Устройство и способ заполнения жидкостью картриджа для системы приготовления пара - RU2673180C1
Код документа: RU2673180C1
Чертежи






Описание
Область техники
Настоящее изобретение относится к системам приготовления пара, таким как электронные системы доставки никотина (напр., электронные сигареты), и, в частности, к устройству и способу заполнения жидкостью картриджа для такой системы приготовления пара.
Уровень техники
Системы приготовления пара, такие как электронные сигареты, в общем, содержат резервуар для жидкости, которую надо испарять, обычно, никотин. Когда пользователь осуществляет вдох, активируют нагреватель, чтобы испарить небольшое количество жидкости, которую, таким образом, вдыхает пользователь. Жидкость может содержать никотин в растворе, напр., в этаноле или воде, вместе с глицерином или пропилегликолью, чтобы способствовать формированию аэрозоля, и также может включать в себя одну или несколько дополнительных ароматических добавок. Существует множество конструкций известных электронных сигарет, см., например, US 2011/0094523 и US 2014/0144429.
Сущность изобретения
Существо изобретение представлено в прилагаемой формуле изобретения.
Предложен способ и устройство для автоматического заполнения жидкостью картриджа для системы приготовления пара. Способ содержит следующее: вставляют сжимаемую основу в наполнительную трубку; впрыскивают жидкость в основу в наполнительной трубке, используя насос для подачи жидкости, чтобы получить увлажненную основу; и выталкивают увлажненную основу из наполнительной трубки в картридж.
Краткое описание чертежей
На фиг. 1 приведено схематическое изображение элементов электронной сигареты в соответствии с некоторыми вариантами осуществления изобретения.
На фиг. 2 приведено схематическое изображение основных функциональных компонентов корпуса электронной сигареты, показанной на фиг. 1.
На фиг. 3А и 3В приведены схематические изображения части картриджа электронной сигареты в соответствии с одной конструкцией; в частности, на фиг. 3А и 3В показано два сечения во взаимно перпендикулярных плоскостях, первой и второй, каждая из которых включает в себя продольную ось LA электронной сигареты, как показано на фиг. 1.
На фиг. 4 приведено схематическое изображение участка картриджа электронной сигареты, показанного на фиг. 3, и показано сечение через участок картриджа в плоскости, перпендикулярной продольной оси LA, проведенной примерно посередине длины участка картриджа.
На фиг. 5 приведен вид, аналогичный фиг. 3А, но показывающий другую реализацию части картриджа электронной сигареты, которая включает в себя защелку или зажим.
На фиг. 6 приведено схематическое изображение, показывающее автоматизированный способ заполнения жидкостью картриджа для электронной системы приготовления пара в соответствии с некоторыми вариантами осуществления изобретения.
На фиг. 7 приведено схематическое изображение, показывающее вставку блока пеноматериала в наполнительную трубку, как часть общего способа в соответствии с некоторыми вариантами осуществления изобретения.
На фиг. 8 приведено схематическое изображение, показывающее автоматизированное устройство заполнения жидкостью картриджа для электронной системы приготовления пара в соответствии с некоторыми вариантами осуществления изобретения.
На фиг. 9 приведена блок-схема, показывающая автоматизированный способ заполнения жидкостью картриджа для электронной системы приготовления пара в соответствии с некоторыми вариантами осуществления изобретения.
Подробное описание изобретения
Как описано выше, настоящее изобретение относится к системе приготовления пара, такой как электронная сигарета. В последующем описании используют термин "электронная сигарета"; однако этот термин можно взаимозаменяемо использовать для системы приготовления пара.
На фиг. 1 приведено схематическое изображение элементов электронной сигареты 10 в соответствии с некоторыми вариантами осуществления изобретения (не в масштабе). Электронная сигарета содержит корпус (блок управления) 20, картридж 30 и испаритель 40. Картридж включает в себя внутреннюю камеру, содержащую резервуар с жидкостью, и мундштук 35. Жидкость в резервуаре обычно включает в себя никотин в соответствующем растворе и может включать в себя дополнительные составляющие, например, для способствования образованию аэрозоля и/или для дополнительной ароматизации.
Картридж может включать в себя пенный раствор или любую другую структуру для удерживания жидкости до тех пор, пока не потребуется доставить его на испаритель. Блок 20 управления включает в себя аккумулятор или батарею для подачи питания на электронную сигарету 10 и печатную плату (или другие электронные компоненты) для осуществления общего управления электронной сигареты. Испаритель 40 включает в себя нагреватель для испарения никотина и дополнительно включает в себя фитиль или аналогичное устройство, которое передает небольшое количество жидкости из резервуара в картридж к месту нагрева на нагревателе или рядом с ним. Когда пользователь втягивает воздух через мундштук, это приводит к тому, что контроллер 55 включает батарею 54 и подает энергию на нагреватель. Нагреватель испаряет жидкость, которая протекает под действие капиллярного эффекта из картриджа на нагреватель через фитиль. Это, в свою очередь, создает аэрозоль, который вдыхает пользователь.
Блок 20 управления и испаритель 40 можно отсоединить друг от друга, но они соединены друг с другом, когда устройство 10 используют, например, с помощью винта или байонетного соединения (схематично показано на фиг. 1 как 21А и 41А). Соединение между блоком управления и испарителем обеспечивает механическую и электрическую связность между двумя деталями. Когда блок управления отсоединен от испарителя, электрическое соединение 21А на блоке управления, которое применяют для подключения к испарителю, также служит в качестве гнезда для подключения зарядного устройства (не показано). Другой конец зарядного устройства может быть вставлен в USB-разъем для зарядки аккумулятора в блоке управления электронной сигареты. В других реализациях электронная сигарета может быть оснащена кабелем для непосредственного соединения между электрическим соединением 21А и USB-разъемом.
