Изготовление емкостей - RU2555064C2
Код документа: RU2555064C2
Чертежи









Описание
Область техники
Данное изобретение относится к изготовлению емкостей, а конкретнее - к подающему устройству для подачи емкостей в машину для обработки емкостей. Такая машина для обработки емкостей может быть использована для изготовления таких емкостей, как металлические консервные банки, бутылки или корпуса аэрозольных баллонов. Данные машины используют для различных процессов. Один из примеров процесса изготовления тары требует постепенного изменения диаметра открытого конца корпуса банки для образования «горлышка» посредством уменьшения данного диаметра за несколько этапов.
Уровень техники
Обычной практикой является формирование горлышка в корпусе емкости, такой как банка для напитка, посредством процесса «штампования горлышка». В процессе штампования горлышка банки толкают в формы в продольном направлении, чтобы постепенно, в несколько этапов формования горлышка, уменьшить диаметр горлышка. Подающее устройство для такого процесса может включать конвейер, на котором расположен ряд корпусов банок, при этом корпуса банок контактируют друг с другом. Корпуса банок на конвейере расположены с определенным «шагом» (т.е. расстоянием между центрами банок), который равен диаметру одной банки. Корпуса банок подают с этого конвейера на подающий поворотный барабан обрабатывающей машины (например, машины для штампования горлышек).
В WO 2010/026115 A описано устройство для подачи и вощения, содержащее подающий барабан и барабан для вощения с передаточным барабаном между ними. Устройство подачи в данной заявке включает подающий барабан, который принимает поступающие корпуса банок из лотка, подающий передаточный барабан и барабан для вощения. Количество гнезд в барабанах одинаковое, что позволяет избежать повреждения, когда ролики для вощения, установленные на барабане для вощения, зацепляются с поступающим корпусом банки. Хотя в изобретении, заявленном в этой заявке, изложено, как прерывать ускорение корпусов банок, там не описаны конкретные инструментальные комплекты, к которым подают вощеные банки.
В EP 1828035A (CROWN PACKAGING TECHOLOGY, INC) описано оборудование для обработки емкостей, содержащее многоступенчатое транспортно-загрузочное устройство, имеющее около 50 отдельных ступеней, каждая из которых требует применения различных инструментов, или «инструментальных комплектов». Транспортно-загрузочное устройство содержит устройство, содержащее, по меньшей мере, один поворотный обрабатывающий барабан с несколькими гнездами, причем каждый карман приспособлен для обеспечения опоры для одного изделия. Гнезда подразделяются на группы, причем каждая группа гнезд снабжена соответствующими инструментами. Хотя устройство также включает средство переключения для передачи изделия из одной группы гнезд в другую, шаг банки не меняется. Вместо этого многоступенчатый процесс представляет собой систему для перемещения банки на один шаг, таким образом, чтобы направить банки, скажем, ко вторым инструментам инструментальных комплектов в ходе второго цикла, или к третьим инструментам в ходе третьего цикла (или к n-м инструментам инструментальных комплектов в ходе n-го цикла).
Недостаток, связанный с подающими системами поворотной машины для подачи банок в ходе выполнения любых процессов изготовления емкостей, включая штамповку горлышек, состоит в том, что машина принимает корпуса емкостей, разнесенные с определенным шагом в линейном направлении, а подающая система должна изменить шаг между корпусами емкостей на шаг круглого барабана, который больше. Также может понадобиться увеличить шаг обработки, чтобы разместить инструменты для выполнения процесса штамповки горлышек. Процесс изготовления также следует выполнять со скоростью, соответствующей производительности технологической линии, которая часто превышает 1500 емкостей в минуту и более.
Каждый барабан на карусельной машине имеет несколько гнезд, причем каждое гнездо приспособлено для размещения и удерживания емкостей, таких как корпус банки, например, при помощи вакуума. Гнезда для размещения корпусов банок на каждом круглом барабане находятся на расстоянии шага (гнезда) друг от друга. Чем ближе шаг гнезда к диаметру корпуса банки, тем лучше подача в подающий барабан.
