Установка для формирования металлических контейнеров, содержащая одно или более устройств с электронной координацией для выполнения операций локальной и/или протяженной деформации металлических контейнеров - RU2449849C2
Код документа: RU2449849C2
Чертежи
Описание
Данное изобретение относится к установке для формирования металлических контейнеров, содержащей одно или более устройств с электронной координацией при выполнении операций локальной и/или протяженной деформации металлических контейнеров.
В частности, данное изобретение относится к указанному выше устройству, особенно подходящему для выполнения множества последовательных операций, даже в непрерывном режиме, на боковой поверхности металлических контейнеров, изготовленных из алюминия, его сплавов, стали или других подходящих материалов. Такие контейнеры, выполняемые как изделия из металла, с черновой обработкой, способом экструдирования, выдавливания на токарно-давильном станке или посредством глубокой вытяжки, первоначально имеют цилиндрическую форму, которая обрабатывается или подвергается изменению размеров впоследствии.
Эти контейнеры, до выполнения ряда операций, в процессе которых происходит деформирование и/или сведение на конус боковой поверхности, частично или в целом, могут выполняться с покрытием изнутри и/или снаружи и с литографией по наружной боковой поверхности; эта последняя операция предназначается для выполнения надписей или украшений различных цветовых оттенков, наряду с указательными пояснениями относительно содержимого и информацией на металлических контейнерах для конечного потребителя.
Посредством устройства по данному изобретению выполняется обработка металлических контейнеров, таких как, например, для аэрозолей, бутылок для напитков, банок для напитков и подобных изделий на последних стадиях процесса, то есть когда имеющий цилиндрическую форму металлический контейнер, все еще открытый с одного торца, подвергается процессам пластической деформации, предназначаемым частично изменять его структуру, например, процессам, называемым «образования сужения» или «придания конусности», или процессов «придания формы» в целом. Посредством устройства по изобретению на этих металлических контейнерах также осуществляются циклы выдавливания/вдавливания рельефа, в ходе которых на заданных участках боковой поверхности создаются фасонные элементы и другой рельеф различной формы, образуемый полыми и/или выдавленными секторами.
Среди самих контейнеров, используемых для напитков, пищевых продуктов или аэрозолей, обнаруживаются различия, в основе которых лежит сложность производства, что ограничивает количество необходимых элементарных операций. При различных видах производства в связи с различными типами металлических контейнеров, можно ввести классификацию на основе следующих параметров:
- высокая или низкая скорость изготовления;
- высокая или невысокая сложность производства. Используемые для напитков контейнеры, например, такие как в форме «банки с выдергивающимся сегментом на крышке», отличаются тем, что имеют невысокую сложность изготовления и ограниченное количество операций, требуемых для получения изделия в законченном виде, начиная от металлической заготовки, не требуют более пятнадцати автоматизированных рабочих мест; для такого типа контейнеров производительность в целом является достаточно высокой (3000 банок в минуту) и может достигаться посредством использования обрабатывающих машин безостановочного цикла.
Контейнеры для аэрозолей, для которых требуется, в целом, более сложный процесс изготовления, нуждаются в большем количестве операций, на сегодняшний день выполняемых с использованием так называемых обрабатывающих машин с устанавливающимся при повороте в заданную позицию столом с поступательным перемещением, которые способны давать невысокую производительность (приблизительно 200 банок в минуту) и которые в настоящее время являются востребованными на рынке в этой сфере.
В настоящее время, однако, на рынке отмечается возросшая потребность производства с высокой скоростью, особенно в сфере для напитков, контейнеров, характеризующихся сложностью форм, например, для так называемых «банок в виде бутылки» и/или «профилированных банок», которые имеют форму и/или изменения формы, проходящие почти по всей боковой поверхности, и которые воспроизводят в точности эстетические характеристики контейнеров из стекла или полиэтилентерефталата. Изготовление данного типа металлического контейнера может в настоящее время потребовать до шестидесяти технологических операций. Более того, потребность в высокой скорости изготовления приводит к использованию машин с непрерывным циклом работы.