Блок управления содержит одно или несколько отверстий (не показаны на фиг. 1) для впуска воздуха. Эти отверстия соединены с воздушным каналом, проходящим через блок управления к воздушному каналу, выполненному через коннектор 21А. Затем, его соединяют с воздушным проходом через испаритель 40 и картридж 30 к мундштуку 35. Картридж 30 и испаритель 40 при использовании соединяют с помощью коннекторов 41В и 31В (также схематично показанных на фиг. 1). Как объяснялось выше, картридж включает в себя камеру, содержащую резервуар с жидкостью, и мундштук. Когда пользователь осуществляет вдох через мундштук 35, воздух втягивают в блок 20 управления через одно или несколько отверстий для впуска воздуха. Этот воздушный поток (или результирующее изменение давления) детектируется датчиком, напр., датчиком давления, который, в свою очередь, активирует нагреватель для испарения жидкости из картриджа. Воздушный поток проходит из блока управления через испаритель, в котором он объединяется с паром, и смесь воздушного потока и (никотинового) пара, затем, проходит через картридж и выходит через мундштук 35 и вдыхается пользователем. Картридж 30 можно отсоединить от испарителя 40 и утилизировать, когда запас никотина будет израсходован (а затем заменить другим картриджем).
Электронная сигарета 10 имеет продольную или цилиндрическую ось, которая проходит вдоль центральной линии электронной сигареты от мундштука 35 на одном конце картриджа 30 до противоположного конца корпуса 20 (называемого обычно кончиком). Эта продольная ось указана на фиг. 1 пунктирной линией, обозначенной через LA.
Понятно, что электронная сигарета 10, показанная на фиг. 1, представлена в виде примера, и можно приспособить различные другие реализации. Например, в некоторых вариантах осуществления картридж 30 и испаритель 40 могут быть выполнены в виде единого модуля (называемого, в общем, картомайзером), и зарядное устройство можно подключить к дополнительному или альтернативному источнику энергии, такому как прикуриватель автомобиля.
На фиг. 2 приведено схематическое представление основных функциональных компонент блока 20 управления электронной сигареты 10, показанной на фиг. 1, в соответствии с некоторыми вариантами осуществления изобретения. Эти компоненты могут быть установлены на печатной плате, расположенной внутри блока 20 управления, хотя, в зависимости от определенной конфигурации, в некоторых вариантах осуществления один или несколько компонентов, наоборот, могут быть расположены в блоке управления, чтобы функционировать вместе с печатной платой, но при этом физически не быть расположенными на печатной плате.
Блок 20 управления включает в себя модуль 61 датчика, расположенный на воздушном пути, проходящим через блок 20 управления от впуска воздуха до выпуска воздуха (к испарителю), или рядом с ним. Модуль датчика включает в себя датчик 62 давления и датчик 63 температуры (также расположенный на воздушном пути или рядом с ним). Блок управления также включает в себя датчик 52 Холла, генератор 56 опорного напряжения, небольшой динамик 58 и электрический разъем или коннектор 21А для соединения с испарителем 40 или с USB-устройством зарядки.
Микроконтроллер 55 включает в себя ЦП 50. Действиями ЦП 50 и других электронных компонент, таких как датчик 62 давления, в общем, по меньшей мере частично управляют с помощью программ, выполняемых на ЦП (или другом компоненте). Такие программы могут храниться в энергонезависимой памяти, такой как ROM, которая может быть интегрирована в сам микроконтроллер 55 или выполнена в виде отдельного компонента. ЦП может осуществлять доступ к ROM для загрузки отдельных программ при необходимости. Микроконтроллер 55 также содержит соответствующие интерфейс связи (и управляющее программное обеспечение) для соответствующей связи с другими устройствами в блоке 20 управления, такими как датчик 62 давления.
ЦП управляет динамиком 58 для производства вывода звука, чтобы отражать условия или состояния электронной сигареты, например, предупреждение о низком заряде батареи. Различные сигналы для сообщения о различных состояниях или условиях могут быть осуществлены путем использования звуков или гудков различного тона и/или продолжительности и/или с использованием нескольких таких гудков или звуков.
Как отмечалось выше, электронная сигарета 10 обеспечивает воздушный поток от впуска воздуха сквозь электронную сигарету через датчик 62 давления и нагреватель (в испарителе) к мундштуку 35. Таким образом, когда пользователь осуществляет вдох через мундштук электронной сигареты, ЦП 50 детектирует такой вдох на основе информации от датчика давления. В ответ на это детектирование ЦП подает питание от батареи или аккумулятора 54 на нагреватель, который, таким образом, нагревает и испаряет жидкость с фитиля для того, чтобы пользователь мог вздохнуть его.
На фиг. 3А и 3В, а также фиг. 4, приведены схематические диаграммы участка картриджа электронной сигареты в соответствии с существующей конструкцией. На фиг. 4 показано сечение через участок картриджа в плоскости, перпендикулярной продольной оси LA, проведенной примерно посередине длины участка картриджа. На фиг. 3А и 3В показано два сечения, взятых в первой и второй плоскостях, каждая из которых включает в себя продольную ось LA. Первая и вторая плоскости перпендикулярны друг другу. Для удобства будем называть первую плоскость, показанную на фиг. 3А, горизонтальной плоскостью, а вторую плоскость, показанную на фиг. 3В, вертикальной плоскостью. Тем не менее, понятно, что хотя при нормальном использовании продольная ось LA электронной сигареты 10 является примерно горизонтальной, пользователь обычно может держать электронную сигарету под любым углом поворота (азимутальным углом) вокруг этой продольной оси. Соответственно, термины "вертикальный" и "горизонтальный" применяют для простоты объяснения, а не для того, чтобы явно указать заданную ориентацию устройства при использовании.
Как показано на фиг. 3А, 3В и 4, картридж содержит две основные части: внешний корпус 200 и внутренний контейнер 350. Внешний корпус 200 имеет, в целом, круглое поперечное сечение в плоскости, перпендикулярной продольной оси LA, как видно на фиг. 4, образуя, таким образом, в целом, цилиндрическую трубку. У внешнего корпуса имеются противоположные боковые стенки 301А, 301В, а также противоположные верхняя и нижняя стенки 301С и 301D соответственно. (Понятно, что эти стенки 301А-D, в целом, представляют собой всего лишь различные, расположенные на некотором расстоянии по периметру участки трубки, образующей внешний корпус 200).
Один конец трубки внешнего корпуса, соответствующий месту мундштука 35, частично закрыт торцевой стенкой 39, которая перпендикулярна продольной оси LA. В центре этой торцевой стенки выполнено отверстие, и в частности, выполнена внутренняя трубка 37, которая ограничена внутренней стенкой 36. Эта внутренняя стенка 36 также образует, в целом, цилиндрическую трубку, параллельную основной внешней трубке внешнего корпуса 200, образованной стенками 301А-D. Однако эта внутренняя трубка проходит только вовнутрь (вдоль продольной оси LA) на сравнительно короткое расстояние от внутреннего в радиальном направлении участка торцевой стенки 39 (по сравнению с длиной внешней трубки).
