Способ изготовления металлопластиковых баллонов - RU2715072C1
Код документа: RU2715072C1
Чертежи
Описание
Изобретение относится к области газовой аппаратуры и может быть использовано в газовой, авиационной, судостроительной, автомобильной и смежных с ними отраслях промышленности, где применяются металлопластиковые/металлокомпозитные баллоны высокого давления (ВД), предназначенные для хранения и транспортирования сжатого или сжиженного газа. Преимущественно, предлагаемое изобретение может быть использовано для металлопластиковых/металлокомпозитных баллонов больших размеров (от 0,02 м3 и более) с толстостенными металлическими лейнерами, несущими часть нагрузки (тип 3 по ГОСТ 51753-2001, ИСО 11119-2 и т.п.).
Известны, широко используемые в настоящее время, баллоны высокого давления (ВД), содержащие внутреннюю, как правило, герметичную металлическую оболочку (лейнер), состоящую, как правило, из цилиндрической части и двух куполообразных днищ с горловинами (или одной горловиной), и внешнюю силовую пластиковую оболочку, образованную намоткой на поверхность лейнера жгута/ровинга из высокомодульного волокна (например, стекловолокна, базальтоволокна, углеволокна, органического волокна), пропитанного связующим веществом. Для обозначения описанных баллонов высокого давления с внутренней герметичной металлической оболочкой (которая также называется "лейнер") и внешней силовой пластиковой оболочкой в настоящее время широко используются такие термины, как металлопластиковые баллоны ВД или металлокомпозитные баллоны ВД. Любой из указанных терминов характеризует баллон высокого давления с внешней силовой пластиковой оболочкой, покрывающей поверхность внутренней металлической оболочки (лейнера). Далее в описании, как равнозначные, могут быть использованы как термин металлопластиковый баллон ВД, так и термин металлокомпозитный баллон ВД.
Среди требований, предъявляемых к металлопластиковым баллонам ВД, приоритетными являются: минимизация удельной материалоемкости (d) баллона, определяемой отношением массы баллона к его объему (вместимости), при обеспечении высокого ресурса по числу циклов нагружения (заправок) при безопасной эксплуатации баллонов ВД.
Одним из основных показателей, влияющих на минимизацию удельной материалоемкости баллонов ВД, является прочность материала, в частности металла и/или металлического сплава (далее по тексту используется также термин «металлический материал», характеризующий как металлы, так и металлические сплавы), из которого выполнена герметичная оболочка (далее по тексту "оболочка" или "лейнер") баллона ВД. Чем выше характеристики прочности металлического материала оболочки баллона ВД, тем более тонкие стенки и массу может иметь эта оболочка.
Одним из известных способов упрочнения металлических материалов является способ криогенного упрочнения, который позволяет существенно повысить их прочность.
Из уровня техники известно, что в результате криогенного охлаждения прочностные характеристики существенно повышаются у широкого спектра металлов и металлических сплавов. При 77 К (температура кипения жидкого азота) предел прочности и предел текучести большинства металлов в 2-3 раза больше, чем при комнатной температуре (А.Г. Подольский, Л.З. Лубяный, Н.Е. Оверко. Свойства веществ при низких температурах. Справочное пособие. Харьков НТУ «ХПИ», 2003), прочность некоторых пластмасс увеличивается в 8 раз, стекла - в 12 раз. При 4,2 К (температура кипения жидкого гелия) предел прочности меди в 2 раза больше, чем при комнатной температуре, а прессованного алюминия в 6 раз, сталей в 2,5-3 раза (Клименко А.П, Новиков Н.В., Смоленский Б.Л., Могильный В.И., Климентьев В.И., Рохленко М.А. Изменение свойств конструкционных материалов при охлаждении. http://www.holodilshchik.ru/index_holodilshchik_issue_8_2005_Machine_building.htm). Прочность сплава АМг5 при температуре (Т) минус 196°С увеличивается в среднем на 40% по сравнению с прочностью при Т +20°С, а титанового сплава ВТ-6 – на 60% при сохранении их пластичности (Гудков С.И. Механические свойства промышленных цветных металлов при низких температурах. Москва 1971. Издательство Металлургия).
Однако, известно, что эффект криогенного упрочнения металлического материала, как правило, сопровождается динамическим возвратом или рекристаллизацией при отогреве обработанного материала до более высоких температур, в том числе комнатной температуры и выше, что не позволяет сохранить полученные высокие прочностные характеристики после возврата изделия из данного материала к обычным температурам эксплуатации (например, от минус 50 до + 50 градусов С).
Кроме того, в общем случае, увеличение прочности материалов при низкотемпературном упрочнении может быть нейтрализовано их охрупчиванием.
Известны также криогенно - деформационные способы обработки материалов, обеспечивающие повышение прочности и эксплуатационной надежности материалов, в том числе металлических материалов, включающие пластическую деформацию (интенсивную пластическую деформацию материала – ИПД) изделия в жидком азоте (патенты RU №№ 2049126, 2365633, 2394922), а также способы «ударного» охлаждения, сопровождающиеся пластическими деформациями сжатия (А.А. Морев, Лабораторная установка для криогенной обработки породоразрушающего инструмента. УДК 622.24. 2014).
Такая обработка позволяет более эффективно измельчить зёренную структуру обрабатываемого материала, обеспечивает существенное повышение его прочностных характеристик, не сопровождается динамическим возвратом или рекристаллизацией и, в основном, позволяет сохранить полученные высокие прочностные характеристики при отогреве до комнатной температуры и выше. При этом, повышение прочности материала обрабатываемого изделия достигается при меньших деформационных усилиях по сравнению с традиционными методами интенсивной пластической деформации. (М.А. Васильев, С.М. Волошко, Л.Ф. Яценко. Микроструктура и механические свойства металлов и сплавов, деформированных в жидком азоте (обзор). Успехи физ.мет., т.13, с. 303-343. 2012 ИМФ).
Известные криогенные и криогенно - деформационные способы обработки материалов, позволяют получить материалы, в том числе металлические материалы, с достаточно высокими показателями прочности.
Однако известно, что использование на стадии изготовления оболочки баллона ВД более прочного, но менее пластичного металлического материала приводит к более сложной технологии изготовления оболочки баллона, в том числе на стадии обработки днищ с горловинами требуются большие усилия при закатке или обжиме. Кроме того, такие способы обработки днищ и горловин проводятся при повышенной температуре – от 200 до 450°С, что может привести к рекристаллизации металлов и сплавов и потере эффекта криоупрочнения.
Известные способы криогенного и криогенно - деформационного упрочнения металлических материалов, как правило, осуществляют путем погружения изделий в среду криогенной жидкости с низкой отрицательной температурой (от минус 150 до минус 269°С), например, в жидкий азот, и выдержкой в ней, в частности, с помощью заполненных жидким азотом специальных установок или сосудов Дьюара с большим проходным отверстием в горловине (Н.А.Кокорин, Термическая обработка при криогенных температурах. РИТМ машиностроения, №2, 2018. www.ritm-magazine.ru).
Однако, упрочнение металлического материала оболочки металлопластиковых баллонов ВД с погружением изготовленного баллона в специальное устройство, заполненное жидким азотом или другой криогенной жидкостью, приведет к существенному осложнению технологии изготовления металлопластиковых баллонов ВД, поскольку такое упрочнение является дополнительной трудоемкой операцией, требующей достаточно громоздкого дополнительного оборудования, большого расхода криогенной жидкости и дополнительного времени. Кроме того, как правило, пластиковая композитная оболочка обладает хорошими теплоизоляционными свойствами, что будет препятствовать эффективному захолаживанию металлической оболочки металлопластикового баллона.
При этом невозможно осуществить деформационное воздействие на оболочку, погруженную в емкость с криогенной жидкостью. Как правило, такие температурные воздействия на оболочку приводят к потере устойчивости самой оболочки (возникновение погибей, волн, изменение геометрических параметров и т.п.).
В настоящее время широкое распространение получили технологии изготовления как металлических баллонов ВД (включающих только герметичную металлическую оболочку без внешней пластиковой оболочки), так и металлопластиковых баллонов ВД, в которых упрочнение материала (металла или сплава) оболочки осуществляют в процессе изготовления баллона ВД.
