Набор инструментов, содержащий два протяжных штампа, для формирования тонких металлических емкостей в форме бутылки - RU2689838C2
Код документа: RU2689838C2
Чертежи




Описание
Область техники
[0001] Настоящее изобретение относится к набору инструментов для использования в производстве металлических емкостей и, в частности, к набору инструментов, содержащему штамп для вытяжки из полой листовой заготовки и два протяжных штампа для унифицированного формирования высоких алюминиевых чаш для использования в изготовлении емкостей в форме бутылки с высокой производительностью.
Предпосылки создания изобретения
[0002] Тонкостенные двухкомпонентные металлические банки часто изготавливают с помощью способов вытяжки с утонением. В способе вытяжки с утонением плоскую круглую заготовку из металла вытягивают через один или несколько вытяжных штампов для формирования полой чаши-преформы. Чашу-преформу затем устанавливают на свободный конец пуансона, выступающего из поршня с возвратно-поступательным движением. Чашу-преформу затем пропускают через один или несколько штампов для вытяжки из полой листовой заготовки и затем «утоньшают», пропуская ее через один или несколько протяжных штампов для того, чтобы удлинить и утончить боковую стенку чаши для формирования сформированной чаши. Термин «утонение» относится к операции принудительного перемещения чаши через протяжной штамп посредством пуансона, что приводит к уменьшению толщины боковой стенки и увеличению высоты чаши. После формирования чаши режущий инструмент удаляет любой излишек длины чаши и съемник в сборе снимает сформированную чашу с пуансона.
[0003] После одного или нескольких дополнительных этапов изготовления, таких как нанесение краски или других покрытий на чашу, в чашу помещают жидкость и поверх сформированной чаши закрепляют крышку для завершения формирования двухкомпонентной металлической банки. Для экономичного производства банок с помощью технологии вытяжки с утонением, механизмы для вытяжки с утонением изготавливают банки с высокой скоростью, например, 400 банок в минуту. Общая конструкция и функция корпусообразующей машины, используемой для формирования двухкомпонентных металлических банок, описаны в различных патентах, включая US 3696657, выданный на имя Maytag и поданный 19 ноября 1970 г.; US 4685322, выданный на имя Clowes и поданный 3 сентября 1985 г.; US 5335532, выданный на имя Mueller и др. и поданный 16 июня 1992 г.; и 5477722, выданный на имя Dziedzic и др. и поданный 13 марта 1995 г., содержания которых включены в настоящую заявку посредством ссылки для всех целей.
[0004] В недавнее время способы формовки металла, подобные способам, применяемым для формирования двухкомпонентных металлических банок, применялись для формирования металлических емкостей в форме бутылок, имеющих узкое горлышко и открытый конец, который либо содержит резьбу для присоединения крышки, либо содержит фланец для присоединения корончатого колпачка. Узкое горлышко и узкая форма металлических емкостей в форме бутылок обеспечивают большее удобство для потребителей, держащих бутылку, а также обеспечивают привлекательный внешний вид. Тем не менее, продолговатая форма основной части, узкая форма горлышка и отверстие, содержащее резьбу или корончатый колпачок, металлических бутылок требуют повышенной деформации исходной алюминиевой чаши в ходе способа вытяжки с утонением и привели к увеличению производственных дефектов и повышенному проценту брака по сравнению с изготовлением двухкомпонентных алюминиевых банок.
Краткое изложение сущности изобретения
[0005] В первом аспекте описано устройство для изготовления емкостей в форме бутылок, содержащее корпусообразующую машину, содержащую штамп для вытяжки из полой листовой заготовки, первый протяжной штамп и второй протяжной штамп. Корпусообразующая машина имеет длину хода, составляющую приблизительно 30 дюймов, и формирует металлическую чашу с высотой от приблизительно 8,83 дюйма до приблизительно 9,76 дюйма и толщиной стенки от приблизительно 0,0083 дюйма до приблизительно 0,0096 дюйма.
[0006] В некоторых вариантах осуществления первый протяжной штамп уменьшает толщину боковой стенки чаши на величину от приблизительно 10 до приблизительно 40 процентов.
[0007] В других вариантах осуществления второй протяжной штамп уменьшает толщину боковой стенки чаши на величину от приблизительно 35 до приблизительно 44 процентов.
[0008] В других вариантах осуществления второй протяжной штамп уменьшает толщину боковой стенки чаши на величину от приблизительно 38 до приблизительно 42 процентов.
[0009] В других вариантах осуществления второй протяжной штамп уменьшает толщину боковой стенки чаши на величину от приблизительно 39 до приблизительно 41 процента.
[0010] В другом варианте осуществления контактная часть рабочей поверхности штампа для вытяжки из полой листовой заготовки находится на расстоянии приблизительно 4,5 дюйма от контактной части рабочей поверхности первого протяжного штампа.