Задачей настоящего изобретения является создание подающего устройства, содержащего ряд барабанов, которое снабжено приспособлением для изменения скорости вращения отдельных барабанов, при этом барабаны имеют фиксированные межцентровые расстояния (расстояния между их осями вращения) и разное количество гнезд, чтобы они могли подавать банки в машину для изготовления емкостей с разным окружным шагом.
Сущность изобретения
Согласно изобретению, обеспечено подающее устройство для подачи емкостей на обрабатывающий барабан машины для обработки емкостей, которое содержит:
конвейер для доставки емкостей, расположенных линейно, с определенным шагом;
подающий барабан, принимающий емкости и увеличивающий шаг емкостей до окружного шага подающего барабана; и
ряд из двух или более дополнительных круглых барабанов, которые принимают и передают емкости;
характеризующееся тем, что:
последний круглый барабан подающего устройства имеет количество гнезд, равное количеству инструментов в инструментальной группе следующего за ним обрабатывающего барабана машины для обработки емкости, к которому подающее устройство подает емкости;
причем передаточное отношение между предыдущим и последующим барабанами подающего устройства дискретно и не превышает 2:1.
Во избежание неясности, выражение «дискретный» использовано здесь в значении индивидуально определенный. Таким образом, подающее устройство по настоящему изобретению предназначено для подачи емкостей в замкнутый рециркуляционный контур машины для обработки емкостей, например, подобной описанной в EP 1828035 A, и количество гнезд и частота вращения барабанов в нем меняется для последующей подачи банки в производственный контур с шагом расположения первых инструментов инструментальной группы. Посредством регулирования шага емкости подающее устройство облегчает последующую циклическую обработку емкостей в производственной машине. Подача емкостей с конвейера на первый барабан подающего устройство может производиться либо с постоянной скоростью, либо тангенциально к барабану. В одном из примеров отношение окружного шага между гнездами первого барабана диаметром в 300 мм к диаметру корпуса емкости, или расстоянию между центрами емкостей на прямолинейном конвейере, может составлять от 1,2 до 1,5 для барабана с тангенциальной подачей или от 1,8 до 2,6 для подачи с постоянной скоростью (иногда обозначаемой просто «CV»). В подающем устройстве используется группа вращающихся барабанов, которые приспособлены для передачи емкостей и увеличения окружного шага их расположения до шага первого обрабатывающего барабана машины для обработки емкостей, или до числа, кратного данному окружному шагу обрабатывающего барабана. Затем обрабатывающий барабан на высокоскоростной машине может работать с частотой вращения, например, до 250 об/мин, используя повторную циклическую обработку емкостей на машине для обработки емкостей, чтобы получить окончательную производительность до 1500 емкостей (или банок) в минуту.
Предпочтительно, если каждый барабан из группы барабанов подающего устройства имеет выбранное количество гнезд, разделенных определенным шагом, и количество гнезд в последнем барабане подающего устройства определяет количество рециркуляций емкостей в машине для обработки емкостей для достижения желаемой производительности.
Для управления вращением барабанов в подающем устройстве можно использовать зубчатые приводы и/или приводы с серводвигателями. Увеличение шага емкостей, таким образом, может быть достигнуто либо путем изменения диаметра барабана, либо путем регулирования количества гнезд барабана и скорости вращения барабана.
Хотя использование рециркуляции и обработки со сдвигом фазы известно и применяется, например, в машине для изготовления горловин банок по EP 1828035, заявитель обнаружил, что можно изменять шаг подаваемых в прямолинейном направлении емкостей, таких как корпуса банок, в диапазоне шагов круглых барабанов подающего устройства. Изменение шага можно выбирать в соответствии с количеством циклов в машине для обработки банок, не только путем фиксации соотношения шагов (как упоминалось выше), но также посредством использования серводвигателей в подающем устройстве, которые могут работать в определенном диапазоне передаточных отношений для группы барабанов. Преимуществом использования серводвигателей является возможность избежать использования сложных коробок передач или ручных систем переключения передач, работа с которыми занимает много времени. Барабаны, приводимые в движение серводвигателем, облегчают возможность менять количество гнезд барабана и частоту вращения барабана независимо, по отдельности, обеспечивая диапазон окружных шагов, требуемый для циклов работы высокоскоростной машины, которую можно использовать для различных емкостей.