Известны способы повышения прочности (несущей способности) материала металлических криогенных баллонов ВД захолаживанием металлического материала баллона до криогенных температур путем заполнения баллона ВД криогенной жидкостью (УДК 621.7-216. Сосуды давления для космических аппаратов. Исследования наукограда № 2(4) апрель-июнь 2013).
Проведенные на Омском авиационном заводе испытания толстостенных баллонов с рабочим давлением 200 кгс/см2 вместимостью 60 л из сплава АМг6 для оценки их конструктивной прочности при температурах 20°С и минус 196°С показали, что среднее значение разрушающего давления при 20°С равно 376 кг/см2, а при минус 196°С – 457 кгс/см2 (УДК 621.7-216. Сосуды давления для космических аппаратов. Исследования наукограда № 2(4) апрель-июнь 2013).
Криогенная обработка позволяет производить объемное упрочнение материалов на значительную глубину, является простой, не требует капитальных затрат.
Однако известно, что полученное таким способом упрочнение металлических материалов существенно теряется после отогрева, т.е. повышения температуры до обычных температур эксплуатации большинства изделий, которые не относятся к криогенным изделиям, криогенным баллонам ВД (как правило, от минус 50 до плюс 65 °С), например металлопластиковых баллонов ВД, используемых в газовой, авиационной, судостроительной, автомобильной и смежных с ними отраслях промышленности (ОСТ 26-04-2585-80 «Техника криогенная и криогенновакуумная. Сосуды и камеры Нормы и методы расчета на прочность, устойчивость и долговечность сварных конструкций», введенным в действие в 1981 г.).
Кроме того, данный способ используется только для металлических баллонов ВД.
Известны способы изготовления металлических и металлопластиковых баллонов ВД, в которых упрочнение материала (металла или сплава) оболочки баллона осуществляют в процессе изготовления баллона путем термической обработки готовой оболочки (закалка и отжиг) после деформационной обработки закаткой (обкаткой или обжимом).
Известны, например, металлопластиковые баллоны ВД с алюминиевыми оболочками и способы их изготовления по патентам RU №№2136425, 2263001, №2175088.
В частности, в патенте RU №2136425, как и в других известных решениях, внутренняя герметичная оболочка выполнена из термически упрочняемого алюминиевого сплава, например, АД 31 и АД 33 (западные аналоги 6061 и 6066). Металлические и металлопластиковые баллоны ВД с алюминиевой оболочкой из термически упрочняемых алюминиевых сплавов после изготовления оболочки подвергают термической обработке (закалка и искусственное старение) с целью обеспечения требуемого уровня прочности материала.
Однако такая термическая обработка металлических оболочек связана со значительными трудовыми и материальными затратами, что осложняет и повышает стоимость изготовления таких баллонов. Особые трудности возникают при термообработке крупногабаритных оболочек при изготовлении металлических или металлопластиковых баллонов больших размеров с диаметрами более 350 миллиметров и длиной более 4-5 метров.
При термической обработке крупногабаритное изделие изменяет свои геометрические размеры и форму (коробится, прогибается на подставках в печи, становится некруглым и т.п.). Кроме того, затруднено поддержание требуемой равномерной температуры по всему пространству печи и оболочки, что делает процедуру термообработки очень дорогой.
Кроме того, такое термическое упрочнение оболочек из алюминиевых сплавов во многих случаях не позволяет получить достаточную прочность материала с целью оптимизации удельной материалоемкости баллона.
При этом, данный способ имеет существенные ограничения по виду используемого материала для изготовления оболочек металлопластиковых баллонов ВД, поскольку могут быть использованы только термически упрочняемые алюминиевые сплавы.
Наиболее близким к предлагаемому техническому решению является известный способ изготовления металлопластиковых баллонов ВД, включающий упрочнение материала металлической оболочки, содержащий изготовление внутренней оболочки баллона из термически неупрочняемого алюминиево-магниевого сплава, выбранного из группы: АМг2, АМг2,5, АМг3, АМг3,5, АМг4, АМг4,5, АМг5, АМг6 или их аналогов, и упрочнение данного сплава путем пластического деформирования при нагружении баллона технологическим пробным давлением, как правило более высоким, чем стандартное давление при испытании баллонов на прочность (патент RU № 2382919).
Использование термически неупрочняемого алюминиево-магниевого сплава (магналий) для производства металлических внутренних оболочек (лейнеров) металлопластиковых баллонов ВД, позволяет исключить дополнительную операцию упрочнения материала оболочки, а именно, термическое упрочнение материала оболочки (закалка и искусственное старение) и тем самым упростить и удешевить технологию изготовления баллонов ВД, особенно баллонов, имеющих большие габариты, и, соответственно, упростить и удешевить технологию изготовления металлопластиковых баллонов ВД.
Однако такое упрочнение материала оболочек из термически неупрочняемого алюминиево-магниевого сплава во многих случаях не позволяет получить достаточную прочность материала с целью оптимизации удельной материалоемкости металлопластикового баллона.
Кроме того, данный способ также имеет существенные ограничения по виду используемого материала для изготовления оболочек металлопластиковых баллонов ВД, поскольку могут быть использованы только термически неупрочняемые алюминиево-магниевые сплавы.
При этом известно, что общепринятыми материалами для изготовления металлических оболочек металлопластиковых баллонов ВД являются стальные и алюминиевые сплавы, например, термически упрочняемые сплавы алюминия АД 31 (западный аналог - 6061) и АД 33 (западный аналог - 6066) (Материалы "Прибрежной Технологической Конференции", 1997, Хьюстон, Техас, 5-8 мая 1997, статья "Разработка и аттестация улучшенных металлокомпозитов для морских применений", стандарты HSE-AL-FW2 (Великобритания) и NGV 2 - 1998 (США) и т.п.
В основу настоящего изобретения положена задача создать способ изготовления металлопластиковых баллонов ВД, включающий такой процесс упрочнения материала внутренней металлической оболочки баллона ВД, который позволит обеспечить высокие показатели прочности широкого класса металлических материалов внутренней металлической оболочки и тем самым создать металлопластиковый баллон ВД с более тонкими стенками металлической оболочки по сравнению с традиционными металлопластиковыми баллонами ВД при одинаковом показателе (уровне) их несущей способности, при этом упростить и удешевить способ изготовления металлопластиковых баллонов ВД.
Поставленная задача решается тем, что в способе изготовления металлопластикового баллона высокого давления, содержащем изготовление внутренней металлической оболочки и внешней силовой пластиковой оболочки баллона, упрочнение материала металлической оболочки, включающее пластическую деформацию металлического материала оболочки, путем нагружения металлопластикового баллона высокого давления внутренним давлением заданной величины, согласно предлагаемому изобретению, пластическую деформацию материала металлической оболочки баллона осуществляют после захолаживании внутренней металлической оболочки до заданной отрицательной температуры путем заполнения металлопластикового баллона ВД криогенной жидкостью.
Захолаживание внутренней металлической оболочки и, соответственно, ее металлического материала, происходит в результате заполнения полости металлопластикового баллона ВД, а именно, внутренней металлической оболочки, криогенной жидкостью. Следствием охлаждения металлической оболочки до заданной отрицательной температуры является криогенное упрочнение (криогенная обработка) материала металлической оболочки металлопластикового баллона ВД в результате измельчения структуры материала и, в основном, для металлических материалов, еще и в результате возникающих остаточных напряжений сжатия и, соответственно, повышения твердости и ударной вязкости (прочности).
Под действием внутреннего давления определенной величины в металлопластиковом баллоне ВД, и, соответственно, во внутренней металлической оболочке, происходит объемная деформация металлической оболочки и пластическая деформация металлического материала оболочки металлопластикового баллона ВД. В результате пластической деформации металлического материала внутренней оболочки, охлажденной криогенной жидкостью до отрицательных температур, эффект упрочнения металлического материала этой оболочки существенно возрастает.
Пластическая деформация материала металлической оболочки, охлажденной до необходимой отрицательной температуры, обеспечивает существенное повышение прочностных характеристик металлического материала оболочки в металлопластиковом баллоне ВД, которое не сопровождается динамическим возвратом или рекристаллизацией, что позволяет в значительной степени сохранить полученные высокие прочностные характеристики металлического материала оболочки при ее отогреве до комнатной температуры и выше, то есть до температур эксплуатации широкого ассортимента металлопластиковых баллонов ВД.