[0011] В еще одном варианте осуществления контактная часть рабочей поверхности первого протяжного штампа находится на расстоянии приблизительно 6,6 дюйма от контактной части рабочей поверхности второго протяжного штампа.
[0012] В другом варианте осуществления контактная часть рабочей поверхности штампа для вытяжки из полой листовой заготовки находится на расстоянии приблизительно 11,1 дюйма от контактной части рабочей поверхности второго протяжного штампа.
[0013] В некоторых вариантах осуществления металлическая чаша имеет высоту от приблизительно 9,08 дюйма до приблизительно 9,36 дюйма.
[0014] Во втором аспекте описан способ создания металлической емкости в форме бутылки, включающий предоставление штампа для вытяжки из полой листовой заготовки, первого протяжного штампа и второго протяжного штампа, при этом контактная часть штампа для вытяжки из полой листовой заготовки расположена на расстоянии приблизительно 4,5 дюйма от контактной части первого протяжного штампа и контактная часть первого протяжного штампа расположена на расстоянии приблизительно 6,6 дюйма от контактной части второго протяжного штампа. Способ также включает принудительное перемещение чаши через штамп для вытяжки из полой листовой заготовки, первый протяжной штамп и второй протяжной штамп, и изготовление готовой чаши с отношением высоты к ширине, равным приблизительно четырем, с производительностью, составляющей от приблизительно 200 до 230 чаш в минуту.
[0015] В некоторых вариантах осуществления принудительное перемещение чаши через второй протяжной штамп уменьшает толщину боковой стенки чаши на величину от приблизительно 38 до приблизительно 42 процентов.
[0016] В других вариантах осуществления принудительное перемещение чаши через второй протяжной штамп уменьшает толщину боковой стенки чаши на величину от приблизительно 39 до приблизительно 41 процента.
[0017] В других вариантах осуществления принудительное перемещение чаши через второй протяжной штамп уменьшает толщину боковой стенки чаши приблизительно на 40 процентов.
[0018] В других вариантах осуществления отношение высоты к ширине готовой чаши составляет приблизительно 4,03.
[0019] В еще одном варианте осуществления бутылка, сформированная из готовой чаши, имеет высоту, составляющую приблизительно 9,4 дюйма, и имеет толщину боковой стенки от приблизительно 0,0083 дюйма до 0,0086 дюйма.
[0020] В другом варианте осуществления чаша состоит из алюминиевого сплава серии 3104.
[0021] В некоторых вариантах осуществления способ включает предоставление корпусообразующей машины, при этом корпусообразующая машина имеет длину хода, составляющую приблизительно 30 дюймов, и штамп для вытяжки из полой листовой заготовки, первый протяжной штамп и второй протяжной штамп расположены в корпусообразующей машине.
[0022] В третьем аспекте описана бутылка, изготовленная посредством способа, включающего этапы предоставления корпусообразующей машины, которая имеет длину хода, составляющую приблизительно 30 дюймов, и предоставления штампа для вытяжки из полой листовой заготовки, первого протяжного штампа и второго протяжного штампа, при этом контактная часть рабочей поверхности штампа для вытяжки из полой листовой заготовки расположена на расстоянии приблизительно 4,5 дюйма от контактной части рабочей поверхности первого протяжного штампа и контактная часть рабочей поверхности первого протяжного штампа расположена на расстоянии приблизительно 6,6 дюйма от контактной части рабочей поверхности второго протяжного штампа. Способ также включает принудительное перемещение чаши через штамп для вытяжки из полой листовой заготовки, первый протяжной штамп и второй протяжной штамп для изготовления сформированной чаши с высотой от приблизительно 9,08 дюйма до приблизительно 9,36 дюйма и толщиной боковой стенки от приблизительно 0,0083 дюйма до приблизительно 0,0086 дюйма.
[0023] В некоторых вариантах осуществления первый протяжной штамп уменьшает толщину боковой стенки чаши на величину от приблизительно 10 до приблизительно 40 процентов.
[0024] В других вариантах осуществления принудительное перемещение чаши через штамп для вытяжки из полой листовой заготовки, первый протяжной штамп и второй протяжной штамп осуществляется со скоростью от приблизительно 200 до 230 чаш в минуту.
[0025] Другие аспекты, признаки и преимущества станут очевидны из следующего подробного описания в сочетании с прилагаемыми графическими материалами, которые являются частью данного описания и иллюстрируют, путем примера, принципы описанного изобретения.
Описание графических материалов
[0026] Прилагаемые графические материалы способствуют пониманию различных вариантов осуществления.
[0027] На фиг. 1 показан вид в разобранном состоянии корпусообразующей машины, содержащей штамп для вытяжки из полой листовой заготовки, первый протяжной штамп и второй протяжной штамп согласно настоящему изобретению.
