Грейферный механизм подачи к штампу для вязки крючковых цепей - SU984585A1
Код документа: SU984585A1
Чертежи
Описание
(54) ГРЕЙФЕРНЫЙ МЕХАНИЗМ ПОДАЧИ К ШТАМПУ ДЛЯ ВЯЗКИ КРЮЧКОВЫХ ЦЕПЕЙ
1
Изобретение относится к средствам механизации и в-втоматизации холодной штамповки и -может быть применено для перемеш .ения в ориентированном положении плоских заготовок в штампах последовательного действия, преимущественно в штампах для сборки гибкой крючковых цепей из отдельных плоских звеньев.
Известны грейферные механизмы подачи, используемые в штампах-автоматах последовательного действия. Такой механизм состоит из двух линеек-захватов, закрепленных на двух планках, получаюш,их перемещение в направлении, перпендикулярном к линии подачи заготовок, от четырех клиньев, в результате чего происходит захват заготовок, а подача заготовок линейками с позиции на позицию осуществляется при помощи рычажного механизма с приводом от ползуна пресса.
Наиболее близок к предлагаемому - механизм подачи, встроенный в штамп, содержащий грейферные линейки с захватами , связанные посредством траверсы со штоком поршневого привода и расположенные в направляющих планках с пружинами и клиньями, установленных в нижней плите
штампа с возможностью возвратно-поступательного перемещения 2.
Недостаток указанных механизмов - ограниченные технологические возможности. Такие механизмы невозможно использовать при подаче заготовок с переменным шагом, а также при штамповке плоских рельефных заготовок различной конфигурации, когда кроме продольного и поперечного перемещения грейферных линеек нужно еще их вертикальное перемещение. Это необходимо,
10 например, при сборке гибкой крючковых цепей из отдельных плоских звеньев, поскольку здесь между позициями формовки звена цепи нужен увеличенный шаг подачи, а на последней позиции сборки (вязки) 15 звеньев между собой нужен уменьшенный шаг. Кроме того, для снятия сформированных звеньев и собранной цепи с матрицы необходимо вертикальное перемещение грейферных линеек.
Цель настоящего изобретения - расши20Г рение технологических возможностей механизма .
Поставленная цель достигается тем, что грейферный механизм подачи к штампу для вязки крючковых цепей, содержащий грейферные линейки с захватами, связанные посредством траверсы со штоком поршневого привода и расположенные в направляюш,их планках с пружинами и клиньями,установленных в нижней плите штампа с возможностью возвратно-поступательного перемешения , снабжен устройством возвратно-поступательного вертикального перемешения направляюш.их планок, выполненным в виде двух валов, на каждом из которых жестко закреплень по три рычага, средние из которых связаны между собой и со штоком поршневого привода, направляющих колонок, установленных в нижней плите штампа с возможностью вертикального перемеш.ения и связанных одним концом с крайними рычагами валов, а другими с направляюш.ими планками, при этом грейферные линейки выполнены составными из последовательно размеш,енных пар, имеющих свой поршневой привод.