Известное в данной области техники изготовление в непрерывном режиме контейнеров для рынка напитков, в виде «банки с выдергивающимся сегментом на крышке», предусматривает использование поточных линий, зачастую модульного типа, таких как описываемые в нижеупомянутых патентах.
В патенте ЕР 0767713 (Marit et Al.) рассматривается модульная система, состоящая из множества модулей заводского изготовления, присоединяемых рядом один к другому, и которые определяют опорные устройства с вращающимися револьверными головками, оснащаемыми множеством фасонных инструментов, одинаковых или с разной формой. Эти устройства с револьверными головками располагаются в основном рядом друг с другом, так что металлические контейнеры, которые обрабатывались инструментами одного из этих узлов с револьверной головкой, перемещаются непосредственно к другому узлу с револьверной головкой. Более того, соединение бок о бок модулей определяет прямое межкомпонентное соединение для выполнения перемещения банок от одного рабочего места обработки к следующему посредством передачи между отдельными модулями.
Патент US 4513595 (Cvacho) имеет отношение к способу и устройству для образования сужения и отбортовыванию трубчатого корпуса металлической банки. Устройство включает в себя множество рабочих мест, соединяемых вместе для перемещения металлических контейнеров от одного рабочего места к другому.
В патенте US 2550156 (Lyon) описывается устройство для перемещения и обрабатывания металлических контейнеров, где операции выполняются на модульной конструкции, составляемой из комплекта блоков, соединяемых с контррельсами и базовой пластиной. Силовой привод передается с помощью главного приводного вала, который проходит в продольном направлении под блоками рамы. Более того, количество блоков зависит от длины главного вала привода, так же как и рамы.
В патенте US 4519232 (Traczyk et Al.) описывается модульная система для придания формы металлическим контейнерам, составляемой из множества, по существу, идентичных модулей, содержащих вращающиеся револьверные головки, оснащаемые множеством обрабатывающих инструментов вдоль всего их периметра.
Однако все из этих устройств или систем создают заметную проблему, а именно заключающуюся в том, что в модульной конструкции, механизм передачи движения от одного устройства к другому происходит непосредственным образом, например, посредством использования зубчато-цепных передач, которые в некоторых вариантах осуществления оказываются особенно критичными, потому что для обеспечения синхронизации некоторых устройств или модулей синхронизации важной для получения высококачественного конечного продукта необходимо использование дополнительных деталей, которые подходят для решения этой проблемы; такие детали часто являются чрезвычайно сложными с точки зрения механики, и их точность зависит от количества блоков или модулей, предусматриваемых для этапов обработки.
Другая проблема состоит в том, что механизм непосредственной передачи движения между модулями в целом является связанным с использованием только одного электродвигателя, применяемого всей машиной или устройством, что требует наличия механических деталей каждого модуля увеличенного размера, поскольку каждый модуль должен быть способным обеспечивать передачу энергии всей машины. Это также приводит к повышению затрат на складирование и запасные части.
Еще одной проблемой является то, что эти устройства или системы, в случае экстренной остановки, в основном, требуют длительной задержки по времени, в общем, в пределах между 10 и 15 секундами для того, чтобы затормозить или остановить в экстренной ситуации механически движущиеся части и при этом без повреждения.
Целью данного изобретения является устранение вышеизложенных проблем.
Конкретнее, цель данного изобретения заключается в том, чтобы предоставить установку для формирования металлических контейнеров, содержащую одно или более устройств, которые выполняются с электронной координацией для осуществления операций локального и/или протяженного деформирования металлических контейнеров, обладают качествами высокой гибкости, модульности, и которые могли бы применяться для различных циклов обработки металлических контейнеров, предназначаемых для использования в сегментах рынка, относящихся к напиткам и аэрозолям соответственно, и, более того, которое было бы таким, чтобы предоставлять возможность для передачи и перемещения металлических контейнеров от одного рабочего места на другое легким, простым образом, несмотря на сложность системы.