[0028] На фиг. 2 показан вид сбоку штампа для вытяжки из полой листовой заготовки, первого протяжного штампа и второго протяжного штампа согласно настоящему изобретению.
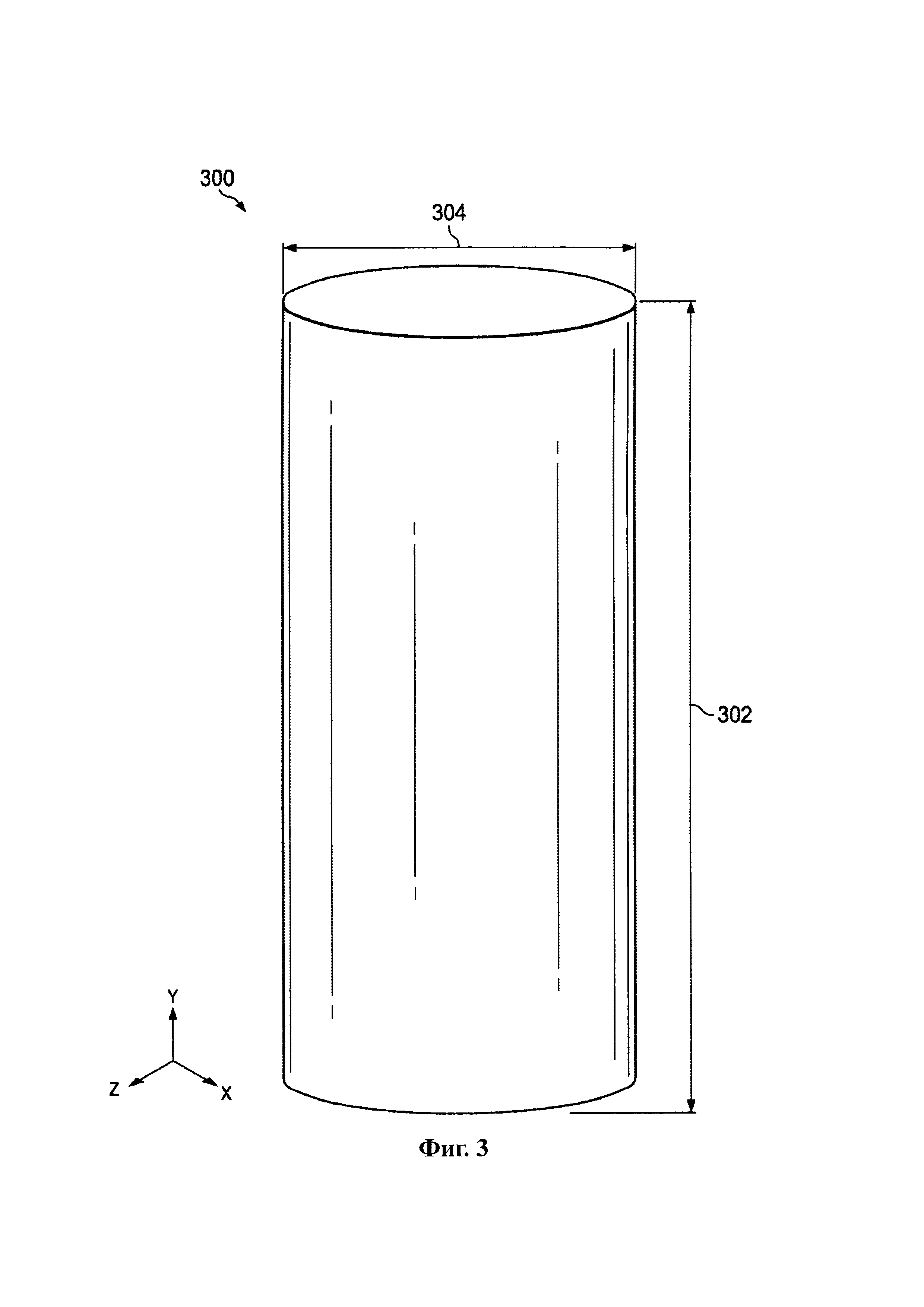
[0029] На фиг. 3 показан схематический вид сбоку чаши, сформированной с помощью набора инструментов по фиг. 2 согласно настоящему изобретению.
[0030] На фиг. 4 показан схематический вид сбоку тонкостенной алюминиевой емкости в форме бутылки, частично сформированной с помощью набора инструментов по фиг. 2 согласно настоящему изобретению.
[0031] На фиг. 5 показана блок-схема, изображающая способ создания металлической емкости в форме бутылки с помощью набора инструментов по фиг. 2 согласно настоящему изобретению.
