапазоны и т.д., для получения удовлетворительных результатов могут быть увеличены или уменьшены приблизительно на 5%. Кроме того, все указанные в настоящем описании диапазоны могут быть уменьшены до любого поддиапазона или части диапазона в пределах данного диапазона без отклонения от сущности изобретения. Например, диапазон «от 5 до 55» включает в себя, но не ограничивается этим, поддиапазон «от 5 до 20», а также поддиапазон «от 17 до 54».
Несмотря на то, что для описания аспектов настоящего изобретения были использованы различные величины, размеры и количества, безусловно подразумевается, что размеры резьбовых металлических крышек и металлических бутылок могут изменяться, и это соответствует объему и смыслу настоящего изобретения.
Выражения «один или несколько» и «по меньшей мере один» в контексте настоящего описания являются взаимозаменяемыми.
Использование выражений «включающий в себя», «содержащий» или «имеющий» подразумевает включение элементов, перечисленных после указанных выражений, а также их эквивалентов и дополнительных элементов. Таким образом, термины «включающий в себя», «содержащий» или «имеющий» и их варианты в контексте настоящего описания являются взаимозаменяемыми.
Следует также иметь в виду, что термин «средство» в том виде, в каком он используется в настоящем описании, должен иметь наиболее широкую интерпретацию. Соответственно, термин «средство» охватывает все конструкции, материалы или операции, описанные в настоящем документе, и все их эквиваленты. Кроме того, вышеупомянутые конструкции, материалы или операции и их эквиваленты должны включать в себя все конструкции, материалы или операции и их эквиваленты, описанные во всех разделах описания и формулы изобретения.
Материал, представленный в разделе «Раскрытие изобретения», не предназначен и не должен толковаться как представляющий весь объем настоящего изобретения. Кроме того, ссылки, сделанные в настоящем описании на «настоящее изобретение» или «аспекты настоящего изобретения», следует понимать как означающие определенные варианты реализации настоящего изобретения, которые никоим образом не должны истолковываться как ограничение всех возможных вариантов осуществления настоящего изобретения. Настоящее изобретение представлено с различными степенями детализации в разделе «Раскрытие изобретения», а также с помощью чертежей и в разделе «Осуществление изобретения», и включение или не включение в указанные разделы каких-либо элементов никоим образом не подразумевает каких-либо ограничений по объему настоящего изобретения.
Дополнительные аспекты настоящего изобретения станут более ясными из дальнейшего подробного описания настоящего изобретения со ссылками на чертежи.
Краткое описание чертежей
Следует иметь в виду, что чертежи не обязательно выполнены в масштабе.
Следует также иметь в виду, что настоящее изобретение не ограничивается проиллюстрированными здесь конкретными вариантами его реализации. Возможны также другие варианты реализации с использованием, по отдельности или в различных комбинациях, одной или нескольких особенностей, изложенных выше или ниже. Например, подразумевается, что различные особенности и устройства, показанные и/или описанные для одного варианта реализации, могут быть объединены с особенностями или устройствами других вариантов реализации, независимо от того, показана или описана ли здесь специально такая комбинация или замена.
На фиг. 1A-1D проиллюстрирован способ герметизации металлической бутылки ROPP-крышкой с помощью известного укупорочного устройства;
на фиг. 1E-1F показаны части валика металлической бутылки, контактирующего с вкладышем внутри ROPP-крышки, виды в разрезе;
фиг. 2 – график усилий, прикладываемых к металлической бутылке при ее герметизации ROPP-крышкой с помощью известного укупорочного устройства;
фиг. 3 – график усилий, прикладываемых к металлической бутылке при ее герметизации ROPP-крышкой с помощью другого известного укупорочного устройства;
фиг. 4 – график суммарных усилий, прикладываемых к металлической бутылке известным укупорочным устройством при ее герметизации ROPP-крышкой, демонстрирующий зону повреждения, в которой суммарные усилия могут приводить к повреждениям металлической бутылки или нарушению герметичности уплотнения между ROPP-крышкой и металлической бутылкой;
фиг. 5 – часть горлышка металлической бутылки, запечатанной известной ROPP-крышкой при неправильном выравнивании ROPP-крышки относительно металлической бутылки, вид спереди;
фиг. 6 – блок-схема способа формирования металлической крышки и последующей герметизации металлической бутылки такой крышкой, согласно одному из вариантов осуществления изобретения;
фиг. 7A-7B – схемы инструментов устройства согласно одному из возможных вариантов его осуществления для формирования канавки металлической крышки;
фиг. 8A – внешний инструмент согласно настоящему изобретению в возможном варианте его выполнения, предназначенный для формирования канавки в металлической крышке, вид в разрезе по вертикальной плоскости;
фиг. 8B – другой вариант выполнения внешнего инструмента согласно настоящему изобретению, вид в плане;
фиг. 8C – внешний инструмент, показанный на фиг. 8B, частичный вид в перспективе;
фиг. 8D – разрез по плоскости 8D-8D на фиг. 8B;
фиг. 8E – место FIG8E на фиг. 8D в увеличенном масштабе;
фиг. 9A – внутренний инструмент согласно настоящему изобретению в возможном варианте его выполнения, предназначенный для формирования канавки в металлической крышке, вид в плане;
фиг. 9B – разрез по плоскости 9B-9B на фиг. 9A;
фиг. 9C – внутренний инструмент согласно настоящему изобретению в другом возможном варианте его выполнения, вид в плане;
фиг. 9D – внутренний инструмент, показанный на фиг. 9C, частичный вид в перспективе;
фиг. 9E – разрез по плоскости 9E-9E на фиг. 9C;
фиг. 10A – устройство, формирующего канавку согласно настоящему изобретению в возможном варианте его выполнения в первом положении перед формированием канавки металлической крышки, вид в разрезе по вертикальной плоскости;
фиг. 10B – место FIG10B на фиг. 10A в увеличенном масштабе;
фиг. 10C – устройство, формирующего канавку согласно настоящему изобретению в возможном варианте его выполнения во втором пером положении перед формированием канавки металлической крышки, вид в разрезе по вертикальной плоскости;
фиг. 10D – место FIG10D на фиг. 10C в увеличенном масштабе;
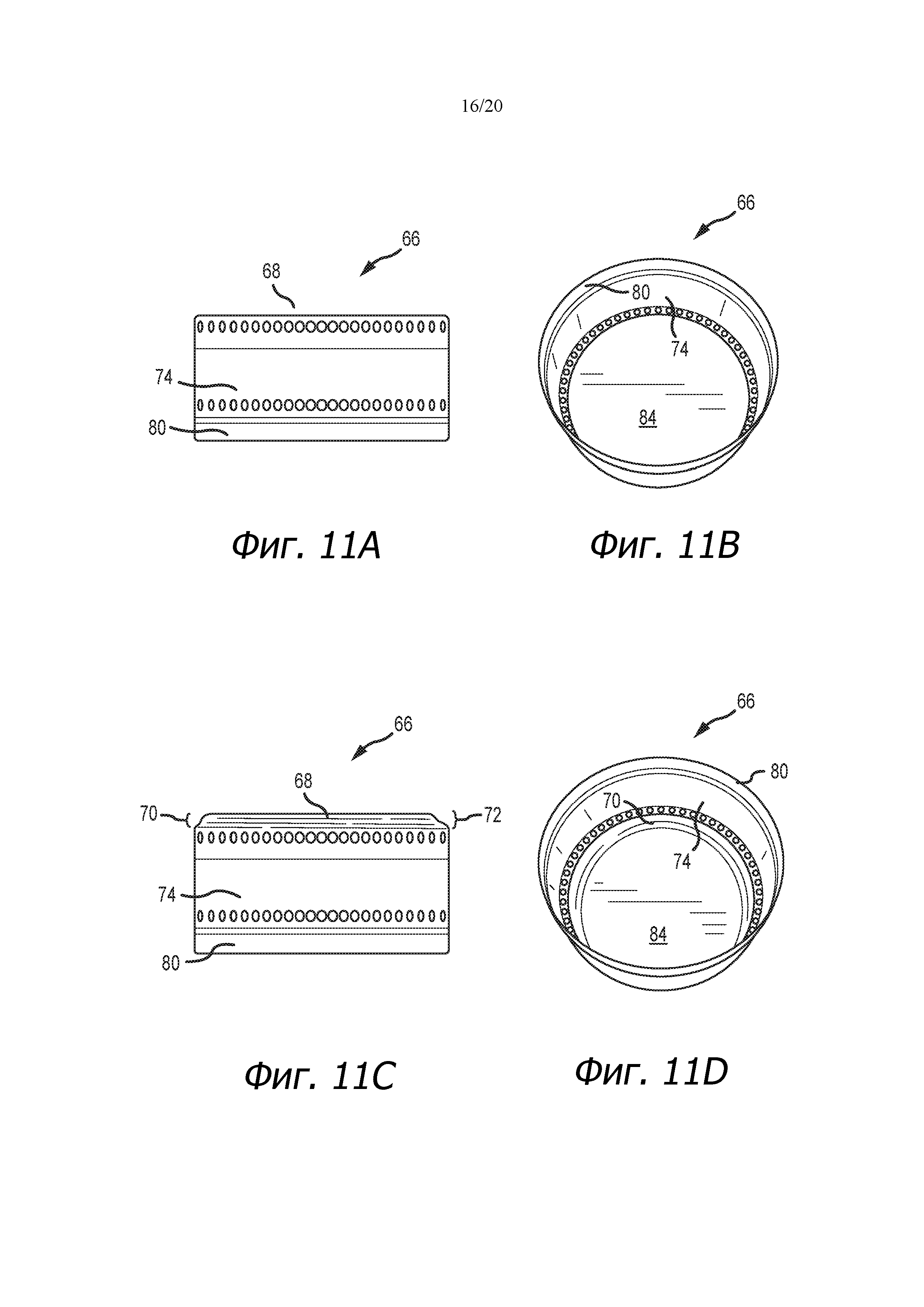
фиг. 11A-11B – металлическая крышка согласно изобретению перед формированием резьбы и канавки на ее корпусе, виды спереди и в перспективе снизу;
фиг. 11C-11D – металлическая крышка согласно изобретению после формирования канавки на ее корпусе, виды спереди и в перспективе снизу;
фиг. 12-13 – схематичное показана оправка устройства для формирования резьбы на корпусе металлической крышки согласно одному из возможных вариантов осуществления изобретения;
фиг. 14 – металлическая крышка согласно изобретению, содержащая канавку и предварительно сформированную резьбу, вид в разрезе;
фиг. 15 – укупорочное устройство с горлышком металлической бутылки, закрытым металлической крышкой с помощью этого укупорочного устройства согласно одному из возможных вариантов осуществления изобретения, вид спереди;
фиг. 16 – фрагмент разреза по горизонтальной плоскости 16-16 на фиг. 15, иллюстрирующий взаимное вращение металлической бутылки и металлической крышки в направлении закрывания в процессе герметизации металлической бутылки;
фиг. 17 – фрагмент металлической бутылки и металлической крышки, показанных на фиг. 15, демонстрирующий резьбу крышки, входящую в зацепление с резьбой металлической бутылки, согласно одному из возможных вариантов осуществления изобретения, вид в разрезе по вертикальной плоскости в увеличенном масштабе;
фиг. 18A – силы, действующие на резьбу бутылки и резьбу крышки, которые имеют по существу симметричную форму;
фиг. 18B – силы, действующие на резьбу бутылки и резьбу крышки, которые, согласно возможному варианту осуществления изобретения, имеют несимметричную форму и содержат нависающий сегмент, угол наклона которого относительно горизонтальной плоскости меньше, чем угол наклона аналогичного сегмента резьбы, показанной на фиг. 18A.