Процесс упрочнения материала металлической оболочки осуществляют без дополнительного крупногабаритного оборудования и дополнительных трудоемких операций, что обеспечивает простую и достаточно дешевую технологию изготовления металлопластиковых баллонов ВД в широком классе металлических материалов внутренней оболочки баллона ВД.
Целесообразно металлопластиковый баллон ВД устанавливать вертикально и криогенную жидкость заливать в полость металлопластикового баллона ВД, а именно, в металлическую оболочку, через нижнюю горловину металлопластикового баллона ВД, при этом холодную газовую фазу отводить через верхнюю горловину.
Заполнение криогенной жидкостью металлической оболочки вертикально установленного металлопластикового баллона ВД через его нижнюю горловину может осуществляться переливом или с помощью криогенного насоса высокого давления.
При этом, в процессе заливки в металлическую оболочку криогенной жидкости происходит ее кипение и интенсивное перемешивание, что повышает скорость захолаживания металлической оболочки и, как следствие, повышает эффективность упрочнения ее материала.
Целесообразно осуществлять высокоскоростное захолаживание металлической оболочки путем заполнения металлопластикового баллона ВД криогенной жидкостью с помощью криогенного насоса.
Высокоскоростное захолаживание металлической оболочки металлопластикового баллона ВД включает в себя максимально быстрое охлаждение материала, из которого она изготовлена, до необходимой отрицательной температуры и представляет собой способ «ударного» охлаждения, которое сопровождается пластическими деформациями сжатия (А.А. Морев, Лабораторная установка для криогенной обработки породоразрушающего инструмента. УДК 622.24. 2014). Высокоскоростное захолаживание позволяет более эффективно измельчить зёренную структуру обрабатываемого материала и тем самым обеспечивает более эффективное повышение прочностных характеристик материала, не сопровождается динамическим возвратом или рекристаллизацией.
Заполнение внутренней полости металлопластикового баллона ВД, а именно, внутренней металлической оболочки криогенной жидкостью с помощью криогенного насоса обеспечивает более интенсивное перемешивание и кипение криогенной жидкости, что значительно повышает скорость захолаживания металлической оболочки и обеспечивает высокоскоростное захолаживание металлической оболочки металлопластикового баллона ВД.
В соответствии с одним вариантом, целесообразно осуществлять следующую последовательность действий для реализации способа: в полость металлопластикового баллона ВД заливают криогенным насосом высокого давления криогенную жидкость до достижения металлопластиковой оболочкой заданной температуры, герметизируют металлопластиковый баллон ВД, создают в нем заданное внутреннее давление, заливая в полость металлопластикового баллона криогенную жидкость криогенным насосом высокого давления, и далее сливают из металлопластикового баллона криогенную жидкость.
Указанная последовательность действий позволяет захолаживать металлическую оболочку до требуемой отрицательной температуры с одновременной пластической деформацией металлического материала оболочки, тем самым обеспечить необходимое упрочнение материала металлической оболочки с минимальными потерями криогенной жидкости.
Использование криогенного насоса высокого давления позволяет поднять давление в металлопластиковом баллоне ВД достаточно быстро – в течение нескольких минут. При этом, как указывалось выше, использование криогенного насоса высокого давления для заполнения металлопластикового баллона криогенной жидкостью обеспечивает более интенсивное перемешивание и кипение криогенной жидкости, что значительно повышает скорость захолаживания металлической оболочки.
Заданная масса заливаемой в металлическую оболочку криогенной жидкости и заданное внутреннее давление, которое создают насосом высокого давления в металлопластиковом баллоне ВД, зависят от конструкционных особенностей металлопластикового баллона высокого давления, в том числе, материала металлической оболочки, массы металлической оболочки и ее теплофизических свойств.
В другом варианте реализации способа, целесообразно осуществлять следующую последовательность действий: в полость металлопластикового баллона ВД заливают криогенную жидкость в заданном количестве по массе, необходимом для его захолаживания до нужной температуры и создания заданного внутреннего давления в результате испарения криогенной жидкости, герметизируют металлопластиковый баллон ВД, и выдерживают его до создания в нем заданного внутреннего давления в результате испарения криогенной жидкости и выпускают из металлопластикового баллона газовую фазу испарившейся криогенной жидкости.
Как и в вышеописанном варианте реализации способа, указанная последовательность действий позволяет захолаживать металлическую оболочку до требуемой отрицательной температуры с одновременной пластической деформацией металлического материала оболочки, тем самым обеспечить необходимое упрочнение материала металлической оболочки с минимальными потерями криогенной жидкости.
Заданная масса заливаемой в металлическую оболочку криогенной жидкости и заданное внутреннее давление, при котором выдерживают металлопластиковый баллон ВД, зависят от конструкционных особенностей металлопластикового баллона высокого давления, в том числе, материала металлической оболочки, массы металлической оболочки и ее теплофизических свойств.
Такой способ создания заданного внутреннего давления в металлопластиковом баллоне ВД позволяет исключить использование дорогостоящего криогенного насоса высокого давления. В данном случае, для заливки криогенной жидкости можно использовать стандартные и недорогие криогенные насосы низкого давления и нужной производительности.
Однако в данном случае требуется достаточно продолжительное время, чтобы давление в баллоне ВД поднялось до нужного значения в результате испарения жидкой фазы, т.к. теплопроводность пластиковой оболочки незначительная и теплоприток из вне небольшой.
Целесообразно, заданное количество по массе криогенной жидкости, заливаемой в металлопластиковый баллон ВД (во внутреннюю полость металлической оболочки) при нормальных условиях эксплуатации металлопластикового баллона ВД, определять из расчета захолаживания материала внешней силовой оболочки до температуры кипения заливаемой криогенной жидкости.
Поскольку упрочнение материала внутренней металлической оболочки осуществляют после изготовления внешней пластиковой оболочки на поверхности металлической оболочки, то контроль температуры внутренней металлической оболочки в процессе захолаживания осуществить значительно сложнее, чем контроль температуры внешней пластиковой оболочки. При этом захолаживание внешней силовой оболочки до заданной криогенной температуры гарантирует захолаживание внутренней металлической оболочки до той же температуры.
Кроме того, также известно, что пластиковые материалы, традиционно используемые для изготовления внешних силовых оболочек металлопластиковых баллонов, также упрочняются при захолаживании (Высокопрочные ориентированные стеклопластики. Г.А. Андреевская, АНСССР, институт химической физики, Издательство «Наука», М.1966, стр.305). При криогенных температурах прочность стеклопластиков возрастает в 2-3 раза с одновременным возрастанием ударной вязкости на 30-40%. Стеклопластики как теплоизоляционный материал обладают наивысшими показателями эффективности (https://studfiles.net/preview/1076727/page:6/).
Увеличение прочностных характеристик внешней пластиковой оболочки позволяет выполнить металлопластиковый баллон ВД с более тонкой внешней пластиковой оболочкой либо с более тонкой металлической оболочкой (лейнером).
Однако поскольку пластиковая оболочка является теплоизолятором (УДК 536.2. Теплоемкость и теплопроводность стеклоэпоксидов при криогенных температурах. А.Б. Круглов, В.С. Харитонов. МИФИ), то для захолаживания пластика по всей толщине может потребоваться большая масса криогенной жидкости и более длительная выдержка по времени, чем для захолаживания внутренней металлической оболочки.
Целесообразно, металлопластиковый баллон ВД нагружать максимально допустимым внутренним давлением, исключающим пластическое деформирование материала металлической оболочки при сбросе внутреннего давления в металлопластиковом баллоне ВД с заданного значения до нуля.