Подробное описание
[0001] На фиг. 1 показан вид в разобранном состоянии корпусообразующей машины 100, которая содержит поршень 108 и узел 110 поршня, вильчатую направляющую 112, главную перегородку 114, вспомогательную перегородку 116, узел 118 для вытяжки из полой листовой заготовки, штамп 102 для вытяжки из полой листовой заготовки, первый протяжной штамп 104, второй протяжной штамп 106, куполообразный штамп 120 и съемник в сборе 122. Как будет подробнее описано ниже, корпусообразующая машина 100 имеет длину хода, составляющую приблизительно 30 дюймов, и, при использовании совместно с набором 200 инструментов по фиг. 2, может применяться для формирования чаши с отношением высоты к диаметру, равным приблизительно 4, и общей высотой, равной приблизительно 9,4 дюйма, которая затем может применяться для формирования емкости в форме бутылки с отношением высоты к диаметру, равным приблизительно 4.
[0002] Как описано выше, наибольшая длина хода, доступная в настоящее время в коммерческих высокоскоростных корпусообразующих машинах, составляет приблизительно 30 дюймов. Было обнаружено, что традиционные конструкции наборов инструментов в корпусообразующих машинах с 30-дюймовой длиной хода, являются неэффективными для формирования высоких тонкостенных алюминиевых емкостей в форме бутылок на постоянной основе при высоких скоростях. Например, было обнаружено, что традиционные конструкции наборов инструментов являются неэффективными для создания чаш для использования в формировании металлических емкостей в форме бутылок с высотой, превышающей приблизительно 8 дюймов, и горловинами с небольшими отверстиями для питья, из-за чрезмерной обработки металлического материала, что приводит к производственным дефектам, таким как разрыв и разделение материала. Конструкция набора инструментов согласно настоящему изобретению позволяет осуществлять высокоскоростное производство высоких чаш и позволяет управлять обработкой чаш, осуществляемой каждым штампом, для уменьшения процента дефектов при изготовлении высоких алюминиевых емкостей в форме бутылок. Как будет подробнее описано ниже, было обнаружено, что набор инструментов позволяет создавать бутылку с общей высотой приблизительно 9,37 дюйма, в то же время предотвращая контакт между чашей и более, чем одним штампом 102, 104 или 106 одновременно при изготовлении, тем самым уменьшая вероятность разрыва материала чаши. Также было обнаружено, что Набор 200 инструментов обеспечивает подходящий объем деформационного упрочнения для чаши для того, чтобы позволить формировать горловину, резьбу и фланец чаши с низкой вероятностью растрескивания или разрыва в ходе этих операций.
[0003] На фиг. 1 показана корпусообразующая машина 100 с 30-дюймовым ходом для использования с набором 200 инструментов усовершенствованной конструкции (фиг. 2). Корпусообразующая машина 100 содержит поршень 108, совершающий возвратно-поступательные движения внутри корпусообразующей машины 100 для принудительного перемещения металлической чаши (не изображена) через набор 200 инструментов, т.е., штамп 102 для вытяжки из полой листовой заготовки, первый протяжной штамп 104 и второй протяжной штамп 106. Поршень 108 может представлять собой любой тип поршня 108, причем поршень 108 перемещается внутри вильчатой направляющей 112 и узла 110 поршня. Вспомогательная перегородка 116 корпусообразующей машины 100 присоединяет узел 110 поршня к главной перегородке 114. Главная перегородка 114 присоединена к узлу 118 для вытяжки из полой листовой заготовки и к куполообразному штампу 120.
[0004] На фиг. 2 подробно изображен набор 200 инструментов, содержащий штамп 102 для вытяжки из полой листовой заготовки, первый протяжной штамп 104 и второй протяжной штамп 106. Штамп 102 для вытяжки из полой листовой заготовки, первый протяжной штамп 104 и второй протяжной штамп 106 в общем выровнены вдоль центральной оси 218 и расположены на расстоянии друг от друга внутри корпусообразующей машины 100. Каждый из штампа 102 для вытяжки из полой листовой заготовки, первого протяжного штампа 104 и второго протяжного штампа 106 содержат рабочую поверхность 202, 204 и 206, выполненную с возможностью контакта с чашей (не изображена), которая принудительно перемещается через набор 200 инструментов. Каждая рабочая поверхность 202, 204 и 206 содержит часть, выполненную с возможностью контакта с чашей по мере того, как происходит принудительное перемещение чаши через штамп 102, 104 или 106, и обозначенную в данном тексте как контактные части 208, 210 и 212. При эксплуатации узел 118 для вытяжки из полой листовой заготовки принимает чашу, которая может быть выполнена из сплава алюминия серии 3104, и поршень 108 принудительно перемещает чашу через штамп 102 для вытяжки из полой листовой заготовки. По мере того, как боковые стенки чаши входят в контакт с контактной частью 208 рабочей поверхности 202 штампа 102 для вытяжки из полой листовой заготовки, штамп 102 для вытяжки из полой листовой заготовки удлиняет боковые стенки чаши, уменьшает толщину боковой стенки чаши и уменьшает общий диаметр чаши. После прохождения через штамп 102 для вытяжки из полой листовой заготовки, чаша проходит через первый и второй протяжные штампы 104 и 106, где чашу дополнительно удлиняют и боковую стенку чаши дополнительно утончают по мере того, как чаша входит в контакт с контактными частями 210 и 212 рабочих поверхностей 204 и 206 первого и второго протяжных штампов 104 и 106 соответственно. Как также изображено на фиг. 1, после прохождения через первый протяжной штамп 104 и второй протяжной штамп 106, нижняя часть чаши контактирует с куполообразным штампом 120 для формирования куполообразного углубления в чаше. Затем чашу обрезают и съемник в сборе 122 снимает чашу с поршня 108. Затем чаше можно дополнительно придать форму, например, путем формирования чаши с помощью одного или нескольких штампов для образования горловины, штампов для раздачи, резьбонарезных станков, или другого оборудования для придания формы.