Другой целью данного изобретения является обеспечение установки описанного выше типа, которая является приспособленной для составления небольшой конструкции, несмотря на сложность и количество выполняемых циклов обработки металлического контейнера, и при этом такого, чтобы не требовалось чрезмерно много пространства для ее монтажа.
Еще одной целью данного изобретения является предоставление пользователям установки, которая является подходящей для обеспечения высокой степени прочности и безотказности в течение длительного времени, а также легкой и дешевой в изготовлении.
Эти цели, так же как и другие, достигаются посредством установки для формирования металлических контейнеров, содержащей:
- одно или более устройств сопряжения и одно или более устройств обработки, соединенных друг с другом для формирования технологического маршрута, вдоль которого выполняются операции локальной и/или протяженной деформации на упомянутых металлических контейнерах;
по меньшей мере одно приводное средство для каждого из упомянутых устройств сопряжения и устройств обработки и/или их частей; и
систему управления для координации и электронной синхронизации упомянутых устройств;
которая отличается тем, что упомянутая система управления выполнена с возможностью работы в соответствии со схемой системы централизованного управления, имеющей блок питания, и включает:
- блок управления устройствами или узел, приспособленный координировать логическое управление упомянутыми устройствами сопряжения и устройствами обработки, и/или
- блок управления движением или узел, приспособленный обеспечивать синхронизацию движения упомянутых устройств.
Конструкционные и рабочие характеристики установки для формирования металлического контейнера, содержащего одно или более устройств с электронной координацией для выполнения операций локальной и/или протяженной деформации металлических контейнеров по данному изобретению, могут быть более понятными из последующего подробного описания, в котором делается ссылка на прилагаемые чертежи, которые иллюстрируют предпочтительный вариант осуществления изобретения, не являющийся ограничивающим по существу, и в котором:
Фиг.1 - структурная схема установки для формирования металлического контейнера, содержащего одно или более устройств с электронной координацией для выполнения операций локальной и/или протяженной деформации металлических контейнеров по данному изобретению;
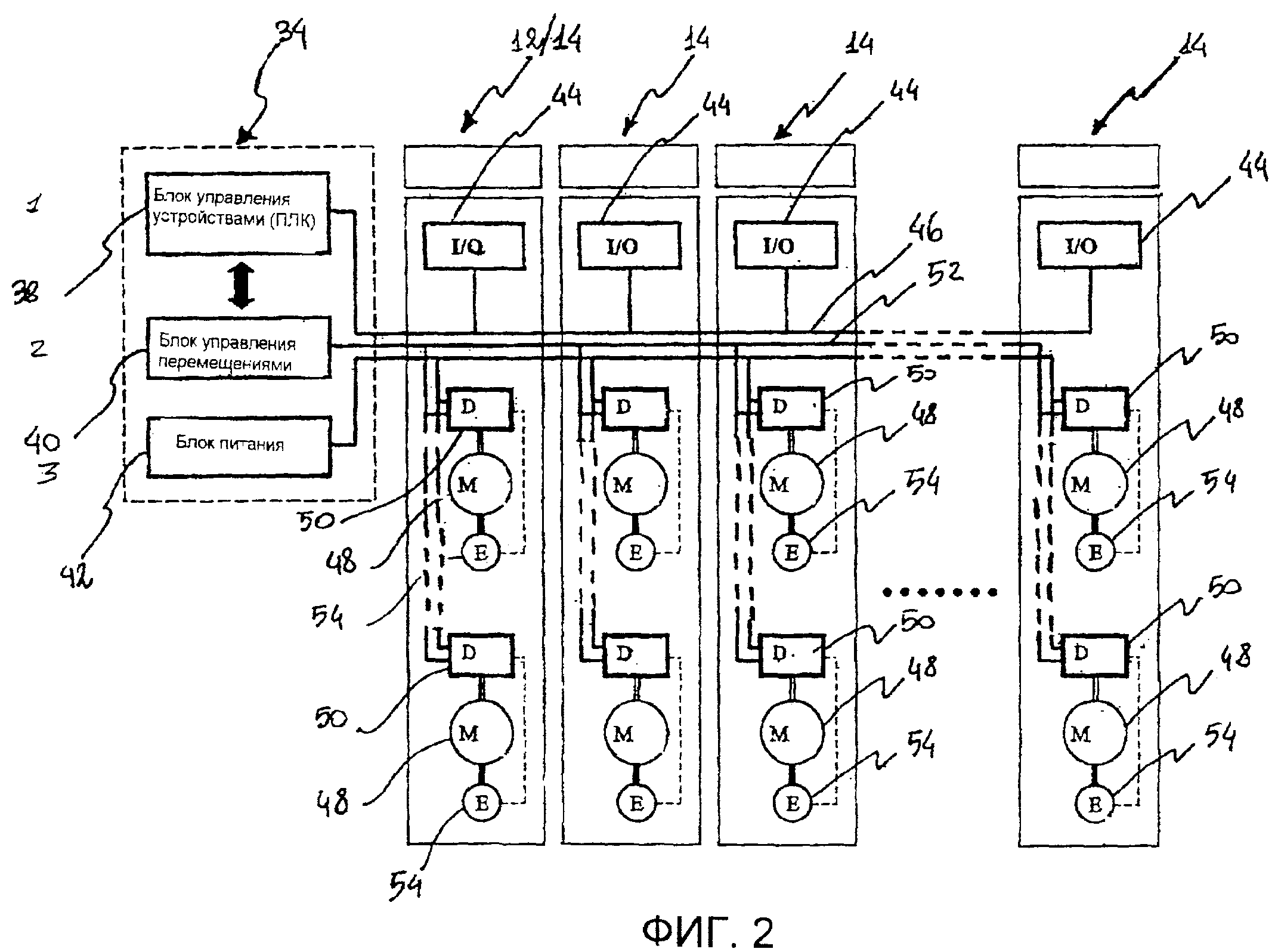
Фиг.2 - функциональная схема установки по данному изобретению.
Со ссылкой на вышеупомянутые фигуры, установка для формирования металлического контейнера содержит одно или более устройств с электронной координацией для выполнения операций локальной и/или протяженной деформации металлических контейнеров по данному изобретению, показанных позицией 10 на фиг.1, и включает в себя одно или более устройств 12 сопряжения, одно или более устройств 14 обработки, по существу равных друг другу, и, опционально, устройство 16 реверсирования; при этом все из упомянутых устройств располагаются таким образом, чтобы образовывать различные типы технологического маршрута, в основном замкнутого типа.
Устройство сопряжения 12, которое в предпочтительном варианте осуществления изображено на фиг.1, включает в себя верхнюю часть и нижнюю часть, выполнено из одного или более загрузочных барабанов 18 и 18' и одного или более разгрузочных барабанов 22 и 22'.
Каждое устройство 14 обработки, как схематично показано на фиг.1, состоит из верхней части и нижней части, каждая из них содержит по меньшей мере одну револьверную головку 24 и по меньшей мере один передаточный барабан 26. Каждая револьверная головка 24, которая предпочтительно является круговой, содержит по своей окружности множество шаблонов или зажимных патронов, которые все являются равными или отличающимися друг от друга, и приспособленными выполнять операции по приданию формы на боковой поверхности металлических контейнеров.
Опциональное устройство 16 реверсирования, если предусматривается, включает в себя дополнительный сменный барабан 30 и дополнительный передаточный барабан 32. Эти дополнительные передаточные барабаны 32 являются функционально связанными с дополнительным сменным барабаном 30. Назначение такого опционального устройства 16 реверсирования подробно описывается ниже.