Известно, что степень упрочнения металлического материала повышается с увеличением степени его пластической деформации. Под действием внутреннего давления внутренняя металлическая оболочка расширяется вместе с внешней силовой оболочкой. При росте внутреннего давления выше определенного уровня материал внутренней металлической оболочки начинает пластически деформироваться – т.е. изменять безвозвратно свои геометрические размеры. При опорожнении металлопластикового баллона, давление во внутренней металлической оболочке начинает падать. При этом металлическая оболочка не может вернуться к прежним размерам, так как была пластически (безвозвратно) деформирована и начинает обжиматься внешней пластиковой упругой оболочкой (пластик упруго деформируется вплоть до разрушения). При усилиях сжатия (обжатия) металлической оболочки выше максимально допустимых, металлическая оболочка начнет деформироваться пластически, т.е. изменять форму. Однако, при обжатии конструкция пластически не деформируется, а стремится потерять свою форму (возникают погиби, складки и т.п.), что не допускается для металлических оболочек металлопластиковых баллонов ВД, поскольку в местах этих складок и погибей быстро прорастают сквозные трещины при следующих циклах нагрузки-разгрузки металлопластикового баллона ВД (заправки-выдаче газа).
Соответственно, для достижения максимальной степени упрочнения металлического материала внутренней оболочки требуется создать максимально допустимое для каждого конкретного типа металлопластикового баллона ВД внутреннее давление, которое, после его полного снятия, не вызовет потерю устойчивости внутренней металлической оболочки таких баллонов из-за ее обжатия внешней упругой пластиковой (композитной) оболочкой.
Указанное максимально допустимое внутреннее давление в металлопластиковом баллоне можно определить расчетами по известным методикам (Дмитриенко Р. И. Упругопластическое деформирование тонкостенного, укрепленного в кольцевом направлении стального баллона, при нагружении его внутренним давлением // Рабочая записка: RZ DRI - 090117. URL: http://www.dri1.cc.ua/RZ/RZ-DRI-090117.pdf (дата обращения: 17.12.2017).
Целесообразно, в качестве криогенной жидкости использовать жидкий азот.
Жидкий азот является достаточно дешевым и широко распространенным средством, при этом его температура (минус 195,8 °С) достаточна для криогенного упрочнения широкого спектра металлов и их сплавов.
Целесообразно, для изготовления металлической оболочки металлопластиковых баллонов ВД использовать материалы, пригодные для изготовления баллонов и сосудов, работающих под давлением, не склонные к охрупчиванию при криогенных температурах.
Данному условию удовлетворяет достаточно широкий класс металлических материалов. Перечни металлических материалов для криогенных температур широко описаны в литературе, например, - http://www.vxi.ru/material/metally-kriogenika/.
Основную опасность при низкотемпературном деформировании изделий представляет их хрупкое разрушение без предварительной пластической деформации. Возможность хрупкого разрушения определяется составом и структурой металла, особенностями нагружения и местной концентрацией напряжений, наличием трещин, раковин, надрезов и царапин. Хрупкое разрушение происходит внезапно при напряжениях, которые могут быть меньше предела текучести; поэтому предпочтительно, чтобы, кроме удовлетворительных прочностных свойств, материалы имели удовлетворительную пластичность.
Целесообразно, для изготовления металлической оболочки использовать материалы, выбранные из группы: аустенитные нержавеющие стали, титановые сплавы (ВТ6 и его аналоги), деформируемые термически неупрочняемые алюминиевые сплавы АД1, АМц, АМг5 – АМг6 и их аналоги.
Данная группа материалов включает достаточно широкий класс металлических материалов, которые относятся к широко распространенным металлическим материалам, используемым для изготовления металлических оболочек металлопластиковых баллонов БД, которые при этом не склонны к охрупчиванию при криогенных температурах.
Экспериментально авторами обнаружено, что прочность, например, алюминиевого (сплав АМг6М) бесшовного баллона после его захолаживания увеличивается на 10-15%, что совпадает с экспериментальными данными других исследователей (УДК 621.7-216. Сосуды давления для космических аппаратов. Исследования наукограда № 2(4) апрель-июнь 2013).
В дальнейшем, предлагаемое изобретение будет более подробно раскрыто на конкретных примерах их выполнения со ссылками на рисунки, на которых изображены:
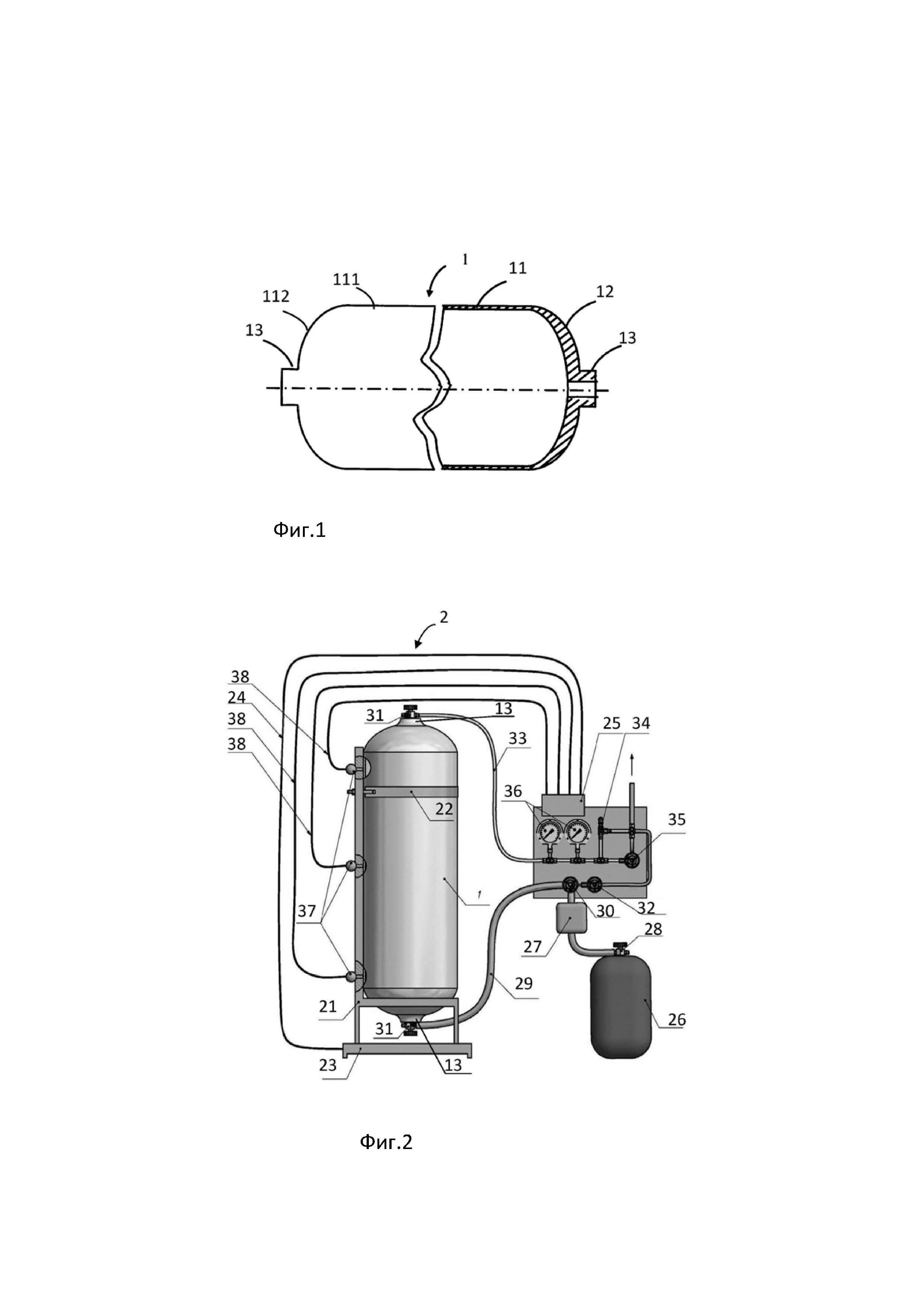
Фиг. 1 - металлопластиковый баллон высокого давления, продольный разрез;
Фиг. 2 - устройство для упрочнения металлопластикового баллона ВД с установленным металлопластиковым баллоном.
На Фиг. 1 показан металлопластиковый баллон 1 высокого давления (ВД), включающий внутреннюю герметичную металлическую оболочку (лейнер) 11, внешнюю силовую оболочку 12, полностью покрывающую внутреннюю герметичную металлическую оболочку (лейнер) 11, например, путем армирования волокнами по окружности и в направлении оси баллона, и две горловины 13. Далее по тексту внутренняя герметичная металлическая оболочка 11 металлопластикового баллона 1 ВД может быть также обозначена, как лейнер 11.