Внутренний контейнер 350 имеет, в целом, круглое поперечное сечение в плоскости, перпендикулярной продольной оси LA, образуя, таким образом, в целом, цилиндрическую трубку. В частности, внутренний контейнер ограничивает центральную полость 360, в которой находится резервуар с жидкостью, которую надо испарять, обычно с никотином (в растворе). Эту жидкость могут удерживать в пенной основе.
Внутренняя поверхность внешнего корпуса 200 может включать в себя винтовую резьбу на конце, противоположном мундштуку 35, чтобы прикреплять картридж 30 к участку 40 испарителя (см. фиг. 1). При соединении фитиль на участке испарителя может проникнуть в картридж (напр., проколов перегородку на резервуаре), тем самым, вытягивая жидкость из резервуара в испаритель. (Заметьте, что детали конца внешнего корпуса 200 и контейнера 350, расположенного на наибольшем удалении от мундштука 35, включая конфигурацию фитиля и т.д., опущены для ясности фиг. 34 и 3В).
Горизонтальные боковые стенки внутреннего контейнера 350 упираются в соответствующие боковые стенки 310А, 301В внешнего корпуса. В частности, между горизонтальными боковыми стенками внутреннего контейнера 350 и соответствующими боковыми стенками 301А, 301В внешнего корпуса имеет место посадка с натягом, которую используют для удерживания внутреннего контейнера 350 внутри внешнего корпуса 200. Участок этой посадки с натягом обозначен на фиг. 3А ссылочной позицией 354, и она образована между боковой стенкой 301А внешнего корпуса 200 и соответствующей боковой стенкой внутреннего контейнера. Отметим, что на практике на внешнем корпусе 200 имеется небольшое сужение (не показано на фиг. 3), чтобы сделать возможным прессование и поддерживать эту посадку с натягом - т.е. внешний корпус слегка сужается вовнутрь так, что становится уже ближе к мундштуку.
В целом цилиндрическая трубка внутреннего контейнера 350 закрыта со стороны мундштука стенкой 370 и открыта с противоположного конца 352. Кроме того, посадка с натягом между боковой стенкой 301А внешнего корпуса 200 и соответствующей боковой стенкой внутреннего контейнера, в общем, препятствует потоку воздуха вдоль электронной сигареты 10. Соответственно, хотя внутренний контейнер 350 имеет в целом круглое поперечное сечение в плоскости, перпендикулярной продольной оси LA, верхний участок этой окружности является уплощенным, чтобы через электронную сигарету 10 мог проходить воздушный поток.
В частности, верхняя стенка 356 внутреннего контейнера 350 выполнена (на поперечном сечении на фиг. 4) в виде хорды, а не дуги. Поэтому, между верхней стенкой 301С внешнего корпуса 200 и верхней стенкой 356 внутреннего контейнера 350 ограничен воздушный канал 355. Этот воздушный канал 355 также показан на фиг. 3В вместе со стрелками, обозначающими воздушный поток от участка 40 испарителя через мундштук 35.
На торцевой стенке 370 внутреннего контейнера 350, примыкающей к мундштуку 35, имеется лапка 358. Эта лапка проходит в направлении, параллельном продольной оси LA электронной сигареты 10, и упирается в торцевую стенку 39 внешнего корпуса 200. У лапки дугообразное поперечное сечение в плоскости, перпендикулярной продольной оси LA электронной сигареты 10, и она расположена снизу внутреннего контейнера 350, т.е. со стороны, противоположной верхней стенке 356. В этом положении лапка 358 не блокирует воздушный канал 355, выходящий через мундштук 35
Кроме того, длина лапки 358 (в направлении, параллельном продольной оси LA) больше, чем длина внутренней стенки 36, ограничивающей трубку 37 мундштука. Следовательно, лапка 358 служит для того, чтобы торцевая стенка 370 не упиралась (и, тем самым, не перекрывала) во внутреннюю стенку трубки 37 мундштука. Поэтому, эта конфигурация также помогает гарантировать, что воздушный поток через воздушный канал 355 может достичь трубки 37 мундштука, чтобы выйти через мундштук 35.
Понятно, что конкретный внутренний контейнер 350, показанный на фиг. 3 и 4, приведен только в качестве примера, и другие реализации могут обладать другими признаками. Например, внутренний контейнер может быть устроен так, чтобы защелкиваться или зажиматься во внутреннем корпусе 200 (а не удерживаться на месте посредство посадки с натягом), как показано на фиг. 5, которая включает в себя защелкивающий (запирающий) механизм 500. Кроме того, лапка 358 может иметь другую форму либо может быть выполнена на внешнем корпусе, либо мундштук может быть сконструирован так, чтобы потребности в такой лапке не было. Дополнительные модификации будут очевидны специалистам в области техники.
В некоторых электронных системах приготовления пара никотиносодержащую жидкость удерживают непосредственно в жидкой форме в герметичной камере в картридже. Например, отверстие 352, показанное на фиг. 3А, может быть закрыто тонкой стенкой, напр., с использованием металлической фольги, чтобы создать герметичную камеру. Обычно эту камеру, затем, протыкают, когда картридж вводят в электронную систему приготовления пара, чтобы сделать возможным поток жидкости из картриджа к испарителю 40. Тем не менее, при конструировании таких устройств необходимо соблюдать осторожность, чтобы не допустить утечки, при которой жидкость вытекает в нежелательные места, напр., возможно, в путь прохождения воздуха, даже когда устройство не используют. Поэтому, общим является альтернативный подход, особенно для сравнительно небольших устройств, например, тех, которые похожи по размеру и форме на обычную сигарету (таких, как на фиг. 1). В этом подходе жидкость удерживают в абсорбирующем материале, таком как вата или пена, в картридже. Это помогает снизить риск нежелательной утечки. Понятно, что даже если используют такой абсорбирующий материал для удерживания жидкости в картридже, на резервуаре камеры все еще может быть выполнена герметичная перегородка, такая как металлическая фольга, чтобы способствовать предотвращению утечек до установки картриджа в электронную сигарету.