Каждый из вышеприведенных барабанов и револьверных головок состоит из пластины или диска, в котором выполнены ячейки для заданного количества контейнеров и который может поворачиваться вокруг оси пластины. Такое вращение позволяет металлическим контейнерам перемещаться внутри устройства. Эти металлические контейнеры имеют возможность перемещения во время загрузки и разгрузки только по отношению к пластине.
В соответствии с предпочтительным вариантом осуществления, показанным на фиг.1, револьверные головки 24, передаточный барабан 26 и дополнительный передаточный барабан 30, загрузочные барабаны 18 и 18' и разгрузочные барабаны 22 и 22' размещены так, что их оси вращения являются параллельными одна другой, так что перемещение металлических контейнеров происходит на одной пластине, которая является перпендикулярной к этим самым осям. Кроме того, для всех упомянутых элементов предусматривается осуществляемое синхронное вращательное движение, осуществляемое как определено ниже.
Множество барабанов 18, 18', 22, 22', 26, 30 и 32, так же как револьверные головки 24, располагаются в соответствии с общим технологическим маршрутом по замкнутому контуру. Более того, каждая из револьверных головок 24 содержит поворотный стол, оснащаемый зажимными элементами или зажимами (не показаны на чертежах) и дополнительный поворотный стол, оснащаемый обрабатывающими инструментами или пресс-формами (не показаны на чертежах).
Инструменты для деформирования или придания формы металлическим контейнерам закреплены на поворотном столе, в то время как зажимные элементы или зажимы прикреплены ко второму поворотному столу, который является соосным с несущим инструменты столом, и могут перемещаться со сдвигом в направлении, параллельном оси вращения столов. Однако в альтернативном варианте осуществления, возможность перемещения есть только у опорного инструментального стола или у обоих столов.
Когда установка по изобретению находится в работе, большинство зажимных элементов или зажимов удерживает и служит опорой обрабатываемого металлического контейнера; это означает возможность одновременного обрабатывания нескольких металлических контейнеров на каждой револьверной головке 24.
Сменные барабаны 30 выполняют двойную функцию закрытия технологического маршрута для металлических контейнеров, находящихся в обработке, и в оказании помощи в правильной их установке на револьверные головки 24.
Кроме того, в соответствии с изобретением, каждый металлический контейнер может принудительно циркулировать один раз или более на револьверных головках 24, которые оснащаются равным или разным количеством инструментов или пресс-форм с помощью опционального устройства 16 реверсирования.
Однако понятно, что сменный барабан 30, который в показанном предпочтительном варианте осуществления на Фиг.1 помещается в пределах опционального устройства 16 реверсирования, может помещаться в пределах любого из дополнительных устройств 14 обработки. Усовершенствованные таким образом устройства 14 обработки оказываются функционально схожими с опциональным устройством 16 реверсирования и, следовательно, дают возможность следующим устройствам 14 обработки быть выключенными, таким образом предоставляя возможность циклам обработки на металлических контейнерах быть закрытыми, следуя конкретным потребностям.
Устройства (устройства 12 сопряжения, устройства 14 обработки и опциональное устройство 16 реверсирования), составляющие устройство по данному изобретению, также могут изготавливаться и образовываться в качестве автономных устройств или модулей, соединяемых вместе или собираемых вместе, и являться, что касается передачи движения, механически независимыми, при этом координация движения осуществляется, как описывается ниже.
Опциональное устройство 16 реверсирования, которое, как уже отмечалось со ссылкой на предпочтительный вариант осуществления, может устанавливаться в качестве укупорочного устройства или использоваться для операции по укупорке в устройстве по данному изобретению, не является независимым, что касается движения, и в то же время известным способом получает энергию от соседних устройств.
В предпочтительном варианте осуществления опциональное устройство 16 реверсирования показывает независимое движение.
Действительно, как специально показано на фиг.2 устройство 10 по изобретению содержит систему управления 34, посредством которой возможно управлять и координировать движение каждого устройства 12 и 14, как описывается выше.