Предлагаемый способ изготовления металлопластиковых баллонов ВД может быть использован преимущественно, для изготовления крупногабаритных металлопластиковых баллонов ВД с толстостенными металлическими лейнерами (отношение толщины стенки лейнера (внутренней оболочки) к его наружному диаметру более 2%).
Особенностью металлопластиковых баллонов ВД данной конструкции является возможность пластического деформирования металлического материала лейнера 11 в процессе гидравлического нагружения металлопластикового баллона 1 ВД внутренним давлением при изготовлении (автофреттирование) или при техническом освидетельствовании (заводских испытаниях баллонов на прочность).
Показанный на Фиг. 1 лейнер 11, содержит цилиндрическую часть 111 и два куполообразных днища 112.
Согласно предлагаемому способу, изготовление внутренней металлической оболочки (лейнера) 11 и внешней пластиковой оболочки 12 может быть осуществлено любым известным способом изготовления металлопластиковых баллонов ВД, как, например, описано в патенте № 2382919.
При этом выбор металлических материалов для изготовления лейнера 11 существенно более широкий.
В предпочтительном варианте, лейнер 11 может быть выполнен из аустенитной нержавеющей стали (12Х18Н10Т), которая может применяться для создания оборудования, работающего под давлением при гелиевых температурах или деформируемых алюминиевых сплавов АД1, АМц, АМг5, АМг6 и их аналогов, титановых сплавов а также любых других известных металлических материалов, пригодных для изготовления лейнеров и не склонных к охрупчиванию при криогенных температурах.
Использование таких материалов исключает вероятность хрупкого разрушения металлического лейнера 11 в результате пластической деформации его металлического материала при криогенных температурах.
Выбор конкретного металлического материала для изготовления лейнера 11 из указанного диапазона материалов зависит, как от конструкции и назначения металлопластикового баллона ВД, так и от свойств самого металлического материла.
Внешняя силовая оболочка 12 может быть образована намоткой на поверхность лейнера 11 прочного полимерного или минерального волокна, пропитанного смолой (связующим составом). Внешняя силовая пластиковая оболочка 12 может быть выполнена из любого известного полимерного или минерального материала, применяемого с этой целью, например, из органических жгутов Армос, Руслан и т.п., ровингов стеклянных, базальтовых или углеродных волокон.
Следующим этапом технологического процесса изготовления металлопластикового баллона 1 ВД является упрочнение металлического материала внутренней герметичной металлической оболочки (лейнера) 11.
Процесс упрочнения металлического материала лейнера 11 включает захолаживание металлического лейнера 11 до заданной отрицательной температуры путем его заполнения криогенной жидкостью.
Захолаживание металлического лейнера 11 включает в себя объемное охлаждение металлического материала, из которого он изготовлен, до необходимой отрицательной температуры. Наиболее технологично металлический лейнер захолаживать до температуры кипения заливаемой в него криогенной жидкости.
Поскольку упрочнение материала металлического лейнера 11 осуществляют после изготовления внешней пластиковой оболочки 12 на его поверхности, то контроль температуры металлического лейнера 11 осуществить значительно сложнее, чем контроль температуры внешней силовой пластиковой оболочки 12. При этом захолаживание внешней силовой пластиковой оболочки 12 до заданной криогенной температуры гарантирует требуемое объемное захолаживание металлического материала лейнера 11.
Соответственно, в предпочтительном варианте, для обеспечения гарантированного объемного захолаживания материала металлического лейнера 11 до заданной отрицательной температуры и упрощения контроля температуры его захолаживания, охлаждение лейнера 11 заливаемой в него криогенной жидкостью осуществляют до тех пор, пока температура внешней силовой пластиковой оболочки 12 металлопластикового баллона 1 ВД не достигнет определенного значения, обеспечивающего захолаживание лейнера 11 до нужной криогенной температуры. Контроль температуры захолаживания можно осуществлять на поверхности внешней силовой пластиковой оболочки 12.
При этом известно, что пластиковый материала также упрочняется при захолаживании, что позволяет выполнить металлопластиковый баллон с более тонкой внешней пластиковой оболочкой либо с более тонкой металлической оболочкой (лейнером) (УДК 620.22:539.3/4. Прочность и пластичность металлических и неметаллических композитов криогенного и аэрокосмического назначения В. А. Лотоцкая, Ю. А. Похил, А. И. Телегон, С. М. Дергун). Обычно выбирают уменьшение толщины (массы) более дорогого материала, если требуется сделать изделие более дешевым, либо уменьшают толщину более тяжелого материала (с большим удельным весом, удельной массой), если требуется уменьшить общую массу баллона.
В предпочтительном варианте в качестве криогенной жидкости используют жидкий азот, который имеет сравнительно невысокую стоимость и отрицательную температуру, достаточную для упрочнения широкого спектра материалов, используемых для изготовления металлопластиковых баллонов ВД и пригодных для работы при криогенных температурах. Также могут быть использованы другие криогенные жидкости, например, жидкий гелий, который имеет более низкую температуру, чем жидкий азот, но более высокую стоимость. Известно, что для многих материалов, используемых для изготовления металлопластиковых баллонов ВД, эффект упрочнения материала повышается при захолаживании до более низких температур. Например, для Х18Н9Т предел прочности при Т +20°С составляет 6600 кгс/см2, при Т минус 196°С – 15500 кгс/см2, а при Т минус 253°С – 17900 кгс/см2, а для дюралюминия – 4200, 5000 и 7100 кгс/см2 (УДК 541.12:531.787. Циклис Д.С. Техника физико-химических исследований при высоких и сверхвысоких давлениях. Изд.4-е, М., «Химия», 1976 г., стр.21). Соответственно, выбор криогенной жидкости для упрочнения материала металлического лейнера зависит от многих факторов, в том числе назначения металлопластикового баллона ВД.
Примерное количество по массе криогенной жидкости, необходимое для объемного захолаживания материала металлического лейнера 11 и внешней пластиковой оболочки 12 металлопластикового баллона 1 ВД до заданной максимальной отрицательной температуры, можно определить расчетным путем по известным методикам, исходя из массы и теплофизических свойств металлического материала лейнера 11 и внешней пластиковой оболочки 12 металлопластикового баллона 1 ВД. («О.А. Юранев. Исследование различных способов захолаживания криогенных топливных баков изделий ракетно-космической техники, Вестник МГТУ им. Баумана, Сер. Машиностроение, 2018, № 3»). Модель захолаживания металлических оболочек, основанная на длительности этапа охлаждения и количестве криогенной жидкости для этого, подробна изложена в работе «С.П.Горбачев, В.П.Попов, М.В.Славин. Определение времени захолаживания криогенного бака. Известия вузов. Машиностроение, 2006, № 5».
Предварительный расчет необходимого количества криогенной жидкости желателен для создания оптимального запаса криогенной жидкости, поскольку, как правило, криогенная жидкость не может долго храниться в криогенных (транспортных) емкостях.
При этом авторами установлено, что, то количество по массе криогенной жидкости (например, жидкий азот), которое соответствует полному заполнению металлического лейнера 11 металлопластикового баллона ВД, является достаточным для создания любого нужного давления в металлопластиковом баллоне ВД после полной газификации этой криогенной жидкости в лейнере 11 при нормальной температуре окружающей среды – вплоть до разрушения.
Например, для определения количества жидкого азота, необходимого для захолаживания металлического лейнера 11 и внешней пластиковой оболочки 12 металлопластикового баллона ВД, можно использовать следующие соотношения:
Азот жидкий:
1л жидкого азота (минус196°С) =0,8086 кг = 691л газообразного азота при 15°С и атмосферном давлении. 1 кг жидкого азота = 855 л газообразного азота при 15°С и атмосферном давлении. Индивидуальная газовая постоянная 296,8 Дж/(кг·К), плотность при нормальных физ. условиях – 1,251 кг/м3, молекулярная масса – 28 кг/кмоль.
2. Металлы и сплавы:
Удельная теплоемкость алюминиевого сплава с = 0,87 кДж/(кг • К). Нержавеющая сталь, удельная теплоемкость с = 0,47 кДж/(кг • К).