[0005] Как также изображено на фиг. 2, расстояние между штампами 102, 104 и 106 регулируется для того, чтобы единообразно формировать высокие тонкостенные чаши для применения в создании высоких емкостей в форме бутылок с высокой производительностью и низким процентом дефектов. В некоторых вариантах осуществления контактная часть 208 штампа 102 для вытяжки из полой листовой заготовки расположена на расстоянии 214, которое составляет от приблизительно 4,4 дюйма до приблизительно 4,6 дюйма, от контактной части 210 первого протяжного штампа 104. В других вариантах осуществления контактная часть 208 штампа 102 для вытяжки из полой листовой заготовки расположена на расстоянии 214, которое составляет от приблизительно 4,49 дюйма до приблизительно 4,55 дюйма от контактной части 210 первого протяжного штампа 104. В других вариант осуществления контактная часть 208 штампа 102 для вытяжки из полой листовой заготовки расположена на расстоянии 214, которое составляет приблизительно 4,5 дюйма, от контактной части 210 первого протяжного штампа 104. В некоторых вариантах осуществления контактная часть 208 штампа 102 для вытяжки из полой листовой заготовки расположена на расстоянии 214, которое составляет приблизительно 4,4924 дюйма, от контактной части 210 первого протяжного штампа 104.
[0006] В некоторых вариантах осуществления контактная часть 210 первого протяжного штампа 104 расположена на расстоянии 216, которое составляет от приблизительно 6,5 дюйма до приблизительно 6,7 дюйма, от контактной части 212 второго протяжного штампа 106. В других вариантах осуществления контактная часть 210 первого протяжного штампа 104 расположена на расстоянии 216, которое составляет от приблизительно 6,6 дюйма до приблизительно 6,65 дюйма, от контактной части 212 второго протяжного штампа 106. В некоторых вариантах осуществления контактная часть 210 первого протяжного штампа 104 расположена на расстоянии 216, которое составляет приблизительно 6,6265 дюйма, от контактной части 212 второго протяжного штампа 106.
[0007] Во многих случаях конструкции набора инструментов, используемые для формирования металлических банок, содержат по меньшей мере один штамп для вытяжки из полой листовой заготовки и три протяжных штампа в корпусообразующей машине с 30-дюймовой длиной хода. Тем не менее, было обнаружено, что такие наборы инструментов «с тремя протяжными штампами» не обеспечивают единообразное производство высоких тонкостенных чаш для применения в формировании высоких тонкостенных емкостей в форме бутылок с высокой производительностью. Путем ограничения количества штампов и, в частности, путем внедрения лишь 2 протяжных штампов 104 и 106 в корпусообразующую машину 100 с 30-дюймаым ходом, было обнаружено, что процент дефектов при производстве высоких тонкостенных емкостей в форме бутылок можно уменьшить и что объем обработки чаши можно регулировать для более единообразного производства подходящих чаш для применения в формировании высоких тонкостенных металлических емкостей в форме бутылок. В некоторых вариантах осуществления вышеописанные расстояния между штампом 102 для вытяжки из полой листовой заготовки, первым протяжным штампом 104 и вторым протяжным штампом 106 обеспечивают получение набора 200 инструментов, который может располагаться внутри корпусообразующей машины 100 с 30-дюймовой длиной хода, для единообразного производства высоких алюминиевых емкостей в форме бутылок с высокой производительностью. Например, было обнаружено, что вышеописанные расстояния между штампом 102 для вытяжки из полой листовой заготовки, первым протяжным штампом 104 и вторым протяжным штампом 106 обеспечивают получение набора 200 инструментов, который может единообразно изготавливать чашу, имеющую общую высоту от приблизительно 8,285 дюйма до приблизительно 9,76 дюйма и толщину боковой стенки от приблизительно 0,0083 дюйма до приблизительно 0,0086 дюйма, с высокой производительностью от приблизительно 200 до приблизительно 230 бутылок или чаш в минуту. В других вариантах осуществления было обнаружено, что вышеописанные расстояния между штампом 102 для вытяжки из полой листовой заготовки, первым протяжным штампом 104 и вторым протяжным штампом 106 обеспечивают получение набора 200 инструментов, который может единообразно изготавливать чашу, имеющую общую высоту, составляющую приблизительно 9,4 дюйма, и толщину боковой стенки от приблизительно 0,0083 дюйма до приблизительно 0,0086 дюйма, с высокой производительностью от приблизительно 200 до приблизительно 230 бутылок или чаш в минуту. Ожидается, что в будущем станет возможным увеличение производительности и уменьшение толщины боковых стенок. Например, ожидается, что набор инструментов будет способен единообразно изготавливать чашу, имеющую общую высоту, составляющую приблизительно 9,4 дюйма, и толщину боковой стенки менее, чем приблизительно 0,0083 дюйма, с высокой производительностью от приблизительно 250 до приблизительно 280 бутылок в минуту или выше.