Таким образом, подающее устройство по изобретению позволяет достигать увеличения шага емкости, или консервной банки, либо путем изменения диаметра барабана, либо путем регулирования и количества гнезд барабана, и скорости вращения барабана.
Передаточное отношение между барабанами никогда не превышает 2:1 во избежание повреждения банок, и в подающем устройстве используются группы барабанов количеством от 3 до 5 барабанов. Использование 5 барабанов было проиллюстрировано заявителем, чтобы показать наилучшие возможности универсальности подающего устройства, и в прилагаемых примерах показана группа из 5 барабанов в подающем устройстве.
Между двумя и 12-ю циклами в машине для обработки емкостей обеспечиваются наилучшие результаты, в зависимости от типа подачи емкостей в первый барабан подающего устройства, т.е. тангенциальной подачи или подачи с постоянной скоростью. Количество циклов также зависит от количества инструментов в инструментальной группе. Количество инструментальных комплектов кратно количеству гнезд на обрабатывающем барабане. Диапазоны получаемых шагов барабана могут содержать одну или пять различных величин шага, в зависимости от числа циклов: 2, 3, 4, 6 или 12. На последнем подающем барабане количество гнезд равно количеству инструментов в инструментальной группе обрабатывающего барабана. Емкости, формуемые на машине для обработки емкостей, могут быть цельнотянутыми («D&I») или экструдированными.
Предпочтительно, если консервные банки или другие емкости передаются от одного барабана к другому в подающем устройстве посредством взаимодействия гнезд барабана. Это может потребовать регулирования заднего края, при котором задний край одного барабана продолжается над диаметром окружности шага для регулирования заднего края, а следующий барабан имеет местный рельеф, которые позволяет пройти этому выступу.