Система управления 34 включает в себя:
- блок управления устройствами или узел 38, содержащий, например, обычный ПЛК (программируемый логический контроллер) и приспособленный координировать оперативную логику устройств сопряжения 12, устройств 14 обработки и опционального устройства 16 реверсирования;
- блок управления движением или узел 40, который приспособлен обеспечивать синхронизацию движения барабанов и револьверных головок, устанавливаемых на каждом из упомянутых устройств;
- блок питания или узел 42, который приспособлен для распределения электрической энергии тем же устройствам, рассматриваемым выше.
Система управления 34 работает в соответствии с известной системой централизованного управления, что означает, что существует одна система управления, действие которой распределяется на все устройства установки, описываемые в данном раскрытии изобретения, а блок управления 38 устройствами выполняет постоянный обмен данными с блоком 40 управления движением. Более точно, все данные, поступающие от движущихся элементов устройства 12 сопряжения, устройств 14 обработки и опционального устройства 16 реверсирования, принимаются вышеупомянутым блоком 40 управления движением, имеют возможность повторной обработки блоком 38 управления устройствами и затем используются блоком 40 управления движением для выполнения синхронизации движения всех устройств.
В альтернативном варианте осуществления, каждое из устройств (устройства 12 сопряжения, устройства 14 обработки и опциональное устройство 16 реверсирования), составляющих установки по изобретению, содержит свою собственную систему управления в соответствии со схемой системы распределенного управления; вышеупомянутые устройства взаимодействуют друг с другом с установлением связи и координации между собой посредством использования возможности передачи данных и технологий передачи данных известного типа.
Еще в одном альтернативном варианте осуществления, система управления и координации упомянутых устройств, составляющих установку, раскрываемую в данном раскрытии, выполняется с помощью принятия схемы системы комбинированного управления, в которой система управления является частично централизованной и частично распределенной по упомянутым отдельным устройствам.
Каждое устройство 12 сопряжения, устройство 14 обработки и опциональное устройство 16 реверсирования, которые составляют установку по данному изобретению, содержит:
- по меньшей мере один компонент 44 с выполнением ввода/вывода или «I/O», с помощью которого на блок 38 управления устройствами передаются сигналы, поступающие от датчиков, расположенных на каждом из упомянутых устройств, и принимаются необходимые сигналы управления для работы каждого устройства от этого самого блока управления устройств; обмен данными происходит, например, посредством шины 46 управления или другого подходящего средства для передачи данных;
один или более электродвигателей 48, например, типа «прямого привода», то есть, с прямым соединением, без использования редукторных двигателей, или другого известного типа, определяющих движения вращающихся механических элементов каждого устройства 12 сопряжения, обрабатывающего агрегата 14 и опционального устройства 16 реверсирования, установки по данному изобретению и/или частей упомянутых устройств в виде инструментов;
- один или более приводов 50 известного типа, в том же количестве, как и количество электродвигателей 48, соединяемых с последними и приспосабливаемых для управления работой по параметрам и данным, передаваемых и получаемых от блока 40 управления движением; при этом передача данных между этими приводами 50 и блоком 40 управления движением осуществляется, например, посредством дополнительной шины 52 управления или эквивалентного средства передачи данных;
- одно или более устройств проведения угловых измерений, определяемых, например, датчиком положения 54 абсолютного типа и приспосабливаемых для регулирования скорости и/или положений электродвигателей 48. Использование датчиков положения абсолютного типа дает возможным не терять исходные положения в случаях, когда движущиеся элементы устройств 12 сопряжения, устройств 14 обработки, и упомянутого устройства 16, при его наличии, останавливаются из-за необходимости технического обслуживания и ремонта или смен инструментов, или из-за чрезвычайной/аварийной ситуации.
Датчики положения 54 соединяются по отдельности с электродвигателями 48 и соединяются проводами с приводами 50.