[0008] В некоторых вариантах осуществления процентное уменьшение толщины боковой стенки чаши, осуществляемое штампом 102 для вытяжки из полой листовой заготовки, первым протяжным штампом 104 и вторым протяжным штампом 106, также регулируется для обеспечения изготовления чаш, применяемых для формирования высоких тонкостенных емкостей в форме бутылок с низким процентом дефектов. В некоторых вариантах осуществления первый протяжной штамп 104 уменьшает толщину боковой стенки чаши на величину от приблизительно 10 до приблизительно 40 процентов. В некоторых вариантах осуществления второй протяжной штамп 106 уменьшает толщину боковой стенки чаши на величину от приблизительно 35 процентов до приблизительно 44 процентов. В других вариантах осуществления второй протяжной штамп 106 уменьшает толщину боковой стенки чаши на величину от приблизительно 38 процентов до приблизительно 42 процентов. В других вариантах осуществления второй протяжной штамп 106 уменьшает толщину боковой стенки чаши на величину от приблизительно 39 процентов до приблизительно 41 процента. В других вариантах осуществления второй протяжной штамп 106 уменьшает толщину боковой стенки чаши приблизительно на 40 процентов. Было обнаружено, что вышеописанное процентное уменьшение толщины боковой стенки обеспечивает единообразное производство высоких тонкостенных чаш для применения в производстве высоких емкостей в форме бутылок, одновременно избегая многих проблем, связанных с использованием более двух протяжных штампов, таких как чрезмерное деформационное упрочнение материала и разрыв материала.
[0009] На фиг. 3 показана примерная чаша 300, сформированная посредством набора 200 инструментов по фиг. 2. Как описано выше, в некоторых вариантах осуществления чаша 300, сформированная посредством набора 200 инструментов, имеет высоту 302 от приблизительно 8,825 дюйма до приблизительно 9,76 дюйма и диаметр 304 от приблизительно 2,32 дюйма до приблизительно 2,326 дюйма. В других вариантах осуществления чаша 300 имеет высоту 302 от приблизительно 9,08 до приблизительно 9,36 дюйма и диаметр 304, составляющий приблизительно 2,323 дюйма. В некоторых вариантах осуществления сформированная чаша 300 имеет отношение высоты 302 к диаметру 304, составляющее от приблизительно 4,2 до приблизительно 3,8. В других вариантах осуществления сформированная чаша 300 имеет отношение высоты 302 к диаметру 304, составляющее от приблизительно 3,9 до приблизительно 4,03. В других вариантах осуществления сформированная чаша 300 имеет отношение высоты 302 к диаметру 304, составляющее приблизительно 4,03. В некоторых вариантах осуществления сформированная чаша 300 имеет толщину боковой стенки от приблизительно 0,0083 дюйма до приблизительно 0,0086 дюйма.