Последний передаточный барабан подающего устройства, смежный обрабатывающему барабану машины для обработки емкостей, а также сам обрабатывающий барабан, обычно приводятся главным приводом.
Согласно дополнительному объекту настоящего изобретения, обеспечен способ регулирования шага емкостей для подачи в машину для обработки емкостей, включающий:
обеспечения емкостей, разделенных линейным шагом;
прием емкостей в подающий барабан таким образом, чтобы емкости были разделены окружным шагом;
пропускание емкостей через ряд дополнительных круглых барабанов к машине для обработки емкостей; и,
возможно, рециркулирование емкостей в машине для обработки емкостей;
характеризующийся тем, что на стадии пропускания используют определенные передаточные отношения между соседними барабанами, которые не превышают 2:1.
Краткое описание чертежей
Далее будут описаны предпочтительные варианты осуществления изобретения, исключительно в качестве примера и со ссылкой на чертежи.
Фиг.1 - схематичный вид в сечении подающего барабана с тангенциальной подачей.
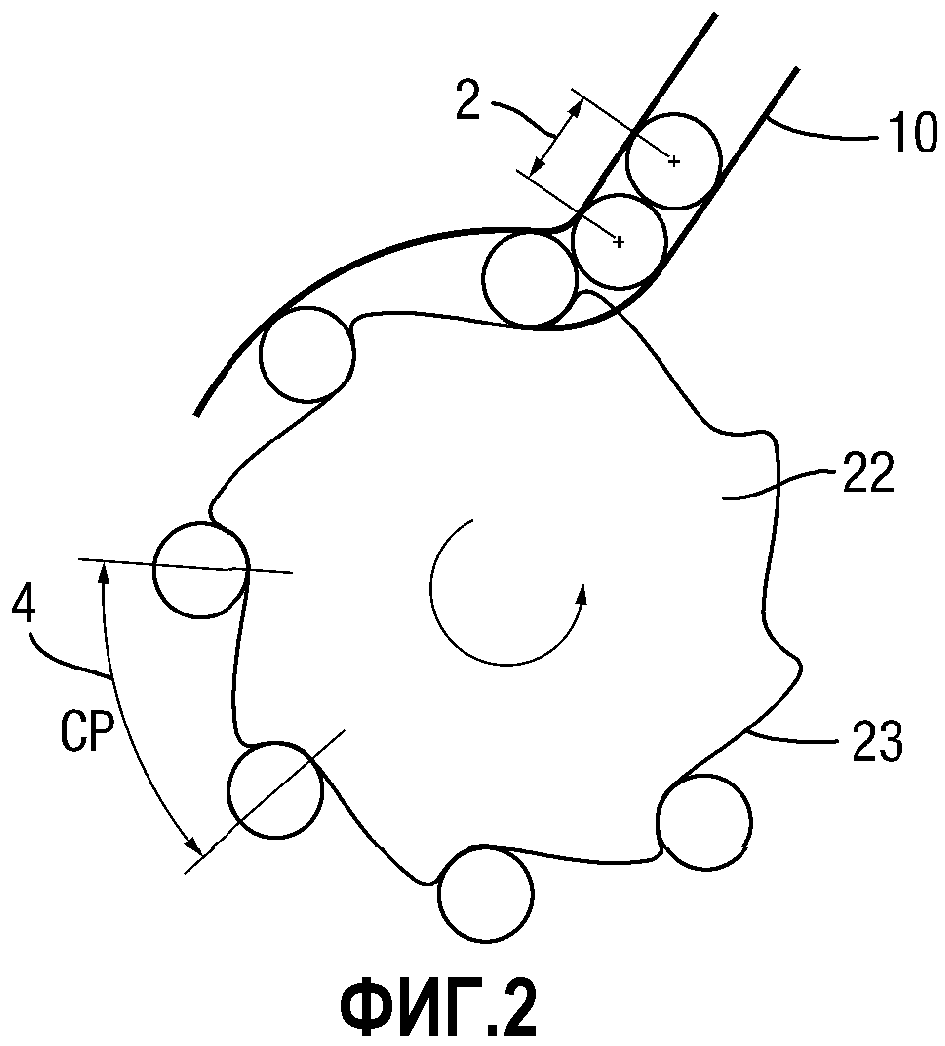
Фиг.2 - схематичный вид в сечении подающего барабана с подачей с постоянной скоростью («CV»).
Фиг.3 - схематичный вид в сечении, на котором показано увеличение шага между конвейером и подающим барабаном.
Фиг.4 - схематичный вид в сечении, на котором показано увеличение шага во время передачи изделий с подающего барабана на первый передаточный барабан подающей системы.
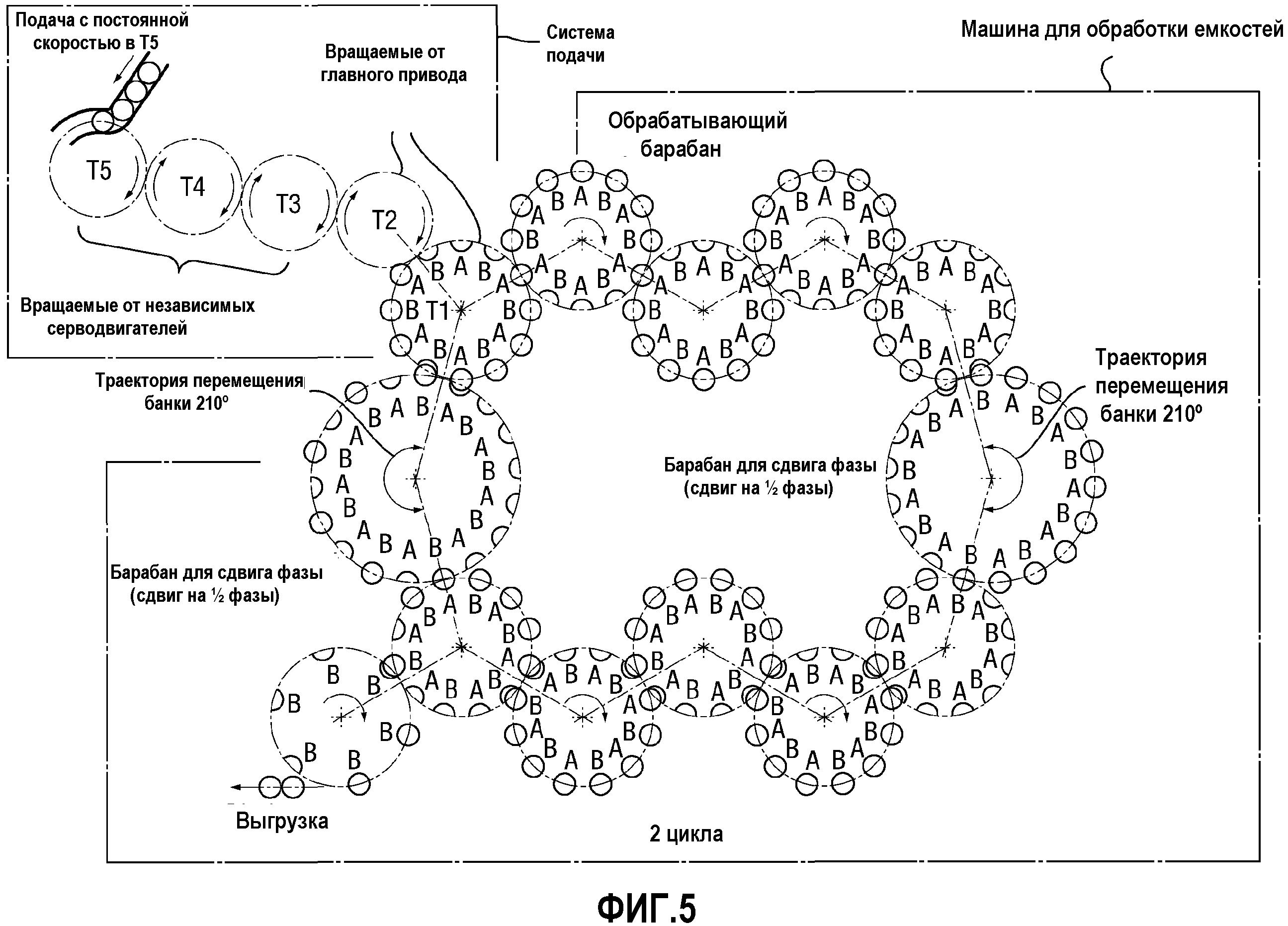
Фиг.5 - схематичный вид первой подающей системы, в которой используется привод с зубчатыми передачами и серводвигателем, вместе со схематичным видом компоновки машины для обработки емкостей, для использования с двумя циклами.
Фиг.6 - схематичный вид первой подающей системы, в которой используется привод с зубчатыми передачами и серводвигателем, вместе со схематичным видом компоновки машины для обработки емкостей, для использования с тремя циклами.