Для лучшего понимания одного из возможных вариантов осуществления изобретения ниже приведен перечень компонентов с соответствующими ссылочными позициями, используемыми на чертежах:
2 металлическая бутылка
3 ось бутылки
4 горлышко
5 диаметр
6 валик
8 резьба бутылки
9 оболочка ROPP-крышки
10 ROPP-крышка
11 ось ROPP-крышки
12 корпус ROPP-крышки
13 зазор
14 вкладыш ROPP-крышки
16 резьба крышки
18 контрольная лента
19 расширяющаяся часть контрольной ленты
20 верхняя часть ROPP-крышки;
22 известное укупорочное устройство
24 нажимной блок
25 опорный блок
26 резьбонакатный ролик
28 лентоприжимной ролик
30 юбка металлической бутылки
32 канавка крышки
33 глубина канавки
34 боковое усилие
35 точка переустановки ролика
36 верхнее усилие
38 боковое усилие
39 точка переустановки ролика
40 верхнее усилие
41 начальный пик верхнего усилия
42 зона повреждения
44 порог отказа
46 суммарная нагрузка
47 запас между номинальной нагрузкой и порогом отказа
50 способ
52 формирование корпуса металлической крышки
54 установка вкладыша в корпус металлической крышки
56 формирование канавки металлической крышки
58 установка вкладыша в металлическую крышку
60 необязательное предварительное формирование резьбы на корпусе металлической крышки
62 выравнивание металлической крышки с металлической бутылкой
64 соединение металлической крышки с металлической бутылкой
66 металлическая крышка
67 ось металлической крышки
68 закрытая торцевая стенка
70 канавка
72 глубина канавки
74 корпус
75 впадина резьбы крышки
76 резьба крышки
77 глубина резьбы крышки
78 открытый торец
79 выступ резьбы крышки
80 контрольная лента
81 нависающий сегмент резьбы крышки
82 перфорация
83 устройство, формирующее канавку
84 вкладыш
85 внешний инструмент, формирующий канавку
86 внутренний инструмент, формирующий канавку
87 фланец
88 корпус
89 заплечик
90 наружный диаметр корпуса
91 высота корпуса
92 выступ
93 боковая стенка выступа
94 наружный диаметр выступа
95 наружный диаметр фланца
96 высота выступа
98 плоская торцевая стенка
99 корпус внешнего инструмента
100 полость или отверстие внешнего инструмента
101 внутренняя боковая стенка внешнего инструмента
101A первая внутренняя боковая стенка
101B вторая внутренняя боковая стенка
102 торцевое кольцо внешнего инструмента
103 глубина полости
104 резьбовая оправка
106 корпус оправки
108 боковая стенка оправки
109 резьбонакатное устройство
110 выступ резьбы
112 углубления резьбы
114 инструмент для формирования резьбы
116 металлическая бутылка
118 ось бутылки
120 закрытый торец
122 корпус
124 горлышко
126 юбка для контрольной ленты
128 валик
129 выступ бутылочной резьбы
130 резьба бутылки
131 глубина резьбы бутылки
132 отверстие бутылки
133 впадина бутылочной резьбы
134 наружный диаметр валика
135 нависающий сегмент
136 рабочая высота профиля резьбы
137 резьбовой зазор
138 укупорочное устройство
139 горизонтальная плоскость
140 зажим
142 впадина
144 внутренний диаметр зажима
146 направление закрывания металлической крышки
148 лентоприжимной ролик
150 держатель бутылки
152 нижний зажим
154 направление закрывания металлической бутылки
156 заплечик внешнего инструмента
158A внешняя фаска внешнего инструмента
158B внутренняя фаска внешнего инструмента
160 наружный диаметр внешнего инструмента
162 первый внутренний диаметр полости
164 второй внутренний диаметр полости
166 высота корпуса внутреннего инструмента
168 глубина заплечика
170 первая полость внутреннего инструмента
172 вторая полость внутреннего инструмента
174 отверстие внутреннего инструмента
180 опорный блок
181 расстояние между пресс-формами формирующего канавку устройства
182 проставка
184 крепежный элемент или болт
186 держатель внешнего инструмента
188 расстояние между торцевой стенкой крышки и заплечиком внешнего инструмента
190 выталкиватель
192 регулировочная шайба
194 поджимающий элемент или пружина
196 фланцевая опорная втулка
198 направляющий пружинный штифт с пропилом
200 держатель внутреннего инструмента
202 расстояние между держателем внутреннего инструмента и держателем внешнего инструмента
204 расстояние между фланцем внутреннего инструмента и держателем внутреннего инструмента
205 плоскость, определяемая точкой контакта резьбы бутылки и крышки
206 угол между точкой контакта резьбы бутылки и крышки и горизонтальной плоскостью
208 действующая на крышку поднимающая сила (или вертикальная сила)
210 действующая на крышку растягивающая сила (или горизонтальная сила)
212 действующая на крышку сила выталкивания
R1 радиус закругления между внутренней боковой стенкой и торцевым кольцом внешнего инструмента
R2 радиус закругления между боковой стенкой и торцевой стенкой выступа внутреннего инструмента
R3 радиус закругления между корпусом и заплечиком внутреннего инструмента
R4 радиус закругления между первой внутренней боковой стенкой и заплечиком внешнего инструмента
R5 радиус закругления между заплечиком и второй внутренней боковой стенкой
R6 радиус закругления между заплечиком и боковой стенкой выступа внутреннего инструмента.
Осуществление изобретения
Настоящее изобретение обладает значительными преимуществами по широкомуспектру направлений. Намерение заявителя заключается в том, чтобы описание и формула изобретения могли быть расширены в соответствии с сущностью и объемом изобретения, несмотря на то, что может показаться ограничивающим языком, обусловленным требованием по ссылкам на конкретные примеры. Для ознакомления специалистов в соответствующих областях техники, наиболее тесно связанных с настоящим изобретением, в описании представлен предпочтительный вариант реализации, иллюстрирующий наилучший способ осуществления настоящего изобретения на практике, со ссылками на чертежи, которые являются частью описания. Пример варианта реализации описан подробно, без попытки описать все возможные формы и модификации, посредством которых настоящее изобретение может быть реализовано на практике. Таким образом, описанные здесь варианты являются иллюстративными, и, как будет очевидно специалистам в данной области техники, могут быть модифицированы различными способами в границах объема и сущности изобретения.
На фиг. 6 представлен один из возможных вариантов реализации настоящим изобретением способа 50 формирования металлической крышки 66 и последующей герметизации с ее помощью металлической бутылки 116. Несмотря на то, что показанный на фиг. 6 способ 50 демонстрирует общий порядок выполнения операций, указанный способ 50 может включать в себя выполнение большего или меньшего количества операций, или выполнение данных операций в порядке, отличающемся от показанного на фиг. 6. Кроме того, хотя операции, выполняемые в способе 50, описываются последовательно, многие из них, фактически, могут выполняться параллельно или одновременно. Далее способ 50 будет объяснен применительно к устройству, инструментам, металлическим бутылкам и резьбовым металлическим крышкам, описанным со ссылками на фиг. 7-18
В ходе операции 52 производится формирование металлической крышки 66. В одном из возможных вариантов формирование металлической крышки 66 осуществляется с помощью вытяжного пресса. В частности, вытяжной пресс содержит инструменты для вырезания заготовки из листа металлического материала. Из полученной заготовки вытяжной пресс затем формирует в целом чашеобразную металлическую крышку 66.
Полученная металлическая крышка 66 обычно содержит закрытую торцевую стенку 68, корпус 74 и открытый торец 78, расположенный напротив закрытой торцевой стенки. Корпус 74 отходит от закрытой торцевой стенки 68 и имеет в целом цилиндрическую форму. В некоторых случаях металлическая крышка 66 может содержать прикрепленную к корпусу 74контрольную ленту 80. В одном из возможных вариантов реализации вытяжной пресс содержит инструмент для формирования бороздок или для пробивания перфорационных отверстий 82, таким образом, чтобы контрольная лента 80 была соединена с корпусом 74 с возможностью отсоединения.