[0010] Как описано выше, в некоторых вариантах осуществления из чаши 300 формируют емкость в форме бутылки, подобную емкости 400, изображенной на фиг. 4, посредством одной или нескольких операций формирования горловины, расширения и нарезания резьбы, или путем комбинирования других операций для придания формы. На фиг. 4 показано схематическое изображение примерного варианта осуществления продолговатой бутылки 400, изготовленной с помощью набора 200 инструментов по фиг. 2, в сочетании с другими способами придания формы. Хотя бутылка 400 имеет конкретную геометрическую форму, другие геометрические формы, конструкции и варианты бутылки являются возможными и находятся в пределах объема настоящего изобретения. Продолговатая бутылка 400 содержит вогнутую нижнюю часть 415, цилиндрическую часть 410 и горловину 405, содержащую резьбовую часть 420. Нижняя часть 415 содержит круговой периметр 417. Вогнутая форма нижней части 415 обеспечивает структурную опору для жидких напитков, находящихся под давлением и содержащихся в ней, и изготовлена с помощью куполообразного штампа 120, изображенного на фиг. 1. Цилиндрическая часть 410 проходит от кругового периметра 417 нижней части 415 и имеет равномерный диаметр 412. В некоторых вариантах осуществления цилиндрическая часть 410 имеет толщину стенки от приблизительно 0,0083 дюйма до приблизительно 0,0086 дюйма.
[0011] Горловину 405 формируют возле открытого конца 491 бутылки 400. Горловина 405 имеет переменный диаметр, который меньше равномерного диаметра 412 цилиндрической части 410. Переменный диаметр образует конический профиль 407, который постепенно сужает горловину 405 к отверстию 423. В некоторых вариантах осуществления буртик 411 горловины 405 проходит под углом приблизительно 45 градусов от цилиндрической части 410. В некоторых вариантах осуществления верхняя часть 413 горловины 405 проходит под углом приблизительно 6 градусов от центральной линии 403 бутылки 400. В других вариантах осуществления Верхняя часть 413 горловины 405 проходит под углом приблизительно 5,75 градусов от центральной линии 403 бутылки 400. Горловина 405 имеет толщину стенки от приблизительно 0,0093 дюйма до приблизительно 0,0096 дюйма.
[0012] В некоторых вариантах осуществления горловина 405 содержит резьбовую часть 420, содержащую один или несколько наружных витков 422 резьбы. Витки 422 резьбы позволяют резьбовой крышке (не изображена) закрывать и укупоривать отверстие 423. В некоторых вариантах осуществления резьбовая часть 420 дополнительно содержит сложенный фланец 425, который сложен наружу от отверстия 423 для безопасного контакта, когда напиток потребляют из бутылки 400. В других вариантах осуществления горловина 405 не содержит резьбовую часть 420 и отверстие 423 закрыто другим образом, например, с помощью корончатого колпачка (не изображен).
[0013] В некоторых вариантах осуществления на внешнюю поверхность бутылки 400 наносят напечатанные знаки 418. Напечатанные знаки 418 могут быть дополнительно защищены бесцветным или прозрачным покрытием 419, нанесенным на внешнюю поверхность бутылки 400. Внутреннее покрытие 430 может быть нанесено на внутреннюю поверхность продолговатой бутылки 400 для отделения напитка от металла бутылки 400.
[0014] В некоторых вариантах осуществления цилиндрическая часть 410 бутылки 400 имеет высоту от приблизительно 6,2 дюйма до приблизительно 6,4 дюйма. В других вариантах осуществления цилиндрическая часть 410 имеет высоту, составляющую приблизительно 6,38 дюйма. В некоторых вариантах осуществления бутылка 400 имеет общую высоту от приблизительно 7,4 дюйма до приблизительно 9,4 дюйма. В других вариантах осуществления бутылка имеет общую высоту, составляющую приблизительно 9,37 дюйма.
[0015] Было обнаружено, что вышеописанная бутылка 400 может быть изготовлена с увеличенным единообразием и с меньшим процентом дефектов с помощью набора 200 инструментов, а не с помощью традиционных наборов из 3 протяжных инструментов, которые содержат три протяжных штампа, в корпусообразующей машине с 30-дюймовой длиной хода. Например, было обнаружено, что набор 200 инструментов позволяет создавать бутылку с общей высотой приблизительно 9,37 дюйма, в то же время предотвращая контакт между
чашей и более, чем одним штампом 102, 104 или 106 одновременно при изготовлении, тем самым уменьшая вероятность разрыва материала чаши. Также было обнаружено, что набор 200 инструментов обеспечивает подходящий объем деформационного упрочнения для чаши для того, чтобы позволить формировать горловину, резьбу и фланец чаши с низкой вероятностью растрескивания или разрыва в ходе этих операций.