3. Пластики:
Удельная теплоемкость эпоксидного стеклопластика (Е-стекло) 1,1 кДж/(кг • К) – (Теплоемкость и теплопроводность стеклоэпоксидов при криогенных температурах. А.Б.Круглов, В.С.Харитонов. МИФИ. УДК 536.2).
Захолаживание лейнера 11 и внешней пластиковой оболочки 12 металлопластикового баллона ВД 1 включает в себя эффективное объемное охлаждение материала, из которого они изготовлены, до необходимой температуры.
В первую очередь определяют, какое количество теплоты Qt необходимо удалить из материала металлического лейнера 11 металлопластикового баллона ВД. Например, при весе лейнера из аустенитной стали -100 кг, разность температур Т1, = 20°С (окружающая температура), Т2 = минус 196°С (температура жидкого азота), ∆T = 216°С - http://topuch.ru/perevozka-sjijennih-gazov/index34.html:
Qt = m • с • ∆T = 100 × 0,47 × 216 = 10152 кДж.
При окончательном расчете теплоты, которую нужно удалить для захолаживания металлического лейнера 11 металлопластикового баллона ВД необходимо учесть теплоприток из окружающей атмосферы, который зависит от площади поверхности лейнера, времени и способа его захолаживания, а также теплоизоляционных свойств пластиковой оболочки (обычно определяется экспериментальным путем).
Количество теплоты, которое нужно удалить из внешней пластиковой оболочки, например, массой 50 кг при тех же условиях:
Qi = mпл • спл • ∆T = 50 × 1,1 × 216 = 11880 кДж.
Общее количество теплоты, которое необходимо удалить,
Q = Qt + Qi +QBH = 10152 + 11880 + QBH = 22032 кДж + QBH.
Qt – удаляемое количество теплоты для металлического лейнера баллона ВД;
Qi - удаляемой количество теплоты для внешней пластиковой оболочки;
QBH – теплоприток из окружающей среды определяется экспериментально и зависит от многих факторов (Аэрокосмические бортовые криогенные системы охлаждения [Электронный ресурс]: / А. И. Довгялло, С. О. Некрасова, Д. В. Сармин, А. А. Шиманов, А. Б. Цапкова, Д. А. Угланов; М-во образования и науки РФ, Самара, гос. аэрокосм. ун-т им. С. П. Королева (нац. исслед. ун-т)., стр.74.).
Для простоты расчетов рекомендуется рассматривать поведение криогенной жидкости в металлическом лейнере 11 при отсутствии внешних теплопритоков к внешней пластиковой оболочке 12 (изолированный баллон). При необходимости более точных данных, теплоприток можно определить экспериментально-расчетным методом, как предложено в патенте RU 2332647, измеряя температуру установившегося потока газообразного азота, выходящего из запорного клапана или штуцера для подсоединения отводящего трубопровода, установленного на верхней горловине баллона при газификации жидкого азота и температуру окружающей среды.
Зная удельную теплоту парообразования жидкого азота r = 197,6 кДж/кг., можно определить его количество, необходимое для захолаживания (отвода теплоты за счет испарения) внешней пластиковой оболочки металлопластикового баллона:
тмп = Q/r = 22032 :197,6 = 111, 5 кг (137 литров),
без учета теплопритока из окружающей среды.
Массу криогенной жидкости, заливаемой в металлопластиковый баллон 1 ВД (соответственно в лейнер 11), можно контролировать по показаниям весов. Для контроля массы криогенной жидкости можно использовать известные конструкции весов, применяемых для крупногабаритных предметов, например, платформенного типа с необходимой шкалой измерения и точностью.
В предпочтительном варианте криогенную жидкость заливают в лейнер 1 через нижнюю горловину 13 металлопластикового баллона 1, установленного вертикально.
При этом в процессе заливки криогенной жидкости в металлопластиковый баллон 1 ВД происходит ее интенсивное перемешивание в полости лейнера 11, что повышает скорость захолаживания металлического материала лейнера 11 и, как следствие, повышает эффективность упрочнения металлического материала лейнера 11.
В предпочтительном варианте, целесообразно заливать криогенную жидкость в металлопластиковый баллон 1 ВД с максимально возможной скоростью, чтобы обеспечить эффект «термического удара» или «ударного охлаждения». При достаточно низкой теплопроводности материала пластиковой оболочки 12 выравнивание температуры материала лейнера 11 с температурой криогенной среды происходит очень быстро. Следовательно, в металле лейнера 11 за короткий промежуток времени совершается значительный объем работы. Генерируемая в процессе такого термического удара энергия затрачивается на изменение объема и структурных показателей металла лейнера 11, приводящих к изменению механических свойств, в частности к повышению прочностных характеристик металлического материала лейнера 11.
Максимальную скорость заливки криогенной жидкости в металлопластиковый баллон 1ВД и, соответственно, лейнер 11, в предпочтительном варианте обеспечивают с помощью криогенного насоса высокого давления. В качестве криогенного насоса высокого давления может быть использован любой известный криогенный насос высокого давления.
Однако даже при невысокой начальной скорости заполнения лейнера 11 криогенной жидкостью, например, методом перелива, скорость его захолаживания остается достаточно высокой, в том числе благодаря перемешиванию и кипению криогенной жидкости внутри лейнера в процессе заливки.
Если после полного заполнения лейнера 11 криогенной жидкостью не удается достигнуть требуемой отрицательной температуры (это зависит от окружающей температуры, массы и размеров металлопластикового баллона ВД ), то криогенную жидкость доливают через нижнюю горловину 13 металлопластикового баллона 1 ВД после частичного ее испарения и вывода газообразной фазы из металлопластикового баллона 1 ВД через его верхнюю горловину 13.
Заливку криогенной жидкости и отвод газообразной фазы продолжают пока температура металлопластикового баллона 1 ВД, а именно, внешней поверхности пластиковой оболочки 12 не понизится до требуемой отрицательной температуры, например до температуры кипения используемой криогенной жидкости.
Контролируют температуру охлаждения лейнера 11 известными способами на внешней поверхности металлопластикового баллона 1, а именно, на внешней поверхности пластиковой оболочки 12 металлопластикового баллона 1 ВД в нескольких точках, например, вверху и внизу баллона, стоящего вертикально. Контроль температуры металлопластикового баллона 1 в нескольких точках требуется для обеспечения объемного охлаждения и, соответственно, эффективного упрочнения материала лейнера 11.
Для контроля температуры металлопластикового баллона 1 могут быть использованы известные датчики температур, например реостатные или сопротивления (терморезисторы), термопары и т.п., изолированные от теплопритоков из окружающей среды.
Когда температура металлопластикового баллона 1 на внешней поверхности, в контролируемых точках достигнет заданной, например, температуры кипения заливаемой в лейнер 11 криогенной жидкости, металлопластиковый баллон ВД герметизируют и создают в нем заданное внутреннее давление.
Заданное внутреннее давление в металлопластиковом баллоне 1 ВД (и в лейнере 11), которое создают в захоложенном металлопластиковом баллоне 1, во многом зависит от конструкции металлопластикового баллона, материала, из которого изготовлены лейнер и пластиковая оболочка и пр. факторов.
Для металлопластиковых баллонов ВД указанное внутреннее давление (V2) выбирают из условия максимально допустимого давления в металлопластиковом баллоне 1 и, соответственно, в лейнере 11, вызывающего, с одной стороны, максимально возможные пластические деформации в материале лейнера 11 при нагружении этим внутренним давлением, а с другой стороны, исключающем пластическое деформирование металлического лейнера 11 в результате обжима его пластиковой оболочкой 12 при сбросе давления до нуля. Известно, что материалы силовой пластиковой оболочки 12 могут деформироваться упруго вплоть до разрушения. В металлопластиковых баллонах ВД, под действием внутреннего давления происходит объемное расширение баллона ВД (лейнера 11 и пластиковой оболочки 12), которое сопровождается упругой деформацией пластиковой оболочки 12 (как правило до 2-3% при разрушении и 1-1,5% при пробном давлении испытания на прочность) и пластической деформацией металлического материала лейнера 11, предел упругих деформаций которого составляет всего лишь 0,18-0,20%.