Блок 38 управления устройствами системы управления 34 посредством взаимодействия с блоком 40 управления движением анализирует оперативную логику устройств, составляющих установку по данному изобретению, то есть устройства 12 сопряжения, устройства 14 обработки и опциональное устройство 16 реверсирования, и при этом обеспечивает синхронизацию движений вращающихся элементов одного устройства, одного предыдущего и/или одного последующего. Вращающиеся элементы каждого устройства 12, 14 и 16, как уже подразумевалось, являются револьверными головками 24 и несколькими подающими, сменными, разгрузочными, передаточными барабанами и/или инструментами.
Синхронизация движений и координация упомянутых устройств между собой производятся посредством технических средств управления, определяемых как "ведущий-ведомый", в соответствии с которыми конкретное устройство выступает в качестве аппаратного «ведущего» или главного устройства и заставляет его собственные вращающиеся элементы или «оси» перемещаться в соответствии с точным соблюдением закона движения. «Ведомое» или вспомогательное/подчиненное устройство повторяет движение «ведущего» устройства по угловому положению и с синхронизацией по скорости. Все из «ведомых» устройств должны повторять, в пределах данного поля допуска, эталон, обеспечиваемый «ведущим» устройством, и в случаях, когда отдельные «ведомые» устройства не находятся в местоположении, совпадающем с таким полем допуска, посредством дополнительной шины 52 управления они посылают аварийный сигнал на блок 40 управления движением, который посредством взаимодействия с блоком 38 управления устройствами регулирует движение для того, чтобы восстановить синхронизацию, или останавливает или уменьшает скорость устройства (устройств).
В альтернативном варианте осуществления, между эталонными устройствами 12, обрабатывающими агрегатами 14 и опциональным устройством 16 реверсирования, составляющими установку по изобретению, синхронизация может выполняться посредством использования «виртуальной ведущей оси», то есть отсутствует аппаратное ведущее устройство, но главный вращающийся элемент или «ось» моделируется с помощью приложения программного обеспечения, посредством которого генерируются сигналы о положении и скорости, которым следуют «ведомые» устройства с синхронизацией углового положения и скорости.
Еще в одном альтернативном варианте осуществления, синхронизация в рассмотренных выше устройствах, составляющих установку по данному изобретению, может выполняться с помощью технологии управления, известной как «каскадный ведомый», где «ведущая ось» или главная «ось» задает эталонное значение исходного положения и/или скорости, которое передается на первое «ведомое» устройство, которое, в свою очередь, направляет эталонное значение положения и/или скорости к «ведомому» устройству, идущему следующим, и так далее, до тех пор пока не достигнет последнего «ведомого» устройства.
В случаях, когда наступают чрезвычайные ситуации или выходы из строя, система управления 34 останавливает все движущиеся элементы устройств 12 сопряжения, устройств 14 обработки и опционального устройства 16 реверсирования почти немедленно или, хотя бы, за более короткое время по сравнению с остановками запаздывания, требующимися механической системе, чьи элементы привода передачи движения соединяются напрямую; вышеприведенная остановка подвижных элементов, а именно револьверных головок 24 и передаточных барабанов 26, происходит посредством обеспечения взаимной синхронизации между этими подвижными элементами и, следовательно, между отдельными устройствами для того, чтобы избежать всевозможных заторов и повреждений перемещаемых при этом металлических контейнеров.
В вышеприведенном раскрытии изобретения описываются очевидные преимущества, которые привносит данное изобретение.
Установка для формообразования металлического контейнера, содержащая одно или более устройств с электронной координацией для выполнения операций локальной и/или протяженной деформации металлических контейнеров по данному изобретению, преимущественно, предоставляет возможность устанавливать систему, отличающуюся высокой регулируемостью и гибкостью, так, чтобы быстро отвечать на различные и многочисленные потребности рынка благодаря модульной конструкции, составляемой из независимых устройств с возможностью электронной координации.