В некоторых случаях операция 52 также может включать в себя формирование канавки 70 в металлической крышке. Более конкретно, вытяжной пресс может содержать показанные на фиг. 7-9 инструменты 85, 86, предназначенные для формирования канавки 70. Как вариант, формирование канавки 70 может осуществляться в ходе операции 56 или 60. Благодаря формированию канавки 70 на металлической крышке 66 перед ее установкой на металлическую бутылку величина верхнего усилия, прикладываемого укупорочным устройством к металлической бутылке, значительно уменьшается, например, по меньшей мере, приблизительно на 40%. Известное укупорочное устройство может прикладывать к крышке верхнее усилие порядка 270 фунтов (1,2 кН). В одном из возможных вариантов формирование канавки 70 перед установкой металлической крышки 66 обеспечивает уменьшение верхнего усилия, требующегося для герметизации металлической бутылки, от приблизительно 60 фунтов до приблизительно 180 фунтов.
В ходе необязательной операции 54 производится установка вкладыша 84 в металлическую крышку 66, таким образом, чтобы он находился в контакте с внутренней поверхностью закрытой торцевой стенки 68. Вкладыш 84 может отштамповываться из листового материала для вкладыша. Как вариант, вкладыш 84 может быть отформован на месте. Вкладыш формируется из пластичного или сжимаемого материала. Он может быть выполнен из пластика.
В ходе операции 56 в металлической крышке 66 может быть сформирована канавка 70. Более конкретно, на фиг. 7A-7B схематично показано устройство 83A, формирующее канавку. Устройство 83A, формирующее канавку обычно содержит внешний инструмент 85A и внутренний инструмент 86B. При введении внутреннего инструмента 86A в открытый торец 78 крышки внешний инструмент 85A может воздействовать на внешнюю поверхность металлической крышки 66. Инструмент 85A и/или инструмент 86A перемещаются совместно относительно металлической крышки 66 и прикладывают усилие по меньшей мере к закрытой торцевой стенке 68. Таким образом, внутренний инструмент 86A вытягивает или расширяет часть закрытой торцевой стенки 68 наружу от корпуса 74 к внешнему инструменту 85 с целью формирования канавки 70.
Инструмент 85A и/или инструмент 86A перемещаются в целом параллельно продольной оси 67 металлической крышки 66. В другом возможном варианте инструменты 85A и 86A расположены практически соосно продольной оси 67 металлической крышки 66. В некоторых случаях усилие, прилагаемое к металлической крышке 66 инструментами 85A и 86A, составляет приблизительно до 425 фунтов. Величина усилия, прикладываемого к металлической крышке инструментами 85A и 86A, может составлять от приблизительно 75 фунтов до приблизительно 425 фунтов.
В некоторых случаях формирование канавки 70 инструментами 85A и 86A осуществляется в ходе одной операции. Более конкретно, канавка 70 формируется в ходе одной операции вытягивания внешним инструментом 85A и введенным внутрь металлической крышки 66 внутренним инструментом 86A.
Как показано на фиг. 8A, внешний инструмент 85A обычно содержит корпус 99 с полостью 100 внутри него. Внутренний диаметр полости 100 достаточен для вхождения в нее части закрытой торцевой стенки 68 металлической крышки 66, когда внутренний инструмент 86 прикладывает усилие к внутренней поверхности закрытой торцевой стенки 68. Внутренний диаметр по меньшей мере части полости 100 может составлять от приблизительно 1,360 дюйм до приблизительно 1,400 дюйм. Полость 100 может содержать внутреннюю боковую стенку 101. Переход между внутренней боковой стенкой 101 и торцевым кольцом 102 внешнего инструмента 85 выполнен с радиусом закругления R1, величина которого может составлять от приблизительно 0,01 дюйм до приблизительно 0,03 дюйм. Глубина 103 полости 100 корпуса составляет от приблизительно 0,090 дюйм до приблизительно 0,34 дюйм. Как вариант, полость 100 может проходить сквозь корпус 99 и образовывать отверстие 100.
Как показано на фиг. 9A-9B, внутренний инструмент 86A обычно содержит корпус 88 и формирующий выступ 92. Корпус 88 имеет в целом форму цилиндра с наружным диаметром 90 и высотой 91. В некоторых случаях величина наружного диаметра 90 может составлять от приблизительно 1,43 дюйм до приблизительно 1,48 дюйм. Наружный диаметр 90 не должен быть больше внутреннего диаметра металлической крышки 66. Более конкретно, зазор между внешней поверхностью корпуса 88 и внутренней поверхностью металлической крышки 66 составляет менее приблизительно 0,005 дюйм. В результате достигается плотная посадка между металлической крышкой 66 и внутренним инструментом 86. Соответственно, канавка 70, формируемый инструментами 85A и 86A, практически симметрична и имеет в целом равномерную глубину 72 (фиг. 12), в отличие от канавки 32, показанной на фиг. 5. Внутренний диаметр металлической крышки 66 больше наружного диаметра 90 корпуса 88 внутреннего инструмента не более, чем на приблизительно 0,005 дюйм. Высота 91 корпуса 88 составляет по меньшей мере приблизительно 0,7 дюйм. В некоторых случаях высота 91 составляет от приблизительно 0,75 дюйм до приблизительно 1,0 дюйм.
Выступ 92 отходит от корпуса 88 на заданную высоту 96. Высоту 96 выступа выбирают таким образом, чтобы сформировать канавку 70 заданной глубины 72. Высота 96 выступа может составлять от приблизительно 0,065 дюйм до приблизительно 0,135 дюйм. В другом возможном варианте высота 96 выступа составляет от приблизительно 0,11 дюйм до приблизительно 0,14 дюйм. Соответственно, выступ 96 может образовывать канавку 70 глубиной 72 по меньшей мере приблизительно 0,050 дюйм. В одном из возможных вариантов выполнения канавка 70, создаваемая формирующим канавку инструментом 86, имеет глубину 72 по меньшей мере приблизительно 0,080 дюйм. При необходимости канавка 70, сформированная выступом 92, может иметь глубину 72 от приблизительно 0,075 дюйм до приблизительно 0,095 дюйм.
На формирующем выступе 92 сформирована торцевая стенка 98. В одном из возможных вариантов реализации торцевая стенка 98 является практически плоской. Наружный диаметр 94 выступа 92 меньше диаметра 90 корпуса и меньше наружного диаметра 134 валика 128 металлической бутылки 116 (фиг. 15). Наружный диаметр 94 выступа меньше наружного диаметра 134 валика 134 по меньшей мере на приблизительно 0,005 дюйм. Таким образом, когда металлическая крышка 66 используется для герметизации металлической бутылки 116, вкладыш 84 взаимодействует с валиком 128 бутылки и сжимается до заданной степени, образуя уплотнение, обеспечивающее герметизацию любой бутылки, на которую устанавливается металлическая крышка 66. Более конкретно, когда металлическая крышка 66 с предварительно сформированной канавкой 70 используется для герметизации металлической бутылки 116, вкладыш 84 крышки образует с валиком 128 бутылки посадку с натягом приблизительно 0,005 дюйм.
В одном из возможных вариантов реализации диаметр 134 валика бутылки (фиг. 15) составляет от приблизительно 1,306 дюйм до приблизительно 1,328 дюйм. Соответственно, в одном из возможных вариантов реализации наружный диаметр 94 выступа составляет не более приблизительно 1,380 дюйм. В другом возможном варианте реализации наружный диаметр 94 выступа составляет не более приблизительно 1,310 дюйм. В некоторых случаях наружный диаметр 94 выступа составляет от приблизительно 1,295 дюйм до приблизительно 1,323 дюйм. В другом возможном варианте реализации наружный 94 диаметр выступа составляет от приблизительно 1,304 дюйм до приблизительно 1,308 дюйм.
При необходимости между боковой стенкой 93 формирующего выступа 92 и торцевой стенкой 98 может быть выполнен радиус закругления R2. В одном из возможных вариантов реализации радиус закругления R2 составляет от приблизительно 0,01 дюйм до приблизительно 0,04 дюйм. Между корпусом 88 и заплечиком 89 выступа 92 может быть выполнен третий радиус закругления R3. В одном из возможных вариантов реализации третий радиус закругления R3 составляет от приблизительно 0,003 дюйм до приблизительно 0,03 дюйм. В другом возможном варианте реализации третий радиус закругления R3 составляет не более 0,02 дюйм.
Торцевая стенка 98 распределяет прикладываемую к металлической крышке 66 формирующую нагрузку практически равномерно по всей закрытой торцевой стенке 68. Таким образом, когда инструмент 86 формирует канавку 70, не происходит неравномерное утончение материала металлической крышки 66. Если вкладыш 84 вставлен в металлическую крышку 66, при формировании канавки 70 большая поверхность торцевой стенки 98 сжимает вкладыш, который впоследствии восстанавливает свою исходную форму и толщину, когда внутренний инструмент 86 удаляется.
И наоборот, как показано на фиг. 1C, когда известное укупорочное устройство 22 прижимает ROPP-крышку 10 к валику 6 бутылки, некоторые части ROPP-крышки 10 оказываются без опоры. Если вкладыш 14 вставлен в ROPP-крышку 10 при формировании канавки 32, может произойти утончение вкладыша. В частности, узкий валик 6 бутылки врезается во вкладыш 14 и может создать в нем утонченный участок кольцевой формы.
На фиг. 8B-8E схематично показан другой возможный вариант выполнения внешнего инструмента 85B согласно настоящему изобретению. Конструкция внешнего инструмента 85B аналогична конструкции внешнего инструмента 85A и содержит много таких же (или подобных) элементов и размеров, которые могут работать аналогичным образом. Внешний инструмент 85B содержит корпус 99 с наружным диаметром 160 и заданной высотой 166. Корпус 99B имеет в целом цилиндрическую форму. Наружный диаметр 160 может составлять от приблизительно 2,38 дюйм до приблизительно 2,41 дюйм. Высота 166 может составлять от приблизительно 0,25 дюйм до приблизительно 0,6 дюйм. В частности, высота 166 выступа может составлять от приблизительно 0,3 дюйм до приблизительно 0,4 дюйм.
В корпусе 99 выполнено отверстие 100. Отверстие 100 может иметь внутреннюю боковую стенку 101 со ступенчатым профилем, образованным заплечиком 156. Более конкретно, первый участок 101A внутренней боковой стенки имеет первый внутренний диаметр 162, а второй участок 101B внутренней боковой стенки имеет второй внутренний диаметр 164, который меньше первого. Канавка 70 согласно настоящему изобретению может быть сформирована путем расширения или вытягивания закрытой торцевой стенки 68 металлической крышки 66 относительно заплечика 156 и внутрь отверстия 100B, образованного вторым участком 101B внутренней боковой стенки.