Электронная сигарета 10, показанная на фиг. 1, и, в частности, внутренний контейнер 350 на фиг. 3 и 4, предназначен для хранения никотиновой жидкости в полиуретановой пене. Этот пеноматериал обладает определенными гидрофобными свойствами, которые полезны для того, чтобы способствовать передаче жидкости из пены на фитиль для подачи на нагреватель в испарителе 40 во время работы устройства (как описано выше). Пеноматериал, в целом, находится в виде прямоугольного блока, который имеет примерно квадратное поперечное сечение в плоскости, перпендикулярной длинной оси блока (можно использовать другие подходящие формы поперечного сечения, напр., круглые, эллиптические, прямоугольные и т.д.). Длина этого блока (т.е. если измерять в направлении, параллельном длинной оси прямоугольного блока) немного меньше, чем длина внутреннего контейнера 350 (в направлении, параллельном LA), тем самым, позволяя полностью поместить блок пеноматериала во внутреннем контейнере. Поперечное сечение блока немного больше, чем поперечное сечение внутреннего контейнера (который показан на фиг. 4). Соответственно, блок пеноматериала немного сжимают в боковом направлении (перпендикулярном LA), чтобы поместить во внутреннем контейнере 350. Понятно, что это сжатие пеноматериала способствует удерживанию пеноматериала внутри внутреннего контейнера.
Внедрение жидкости в пеноматериал и пеноматериала во внутренний контейнер 350 (в любом порядке) является важной частью процесса изготовления картриджа 30. Этот процесс должен быть сравнительно простым и не затратным, так как картридж 30 является одноразовым (и сменным) модулем, и, поэтому, его продают отдельно в больших количествах, чем сами электронные сигареты 10. Более того, процесс задан так, чтобы достигать точности заполнения, равной ±1% с точки зрения количества жидкости, залитой в картридж. Это гарантирует, что потребитель получает по меньшей мере соответствующее количество жидкости в картридже, но при этом предотвращают переполнения (свыше номинального количества), что в противном случае привело бы к увеличению затрат. Кроме того, допуск, равный ±1%, также гарантирует более последовательный и надежный опыт для потребителя с точки зрения срока службы картриджа и т. д.
На этапе разработки картриджа 30 процедуру заполнения жидкостью пеноматериала, а затем пеноматериалом внутреннего контейнера 350, выполняли как двухэтапную ручную процедуру. Сначала блоки пеноматериала увлажняли (насыщали) жидкостью. Затем, использовали инструмент для вставки каждого блока по очереди в соответствующий внутренний контейнер 350. Во время второго этапа определенное количество жидкости выливалось из пеноматериала на инструмент. Это было прежде всего проблемой для первого блока пеноматериала в каждой партии блоков пеноматериала, когда инструмент изначально был сухим. Для последующих блоков пеноматериала в партии перенос жидкости от каждого блока пеноматериала на инструмент будет приблизительно уравновешен с переносом жидкости с инструмента в блок пеноматериала. На практике это означало, что внутренний контейнер, в который вставляли первый блок пеноматериала из каждой партии, с большей вероятностью находился за пределами допустимых пределов и поэтому должен был быть отброшен. Это оказывало некоторое негативное влияние на эффективность и экономическую эффективность всего процесса.
Исследовались различные модификации вышеприведенного набора ручных операций, например, пеноматериал сначала вставляют во внутренний контейнер, а затем увлажняют жидкостью (вместо того, чтобы сначала выполнять увлажнение, а после него вставку). Эти исследования включали в себя сжатие пеноматериала перед увлажнением (а затем пеноматериалу позволяли расшириться во внутреннем контейнере), и подачу жидкости в пеноматериал с использованием шприца на различную глубину во внутреннем контейнере, напр., у дна внутреннего контейнера или на нескольких различных глубинах одновременно. Тем не менее, результаты этих исследований, в целом, оказались неудовлетворительными. В некоторых случаях имела место склонность к переполнению внутреннего контейнера 350 жидкостью. В основном это происходило из-за гидрофобной природы пеноматериала, которая препятствовала смачиванию. Также было установлено, что сложнее получить равномерное распределение жидкости в пеноматериале. Такое равномерное распределение важно для обеспечения стабильной работы электронной сигареты, то есть, по существу, равномерной скорости переноса жидкости из пеноматериала на фитиль и, следовательно, постоянной скорости испарения во время использования пользователем.
Как отмечалось выше, гидрофобная природа пеноматериала представляется существенным фактором, стоящим за проблемами, описанными выше. Соответственно, были проведены дальнейшие исследования, чтобы узнать, можно ли соответствующим образом обработать пеноматериал, напр., паром, чтобы снизить эти гидрофобные свойства. Хотя такая обработка действительно была полезной для предотвращения неравномерного распределения жидкости в пеноматериале, а также переливания жидкости из внутреннего контейнера, она обычно увеличивала время обработки, тем самым снижая общую эффективность и экономическую эффективность процедуры.
Соответственно, на фиг. 6 приведена схематическая диаграмма автоматизированного способа заполнения жидкостью картриджа для электронной системы приготовления пара в соответствии с некоторыми вариантами осуществления. Первый этап процесса включает в себя подачу или поступление прямоугольного блока 610 пеноматериала. Как описано выше, блок пеноматериала выполнен из гидрофобного материала, такого как полиуретан. Понятно, что прямоугольная форма блока пеноматериала позволяет легко вырезать блок пеноматериала (без отходов) из большей структуры из пеноматериала (хотя можно соответствующим образом применять другие формы).
Самое большое (длинное) измерение блока обозначено на фиг. 6 стрелкой Z, и оно представляет продольную ось блока пеноматериала. После того, как блок пеноматериала вставили в картридж 30 электронной сигареты 10, продольная ось блока пеноматериала, в целом, выровнена (и совпадает) с продольной осью LA электронной сигареты 10. Форма поперечного сечения блока в плоскости, перпендикулярной этой продольной оси, представляет собой примерно квадрат, который подогнан к, в целом, круглому поперечному сечению внутреннего контейнера 350 в плоскости, перпендикулярной продольной оси электронной сигареты 10. Если бы внутренний контейнер имел другое поперечное сечение, напр., по существу эллиптическое, то форма поперечного сечения блока пеноматериала была бы модифицирована соответствующим образом (как и другие компоненты устройства, такие как наполнительная трубка и поршень, описанные ниже).