Фиг.7 - схематичный вид второй подающей системы, в которой используется привод с зубчатыми передачами и серводвигателем.
Фиг.8 - схематичный вид третьей подающей системы, в которой используется только главный привод (с зубчатой передачей).
Описание вариантов осуществления
На фиг.1 показана группа банок 1, подаваемых с конвейера 10 на подающий барабан 20. В конвейере 10 банки 1 соприкасаются друг с другом, таким образом, что расстояние между центрами банок равно одному диаметру, или межцентровому расстоянию 2. Конвейер 10, показанный на фиг.1, подает банки 1 тангенциально к подающему барабану 20, поэтому данный барабан также называется подающим барабаном с тангенциальной подачей. В данном примере барабан имеет 15 гнезд 21, которые расположены на расстоянии окружного шага 3. Таким образом, шаг увеличивается посредством подачи банок в подающий барабан. Направление вращения подающего барабана указано стрелкой.
На фиг.2 показан альтернативный способ подачи, в котором шаг банок также увеличивается от шага, равного диаметру 2 банки, при котором банки, линейно расположенные на конвейере 10, соприкасаются, до окружного шага 4 банки на подающем барабане 22. Данный подающий барабан имеет 8 гнезд 23, и банки подают с постоянной скоростью (CV) в каждое гнездо, поочередно, по мере вращения подающего барабана против часовой стрелки.
Дополнительное указание на увеличение шага продемонстрировано отдельными фрагментами a) и b) на фиг.3. На фиг.3(a) банки контактируют друг с другом на/в конвейере, или расположены таким образом, что шаг равен одному диаметру банки, как показано позицией 2 на фиг.1 и 2. Схематичный чертеж на фиг.3(b) показывает окружной шаг 5 для барабана 25 диаметром 300 мм. Увеличение шага между соседними банками количественно выражено «отношением» окружного шага к диаметру банки. На фиг.3 это отношение шага, показанного ссылочной позицией 5, к диаметру, показанному ссылочной позицией 2.