Между торцевым кольцом 102 корпуса 99 и первой внутренней боковой стенкой 101A может быть выполнен радиус закругления R1. Величина этого радиуса может составлять от приблизительно 0,01 дюйм до приблизительно 0,03 дюйм. В некоторых случаях радиус закругления R1 может составлять от приблизительно 0,015 дюйм до приблизительно 0,025 дюйм.
Заплечик 156 имеет заданную глубину 168 от торцевого кольца 102 корпуса 99. В некоторых случаях эта глубина 168 может составлять от приблизительно 0,10 дюйм до приблизительно 0,13 дюйм.
Первый внутренний диаметр 162 по меньшей мере равен наружному диаметру закрытой торцевой стенки 68 металлической крышки 66. В одном из возможных вариантов реализации первый внутренний диаметр 162 составляет от приблизительно 1,49 дюйм до приблизительно 1,52 дюйм.
В некоторых случаях между первым участком 101A внутренней боковой стенки и заплечиком 156 может быть выполнен радиус закругления R4. Радиус закругления R4 может составлять от приблизительно 0,010 дюйм до приблизительно 0,020 дюйм или от приблизительно 0,013 дюйм до приблизительно 0,019 дюйм.
Второй внутренний диаметр 164 меньше наружного диаметра закрытой торцевой стенки 68 металлической крышки 66. Внутренний диаметр 164 может составлять от приблизительно 1,35 дюйм до приблизительно 1,41 дюйм или от приблизительно 1,390 дюйм до приблизительно 1,400 дюйм.
Один или обе вторые внутренние боковые стенки 101A, 101B могут быть отполированы до заданной чистоты. В некоторых случаях боковые стенки 101A, 101B могут быть отполированы с допуском менее приблизительно 0,01 дюйм. Как вариант, допуск может составлять менее приблизительно 0,005 дюйм. В одном из возможных вариантов реализации полировке подвергается только часть второй внутренней боковой стенки 101B рядом с первой внутренней боковой стенкой 101A. Отполированный участок второй внутренней боковой стенки 101A может доходить до глубины по меньшей мере приблизительно 0,1 дюйм участка 101B отверстия от заплечика 156.
Между заплечиком 156 и вторым участком 101B внутренней боковой стенки также может быть сформирован радиус закругления R5, который может составлять от приблизительно 0,01 дюйм до приблизительно 0,03 дюйм. В другом возможном варианте реализации радиус закругления R5 может составлять от приблизительно 0,015 дюйм до приблизительно 0,025 дюйм.
Одна или несколько поверхностей корпуса 99B могут быть выполнены с фаской. Например, в некоторых случаях корпус 99B может содержать внешнюю фаску 158A и внутреннюю фаску 158B. Внешняя фаска 158A может быть выполнена между внешней боковой стенкой и нижней поверхностью напротив торцевого кольца 102. Внутренняя фаска 158B может располагаться между второй внутренней боковой стенкой 101B и нижней поверхностью. Одна или обе фаски 158 могут быть выполнены под углом около 45° относительно продольной оси внутреннего инструмента 85B. Фаски 158 могут иметь любую длину, например, длина одной из фасок может составлять от приблизительно 0.01 дюйм до приблизительно 0.08 дюйм.
На фиг. 9C-9E схематично показан другой возможный вариант выполнения внутреннего инструмента 86B согласно настоящему изобретению. Конструкция внутреннего инструмента 86B аналогична конструкции внутреннего инструмента 86A, показанного на фиг. 7, 9, может функционировать аналогичным образом и содержит такие же или аналогичные размеры.
Внутренний инструмент 86B содержит корпус 88, имеющий в целом форму цилиндра с заданным наружным диаметром 90. Наружный диаметр 90 выбирают таким образом, чтобы он был не больше внутреннего диаметра корпуса 74 металлической крышки 66. Таким образом, внутренний инструмент 86B выполнен с возможностью вхождения в металлическую крышку, чтобы внутренний инструмент 86B мог прикладывать нагрузку на внутреннюю поверхность закрытой торцевой стенки 68 металлической крышки для формирования канавки 70. Как и во внутреннем инструменте 86A, диаметр 90 внутреннего инструмента 86B может выбираться таким образом, чтобы достигалась практически плотная посадка с металлической крышкой 66. Таким образом, уменьшается или устраняется случайное или непреднамеренное перемещение металлической крышки относительно внутреннего инструмента 86B. Наружный диаметр 90 корпуса 88 может составлять от приблизительно 1,4 дюйм до приблизительно 1,5 дюйм. В некоторых случаях наружный диаметр 90 корпуса 88 может составлять от приблизительно 1,43 дюйм до приблизительно 1,45 дюйм.
Высота 91 корпуса 88 больше высоты металлической крышки 66. Более конкретно, при вхождении внутреннего инструмента 86B в металлическую крышку по меньшей мере часть корпуса 88 может выступать из открытого торца 78 металлической крышки 66, как схематично показано на фиг. 10B, 10D. Высота 91 может составлять от приблизительно 0,8 дюйм до приблизительно 1,1 дюйм.
В некоторых случаях от конца корпуса 88 может отходить наружу фланец 87. При наличии фланца 87 его наружный диаметр 95 может составлять от приблизительно 1,40 дюйм до приблизительно 2,0 дюйм. В некоторых случаях наружный диаметр 95 фланца может составлять от приблизительно 1,70 дюйм до приблизительно 1,90 дюйм. В одном из возможных вариантов реализации фланец 87 отходит от конца корпуса на расстояние от приблизительно 0,20 дюйм до приблизительно 1,00 дюйм.
На торце корпуса 88 напротив фланца 87 выполнен выступ 92. Выступ 92 может иметь такую же геометрию и такие же размеры, как и выступ 92 внутреннего инструмента 86A. Выступ 92 внутреннего инструмента 86B в целом образован окончанием или заплечиком 89 корпуса 88, и от заплечика 89 отходит боковая стенка 93 и торцевая стенка 98. Торцевая стенка 98 может быть практически плоской.
Наружный диаметр 94 выступа 92 меньше наружного диаметра 90 корпуса 88 и меньше диаметра закрытой торцевой стенки 68 металлической крышки 66. Таким образом, когда внутренний инструмент 86B располагается внутри металлической крышки 66, торцевая стенка 98 может создавать усилие, действующее на закрытую торцевую стенку 68 металлической крышки 66 с целью вытягивания или расширения закрытой торцевой стенки 68 и формирования канавки 70 металлической крышки. В одном из возможных вариантов реализации наружный диаметр 94 выступа 92 составляет от приблизительно 1,25 дюйм до приблизительно 1,43 дюйм. В некоторых случаях наружный диаметр 94 выступа может составлять от приблизительно 1,300 дюйм до приблизительно 1,310 дюйм.
Выступ 92 отходит от корпуса 88 на заданное расстояние или высоту 96. В некоторых случаях высота 96 составляет от приблизительно 0,060 дюйм до приблизительно 0,15 дюйм. В некоторых случаях высота 96 может составлять от приблизительно 0,11 дюйм до приблизительно 0,14 дюйм.
При необходимости между боковой стенкой 93 и торцевой стенкой 98 может быть выполнен радиус закругления R2 заданной величины. Этот радиус может составлять от приблизительно 0,015 дюйм до приблизительно 0,025 дюйм. Между боковой стенкой 93 и заплечиком 89 может быть выполнен другой радиус закругления R6, который может составлять от приблизительно 0,01 дюйм до приблизительно 0,03 дюйм.
Кроме того, между заплечиком 89 и корпусом 88 внутреннего инструмента 86B может быть выполнен радиус закругления R3, величина которого может составлять менее приблизительно 0,03 дюйм. В одном из возможных вариантов реализации радиус кривизны R3 может составлять более приблизительно 0,003 дюйм. Дополнительно или альтернативно, радиус кривизны R3 может составлять от приблизительно 0,003 дюйм до приблизительно 0,020 дюйм.
В одном из возможных вариантов выполнения внутренний инструмент 86B является в целом полым. В частности, в корпусе 88 может быть выполнена первая полость 170, и/или вторая полость 172, и/или отверстие 174. Между первой полостью 170 и второй полостью 172 может быть выполнен первый заплечик. При необходимости между второй полостью 172 и отверстием 174 может быть выполнен второй заплечик. В одном из возможных вариантов выполнения внутренний диаметр первой полости 170 составляет от приблизительно 0,80 дюйм до приблизительно 1,20 дюйм. Внутренний диаметр второй полости 172 может составлять от приблизительно 0,4 дюйм до приблизительно 0,8 дюйм. Внутренний диаметр отверстия 174 может составлять от приблизительно 0,37 дюйм до приблизительно 0,40 дюйм. В одном из возможных вариантов выполнения одна или несколько кромок внутренней боковой стенки отверстия выполнены с радиусом закругления приблизительно 0,2 дюйм.
На фиг. 10 схематично показано устройство 83B, формирующее канавку, согласно одному из возможных вариантов осуществления изобретения. Устройство 83B, формирующее канавку, аналогично вышеописанному устройству 83A и работает так же или аналогичным образом. В частности, устройство 83B, формирующее канавку, выполнено с возможностью формирования канавки 70 в металлической крышке 66 с помощью внешнего инструмента 85 и внутреннего инструмента 86, выполненным согласно изобретению. Устройство 83B, формирующее канавку, на фиг. 10A и 10B изображено в первом положении, до формирования канавки 70 в металлической крышке 66. На фиг. 10C и 10D устройство 83B, формирующее канавку, показано во втором положении, после того, как канавка 70 уже сформирована.
Устройство 83B, формирующее канавку, обычно содержит пресс-формы, разделенные опорным блоком 180. В первом положении, показанном на фиг. 10A, пресс-формы могут находиться на расстоянии 181 друг от друга, которое составляет по меньшей мере приблизительно 4,0 дюйм. Когда устройство находится в первом положении, расстояние 181 может составлять от приблизительно 4,20 дюйм до приблизительно 4,30 дюйм.