Согласно одному варианту реализации способа, заданное внутреннее давление в металлопластиковом баллоне ВД создают криогенным насосом высокого давления, путем заливки в баллон дополнительной криогенной жидкости (если потребуется). При этом, осуществляют контроль по манометрам за давлением в металлопластиковом баллоне. Когда заданное внутреннее давление в металлопластиковом баллоне будет достигнуто, прекращают подачу криогенной жидкости криогенным насосом высокого давления и сливают из металлопластикового баллона криогенную жидкость.
Согласно другому варианту реализации способа, заданное внутреннее давление в металлопластиковом баллоне достигают в результате испарения криогенной жидкости с созданием внутреннего давления.
В этом случае, металлопластиковый баллон 1 герметизируют и прекращают подачу криогенной жидкости. Подача криогенной жидкости может быть отключена, например, с помощью перекрытия криогенного вентиля высокого давления в трубопроводе подачи жидкой фазы в металлопластиковый баллон 1. При этом, при необходимости, массу криогенной жидкости в лейнере 11 металлопластикового баллоне 1 ВД можно контролировать по весам.
Расчет количества (объема) криогенной жидкости для создания требуемого (заданного) давления в металлопластиковом баллоне 1 после его захолаживания можно провести по формуле, приведенной в патенте РФ http://bd.patent.su/2163000-2163999/pat/servl/servletca76.html
Vв



где
Vв- объем внутреннего сосуда (в нашем случае, количество жидкого азота в лейнере);
Vб- общий суммарный объем полостей баллона (в нашем случае – вместимость);
Pmax - максимально допустимое давление в баллоне;
R - газовая постоянная рабочего тела;
Tmax - максимально допустимая температура баллона.
Преобразуем формулу и определим давление, возникающее в металлической оболочке баллона ВД, например, вместимостью 100 литров.
Pmax= Vв×
Либо воспользуемся известным уравнением Менделеева-Клайперона:
P*V = (m/M)*R*T
M(N2) = 28 г/моль,
и определим, какое количество (граммы), например жидкого азота, нужно иметь в 100 литровом баллоне (0,1 м3) после его захолаживания, чтобы в нем после полной газификации создалось давление 40 МПа (40 × 106Па) при температуре окружающей среды +15°С (288К) после окончания термостатирования:
m(N2) = P*V*M / R*T
m = 40 × 106 × 0.1× 28 / 8.31 × 288 = 46798г (57,88 литра).
Как показывают расчеты, количество криогенной жидкости, необходимое для захолаживания лейнера 11 и пластиковой оболочки 12 металлопластикового баллона 1 ВД до температуры кипения используемой криогенной жидкости, например жидкого азота, как правило, больше, чем количество этой криогенной жидкости (в частности, жидкого азота), необходимое для создания внутреннего давления, требуемого для максимально возможной пластической деформации материала лейнера 11.
В лейнере 11, после его захолаживания и герметизации, за счет теплопритока из окружающей среды, будет идти процесс испарения (кипения) криогенной жидкости с созданием заданного внутреннего давления. Металлопластиковый баллон 1 ВД герметизируют с возможностью стравливания из его полости (а именно, полости лейнера 11) заданного количества газовой фазы испарившейся криогенной жидкости после создания в лейнере 11 заданного внутреннего давления.
Для отвода газовой фазы после создания в металлопластиковом баллоне 1 заданного давления открывают дренажный вентиль и стравливают газовую фазу в атмосферу или потребителю, либо сжижают ее для дальнейшего использования в процессе захолаживания следующих баллонов ВД. Для исключения превышения заданного давления в системе, на трубопроводе отвода газовой фазы перед дренажным вентилем трубопровода может быть установлен предохранительный пружинный клапан, который сбрасывает излишнее давление и поддерживает необходимый уровень заданного давления при закрытом дренажном вентиле трубопровода, отводящего газовую фазу из лейнера 11.
В качестве дренажного вентиля и предохранительного пружинного клапана могут быть использованы известные вентили и клапаны, выпускаемые промышленностью и выдерживающие нужные температуры и давления.
При достижении заданного внутреннего давления в металлопластиковом баллоне 1 газовую фазу испарившейся криогенной жидкости выпускают из лейнера 11, открыв дренажный вентиль.
Далее, пустой металлопластиковый баллон ВД подвергают обычным испытаниям на прочность и герметичность в соответствии правилами безопасности.
Авторами установлено, что в результате пластической деформации металлического материала лейнера 11, охлажденного криогенной жидкостью до заданной отрицательной температуры, эффект упрочнения материала лейнера 11 существенно возрастает, при этом достигнутые прочностные характеристики и структура металлического материала лейнера 11 не сопровождаются динамическим возвратом или рекристаллизацией, что позволяет в значительной степени сохранить полученные высокие прочностные характеристики материала лейнера при его отогреве до комнатной температуры и выше, то есть до температур эксплуатации широкого ассортимента металлопластиковых баллонов ВД.
В частности, экспериментально авторами установлено, что при заполнении жидким азотом металлопластикового баллона ВД состоящего из лейнера 11 толщиной 15 мм из алюминиевого сплава АМг6М, обмотанного стеклопластиковой силовой оболочкой 12 толщиной 8,4 мм, металлический материал лейнера 11 (алюминиевый сплав АМг6М) упрочняется после «отогрева» до нормальной температуры на 10-15%. Такое упрочнение материала лейнера позволяет изготовить металлопластиковый баллон ВД, в котором, например, как в описанном примере, лейнер несет около 40% разрушающей нагрузки при давлении 979 кгс/см2 или около 60% при рабочем давлении 408 кгс/см2, со стенками лейнера на 3-5% процентов тоньше, если захолаживание не сопровождалось пластическим деформированием материала лейнера (без создания внутреннего давления в баллоне). В том случае, если в баллоне при этом создавалось внутреннее давление за счет частичной газификации жидкого азота путем перекрытия заправочного и дренажного вентилей на баллоне, равное 60% от давления разрушения баллона ВД, вызывающее пластическое деформирование материала лейнера до 1,7-2,5%, упрочнение материала лейнера после отогрева превышало 20%, что позволяет уменьшить толщину стенки на 8-10 % при сохранении нужного уровня прочности самого баллона.
Для реализации процесса упрочнения металлического материала лейнера 11 в предпочтительном варианте используют специальную установку 2, показанную на Фиг. 2.
На Фиг. 2 установка 2 показана с установленным в ней металлопластиковым баллоном 1 ВД. Установка 2 для упрочнения металлического материала лейнера металлопластикового баллона 1 ВД содержит стойку 21 с хомутами 22 для фиксации в вертикальном положении металлопластикового баллона 1 ВД на стойке 21. Стойка 21 соединена с платформенными весами 23. Весы 23 соединены с помощью электрического кабеля 24 с показывающим измерительным устройством 25. В качестве такого устройства могут быть использованы известные приборы с дистанционным табло (дисплеем) или выносным индикатором.
Установка содержит криогенную емкость 26 и криогенный насос 27 высокого давления, соединенные через криогенный вентиль 28 низкого давления. В качестве такого вентиля могут быть использованы известные любые стандартные криогенные вентили, используемые в низкотемпературных и криогенных системах с номинальным диаметром от 25 до 32 мм. Установка содержит нагнетательный криогенный трубопровод 29, соединяемый с одного конца через криогенный трехходовой вентиль 30 высокого давления с криогенным насосом 27 высокого давления, с другого конца, через первый криогенный вентиль 31 высокого давления, с нижней горловиной 13 металлопластикового баллона 1 высокого давления.
В качестве трехходового вентиля 30 могут быть использован известные игольчатые трехходовые вентили с двумя входами под давлением фирмы Autoclave Engineers типа LT с криогенным покрытием и тефлоновым уплотнением, работающие при температурах до минус 252°С с номинальным диаметром 25 мм и рабочим давлением до 1000 бар или аналоги, производимые другими изготовителями, а в качестве криогенного вентиля 31 (2) высокого давления - известные клапаны сильфонные, предназначенные для установки в качестве запорных устройств на трубопроводах криогенных систем.