Устройство наполнения жидкостью картриджа электронной системы приготовления пара включает в себя наполнительную трубку 620. Эта наполнительная трубка 620 представляет собой полую, прямую трубку, при этом главная продольная ось трубки установлена в вертикальном направлении. Форма поперечного сечения наполнительной трубки 620 в плоскости, перпендикулярной продольной оси наполнительной трубки, является примерно круглой.
В некоторых вариантах осуществления наполнительную трубку 620 удерживают по существу в фиксированном месте, при этом трубка сориентирована вертикально. Снизу трубки 620 имеется открытый конец 621, в который можно вставить блок 610 пеноматериала. Чтобы поддерживать такую вставку, блок 610 пеноматериала подают так, чтобы продольная ось блока пеноматериала была выровнена и совпадала с продольной осью наполнительной трубки 620, при этом открытый конец 621 наполнительной трубки расположен над верхом блока 610 пеноматериала, как показано на этапе 2 на фиг. 6. Поэтому, для конфигурации, показанной на фиг. 6, блок 610 пеноматериала подают так, что его главная продольная ось направлена вертикально.
Как показано на фиг. 6, поперечное сечение блока 610 пеноматериала больше, чем поперечное сечение наполнительной трубки 620 (в частности, больше, чем внутренний диаметр полого канала в наполнительной трубке 620). Соответственно, блок 610 пеноматериала сжимают в боковом направлении, т.е. перпендикулярно продольной оси блока пеноматериала, чтобы получить сжатый блок 610А пеноматериала, как показано на этапе 3 на фиг. 6. В некоторых вариантах осуществления это сжатие может быть выполнено посредством цанг или выступов (не показаны на фиг. 6), у которых имеется несколько сторон (плеч), которые сходятся к центральной продольной оси блока 610 пеноматериала, чтобы выполнить сжатие. Например, может иметься 2, 3 или 4 (или больше) сторон, которые имеют прямой или изогнутый профиль (если смотреть в поперечном сечении в горизонтальной плоскости).
Сжатый блок 610А пеноматериала теперь вставляют в наполнительную трубку 620 через открытый конец 621 наполнительной трубки, так что блок пеноматериала полностью располагают в наполнительной трубке 620, но при этом он находится у открытого конца 621, как показано на этапе 4 на фиг. 6. В этом положении сжатый блок 610А пеноматериала пытается расшириться в направлении стенок или сторон полой наполнительной трубки 620. Это давление создает трение между блоком 610А пеноматериала и внутренней стенкой наполнительной трубки 620, что не дает блоку пеноматериала выпасть из открытого конца 621 наполнительной трубки.
В некоторых вариантах осуществления внутренняя стенка имеет текстурированную или шероховатую поверхность. Это текстурирование увеличивает эффективное трение между блоком 610А пеноматериала и внутренней стенкой наполнительной трубки 620, и, таким образом, сжатый блок 610А пеноматериала надежнее удерживается в наполнительной трубке 620. Значение показателя (Ra) шероховатости поверхности внутренней стенки важно для достижения стабильности. Например, величина шероховатости от 2 до 5 обычно дает хорошие результаты, при этом особенно хорошие результаты получены при тестировании определенной реализации, для которой Ra составляет от 3 до 4. Отметим, что если значение Ra слишком высокое, то пеноматериал может зацепиться на выходе, а если значение Ra слишком низкое, то пеноматериал может сместиться под действием жидкости во время начальной закачки жидкости в трубку 620.
Существуют различные подходы, которые можно приспособить для выполнения вставки сжатого блока 610А пеноматериала в наполнительную трубку 620. Например, в одном варианте осуществления цанги или выступы, используемые для выполнения сжатия, также могут поднимать стержень 610 сжатого пеноматериала, пока он не окажется непосредственно возле открытого конца 621 наполнительной трубки 620 (либо место подачи блока 610 сжатого пеноматериала может быть таким, чтобы такого положения достигали без выполнения какого-либо подъема блока 610А сжатого пеноматериала). Затем, может быть использовано приводное устройство, чтобы давить вверх на нижнюю сторону блока 610А сжатого пеноматериала, тем самым, перемещая блок 610А сжатого пеноматериала вверх из цанг в открытый конец 621 наполнительной трубки 620. В предположении, что верх цанг расположен достаточно близко к открытому концу 621 наполнительной трубки 620, у блока 610А сжатого пеноматериала мало шансов или вовсе нет возможности снова расшириться между верхом цанг и открытым концом наполнительной трубки.
В других вариантах осуществления цанги сами могут входить в наполнительную трубку, и, поэтому, их можно использовать для подъема блока 610А сжатого пеноматериала, по меньшей мере частично, в наполнительную трубку 620. В этих вариантах осуществления необходимо гарантировать, чтобы блок 610А сжатого пеноматериала оставался в наполнительной трубке 620, когда цанги будут убраны. Один способ заключается в том, чтобы обеспечить некоторую опору снизу блока 610А сжатого пеноматериала, т.е. фактически у открытого конца 621 наполнительной трубки 620, которая позволит убрать цанги из наполнительной трубки 620, но гарантирует, что блок 610А сжатого пеноматериала останется в ней.
Также возможны другие реализации. Например, пеноматериал может быть сжат цангами вдоль двух противоположных сторон, и при этом оставаться свободным с других двух сторон, которые не контактируют с цангами. Эти две "свободные" стороны можно, затем, сжать стенками наполнительной трубки. Затем, цанги можно разжать (по меньшей мере частично), и потом цанги удаляют или вытягивают из наполнительной трубки 620. Трение между двумя "свободными" сторонами и внутренней поверхностью наполнительной трубки 620 позволяет пеноматериалу оставаться на месте во время вытягивания цанг.
Устройство устроено так, что верхняя поверхность блока 610 пеноматериала выпячивается (выступает) из открытого (верхнего) конца цанг во время вставки. Одна причина этого заключается в том, что затем пеноматериал сминается вокруг верха цанг, что обеспечивает дополнительную устойчивость, чтобы не дать пеноматериалу выскользнуть из цанг во время вставки. Кроме того, это сминание позволяет контактировать с нижней частью поршня 630 (как описано ниже), и, тем самым, помогает не дать капле жидкости существенного размера остаться на нижней поверхности поршня 630, что, в противном случае, приведет к большей изменчивости количества жидкости, выданного в различные картриджи.