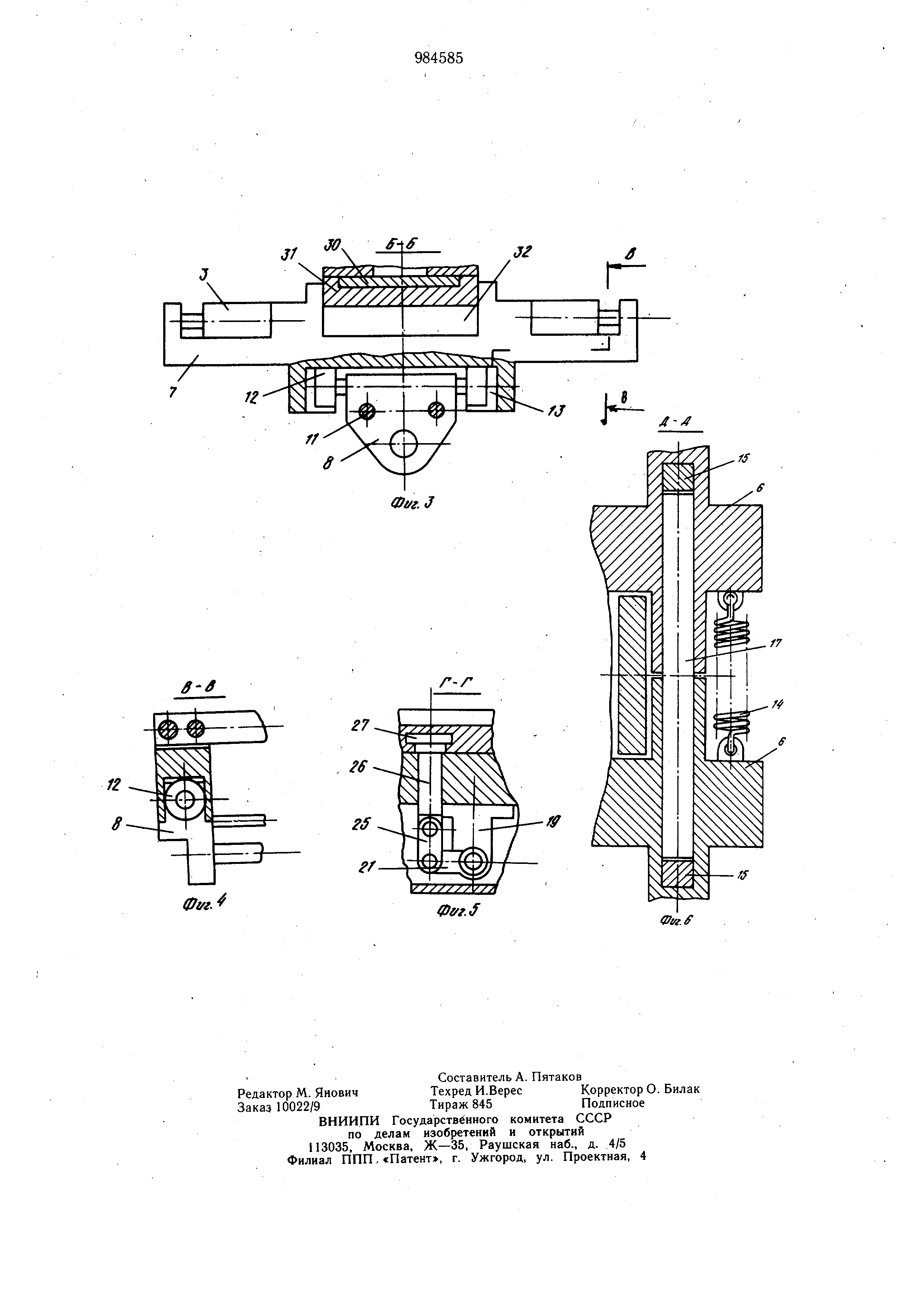
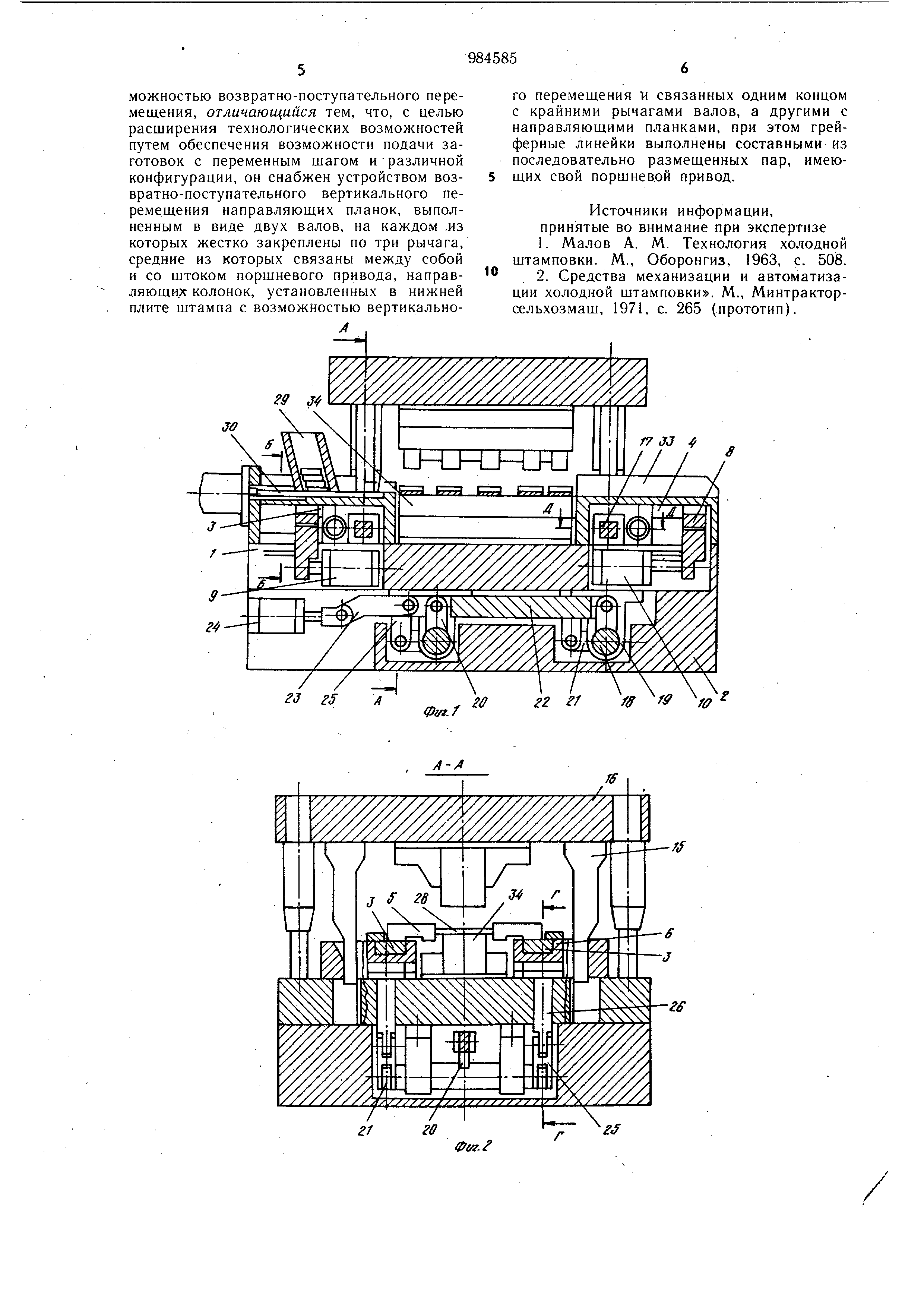
На фиг. 1 показан механизм, продольный разрез; на .фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез на фиг. 1 (в увеличенном масштабе); на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - разрез Д-Д на фиг. 1.
Грейферный механизм подачи смонтирован на нижней плите штампа 1, установленного на плите пресса 2. Основной рабочий орган механизма - грейферные линейки - состоит из двух частей 3 и 4, на которых закреплены захваты 5, и перемещаются в направляющих планках 6. Они связаны попарно между собой траверсами 7, которые установлены с возможностью вертикального перемещения относительно ползунов 8, связанных со щтоками поршневых приводов 9 и 10 и передвигающихся по направляющим 11. При этом ролики 12, подвижно закрепленные на ползунах 8, находятся в пазах 13 траверс 7 и служат для уменьшения трения между ползунами 8 и траверсами 7 при их взаимном перемещении. Направляющие планки 6 стягиваются пружинами 14, а также взаимодействуют с клиньями 15, которые закреплены в верхней плите 16 штампа. Направляющие 17 служат для взаимного направления планок 6 при их смыкании и размыкании.