Трехходовой вентиль 30 может подключать нагнетательный криогенный трубопровод 29 либо к криогенному насосу 27, либо к дренажной магистрали через дренажный вентиль 32. В качестве такого дренажного вентиля могут быть использованы известные вентили серии Т соответствующего давления и проходного сечения.
Установка 2 также содержит трубопровод 33 высокого давления отвода газообразной фазы, соединяемый с одного конца через второй криогенный вентиль 31 высокого давления с верхней горловиной 13 металлопластикового баллона 1. С другого конца трубопровод 33 высокого давления отвода газообразной фазы соединен через предохранительный пружинный клапан 34 и дренажный вентиль 35 с атмосферой или магистралью (не показана) потребителя. На трубопроводе 33 высокого давления отвода газообразной фазы установлены два манометра 36 для измерения внутреннего давления в металлопластиковом баллоне 1 ВД. Кроме того, установка 2 содержит, по крайней мере, три датчика 37 температуры, распределенных по высоте стойки 21. Датчики температуры 37 соединены электрическими проводами 38 с показывающим прибором 25.
Упрочнение металлического материала металлопластикового баллона 1 на установке 2 осуществляется следующим образом.
Вновь изготовленный металлопластиковый баллон 1 ВД закрепляют в вертикальном положении на стойке 21, фиксируют его на стойке с помощью хомутов 22 и устанавливают на платформенные весы 23, соединенные с помощью электрического кабеля 24 с показывающим прибором 25. Криогенную емкость 26 заполняют заданным количеством криогенной жидкости, например, жидким азотом.
Нижнюю горловину 13 металлопластикового баллона 1 соединяют с помощью криогенного вентиля 31 высокого давления, нагнетательного криогенного трубопровода 29 и криогенного трехходового вентиля 30 с криогенным насосом 27 высокого давления, который через криогенный вентиль 28 низкого давления соединен со стандартной криогенной емкостью 26. Трехходовой вентиль 30 может подключать нагнетательный криогенный трубопровод 29 либо к криогенному насосу 27 либо к дренажной магистрали через дренажный вентиль 32. Затем к металлопластиковому баллону 1 ВД через криогенный вентиль 31 высокого давления, установленный в верхней горловине баллона 13, и трубопровод высокого давления 33 отвода газообразной фазы подсоединяют два манометра 36 для измерения внутреннего давления в металлопластиковом баллоне 1, предохранительный клапан 34 и дренажный вентиль 35 для выдачи газообразной фазы в атмосферу или потребителю. С помощью электрических проводов 38 к металлопластиковому баллону 1 подключают датчики 37 температуры с показывающим прибором 25. Открывают криогенный вентиль 31 в верхней горловине 13 металлопластикового баллона 1 и дренажный вентиль 35. Открывают криогенный вентиль 31 в нижней горловине 13 металлопластикового баллона 1. Трехходовым вентилем 30 соединяют нагнетательный криогенный трубопровод 29 с криогенным насосом 27. Проверяют работоспособность датчиков 37 температуры и фиксируют температуру металлопластикового баллона 1 и окружающей среды. Открывают вентиль 28 криогенной емкости 26. Включают криогенный насос 27 и заполняют криогенной жидкостью полость металлопластикового баллона 1, контролируя температуру на поверхности металлопластикового баллона 1 по показаниям датчиков 37 температур. Когда показания датчиков 37 температур достигнут заданной отрицательной температуры, перекрывают дренажный вентиль 35 выхода газообразной фазы. Продолжают подачу криогенной жидкости в металлопластиковый баллон 1 криогенным насосом 27 высокого давления, контролируя величину давления в металлопластиковом баллоне 1 по манометрам 36. После создания криогенным насосом 27 нужного давления в металлопластиковом баллоне 1 криогенный насос 27 выключают и отсоединяют его от нагнетательного криогенного трубопровода 29 трехходовым вентилем 30, вентиль 28 криогенной емкости 26 закрывают. Открывают дренажный вентиль 35 для выдачи газообразной фазы в атмосферу или потребителю и стравливают давление в баллоне до давления, достаточного для перекачки криогенной жидкости из баллона в стандартную криогенную емкость (как правило, от 6 до 16 кгс/см2), после чего дренажный вентиль 35 закрывают. Открывают дренажный вентиль 32 и сливают из металлопластикового баллона 1 криогенную жидкость через нижнюю горловину металлопластикового баллона 1, нагнетательный криогенный трубопровод 19, дренажный вентиль 35 и криогенный трубопровод (на Рис.2 не показан) низкого давления, соединенный с заправочным клапаном (на Рис.2 не показан) стандартной криогенной емкости 26. Окончание слива контролируют с помощью весов 23 (по массе пустого баллона) либо взвешиванием стандартной криогенной емкости 26. Закрывают заправочный клапан стандартной криогенной емкости. Открывают дренажный вентиль 32 и полностью опорожняют систему от газовой фазы до ноля. Металлопластиковый баллон 1 отсоединяют от трубопровода 33 высокого давления отвода газообразной фазы и от нагнетательного криогенного трубопровода 29. Расстегивают хомуты 22, открепляют металлопластиковый баллон 1 от стойки 21.
Приведенная установка может быть использована и при создании заданного внутреннего давления в металлопластиковом баллоне в результате испарения криогенной жидкости. В данном случае, вместо криогенного насоса высокого давления 27 можно применять стандартные криогенные насосы низкого давления. Для контроля массы криогенной жидкости для создания требуемого (заданного) давления в металлопластиковом баллоне 1 используют весы 23 взвешивая пустой металлопластиковый баллон 1 и заполненный.
Если давление в металлопластиковом баллоне 1 при выдержке (термостатировании) превысит заданное, то избыток давления газовой фазы стравливают через предохранительный клапан 34. При окончании выдержки металлопластикового баллона 1 и достижении заданного давления в металлопластиковом баллоне 1 открывают дренажный вентиль 35 и газовую фазу из металлопластикового баллона 1 выпускают либо в атмосферу, либо выдают потребителю. Возможно сжижение газовой фазы с помощью дросселирования, а также оставление газообразной фазы в металлопластиковом баллоне 1 под рабочим давлением путем перекрытия вентилей 31 (2) металлопластикового баллона 1. После полного стравливания газовой фазы из металлопластикового баллона 1 либо оставления газообразной фазы под рабочим давлением в металлопластиковом баллоне, вентили 31 перекрываются, а сам металлопластиковый баллон 1 отсоединяют от трубопровода 33 высокого давления отвода газообразной фазы и от нагнетательного криогенного трубопровода 29. Расстегивают хомуты 22, открепляют металлопластиковый баллон 1 от стойки 21. Если в металлопластиковом баллоне 1 остается рабочее давление газообразной фазы, то после перекрытия вентилей 31 металлопластикового баллона, необходимо сбросить давление в нагнетательном криогенном трубопроводе 29 путем соединения его через трехходовой вентиль 30 и открытия дренажного вентиля 35. Предпочтительно, полностью стравливать газообразную фазу из баллона и подвергнуть его техническому освидетельствованию (стандартным испытаниям на прочность и герметичность) в соответствии с правилами безопасности.
Данная установка облегчает процесс заливки криогенной жидкости в металлопластиковый баллон 1 ВД, контроль массы заливаемой в лейнер криогенной жидкости, контроль температуры и внутреннего давления в процессе упрочнения металлического материала металлопластикового баллона 1. Тем самым описанная установка обеспечивает технологичность процесса упрочнения металлического материала лейнера и изготовления металлопластикового баллона высокого давления.
Реферат
Изобретение относится к газовой промышленности, а именно к способам изготовления металлопластиковых баллонов высокого давления. Способ изготовления металлопластикового баллона высокого давления включает изготовление внутренней металлической оболочки и внешней силовой пластиковой оболочки. Упрочнение материала внутренней металлической оболочки включает пластическую деформацию металлического материала внутренней оболочки путем нагружения металлопластикового баллона заданным внутренним давлением. Пластическую деформацию металлического материала внутренней оболочки осуществляют после захолаживания внутренней металлической оболочки до заданной отрицательной температуры путем заполнения металлопластикового баллона ВД криогенной жидкостью. Технический результат изобретения заключается в упрочнении материала внутренней оболочки металлопластикового баллона. 8 з.п. ф-лы, 2 ил.
Комментарии