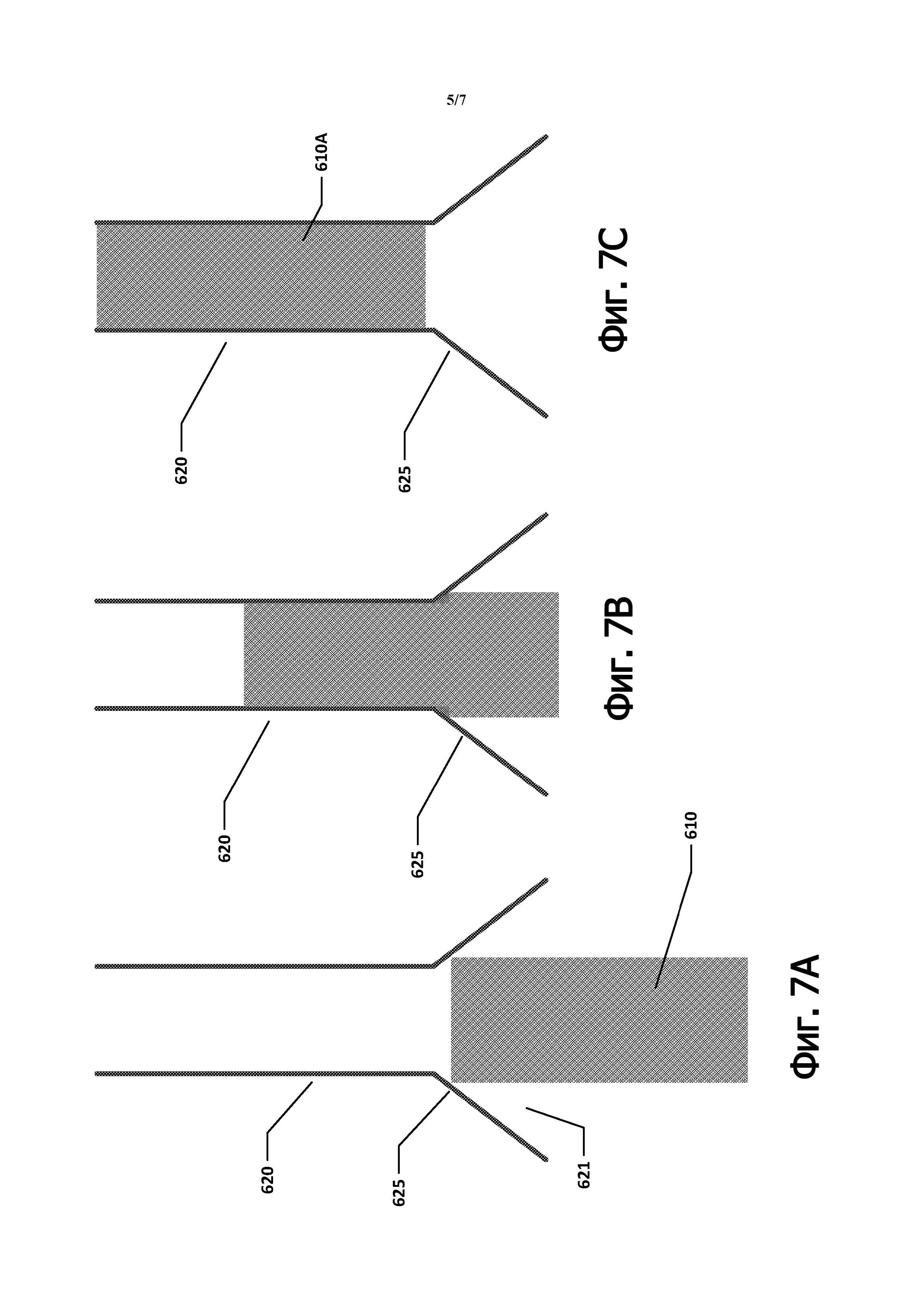
Хотя на фиг. 6 показано сжатие блока 610 пеноматериала и вставка блока 610А сжатого пеноматериала в наполнительную трубку 620 в виде отдельных этапов (3 и 4), в других вариантах осуществления сжатие и вставка может выполняться в виде одной, объединенной операции. Этот подход показан на фиг. 7, на которой открытый конец 621 снизу наполнительной трубки 620 имеет направленный наружу фланец 625 (т.е. раскрывается наружу). В этой реализации низ участка 625 с фланцем достаточно большой, чтобы принять несжатый блок 610 пеноматериала (фиг. 7А). Однако, когда блок 610 пеноматериала толкают дальше вверх в наполнительную трубку 620, диаметр фланца уменьшается, тем самым, сжимая верхний участок блока пеноматериала в наполнительной трубке 620 (фиг. 7В). Наконец, весь блок пеноматериала в сжатом виде располагают в наполнительной трубке 620 (фиг. 7С).
После того, как сжатый блок 610А пеноматериала был расположен в наполнительной трубке (с использованием любого подходящего механизма), в сжатый блок пеноматериала подают жидкость, чтобы получить увлажненный блок 610В пеноматериала. Для процесса наполнения применяют нагнетательный насос. В частности, нагнетательный насос имеет небольшой канал, так что жидкость, подаваемая за один цикл работы насоса, имеет малый объем, напр., менее 0,1 мл. Следовательно, общее количество жидкости, выданной в данный блок пеноматериала, можно очень точно контролировать, задавая общее число циклов, необходимое для наполнения данного блока пеноматериала. Также понятно, что из-за того, что подача жидкости из нагнетательного насоса происходит путем вытеснения жидкости с использованием компонента известного размера, то количество жидкости, выдаваемой за цикл, является однородным и надежным, соответствующим известному размеру подвижного компонента. Это, в свою очередь, дает однородный и надежный уровень наполнения сжатого блока 610А пеноматериала для использования в картридже 30 электронной сигареты.