Как показано на фиг. 10B, устройство 83B, формирующее канавку, содержит приспособления для удержания внешнего инструмента 85B в заданной ориентации относительно внутреннего инструмента 86B. Внешний инструмент 85B и внутренний инструмент 86B могут быть прикреплены к расположенным друг напротив друга проставкам 182A, 182B устройства 83B, формирующего канавку. Внешний и внутренний инструменты 85B и 86B могут быть расположены практически соосно.
Внешний инструмент 85B может быть соединен с держателем 186 внешнего инструмента и проставкой 182A одним или несколькими крепежными элементами, такими как винты или болты. В одном из возможных вариантов выполнения внешний инструмент 85B соединен с держателем 186 внешнего инструмента вышеупомянутого устройства практически неподвижно.
При необходимости с проставкой 182A может быть связан выталкиватель 190. Выталкиватель 190 может располагаться практически соосно внешнему инструменту 85B. Втулка выталкивателя 190 может входить на заданное расстояние в отверстие 100 внешнего инструмента 85B. Выталкиватель 190 может содержать фланец, выполненный с возможностью вхождения в зацепление с внешним инструментом 85B. Между выталкивателем 190 и проставкой 182A может быть установлен поджимающий элемент 194A. В некоторых случаях в качестве поджимающего элемента 194A может использоваться пружина сжатия. Соответственно, в одном из возможных вариантов выполнения выталкиватель 190 может перемещаться относительно проставки 182 и внешнего инструмента 85B. При необходимости между выталкивателем 190 и проставкой 182A может быть установлена регулировочная шайба 192.
Когда формирующее канавку устройство 83B находится в первом положении, внешняя поверхность закрытой торцевой стенки 68 металлической крышки 66 может контактировать с выталкивателем 190. Таким образом, при формировании канавки выталкиватель 190 может обеспечивать опору для закрытой торцевой стенки 68. В первом положении, когда закрытая торцевая стенка 68 контактирует с выталкивателем 190, закрытая торцевая стенка 68 расположена на заданном расстоянии 188 от заплечика 156 внешнего инструмента 85B. Расстояние 188 может составлять от приблизительно 0,001 дюйм до приблизительно 0,040 дюйм. Кроме того, в первом положении выталкиватель 190 может находиться на заданном расстоянии от проставки 182A.
В некоторых случаях внутренний инструмент 86B подвижно соединен с проставкой 182B устройство 83B, формирующее канавку. В частности, внутренний инструмент 86B удерживается в заданной ориентации относительно проставки 182B держателем 200 внутреннего инструмента и крепежным элементом 184A. В первом положении, внутренний инструмент 86B располагается на заданном расстоянии от проставки 182B.
В одном из возможных вариантов выполнения поджимающий элемент 194B расположен между внутренним инструментом 86B и проставкой 182B. В качестве поджимающего элемента 194B может быть использована рассчитанная на среднюю нагрузку пружина сжатия прямоугольного сечения. Поджимающий элемент 194B расположен в первой полости 170 внутреннего инструмента 86B и может взаимодействовать с заплечиком между первой и второй полостями внутреннего инструмента 86B.
В некоторых случаях внутри поджимающего элемента 194B при необходимости может быть установлен другой поджимающий элемент 194C, такой как пружина сжатия. Поджимающий элемент 194C выполнен с возможностью приложения усилия к фланцевой опорной втулке 196, которая в одном из вариантов выполнения связана с внутренним инструментом 86B. Внутри поджимающего элемента 194C может быть установлен направляющий элемент 198, такой как направляющий пружинный штифт с пропилом. Направляющий элемент 198 может выступать из отверстия фланцевой опорной втулки 196.
Когда формирующее канавку устройство 83 находится в первом положении, поджимающий элемент 194B может прикладывать усилие к фланцевой опорной втулке 196, так что при этом конец фланцевой опорной втулки 196 выходит за торцевую стенку 98 внутреннего инструмента 86B. Конец фланцевой опорной втулки 196 может входить в контакт с вкладышем 84 внутри металлической крышки 66. Соответственно, когда устройство 83B находится в первом положении, внутренний инструмент 86B может находиться на расстоянии от вкладыша 84, а держатель 186 внешнего инструмента и держатель 200 внутреннего инструмента разделены расстоянием 202, которое составляет от приблизительно 0,7 дюйм до приблизительно 1,1 дюйм.
На фиг. 10C, 10D формирующее канавку устройство 83B показано во втором положении, когда оно совместно перемещает внешний инструмент 85B и/или внешний инструмент 86B для вытягивания или расширения торцевой стенки крышки 68 с целью формирования канавки 70. Во втором положении, схематично показанном на фиг. 10C, пресс-формы устройства 83B, формирующего канавку, находятся друг от друга на расстоянии 181, которое не превышает приблизительно 4,2 дюйм. Когда одна или обе пресс-формы перемещаются из первого положения во второе, расстояние 181 уменьшается на величину от приблизительно 0,10 дюйм до приблизительно 0,40 дюйм. В некоторых случаях во втором положении держатель 186 внешнего инструмента находится от держателя 200 внутреннего инструмента 200 на расстоянии 202, которое составляет от приблизительно 0,40 дюйм до приблизительно 0,90 дюйм.
Торцевая стенка 98 внутреннего инструмента 86B равномерно распределяет формирующую нагрузку по всей закрытой торцевой стенке 68 металлической крышки 66. Таким образом, когда внутренний инструмент 86B формирует канавку 70, не происходит неравномерного утончения материала металлической крышки 66. Кроме того, вкладыш 84 сжимается большой поверхностью торцевой стенки 98 и впоследствии, после удаления внутреннего инструмента 86, может восстановить свою исходную форму и толщину.
Как схематично показано на фиг. 10D, во втором положении по меньшей мере часть закрытой торцевой стенки 68 находится внутри части полости 100 внешнего инструмента с внутренним диаметром 164, определяемым второй внутренней боковой стенкой 101B (фиг. 8D). Выталкиватель 190 может перемещаться ближе к проставке 182A, а внутренний инструмент 86B может смещаться в сторону проставки 182B. Когда устройство 83B, формирующее канавку, находится во втором положении, фланец 87 внутреннего инструмента 86B находится на заданном расстоянии 204 от противоположного фланца держателя 200 внутреннего инструмента. Расстояние 204 может составлять от приблизительно 0,03 дюйм до приблизительно 0,1 дюйм.
Для формирования канавки 70 устройство 83B может прикладывать к металлической крышке 66 усилие величиной до приблизительно 425 фунтов. В некоторых случаях при формировании канавки 70 инструменты 85B, 86B прикладывают к металлической крышке усилие величиной от приблизительно 75 фунтов до приблизительно 425 фунтов.
После формирования канавки 70 устройство 83B смещает одну или обе проставки 182A, 182B, таким образом, что внешний и внутренний инструменты 85B и 86B разделяются. Затем металлическая крышка 66 с предварительно сформированной канавкой 70 выталкивается из устройства 83B. После этого на внутренний инструмент 86B может быть установлена другая металлическая крышка 66, как схематично показано на фиг. 10B.
На фиг. 11A-11D показана металлическая крышка 66 согласно одному из возможных вариантов осуществления изобретения. На фиг. 11A-11B показана металлическая крышка 66 до формирования канавки 70 и резьбы 76. На фиг. 11C-11D показана металлическая крышка 66 после формирования канавки 70 вышеописанными инструментами 85, 86 устройства 83, формирующего канавку, согласно одному из возможных вариантов осуществления изобретения. Корпус 74 металлической крышки вытягивается с целью формирования канавки 70. В частности, как показано на фиг. 11A, закрытая торцевая стенка 68 металлической крышки расположена на заданном расстоянии от контрольной ленты 80. Когда формирование канавки 70 закончено, закрытая торцевая стенка 68 отодвигается от контрольной ленты 80 на расстояние, приблизительно равное высоте 72 канавки 70, как схематично показано на фиг. 11C.
Как показано на фиг. 6, в некоторых случаях в ходе операции 58 после формирования канавки 70 в металлическую крышку 66 может устанавливаться вкладыш 84. В частности, установка вкладыша 84 в металлическую крышку 66 осуществляется в ходе операции 54 или операции 58 способа 50.
В ходе возможной операции 60 производится формирование резьбы 76 на корпусе 74 металлической крышки. В частности, как схематично показано на фиг. 12, это осуществляется с помощью резьбонакатного устройства 109 с резьбовой оправкой 104. Резьбовая оправка 104, предназначенная для формирования резьбы 76 на корпусе 74 металлической крышки, содержит корпус 106, имеющий в целом цилиндрическую форму. Корпус 106 выполнен с возможностью вхождения в металлическую крышку 66. Резьбовая оправка 104 выполнена с возможностью смещения в сторону к металлической крышке 66 до тех пор, пока корпус 106 оправки не окажется в заданном положении внутри металлической крышки. Дополнительно или альтернативно, металлическая крышка 66 может перемещаться в направлении корпуса 106 оправки.
Часть 108 боковой стенки корпуса 106 оправки имеет профиль, выполненный с возможностью направления инструмента 114 и формирования резьбы 76 крышки. Часть 108 боковой стенки содержит выступы 110 и углубления 112, выполненные с возможностью формирования одной или нескольких ниток 76 резьбы в металлической крышке. В некоторых случаях углубления могут иметь геометрию, обеспечивающую возможность формирования резьбы 76 глубиной от приблизительно 0,01 дюйм до приблизительно 0,03 дюйм. Углубления 112 имеют геометрию, обеспечивающую возможность частичного формирования резьбы 76 крышки. Более конкретно, резьбовая оправка 104 выполнена с возможностью частичного формирования резьбы крышки, которая впоследствии изменяется, когда металлическая крышка 66 используется для герметизации металлической бутылки. Соответственно, в одном из возможных вариантов выполнения углубления 112 имеют геометрию, обеспечивающую возможность частичного формирования резьбы 76 крышки глубиной от приблизительно 0,005 дюйм до приблизительно 0,03 дюйм.