Другое преимущество заключается в том факте, что данная установка делает возможным регулировать производственный цикл, например, для выполнения технического обслуживания, или посредством отключения некоторых устройств с вынужденной заменой отдельных устройств, например, посредством введения или движения дополнительного сменного барабана 30 опционального устройства 16 реверсирования.
Следующее преимущество состоит в том, что поскольку каждое устройство является полностью независимым от остальных, они становятся отдельными машинами, число которых может быстро и легко изменяться, как функция производственной характеристики и/или количества операций, необходимых для обработки металлических контейнеров; это также предоставляет значительно более гибкую наращиваемость системы, чем та, которую можно достигнуть при предоставляемой обычной механической конструкции.
Другое преимущество заключается в том, что в случаях, когда требуется экстренная остановка, установка по данному изобретению, составляемая из собираемых в комплект независимых устройств, предоставляет возможность экстренной остановки каждого устройства с автономным управлением и время остановки может доводиться приблизительно до 2 или 3 секунд, несмотря на количество устройств.
Другое преимущество состоит в том, что устройства установки по данному изобретению, которые являются независимыми друг от друга по отношению к трансмиссионному приводу движения, имеют простую механическую конфигурацию, отличающуюся низкой себестоимостью и облегченным проведением работ по техническому обслуживанию; в случае электрической или механической неисправности, ответственный за проведение ремонта оператор занимается отдельным устройством, чтобы быстро возобновить производство.
Еще одно преимущество установки по этому изобретению состоит в том, что так как система управления 34 получает от устройств информацию, относящуюся, например, к поступающей на входы электродвигателей, оно также выполняет функции диагностики этих самых устройств.
Хотя в вышеприведенном описании специально рассматривается предпочтительный вариант осуществления установки по данному изобретению, который является только иллюстрирующим, и не носит ограничительный характер, несколько усовершенствований и изменений будут очевидными любому обычному специалисту в данной области техники в свете вышеприведенного описания. Следовательно, данное изобретение предназначается для включения в себя все усовершенствования и изменения, которые находятся в пределах объема прилагаемой формулы изобретения.
Реферат
Установка для формирования металлических контейнеров предназначена для выполнения множества последовательных операций в непрерывном режиме на боковой поверхности контейнера. Система управления служит для координации и электронной синхронизации устройств сопряжения и устройств обработки. Система включает блок управления устройствами сопряжения и обработки и блок, обеспечивающий синхронизацию движения устройств. Повышается производительность изготовления контейнеров и их качество. 18 з.п. ф-лы, 2 ил.
Формула
одно или более устройств (12) сопряжения и одно или более устройств (14) обработки для формирования боковой поверхности металлических контейнеров, соединенных друг с другом для формирования технологического маршрута, вдоль которого выполняются операции локальной и/или протяженной деформации на упомянутых металлических контейнерах,
по меньшей мере одно приводное средство для каждого из упомянутых устройств (12) сопряжения или устройств (14) обработки и/или их частей, и систему (34) управления для координации и электронной синхронизации упомянутых устройств (12), (14),
отличающаяся тем, что упомянутая система (34) управления содержит блок управления устройствами или узел (38), приспособленный
координировать логическое управление устройствами (12) сопряжения и устройствами (14) обработки, и/или
блок управления передвижения или узел (40), приспособленный обеспечивать синхронизацию перемещения этих устройств.
по меньшей мере один компонент (44) с выполнением ввода/вывода («I/O») для передачи на блок (38) управления сигналов, поступающих от датчиков, расположенных на упомянутых устройствах (12), (14), (16), причем блок (38) управления устройствами предназначен для приема сигналов управления, необходимых для осуществления работы каждого из упомянутых устройств,
один и более электродвигателей (48),
один и более приводов (50), соединенных с электродвигателями (48) и приспособленных для управления и контроля за их работой по параметрам и данным, передаваемым и принимаемым от блока (40) управления перемещением,
одно и более средств измерения углового положения вращающихся компонентов и соответствующего корректирования скорости и/или положения.
Комментарии