Что касается фиг.1 и 2, было обнаружено, что на подающем барабане для подачи с постоянной скоростью, имеющем диаметр 300 мм и 8 гнезд, можно без повреждений обрабатывать банки диаметром от 45 мм до 66 мм, используя отношение окружного шага к диаметру банки при подаче с линейного конвейера, составляющее от 1,8 до 2,6. Аналогичным образом, на подающем барабане с тангенциальной подачей, имеющем диаметр 300 мм и 15 гнезд, можно без повреждений обрабатывать банки диаметром от 45 мм до 53 мм, используя отношение окружного шага к диаметру банки при подаче, составляющее от 1,4 до 1,2, а на подающем барабане с тангенциальной подачей, имеющем диаметр 300 мм и 12 гнезд, можно без повреждений обрабатывать банки диаметром от 53 мм до 66мм, используя отношение окружного шага к диаметру банки при подаче, составляющее от 1,5 до 1,2.
Шаг дополнительно увеличивается при переходе с подающего барабана 22 на передаточный барабан 30, как показано на фиг.4(a). Подающий барабан 22 имеет 8 гнезд 23 для банок, которые затем передают на передаточный барабан 30, который имеет 4 гнезда 31. Передача банок с одного барабана на следующий более ясно проиллюстрирована на увеличенном виде, представленном на фиг.4(b), и максимальное рекомендуемое передаточное отношение между барабанами составляет 2:1, т.е. с барабана 22 с 8-ю гнездами на барабан 30 с 4-мя гнездами. Шаги барабанов взаимодействуют, и, как показано на фиг.4(b), задний край 24 гнезда 23 подающего барабана продолжается над диаметром окружности шага, а передаточный барабан имеет небольшой местный рельеф (в месте, приблизительно указанном позицией 32), чтобы улучшить взаимодействие между гнездами при передаче банок.
На фиг.5-8 схематично показаны 3 различные системы подачи, каждая из которых содержит ряд из пяти барабанов (T5-T1) и связанные с ними приводы. Вместе с примерами вариантов осуществления систем подачи по изобретению на фиг.5 и 6 также показаны схематичные изображения компоновки машины для обработки емкостей известного уровня техники, для работы в два или три цикла, соответственно. Первый обрабатывающий барабан, на который емкость попадает с барабана T1, вращается со скоростью 250 об/мин, как и T1. На фиг.5 и 6 все барабаны T5-T3 имеют диаметр 300 мм и вращаются от отдельных серводвигателей в направлениях, указанных стрелками, тогда как барабаны T2 и T1 приводятся в движение главным приводом, так что между T2 и T1 существует постоянное передаточное отношение. T2 имеет диаметр 300 мм, а T1 имеет диаметр 432 мм - такой же, как и у обрабатывающего барабана. Система, представленная на фиг.5 и 6, подходит как для экструдированных, так и для цельнотянутых («D&I») банок, и регулирует количество циклов внутри машины для обработки емкостей и, следовательно, производительность от 250 до 1500 банок в минуту, в зависимости от скорости и количества гнезд каждого барабана в системе подачи.
Система 1 (фиг.5, 6 и таблица 1) выдает определенный диапазон количества банок в минуту, которые обрабатывают при подаче с постоянной скоростью, осуществляемой приводом из зубчатых передач и серводвигателей. Приведены пять различных вариантов компоновки системы подачи, подходящие для машин для обработки емкостей, выполняющих от 12 циклов, с обработкой 250 банок в минуту, до 2 циклов, с обработкой 1500 банок в минуту.
Отдельные строки в каждой части таблицы обозначают следующее: T1-T5 - номера барабанов, при этом T5 - первый барабан, принимающий банки; количество гнезд в каждом барабане; частота вращения в об/мин; и передаточное отношение. Передаточное отношение представляет собой увеличение «шага банки» в результате передачи банок с одного барабана на другой. Как указано выше, оно варьируется от одного барабана к следующему максимум до 2:1. Из таблицы видно, что, например, в последнем блоке данных производительность достигает 1500 банок в минуту, однако для этого требуется частота вращения первого барабана T5, составляющая 187,5 об/мин, непосредственно после подачи с линейного конвейера.