В некоторых случаях резьбовая оправка 104 может иметь геометрию для формирования канавки, как у внутреннего инструмента 86. В частности, корпус 106 оправки может содержать выступ 92 и другие особенности внутреннего инструмента 86, или аналогичные им. Таким образом, в некоторых случаях помимо использования оправки 104 для формирования резьбы 76 металлической крышки 66, она резьбовая может быть использована и для формирования канавки 70.
Как показано на фиг. 13, когда металлическая крышка 66 установлена на резьбовую оправку 104, инструмент 114 резьбонакатного устройства 109 прикладывает боковое усилие к корпусу крышки 74. В некоторых случаях в качестве инструмента 114 может использоваться резьбонакатный ролик. Резьбонакатный ролик или инструмент 114 использует располагающуюся под заготовкой резьбовую оправку 104 в качестве направляющей для формирования резьбы 76 крышки. Резьба 76 крышки формируется в результате прижатия инструмента 114 к корпусу 74 крышки с перемещением по его периметру вокруг продольной оси по углублениям 112 резьбовой оправки 104. Таким образом, инструмент 114 выдавливает профиль резьбы 76 на корпусе 74 крышки. При необходимости инструмент 114 для формирования резьбы может совершать один или несколько проходов. Во время каждого прохода инструмент 114 может совершать от приблизительно 1,5 до приблизительно 2 оборотов вокруг корпуса 74 крышки. Инструмент 114 не создает бокового усилия на контрольную ленту 80 (если она имеется). Хотя на фиг. 13 резьбонакатное устройство 109 изображено только с одним инструментом или резьбонакатным роликом, для формирования резьбы 74 крышки могут быть использованы также два и более инструмента 114. Для полного формирования резьбы 76 на крышке 66 могут быть использованы одна или несколько операций. В одном из возможных вариантов реализации инструмент 114 формирует резьбу 76 за два или более прохода.
При формировании резьбы 76 крышки инструмент 114 прикладывает к металлической крышке 66 боковое усилие величиной не менее приблизительно 20 фунтов. В другом возможном варианте при формировании резьбы 76 крышки инструмент 114 прикладывает к металлической крышке 66 боковое усилие величиной не менее приблизительно 26 фунтов. В еще одном возможном варианте при формировании резьбы 76 крышки инструмент 114, такой как резьбонакатный роллер, прикладывает к металлической крышке боковое усилие величиной не менее приблизительно 30 фунтов Боковое усилие, создаваемое инструментом 114 для формирования резьбы крышки, может составлять от приблизительно 20 фунтов до приблизительно 40 фунтов. В другом возможном варианте инструмент 114 создает боковое усилие приблизительно такой же величины, что и известный резьбонакатный ролик 26. В еще одном возможном варианте инструмент 114 создает боковое усилие приблизительно на 116% больше бокового усилия, создаваемого известным резьбонакатным роликом 26. В еще одном возможном варианте реализации инструмент 114 при формировании резьбы крышки создает боковое усилие приблизительно на 132% больше бокового усилия, создаваемого известным резьбонакатным роликом 26.
В одном из возможных вариантов выполнения при установке металлической крышки 66 на резьбовую оправку 104 резьба 76 крышки формируется лишь частично. Окончательное формирование резьбы 76 может быть осуществлено инструментом 114 укупорочного устройства 138. Таким образом, боковое усилие, прилагаемое укупорочным устройством 138 согласно настоящему изобретению, уменьшается по сравнению с боковым усилием, создаваемым известным укупорочным устройством 22. В частности, инструмент 114 может закончить формирование резьбы 76, прикладывая меньшее боковое усилие, чем боковое усилие, создаваемое известным резьбонакатным роликом 26. В одном из возможных вариантов выполнения благодаря формированию резьбы 76 металлической крышки 66 перед установкой крышки 66 на металлическую бутылку 116, величина бокового усилия, прикладываемого укупорочным устройством для герметизации металлической бутылки, значительно снижается. Например, некоторые или все боковые усилия, показанные на фиг. 2-3, могут быть устранены. В одном из возможных вариантов за счет предварительного формирования резьбы 76 на металлической крышке боковое усилие, прилагаемое укупорочным устройством к металлической бутылке 116, снижается по меньшей мере на 40 фунтов.
По окончании формирования резьбы 76 металлическая крышка 66 снимается с резьбовой оправки 104. Металлическая крышка 66 и резьбовая оправка 104 вращаются относительно друг друга в противоположные стороны, в направлении открывания, так что металлическая крышка 66 свинчивается и сходит с углублений 112 резьбы резьбовой оправки. В некоторых случаях оправка 104 может быть выполнена сжимаемой с целью обеспечения возможности извлечения из металлической крышки 66 по окончании формирования резьбы 76 крышки.
Резьбонакатное устройство 109 может содержать зажим 140. В одном из возможных вариантов выполнения зажим обеспечивает выравнивание металлической крышки 66 с резьбовой оправкой 104. В некоторых случаях конструкция зажима 140 аналогична конструкции внешнего инструмента 85 согласно изобретению. Более конкретно, в одном из возможных вариантов выполнения в зажиме 140 выполнена полость 100. Полость 100 может быть такой же или аналогичной полости 100 внешнего инструмента 85A, 85B, показанного на фиг. 8. Соответственно, в одном из возможных вариантов выполнения зажим 140 выполнен с возможностью формирования канавки 70 на металлической крышке совместно с резьбовой оправкой 104. Внутренний диаметр по меньшей мере части полости 100 меньше наружного диаметра закрытой торцевой стенки 68. В другом возможном варианте выполнения, при необходимости, внутренний диаметр другой части полости 100 по меньшей мере равен наружному диаметру закрытой торцевой стенки 68. В одном из возможных вариантов выполнения зажим 85/140 не изменяет канавку 70 металлической крышки 66.
В одном из возможных вариантов выполнения зажим 140 и/или внешний инструмент 85 могут вращаться относительно продольной оси 67 металлической крышки 66. Таким образом, когда резьбонакатное устройство закончит формирование резьбы 76, резьбовая оправка 104 и/или зажим 140/85 могут вращаться в направлении открывания для снятия резьбовой металлической крышки 66 с резьбовой оправки 104.
На фиг. 14 схематично показана металлическая крышка 66 согласно одному из возможных вариантов осуществления изобретения. Эта металлическая крышка 66 содержит канавку 70 и/или резьбу 76, сформированную, как было описано выше, до установки металлической крышки 66 на металлическую бутылку 116. Дополнительная контрольная лента 80 имеет в целом цилиндрическую форму, чтобы контрольная лента 80 могла находить на контрольную юбку 126 металлической бутылки 116. В частности, как показано на фиг. 14, левая часть 80A контрольной ленты практически параллельна ее правой части 80B.
На фиг. 6 показано, что после формирования на металлической крышке 66 канавки 70 и/или резьбы 76 металлическую крышку 66 можно использовать для герметизации металлической бутылки 116. В ходе операции 62 производится выравнивание металлической крышки 66 с резьбовым горлышком 124 металлической бутылки 116. В ходе операции 64 укупорочное устройство 138, выполненное согласно одному из возможных вариантов осуществления изобретения, присоединяет металлическую крышку 66 к металлической бутылке 116. В частности, укупорочное устройство 138 навинчивает металлическую крышку 66 на резьбовое горлышко 124 металлической бутылки 116. В другом возможном варианте укупорочное устройство 138 устанавливает металлическую крышку 66 на резьбовое горлышко металлической бутылки 116 и потом формирует резьбу 76 на металлической крышке 66.
На фиг. 15 схематично показано укупорочное устройство 138, выполненное в возможностью герметизации металлической бутылки 116 металлической крышкой 66. Металлическая бутылка 116 обычно содержит закрытый торец 120, отходящий от него корпус 122, горлышко 124 уменьшенного диаметра, дополнительную юбку 126, выступающую наружу на горлышке 124, валик 128 в самой верхней части горлышка 124, резьбу 130, располагающуюся, как правило, между юбкой 126 и валиком 128, и отверстие 132 в самой верхней части горлышка 124.
Корпус 122 металлической бутылки 116 может иметь любой желаемый размер или форму. Например, он может иметь в целом цилиндрическую форму. Дно 120 может содержать направленный внутрь купол. Корпус 122 может дополнительно содержать суженный участок уменьшенного диаметра. Суженный участок может иметь сужающееся поперечное сечение. Диаметр корпуса 122 металлической бутылки 116 может составлять приблизительно от 2,5 до 2,85 дюйм. Высота металлической бутылки 116 может составлять приблизительно от 3,0 до 11 дюйм или от 6,0 до 7,4 дюйм.
Металлическая бутылка 116 может содержать любое количество витков резьбы 130 (включая однозаходную резьбу), каждый из которых имеет заданный размер, форму и шаг. Витки резьбы 130 могут быть сформированы за одно целое с горлышком 124. Как вариант, резьба 130 может быть сформирована на вставке, присоединяемой к горлышку 124, как описано в заявке US2014/0263150, содержание которой полностью включено в настоящее описание посредством ссылки. Другие способы и устройства, используемые для формирования резьбы на металлических бутылках, описаны в патентных документах US2012/0269602, US2010/0065528, US2010/0326946, US8132439, US8091402, US8037734, US8037728, US7798357, US7905130, US7555927, US7824750, US7171840, US7147123, US6959830, US5704240, PCT/JP2010/072688 (WO/2011/078057), содержание которых полностью включено в настоящее описание посредством ссылки.