Устройство вертикального возвратнопоступательного перемещения направляющих планок грейферных линеек состоит из двух валов 18, вращающихся в подшипниках 19, смонтированных в нижней плите щта-мпа 1. Каждый из валов 18 имеет по три неподвижно посаженных рычага 20 и 21. Средние рычаги 20 связаны шарнирно между собой тягой 22, а также посредством серьги 23 со штоком привода 24. Крайние рычаги 21 посредством серег 25 связаны с колонками 26, установленными в нижней плите штампа с возможностью вертикального перемещения и связанными с направляющими планками 6 при помощи Т-образных направляющих 27, имеющихся в верхней части колонок 26..
Для размещения заготовок 28 служит магазин 29, установленный над шиберным механизмом 30, корпус ЗГ которого служит
одновременно для направления одной из траверс 7 и удержания ее в центральном положении при помощи пазов 32, имеющихся в траверсах 7, причем паз 32 одной из траверс 7 контактирует с корпусом 31, а паз
другой траверсы 7 контактирует с лотком 33 для готовых деталей.
Шиберный механизм 30 размещен перед матрицей 34 штампа, а лоток 33 - за ней по ходу перемещения заготовок.
Работа грейферного механизма подачи
осуществляется следующим образом.
Заготовки 28 загружаются в магазин 29 и подаются на исходную позицию шиберным механизмом 30 с пневматическим приводом. При этом верхняя плита 16 штампа находится в нижнем положении. При подъеме верхней плиты 16 штампа, закрепленной на ползуне пресса, направляюшие планки 6 с грейферными линейками 3 и 4 получают поперечное перемещение при помощи пружин 14. Детали зажимаются захватами 5. Затем
включается привод 24, который посредством серьги 23, тяги 22 и рычагов 20 поворачивает валы 18. Валы 18 при помощи рычагов 21 и серег 25 перемещают синхронно вверх колонки 26 и, следовательно, направляющие планки 6 совместно с линейками 3 и 4, захBataMH 5, перемещаемыми заготовками 28 и траверсами 7. Далее следует перемещение линеек 3 и 4 с заготовками привода 9 и 10 посредством ползунов 8 и траверс 7. После перемещения линеек с деталями в крайнее правое положение происходит опускание их
поршневым приводом 24 посредством описанного устройства вертикального перемещения . Заготовки 28 ложатся на матрицу 34 штампа. Далее происходит штамповка деталей на всех позициях, а когда плита 16 штампа перемещается в нижнее положение
клинья 15 разводят грейферные линейки 3 и 4, заготовки 28 освобождаются, а приводы 9 и 10 возвращают линейки 3 и 4 с захватами 5 в исходное положение.
Применение изобретения дает возможность использовать грейферный механизм подачи для сборки гибкой крючковых цепей из отдельных плоских звеньев, что позволит повысить производительность труда при сборке цепей не менее, чем в 3-4 раза.
Формула изобретения
Грейферный механизм подачи к штампу для вязки крючковых цепей, содержащий грейферные линейки с захватами, связанные посредством траверсы со штоком поршневого привода и расположенные в направляющих планках с пружинами и клиньями, уста.новленных на нижней плите щтампа с возможностью возвратно-поступательного перемещения , отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения возможности подачи заготовок с переменным шагом и различной конфигурации, он снабжен устройством возвратно-поступательного вертикального перемешения направляюш.их планок, выполненным в виде двух валов, на каждом .из которых жестко закреплены по три рычага, средние из которых связаны между собой и со штоком поршневого привода, направляющих колонок, установленных в нижней плите штампа с возможностью вертикально , А-А
//
2J
. го перемещения и связанных одним концом с крайними рычагами валов, а другими с направляющими планками, при этом грейферные линейки выполнены составными из последовательно размещенных пар, имеющих свой поршнев.ой привод. Источники информации, принятые во внимание при экспертизе 1.Малов А. М. Технология холодной штамповки. М., Оборонгиз, 1963, с. 508. 2.Средства механизации и автоматизации холодной штамповки. М., Минтракторсельхозмаш , 1971, с. 265 (прототип). .
Реферат
Формула
Комментарии