В системе 2 (фиг.7 и таблица 2) используется привод с зубчатыми передачами и серводвигателями, при этом барабаны T5-T3 вращаются от независимых серводвигателей, а барабаны T2 и T1 вращаются от главного привода. В данной системе используется тангенциальная подача для обработки 500-1500 банок в минуту. Однако выполнить 12 циклов на следующей за системой подачи машине для обработки емкостей при использовании данной системы подачи с пятью барабанами невозможно, так как барабан T5 должен иметь 15 или 12 гнезд (см. фиг.1), чтобы сохранить отношение от 1,2 до 1,5 между шагом банки на конвейере и окружным шагом подающего барабана, а барабан T1 должен иметь одно гнездо, чтобы сохранить отношение передачи между барабанами не более 2:1. Следовательно, в таблице 2 имеется лишь четыре блока данных, однако в каждом блоке обеспечены разные варианты для барабана T5 с 12 или с 15 гнездами.
И, наконец, система 3 (фиг.8 и таблица 3) работает только от главного привода, при этом барабаны T5 и T3 вращаются от передач, связанных с главным приводом, а барабаны T2 и T1 - от самого главного привода. Подача производится с постоянной скоростью, и, как и в обеих предыдущих системах, барабаны T5-T2 имеют диаметр 300 мм, а барабан T1 имеет диаметр 432 мм. Так как скорость подачи постоянная, возможна подача в машину для обработки емкостей в полном диапазоне количества циклов, вплоть до 12.
Уровень риска отказа для данной системы высок в случае с барабанами для подачи с постоянной скоростью, имеющими 2 гнезда, 4 гнезда или 12 гнезд, так как отношение между шагом банки на конвейере и окружным шагом подающего барабана больше 2,6.
Системы подачи по изобретению были описаны выше исключительно в качестве примера, и в них могут быть внесены изменения, например, можно изменить тип емкостей, обрабатываемых расположенной впереди по ходу машиной для обработки емкостей, без отступления от объема изобретения, определенного формулой изобретения.
Реферат
Подающее устройство для изготовления емкостей, таких как корпуса банок, содержит ряд из трех или более подающих барабанов (22, 30). Подающие барабаны принимают корпуса банок с линейным шагом и преобразуют этот шаг в окружной шаг. Используя ряд барабанов, банку перемещают к машине для обработки емкостей с желаемым линейным шагом и определенной скоростью. Передаточное отношение между отдельными барабанами в ряду подающих барабанов переменное и не превышает 2:1. Обеспечивается изменение шага подачи емкостей за счет изменения диаметра барабанов, и/или количества гнезд барабанов, и/или скорости вращения барабанов. 2 н. и 10 з.п. ф-лы, 10 ил., 3 табл.
Формула
конвейер для доставки емкостей с линейным шагом;
подающий барабан для приема емкостей и увеличения шага емкостей до окружного шага подающего барабана; и
ряд из по меньшей мере двух или более дополнительных круглых барабанов, которые принимают и передают емкости;
отличающееся тем, что:
последний круглый барабан подающего устройства имеет количество гнезд, равное количеству инструментов в инструментальной группе следующего за ним обрабатывающего барабана машины для обработки емкостей, к которому посредством подающего устройства подают емкости; и
передаточное отношение между предыдущим и последующим барабанами (Т5:Т4, Т4:Т3, Т3:Т2, Т2:Т1) подающего устройства является дискретным и не превышает 2:1.
обеспечение емкостей, разделенных линейным шагом;
прием емкостей на подающий барабан (Т5) таким образом, что емкости разделены окружным шагом;
пропускание емкостей через ряд дополнительных круглых барабанов (Т4, Т3, Т2, Т1) к машине для обработки емкостей; и,
возможно, рециркуляцию емкостей на машине для обработки емкостей;
отличающийся тем, что на стадии пропускания емкостей в подающем устройстве используют отдельные передаточные отношения (Т5:Т4, Т4:Т3, Т3:Т2, Т2:Т1) между соседними барабанами, которые составляют не более чем 2:1,
причем на последнем барабане (Т1) подающего устройства обеспечивают такое количество гнезд, которое равно количеству инструментов в инструментальной группе следующего за ним обрабатывающего барабана машины для обработки емкостей.
Комментарии