В одном из возможных вариантов выполнения металлическая бутылка 116 по своей конструкции является такой же, как известная металлическая бутылка 2 или аналогична ей. Как вариант, металлическая бутылка 116 может быть выполнена из утилизированного алюминиевого сплава, как описано в документе US9517498, содержание которого полностью включено в настоящее описание посредством ссылки. В другом возможном варианте выполнения металлическая бутылка 116 может представлять собой облегченную металлическую бутылку, выполненную из меньшего количества материала и/или из другого металлического материала, по сравнению с известной металлической бутылкой 2. По меньшей мере часть облегченной металлической бутылки 116 может иметь стенку, толщина которой приблизительно на 5% меньше толщины стенки аналогичного участка известной металлической бутылки 2. Жесткость облегченной металлической бутылки 116 может быть по меньшей мере приблизительно на 8% меньше жесткости известной металлической бутылки 2. Жесткость сплава, используемого для изготовления облегченной металлической бутылки 116, может быть по меньшей мере приблизительно на 15% меньше жесткости сплава, используемого для изготовления известной металлической бутылки 2. Масса облегченной металлической бутылки 116 может составлять менее приблизительно 0,820 унций (у) или 0,728 у. Толщина металлического материала металлической бутылки может составлять менее приблизительно 0,0092 дюйм или от 0,0040 до 0,0095 дюйм.
Как правило, укупорочное устройство 138 содержит зажим 140 и лентоприжимной ролик 148. В одном из возможных вариантов выполнения конструкция зажима 140 аналогична конструкции внешнего инструмента 85. При необходимости, в другом возможном варианте выполнения вместо зажима 140 вместе с укупорочным устройством 138 используется внешний инструмент 85. В некоторых случаях укупорочное устройство 138 для фиксации металлической бутылки 11 6может дополнительно содержать держатель 150 и/или нижний зажим 152.
Зажим 140 выполнен с возможностью выравнивания металлической крышки 66 с металлической бутылкой 116. В зажим 140 выполнена полость 142 для приема металлической крышки 66. Внутренний диаметр 144 полости 142 по меньшей мере равен наружному диаметру металлической крышки. Внутренний диаметр 144 составляет приблизительно от 1,31 до 1,4 дюйм или от 1,312 до 1,323 дюйм. Зажим 140 не изменяет канавку 70 металлической крышки 66. Более конкретно, укупорочное устройство 138, выполненное в соответствии с одним из возможных вариантов осуществления изобретения, не изменяет геометрию или глубину 72 канавки 70 в процессе герметизации металлической бутылки 116.
Зажим 140 и/или внешний инструмент 85 могут вращаться относительно продольной оси 118 металлической бутылки 116. Таким образом, зажим 140 может навинчивать металлическую крышку 66 на витки резьбы 130 бутылки, если эти витки резьбы 76 металлической крышки 66 предварительно сформированы (или частично предварительно сформированы). Дополнительно или альтернативно, держатель 150 и/или нижний зажим 152 также могут вращать металлическую бутылку 116 относительно оси 118 бутылки. Таким образом, металлическая бутылка 116 может «ввинчиваться» в металлическую крышку 66 укупорочным устройством 138. В частности, как показано на фиг. 16, металлическая бутылка 116 и/или металлическая крышка 66 с предварительно сформированной резьбой могут вращаться в соответствующих направлениях закрывания 146, 154 относительно оси 118 бутылки, чтобы соединить металлическую крышку с металлической бутылкой.
На фиг. 15 показано, что при соединении путем свинчивания металлической крышки с металлической бутылкой 116 валик 128 бутылки вдавливается во вкладыш 84, по меньшей мере частично сжимая его, образуя и сохраняя при этом уплотнение между металлической крышкой 66 и металлической бутылкой 116. В частности, при вращении металлической крышки 66 и/или металлической бутылки 116 с целью соединения валик 128 бутылки по меньшей мере частично врезается во вкладыш 84 крышки. Соответственно, укупорочное устройство 138 может герметизировать металлическую бутылку 116 металлической крышкой 66, прикладывая к ней при этом меньшее верхнее усилие, чем укупорочное известное устройство 22. Устройство 138 прикладывает к металлической бутылке 116 верхнее усилие по меньшей мере приблизительно на 40% более низкое, чем верхнее усилие, прикладываемое известным укупорочным устройством 22. Укупорочное устройство 138 прикладывает верхнее усилие не более приблизительно 160 фунтов. Укупорочное устройство 138 при герметизации металлической бутылки металлической крышкой 66 прикладывает к металлической бутылке верхнее усилие величиной приблизительно от 60 до 160 фунтов.
При необходимости, один или несколько из следующих элементов: зажим 140, держатель 150 и нижний зажим 152, могут содержать ограничитель крутящего момента. Таким образом, металлическую крышку 66 можно «навинтить» на металлическую бутылку 116, затянув резьбовое соединение до заданного значения крутящего момента.
В одном из возможных вариантов выполнения, когда металлическая крышка 66 не содержит предварительно сформированной резьбы, зажим 140 устанавливает металлическую крышку 66 на металлическую бутылку и прикладывает верхнее усилие, выбранное таким образом, чтобы по меньшей мере частично вдавить валик 128 металлической бутылки во вкладыш 84 металлической крышки. Затем дополнительный резьбонакатный ролик или какой-либо другой инструмент 114 согласно одному из возможных вариантов выполнения укупорочного устройства 138 может сформировать резьбу 76 на металлической крышке 66, как описано выше, чтобы присоединить металлическую крышку к металлической бутылке 116.
После того, как укупорочное устройство 138 соединит металлическую крышку 66 с металлической бутылкой 116 путем свинчивания или каким-либо иным способом, в одном из возможных вариантов осуществления изобретения дополнительный лентоприжимной ролик 148 может прижать контрольную ленту 80 к юбке 126 бутылки. Лентоприжимной ролик 148 прикладывает к металлической бутылке 116 боковое усилие для прижатия дополнительной контрольной ленты 80 к юбке 126 бутылки. На фиг. 15 лентоприжимной ролик 148 для ясности показан в отсоединенном положении. При необходимости укупорочное устройство 138 может содержать два или более лентоприжимных ролика 148. При необходимости каждый лентоприжимной ролик 148 во время операции прижатия контрольной ленты 80 может совершать один или два оборота вокруг металлической бутылки 116.
Как показано на фиг. 17, резьба 130 бутылки обычно содержит один или несколько выступов 129 (с максимальным наружным диаметром), а также одну или несколько впадин 133, имеющих минимальный наружный диаметр. Резьба 76 крышки содержит соответствующие выступы 79 (с максимальным наружным диаметром) и впадины 75 (или участки с минимальным внутренним диаметром). В одном из возможных вариантов выполнения резьба 130 бутылки и резьба 76 крышки являются такими же (или аналогичными) резьбами 8, 16 известной металлической бутылки 2 и ROPP-крышки 10.
В некоторых случаях резьбы 76, 130 металлической крышки или металлической бутылки могут иметь форму или геометрию, отличающиеся от известной формы/геометрии резьбы 16 крышки и бутылочной резьбы 8. Как показано на фиг. 18, в одном из возможных вариантов выполнения витки резьбы 76 крышки и витки резьбы 130 бутылки являются более «нависающими» по сравнению с известными резьбой 16 крышки и бутылочной резьбой 8. Например, резьба 130A бутылки одного из участков металлической бутылки 116A, показанной на фиг. 18B, содержит сегмент 135, расположенный под меньшим углом 206B к горизонтальной плоскости 139, чем соответствующий сегмент бутылочной резьбы 8, показанной на фиг. 18A. Угол наклона 206A резьбы 8 бутылки относительно горизонтальной плоскости 139 больше угла наклона резьбы 130A бутылки относительно горизонтальной плоскости. В одном из возможных вариантов выполнения резьба 76A крышки согласно настоящему изобретению является более горизонтальной, чем резьба 16 известной крышки. Аналогичным образом, в одном из возможных вариантов выполнения резьба 130A бутылки также является более горизонтальной, чем резьба 10 известной бутылки. В одном из возможных вариантов выполнения резьба 76A крышки и резьба 130A бутылки имеют максимальный угол 206B наклона относительно горизонтальной плоскости 139, составляющий менее 45°. В другом возможном варианте выполнения максимальный угол 206B наклона витков резьбы 76A, 130A относительно горизонтальной плоскости составляет приблизительно от 15 до 60°.
Нависание витков резьбы 76A, 130A улучшает сцепление металлической крышки 66A с металлической бутылкой 116A. Нависающая резьба 76A крышки обеспечивает более прочное соединение с резьбой 130A бутылки. Кроме того, металлическая крышка 66 с нависающими нитками резьбы 76 более устойчива к срыву под воздействием давления внутри металлической бутылки 116. Как показано на фиг. 18B, давление внутри металлической бутылки 116A создает усилие 208, стремящееся сорвать металлическую крышку 66A с металлической бутылки. Витки резьбы 130A бутылки создают противодействующую силу 212B, которая стремится удержать металлическую крышку 66A на металлической бутылке 116A. Если поверхность контакта резьбы 130A бутылки с резьбой 76A крышки является более нависающей (проходит менее вертикально), например, как сегменты 135, 81, то сила 208 ориентирована более близко к направлению, параллельному направлению действующей на крышку силе выталкивания 212B. Например, если сила 208 является постоянной, то угол между силой 208 и действующей на крышку силой выталкивания 212B, как показано на фиг. 18B, меньше угла между силой 208 и действующей на крышку силой выталкивания 212A для известной резьбы 8 бутылки и 16, как показано на фиг. 18A. Таким образом, сила 210B, которая может заставить металлическую крышку 66A расшириться относительно резьбы 130A бутылки и сорвать ее с металлической бутылки 116A, меньше силы 210A, показанной на фиг. 18A.
Хотя известно, что резьба несимметричной формы, такая как схематично показана на фиг. 18B, используется на некоторых известных пластиковых бутылках, боковое усилие, требуемое для того, чтобы прижать известную металлическую крышку 10 к нависающей резьбе 130A, в сочетании с другими боковыми усилиями и верхними усилиями, необходимыми для герметизации металлической бутылки и формирования канавки в металлической крышке, превысит допустимую суммарную нагрузку. Таким образом, формирование более нависающей резьбы в известных металлических крышках с помощью известного укупорочного устройства привело бы к превышению величины порога отказа 44 и к перемещению в показанную на фиг. 4 зону повреждения 42 по суммарной нагрузке. Однако если формирование канавки 70 на металлической крышке 66 осуществляется до ее установки на металлическую бутылку 116A, укупорочное устройство 138 может сформировать нависающие нитки резьбы 76A на крышке, не превышая при этом значение суммарной нагрузки на металлическую крышку 66. Кроме того, резьбовая оправка 104 резьбонакатного устройства 109 может быть выполнена с возможностью формирования резьбы 76A крышки с нависающим сегментом 81, как схематично показано на фиг. 18B. Таким образом, в одном из возможных вариантов выполнения металлическая бутылка 116A, герметизируемая металлической крышкой 66A согласно настоящему изобретению, может быть использована для хранения продукта под более высоким давлением, чем в известной металлической бутылке 2 с ROPP-крышкой 10.