В некоторых реализациях подача из нагнетательного насоса может проходить сверху вниз по наполнительной трубке 620. Как вариант, или в качестве дополнения, нагнетательный насос может подавать жидкость в сжатый блок 610А пеноматериала через небольшое отверстие в стенке наполнительной трубки. В общем, жидкость впрыскивают в сам блок 610А пеноматериала (а не, скажем, льют на блок пеноматериала сверху). Это способствует лучшему (более равномерному) впитыванию жидкости в сжатый блок 610А пеноматериала. Кроме того, точка впрыска может быть расположена в верхней половине сжатого блока пеноматериала, так как это место в сочетании с силой тяжести также помогает обеспечить более равномерное впитывание жидкости в сжатый блок 610А пеноматериала. Еще один вариант заключается в том, чтобы было несколько точек впрыска жидкости в сжатый блок пеноматериала, напр., на различном расстоянии от открытого конца 621 наполнительной трубки 620. Опять, это может помочь поддерживать более равномерное и надежное впитывания жидкости в сжатый блок 610А пеноматериала.
Внутренний контейнер 350 для картриджа (такой, как показан на фиг. 3) теперь расположен возле открытого конца 621 наполнительной трубки 620, так что продольная ось внутреннего контейнера выровнена и совпадает с продольной осью наполнительной трубки 620. Внутренний контейнер сориентирован так, что стенка 370 и лапка 358 направлены вниз (от открытого конца 621 наполнительной трубки 620), в то время как открытый конец 352 внутреннего контейнера 350 направлен вверх, так что он обращен к открытому концу 621 наполнительной трубки 620, как показано на этапе 6 на фиг. 6.
В некоторых реализациях наполнительную трубку удерживают в неподвижном положении, и сначала блок 610 пеноматериала располагают под открытым концом 621 трубки (как на этапе 2), а затем внутренний контейнер располагают под открытым концом 621 трубки (как на этапе 6). В других реализациях саму наполнительную трубку перемещают так, чтобы расположить открытый конец 621 трубки относительно блока 610 пеноматериала и/или внутреннего контейнера 350.
Отметим, что наполнительная трубка 620 может иметь меньшее поперечное сечение, чем внутренний контейнер 350. Тогда, это позволяет немного поднять внутренний контейнер 350 (и/или немного опустить наполнительную трубку 620), так чтобы было небольшое перекрытие между ними. Другими словами, низ наполнительной трубки 620 небольшой частью располагают во внутреннем контейнере 350. Это перекрытие может способствовать тому, чтобы сжатый (и увлажненный) блок 610В легко проходил из открытого конца наполнительной трубки во внутренний контейнер без риска потери жидкости. Однако перекрытие, в целом, достаточно небольшое, чтобы сохранить пространство (глубину) во внутреннем контейнере 350, чтобы вместить сжатый блок 610В пеноматериала (введенный из наполнительной трубки 620). В других реализациях может отсутствовать такое перекрытие между наполнительной трубкой и внутренним контейнером (измеряемое в вертикальном направлении), хотя открытый конец 621 наполнительной трубки, тем не менее, может быть очень близко к открытому концу 352 внутреннего контейнера 350.
Также на фиг. 6 показан поршневой шток (толкатель) 630, расположенный в наполнительной трубке. Этот поршневой шток толкают вниз через наполнительную трубку 620, чтобы вывести увлажненный блок 610В пеноматериала из открытого конца 621 наполнительной трубки во внутренний контейнер 350. Отметим, что этот процесс вывода также может способствовать более равномерному распределению жидкости в блоке пеноматериала.
В общем, перемещения поршневого штока 630 достаточно, чтобы провести увлажненный блок 610В пеноматериала по всему пути во внутренний контейнер 350, так чтобы низ увлажненного блока 610В пеноматериала упирался в торцевую стенку 370 внутреннего контейнера, как показано на этапе 7А на фиг. 6. Для этого поршневой шток 630 двигают вниз, так что нижний конец поршневого штока достигает по меньшей мере окрестности открытого конца 621 наполнительной трубки 620. Действительно, в этой точке поршневой шток 630 может немного выступать из открытого конца 621 наполнительной трубки 620.
В некоторых вариантах осуществления поршневой шток 630 может выполнять двухударное действие. Другими словами, после начального толкания поршневым штоком 630 для вывода увлажненного блока 610В пеноматериала во внутренний контейнер 350 происходит короткое и быстрое частичное втягивание поршневого штока (т.е. вверх), после чего выполняют другой короткий и быстрый ход вниз перед тем, как поршневой шток 630, наконец, будет выведен из внутреннего контейнера. Это двухударное действие может способствовать чистому отделению поршневого штока 630 от увлажненного блока пеноматериала, когда его вставляют во внутренний контейнер 350, а также более последовательную форму и размещение блока пеноматериала во внутреннем контейнере 350.
В других вариантах осуществления поршневой шток 630 и наполнительная трубка 620 могут обеспечивать другой способ вывода увлажненного блока 610В пеноматериала из наполнительной трубки 620. Например, одна возможность может заключаться в том, что наполнительная трубка и поршневой шток начинают работать из положения, показанного на этапе 6 на фиг. 6, а затем их одновременно опускают во внутренний контейнер, при этом предполагается, что поперечное сечение последнего больше, чем поперечное сечение предыдущего (или, как вариант, внутренний контейнер 350 может быть поднят и расположен снаружи наполнительной трубки 620). Как только увлажненный блок 610В пеноматериала расположен примерно в нужном месте во внутреннем контейнере, наполнительную трубку можно отвести вверх, при этом положение поршневого штока 630 остается неизменным, тем самым, получают конфигурацию, показанную на этапе 6 на фиг. 6.
Какой бы подход для вывода увлажненного блока 610В пеноматериала из наполнительной трубки 620 не применялся, процесс попадет в состояние, показанное на этапе 7В на фиг. 6, когда была выполнена вставка увлажненного блока 610В пеноматериала во внутренний контейнер 350. Теперь внутренний контейнер можно удалить для соответствующей последующей обработки, например, для установки в картридж 30, картомайзер, или в любой другой такой компонент.
На фиг. 8 приведена схематическая диаграмма устройства 800 для автоматизированного заполнения жидкостью картриджа для электронной системы приготовления пара в соответствии с некоторыми вариантами осуществления изобретения. Это устройство включает в себя наполнительную трубку 620, описанную ранее, установленную в вертикальной ориентации. Поршневой шток или толкатель 630, расположенный в верхнем участке наполнительной трубки 620, в то время как низ наполнительной трубки имеет открытый конец. У устройства имеется механизм подачи за раз блока 610 пеноматериала в положение (указанное стрелкой 850) под открытым концом 621 наполнительной трубки. Устройство 800 также включает в себя механизм сжатия и подъема блока 610 пеноматериала в наполнительную трубку (как на этапе 4 на фиг. 6).