[0016] На фиг.5 изображен вариант осуществления способа 500 создания металлической бутылки с помощью набора 200 инструментов по фиг.2. В некоторых вариантах осуществления способ 500 осуществляется корпусообразующей машиной 100, имеющей длину хода приблизительно 30 дюймов. В некоторых вариантах осуществления способ 500 начинается предоставлением штампа 102 для вытяжки из полой листовой заготовки, первого протяжного штампа 104 и второго протяжного штампа 106, как изображено в блоке 502. В некоторых вариантах осуществления контактная часть 208 штампа 102 для вытяжки из полой листовой заготовки расположена на расстоянии 214, которое составляет приблизительно 4,4924 дюйма, от контактной части 210 первого протяжного штампа 104. В некоторых вариантах осуществления контактная часть 210 первого протяжного штампа 104 расположена на расстоянии 216, которое составляет приблизительно 6,6265 дюйма, от контактной части 212 второго протяжного штампа 106. Таким образом, штамп 102 для вытяжки из полой листовой заготовки, первый протяжной штамп 104 и второй протяжной штамп 106 могут размещаться внутри корпусообразующей машины с длиной хода, составляющей 30 дюймов. Как описано выше, в некоторых вариантах осуществления расстояния между штампом 102 для вытяжки из полой листовой заготовки, первым протяжным штампом 104 и вторым протяжным штампом 106 позволяют единообразно создавать высокие чаши, из которых могут быть сформированы емкости 400 в форме бутылок с общей высотой, составляющей приблизительно 9,4 дюйма или больше.
[0017] Поршень затем принудительно перемещает чашу через штамп 102 для вытяжки из полой листовой заготовки для того, чтобы удлинить стенки чаши, уменьшить толщину стенки чаши и уменьшить диаметр чаши, как показано в блоке 504. Поршень затем принудительно перемещает чашу через первый протяжной штамп 104, как показано в блоке 506, и первый протяжной штамп 104 уменьшает толщину боковой стенки чаши на величину от приблизительно 10 до приблизительно 40 процентов. Затем чашу принудительно перемещают через второй протяжной штамп 106, как показано в блоке 508, и второй протяжной штамп 106 уменьшает толщину боковой стенки чаши на величину от приблизительно 35 до приблизительно 44 процентов. В некоторых вариантах осуществления второй протяжной штамп уменьшает толщину боковой стенки чаши на величину от приблизительно 38 до приблизительно 42 процентов. В других вариантах осуществления второй протяжной штамп уменьшает толщину боковой стенки чаши на величину от приблизительно 39 до приблизительно 41 процента. В других вариантах осуществления второй протяжной штамп уменьшает толщину боковой стенки чаши приблизительно на 40 процентов. Дополнительные способы придания формы, такие как формирование горловины для создания горловины бутылки, могут осуществляться для создания бутылки, имеющей отношение высоты к ширине, равное приблизительно 4, как показано в блоке 510.
[0018] В вышеприведенном описании конкретных вариантов осуществления конкретная терминология была выбрана для ясности. Тем не менее, предполагается, что настоящее изобретение не ограничивается выбранными конкретными терминами, и следует понимать, что каждый конкретный термин включает другие технические эквиваленты, функционирующие подобным образом для достижения подобной технической цели.
[0019] В настоящем техническом описании слово «содержащий» необходимо понимать в его «открытом» значении, то есть в значении «включающий», и таким образом, не ограниченным его «закрытым» значением, то есть значением «состоящий только из». Соответствующее значение должно быть присвоено соответствующим словам «содержать», «содержал» и «содержит» там, где они встречаются.
[0020] Кроме этого, выше описаны некоторые варианты осуществления изобретения (изобретений) и в них могут быть внесены замены, модификации, дополнения и/или изменения в пределах объема и идеи описанных вариантов осуществления, при этом данные варианты осуществления предоставлены для наглядности, но не ограничения.
[0021] Кроме этого, изобретение (изобретения) были описаны в сочетании с вариантами осуществления, которые в настоящий момент считаются наиболее практичными и предпочтительными, и следует понимать, что настоящее изобретение не должно ограничиваться описанными вариантами осуществления, а напротив, должно охватывать различные модификации и эквивалентные конструкции, находящиеся в пределах объема и идеи изобретения (изобретений). Также, различные варианты осуществления, описанные выше, могут быть реализованы в сочетании с другими вариантами осуществления, например, аспекты одного варианта осуществления могут сочетаться с аспектами другого варианта осуществления для реализации других вариантов осуществления. Дополнительно, каждый независимый признак или компонент любого данного узла может представлять собой дополнительный вариант осуществления.
Реферат
Изобретение относится к изготовлению металлических емкостей в форме бутылки. Способ включает предоставление корпусообразующей машины, содержащий штамп для вытяжки из полой листовой заготовки, первый протяжной штамп и второй протяжной штамп, для формирования алюминиевой чаши с отношением высоты к диаметру, равным приблизительно четырем. Формирование куполообразного углубления в нижней части готовой чаши непосредственно после принудительного перемещения чаши через второй протяжной штамп. Формирование у алюминиевой чаши горловины с созданием металлической емкости в форме бутылки. В результате обеспечивается уменьшение дефектов и снижения брака. 6 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления емкостей из полиэтилентерефталата и установка для его осуществления
Комментарии