Резьбу такой нависающей геометрии сформировать невозможно, если резьба 16 известной крышки формируется с помощью укупорочного известного устройства 22 для ROPP-крышки 10, установленной на металлической бутылке 2, поскольку верхнее усилие, прикладываемое для создания резьбы нависающей геометрии, как правило, будет приводить к повреждению металлической бутылки 2. Формирование нависающих витков резьбы 16 с помощью известного укупорочного устройства 22 приводит к повреждению металлической бутылки.
Как показано на фиг. 17, резьба 76 крышки при необходимости может иметь глубину 77, превышающую глубину резьбы 16 известной ROPP-крышки 10. Дополнительно, в другом возможном варианте выполнения, резьба 130 бутылки может иметь глубину 131, которая больше глубины известной бутылочной резьбы 8. Увеличенные глубины 77, 131 резьбы 76 крышки и резьбы 130 бутылки согласно настоящему изобретению обеспечивают лучшее сцепление металлической крышки 66 с металлической бутылкой 116. Как правило, глубина резьбы крышки зависит от величины бокового усилия, прикладываемого резьбонакатным роликом или другим инструментом, используемым для формирования резьбы крышки. Соответственно, увеличение глубины 77 резьбы 76 крышки требует увеличения бокового усилия, создаваемого резьбонакатным роликом или инструментом 114. При формировании резьбы 76 металлической крышки 66, установленной на резьбовой оправке 104, боковое усилие от резьбонакатного ролика 114 можно увеличить для формирования резьбы большей глубины. И, наоборот, при формировании известным укупорочным устройством 22 более глубокой резьбы на ROPP-крышке 10, установленной на известной металлической бутылке 2, боковое усилие, создаваемое резьбонакатным роликом 26, будет находиться в зоне повреждения 42 по суммарной нагрузке, показанной на фиг. 4, и произойдет повреждение металлической бутылки 2.
Увеличенные глубины 77, 131 резьбы 76 крышки и резьбы 130 бутылки согласно настоящему изобретению обеспечивают также заданную рабочую высоту 136 профиля резьбы 130 металлической бутылки 116. Как схематично показано на фиг. 17, рабочая высота 136 профиля резьбы представляет собой расстояние между впадиной 75 резьбы 76 крышки и выступом 129 резьбы 130 бутылки. Специалисту в данной области техники должно быть понятно, что металлические бутылки 116 и резьбовые металлические крышки 66 изготавливаются таким образом, чтобы их диаметры находились в пределах заданного диапазона или технических условий. Бутылка 116 может иметь диаметр большей или меньшей величины, находящийся в пределах заданного диапазона. Аналогичным образом, резьбовая металлическая крышка 66 может иметь диаметр большей или меньшей величины, находящийся в пределах заданного диапазона. Увеличивая глубину 77 резьбы 76 крышки и глубину 131 резьбы бутылки, можно использовать резьбовую металлическую крышку 66, имеющую большой диаметр, но находящуюся в пределах технических требований, для герметизации металлической бутылки 116, имеющей малый диаметр, находящийся в пределах технических требований. Таким образом, увеличенные глубины 77, 131 и соответствующее увеличение рабочей высоты 136 профиля резьбы дополнительно уменьшают повреждение и потери бутылок на линиях розлива.
И, наоборот, нет причин для формирования более глубокой резьбы 16 на известных ROPP-крышках 10, поскольку резьба 16 крышки изготовлена точно по бутылочной резьбе 8, как показано на фиг. 1C. Таким образом, когда резьбонакатный ролик 26 формирует резьбу 16 ROPP-крышки 10, установленной на металлической бутылке 2, изменения диаметра металлической бутылки 2 учитываются и компенсируются. Кроме того, увеличение глубины резьбы 16 крышки обычно приводит к повреждению известной металлической бутылки 2, поскольку для формирования более глубокой резьбы крышки (например, такой, как резьба 76 крышки, показанная на фиг. 17) требуется большее усилие.
В некоторых случаях резьба 76 крышки и резьба 130 бутылки могут иметь соответствующую глубину 77, 131 величиной не менее 0,0235 дюйм. Глубины 77, 131 могут также составлять не менее 0,0240 дюйм. В одном из возможных вариантов выполнения глубины 77, 131 резьбы 76 крышки и резьбы 130 бутылки составляют от 0,0235 до 0,040 дюйм. Витки резьбы 76, 130 имеют глубины 77, 131, достаточные для обеспечения рабочей высоты 136 профиля не менее 0,023 дюйм. В некоторых случаях резьба 76 крышки может перекрывать (т.е. образовывать рабочую высоту 136 профиля) резьбу 130 бутылки на величину от 0,020 до 0,030 дюйм. Для сравнения, радиальное перекрытие между внутренней поверхностью впадины резьбы известной металлической крышки 10 уровня техники и наружной поверхностью выступа резьбы металлической бутылки 2 обычно составляет около 0,019 дюйм.
Между впадиной 133 (или минимальным наружным диаметром) резьбы 130 бутылки и впадиной 75 (или минимальным внутренним диаметром) резьбы 66 крышки имеется заданный зазор 137. Величина зазора 137 между впадиной 75 резьбы крышки и впадиной 133 бутылочной резьбы составляет приблизительно от 0,010 до 0,017 дюйм.
Металлическая бутылка 116, герметизированная металлической крышкой 66, выполненной в соответствии с различными возможными вариантами реализации, с помощью вышеописанных способов и устройств, обеспечивает много преимуществ для потребителей и производителей. Металлическая бутылка 116 согласно настоящему изобретению может использоваться для хранения продукта под давлением по меньшей мере приблизительно 100 фунтов/кв. дюйм, прежде чем продукт выйдет из бутылки. Металлическая крышка 66, закрывающая металлическую бутылку, может выдерживать внутреннее давление величиной по меньшей мере до 135 фунтов/кв. дюйм, прежде чем резьба металлической крышки 66 выйдет из зацепления с резьбой металлической бутылки 116, и произойдет срыв крышки 66. В одном из возможных вариантов выполнения резьба 76 крышки и резьба 130 бутылки могут иметь геометрию, обеспечивающую возможность выдерживать внутреннее давление величиной около 175 фунтов/кв. дюйм, прежде чем резьба металлической крышки 66 выйдет из зацепления с резьбой металлической бутылки 116, и произойдет срыв крышки 66.
Кроме того, металлическая бутылка 116, закрытая вышеописанной металлической крышкой 66, может открываться с меньшим крутящим моментом, чем известная металлическая бутылка 2. В частности, резьбовую металлическую крышку 66 можно повернуть в направлении открывания, приложив крутящий момент величиной не более приблизительно 17 фунт×дюйм. В другом возможном варианте выполнения крутящий момент, необходимый для вращения резьбовой металлической крышки 66 в направлении открывания, составляет приблизительно от 13 до 17 фунт×дюйм. Как будет понятно специалисту в данной области техники, уменьшение крутящего момента, необходимого для открывания закрытой металлической бутылки 116, означает, что большее количество потребителей смогут открыть металлическую бутылку, включая потребителей с травмами рук или имеющих трудности по захвату и повороту предметов.
Приведенное выше описание изобретения представлено в целях его иллюстрации, и не является исчерпывающим или ограничивающим настоящее изобретение. Среднему специалисту в данной области техники будут очевидны многие возможные модификации и изменения. Варианты реализации, описанные и показанные на чертежах, были выбраны и описаны для того, чтобы лучше объяснить принципы настоящего изобретения, возможности его практического применения, и дать возможность специалистам в данной области техники понять данное изобретение.
Несмотря на то, что в описании подробно описаны различные варианты осуществления настоящего изобретения, специалистам в данной области техники будет понятно, что возможны модификации и изменения данных вариантов. Кроме того, ссылки, сделанные в настоящем описании на «настоящее изобретение» или «аспекты настоящего изобретения», следует понимать как означающие определенные варианты осуществления изобретения, которые никоим образом не должны истолковываться как ограничение всех возможных вариантов. Следует понимать, что такие модификации и изменения находятся в границах объема и сущности настоящего изобретения, определяемых формулой изобретения.
Реферат
Изобретение относится к устройствам и способу для формирования резьбы на стенке металлической крышки металлической бутылки. Пресс для формирования канавки по периметру закрытой торцевой стенки металлической крышки содержит внешний инструмент и внутренний инструмент, при этом внешний инструмент и внутренний инструмент выполнены с возможностью приложения к металлической крышке усилия для формирования канавки по периметру закрытой торцевой стенки металлической крышки, когда металлическая крышка установлена между ними. Устройство для формирования резьбы на цилиндрическом корпусе содержит резьбонакатной ролик, и резьбовую оправку, при этом в корпусе оправки выполнено по меньшей мере одно углубление с геометрической формой, обеспечивающей формирование резьбы на цилиндрическом корпусе металлической крышки при приложении указанным резьбонакатным роликом бокового усилия к наружной поверхности цилиндрического корпуса. Способ формирования металлической крышки включает выравнивание металлической крышки посредством внутреннего и внешнего инструментов указанного пресса и прикладывание с помощью резьбонакатного ролика указанного устройства для формирования резьбы боковой нагрузки к наружной поверхности цилиндрического корпуса металлической крышки. Технический результат заключается в получении металлической крышки для герметизации металлической бутылки, выполненной с применением меньшего количества материала (например, с более тонкой стенкой) по сравнению с известной металлической бутылкой. 3 н. и 19 з.п. ф-лы, 18 ил.
Комментарии