Нагнетательный насос 810 выполнен как часть устройства 800, чтобы выдавать точно контролируемое количество жидкости в блок пеноматериала в наполнительной трубке 620 через боковое отверстие в наполнительной трубке. После завершения операции наполнения (или в процессе нее) внутренний контейнер для картриджа подают в положение 850. Затем, активируют поршневой шток, чтобы вывести увлажненный блок 610 пеноматериала из наполнительной трубки во внутренний контейнер 350.
Поэтому, устройство 800 обеспечивает автоматизированный механизм для массового заполнения картриджей (включая картомайзеры и т.д.) электронных сигарет. Устройство может работать в полуавтоматическом прерывистом, полностью автоматическом прерывистом или полностью автоматическом непрерывном режиме. Типовые реализации устройства 800 поддерживают скорости в диапазоне от 5 до 300 заполнений капсул в минуту.
Устройство поддерживает полное увлажнение блока 610 пеноматериала с очень постоянным уровнем заполнения жидкостью картриджей, обычно с точностью более 99% веса. Автоматизированная обработка также дает дополнительные преимущества по сравнению с существующими ручными процедурами. Например, имеется меньший риск загрязнения человеком картриджей электронных сигарет или нежелательного воздействия операторов на жидкости электронных сигарет. Более того, точный и надежный автоматизированный процесс заполнения может привести к экономии и более постоянному (и, следовательно, более хорошему) опыту использования.
На фиг. 9 приведена блок-схема, показывающая автоматизированный способ заполнения жидкостью картриджа для электронной системы приготовления пара в соответствии с некоторыми вариантами осуществления изобретения. В этом контексте следует понимать, что картридж включает в себя любой модуль электронной системы приготовления пара, который принимает и содержит жидкость для испарения, такой как картридж 30, как показанный на фиг. 1, картомайзер, или камера или контейнер для жидкости, которым оснащают такое устройство, напр., внутренний контейнер 350, показанный на фиг. 3. Заливаемая жидкость обычно содержит никотин в сочетании с другими составляющими, таким как растворитель, один или несколько ароматизаторов и/или компонент, способствующий образованию аэрозоля в процессе испарения. Тем не менее, способ не ограничен никотиновыми жидкостями, а применим для любой такой жидкости, предназначенной для использования в электронной системе приготовления пара (такой как электронная сигарета).
Способ, показанный на фиг. 9, включает в себя следующее: вставляют блок пеноматериала в наполнительную трубку (операция 910), например, с использованием цанг или толкателя. Пеноматериал выполнен из гидрофобного материала, например, из полиуретана. Наполнительная трубка может иметь шершавую или текстурированную внутреннюю поверхность, чтобы способствовать удерживанию пеноматериала в наполнительной трубке. Способ также содержит следующее: впрыскивают жидкость в блок пеноматериала в наполнительной трубке с использованием нагнетательного насоса, чтобы получить увлажненный блок пеноматериала. Нагнетательный насос может иметь небольшой канал (величину впрыска за цикл), чтобы обеспечить точное и постоянное количество жидкости, заливаемой в каждый блок пеноматериала. Способ также содержит следующее: выталкивают увлажненный блок пеноматериала из наполнительной трубки в картридж, например, с использованием поршневого штока. Этот вывод блока пеноматериала может включать в себя двойной удар поршневым штоком по блоку пеноматериала, чтобы обеспечить повышенную однородность размещения блока пеноматериала в контейнере.
Способ, показанный на фиг. 9, поддерживает автоматизацию, а также однородную, точную скорость заполнения блоков пеноматериала каждого картриджа жидкостью. Поэтому, такой способ может помочь производить набор из нескольких картриджей, заполненных жидкостью, удерживаемой в блоке пеноматериала, предназначенных для использования в системе приготовления пара, причем каждый из упомянутых картриджей содержит одно и то же количество жидкости с погрешностью ±1% (погрешность, например, можно задать как 2, 2,5 или 3σ, где σ - это стандартное отклонение количества жидкости на множестве/образце или на всех картриджах).
Специалисту в области техники будет очевидно множество потенциальных изменений различных реализаций, описанных выше. Только для примера, вместо использования нагнетательного насоса в можно применять некоторый другой вид насоса для подачи жидкости, чтобы обеспечить постоянное количество жидкости при наполнении картриджей, например, шприцевой насос. Кроме того, вместо использования блока пеноматериал для удерживания жидкости в картриджах, можно применять некоторую другую подходящую сжимаемую основу.
Для решения различных задач и развития уровня техники в этом раскрытии на примере показаны различные варианты осуществления, посредством которых можно на практике реализовать изобретение. Преимущества и признаки раскрытия представляют собой всего лишь представительные примеры вариантов осуществления и не являются исчерпывающими и/или исключительными. Они представлены только для того, чтобы способствовать пониманию и передать идеи заявленного изобретения. Понятно, что преимущества, варианты осуществления, примеры, функции, признаки, конструкции и/или другие аспекты раскрытия не следует рассматривать как ограничения раскрытия, заданного формулой изобретения или ограничениями на эквиваленты формулы изобретения, и что, не отклоняясь от объема формулы изобретения, можно применять другие варианты осуществления и выполнять модификации. Различные варианты осуществления могут должным образом содержать, состоять из или по существу состоять из различных сочетаний описанных элементов, компонентов, признаков, частей, этапов, средств и т.д., отличных от описанных в этом документе. Изобретение может включать в себя другие изобретения, не заявленные явно, но которые могут быть заявлены в будущем.
Реферат
В способе в наполнительную трубку вставляют сжимаемую основу, затем впрыскивают жидкость в основу, используя насос, и продвигают увлажненную основу из наполнительной трубки в картридж. Изобретениями являются также устройство для осуществления способа и набор из нескольких картриджей, получаемых вышеописанным способом. Группа изобретений обеспечивает повышение качества. 3 н. и 20 з.п. ф-лы, 12 ил.
Комментарии