Прессовый агрегат с несколькими прессами для получения деталей из листового металла (варианты) - RU2076011C1
Код документа: RU2076011C1
Чертежи






Описание
Изобретение относится к обработке металлов давлением, в частности к оборудованию для получения методами штамповки деталей из листовых заготовок.
Изготовление деталей из листового металла осуществляется, как правило, за несколько операций. Первоначально для этого использовали отдельные прессы с ручной передачей полуфабрикатов от одного из них к другому, после чего перешли к полной автоматизации транспортировки.
Необходимость снижения капитальных и эксплуатационных затрат привела к объединению операций обработки, проводившихся ранее на отдельных прессах линии, в компактных многостоечных, многопозиционных прессах с прямолинейным транспортом. Такие прессы отвечают требованиям высокой производительности и быстрой переналадки. Необходимые при изготовлении кузовных деталей в автомобилестроении восемь рабочих операций распределены в многопозиционных прессах с прямолинейным транспортом по одному, двум или трем ползунам. Исходя из размеров детали, расстояния между центрами рабочих органов составляют 2500 мм и более, а обрабатываемые заготовки и орган для их перемещения от одной позиции к другой испытывают большое ускорение в целях повышения производительности агрегата.
Прессовый агрегат в соответствии с настоящим изобретением представляет направление в области обработки, использующее выгодные особенности как линии прессов, так и многопозиционного пресса с прямолинейным транспортом.
Наиболее близким по технической сущности является прессовый агрегат с несколькими прессами для получения деталей из листового металла, содержащий установленные в технологической последовательности прессы для обработки листового металла, механизмы подачи исходного листового металла и удаления готовых деталей, механизм транспортировки обрабатываемого металла между позициями обработки в виде средств захвата заготовок и механизма перемещения средств захвата, размещенных вдоль линии прессов, а также промежуточный накопитель, при этом каждый пресс включает стойки с траверсой, неподвижный стол с размещенным на нем подвижным столом для штампов и ползун, установленный с возможностью возвратно-поступательного перемещения от привода.
Недостатками известного прессового агрегата являются необходимость использования больших производственных площадей и невысокая производительность, обусловленная необходимостью перемещения обрабатываемых заготовок за каждый ход ползуна на значительное расстояние. Кроме того, выполнение механизма транспортировки обрабатываемого металла в виде грейферной подачи затрудняет пресс смены инструмента.
Технической задачей, на решение которой направлено изобретение, является повышение производительности прессового агрегата, уменьшение требуемых для его установки производственных площадей и расширение его технологических возможностей путем обеспечения обработки крупногабаритных и тонкостенных заготовок.
Для решения указанной выше технической задачи известный прессовый агрегат с несколькими прессами для получения деталей из листового металла, содержащий установленные в технологической последовательности прессы для обработки листового металла, механизмы подачи исходного листового металла и удаления готовых деталей, механизм транспортировки обрабатываемого металла между позициями обработки в виде средств захвата заготовок и механизма перемещения средств захвата, размещенных вдоль линии прессов, а также промежуточный накопитель, при этом каждый пресс включает стойки с траверсой, неподвижный стол с размещенным на нем подвижным столом для штампов и ползун, установленный с возможностью возвратно-поступательного перемещения от привода, снабжен дополнительными промежуточными накопителями, стойки каждого пресса выполнены с опорным участком для крепления на них соответствующей траверсы, траверсы и столы соседних прессов, а также опорные участки соседних стоек расположены с зазором, подвижный стол каждого пресса, соответствующего одной позиции обработки, выполнен со средствами крепления по крайней мере одного штампа, основной и дополнительные промежуточные накопители установлены между прессами, средства захвата заготовок и механизм перемещения средств захвата расположены выше уровня транспортировки заготовок, привод выполнен в виде соединенного с механизмом вращения вала, а ползуны прессов и механизм перемещения средства захвата связаны с упомянутым валом.
По второму варианту выполнения упомянутый выше известный прессовый агрегат с несколькими прессами для получения деталей из листового металла снабжен дополнительными промежуточными накопителями, стойки прессов, за исключением крайних в линии прессов, выполнены с двумя опорными участками для крепления двух соседних траверс соседних прессов, траверсы и столы соседних прессов, а также опорные участки соседних стоек расположены с зазором, подвижный стол каждого пресса, соответствующего одной позиции обработки, выполнен со средствами крепления по крайней мере одного штампа, основной и дополнительные промежуточные накопители установлены между прессами, средства захвата заготовок и механизм перемещения средств захвата расположены выше уровня транспортировки заготовок, привод выполнен в виде соединенного с механизмом вращения вала, а ползуны прессов и механизм перемещения средств захвата связаны с упомянутым валом.
Как в первом, так и во втором варианте прессового агрегата головной пресс в линии прессов может быть снабжен механизмом вытяжки, осуществляющим вытяжку в направлении снизу вверх, а по меньшей мере один из последующих прессов выполнен с позицией дополнительной вытяжки.
Механизм перемещения средств захвата заготовок механизма транспортировки обрабатываемого металла в обоих вариантах может быть выполнен в виде подвесного транспортера, проходящего через прессовый агрегат от зоны подачи исходного листового металла до зон удаления готовых деталей.
Кроме того, промежуточные накопители как в первом, так и во втором варианте могут быть выполнены с приемниками, установленными с возможностью регулировочного перемещения в вертикальном, горизонтальном и угловом направлениях, а механизм вращения вала, установленного в верхней части прессового агрегата вдоль линии прессов, выполнен в виде по меньшей мере одного электродвигателя, связанного с валом посредством соединительного и тормозного средств.
В первом варианте прессового агрегата близрасположенные стойки двух соседних прессов смонтированы на общей монтажной площадке или на неподвижных столах соответствующих прессов, установленных посредством общей опоры на монтажной площадке. Средства захвата заготовок в обоих вариантах могут быть выполнены в виде присосок, а механизм их перемещения представляет собой направляющие, параллельно расположенные вдоль линии прессов по обе стороны от ползунов с возможностью возвратно-поступательного перемещения в вертикальной плоскости синхронно с работой прессов, и каретки, попарно соединенные между собой посредством перемычек и установленные в упомянутых направляющих с возможностью перемещения, а присоски смонтированы на перемычках.
На фиг.1-6 показан путь развития от линии прессов к многостоечному многопозиционному прессу с прямолинейным транспортом до гибридного прессового агрегата; на фиг. 7 прессовый агрегат с несколькими прессами для получения деталей из листового металла, вид спереди; на фиг.8 разрез А-А на фиг.7, I вариант прессового агрегата; на фиг.9 то же, II вариант прессового агрегата; на фиг.10 фрагмент Z фиг.7, увеличено, I вариант; на фиг.12 то же, II вариант.
На фиг. 1 показана линия прессов с головным прессом 1 и последующими прессами 2. Подводимая с подающего устройства 3 листовая заготовка удерживается в вытяжном штампе головного пресса 1 с помощью ползуна фланцедержателя и формуется другим ползуном. Рабочее перемещение ползунов осуществляется сверху вниз. Для дальнейшей обработки заготовок на других прессах требуется не менее одного поворотного механизма 4. Транспортировка листовой заготовки по линии прессов до устройства съема 5 выполняется питателем 6.
Благодаря использованию механизма вытяжки 7, расположенного в столе головного пресса 1 (фиг.2), с вытяжной подушкой, действующей снизу вверх, расстояние между головным прессом 1 и последующими прессами 2 сокращено.
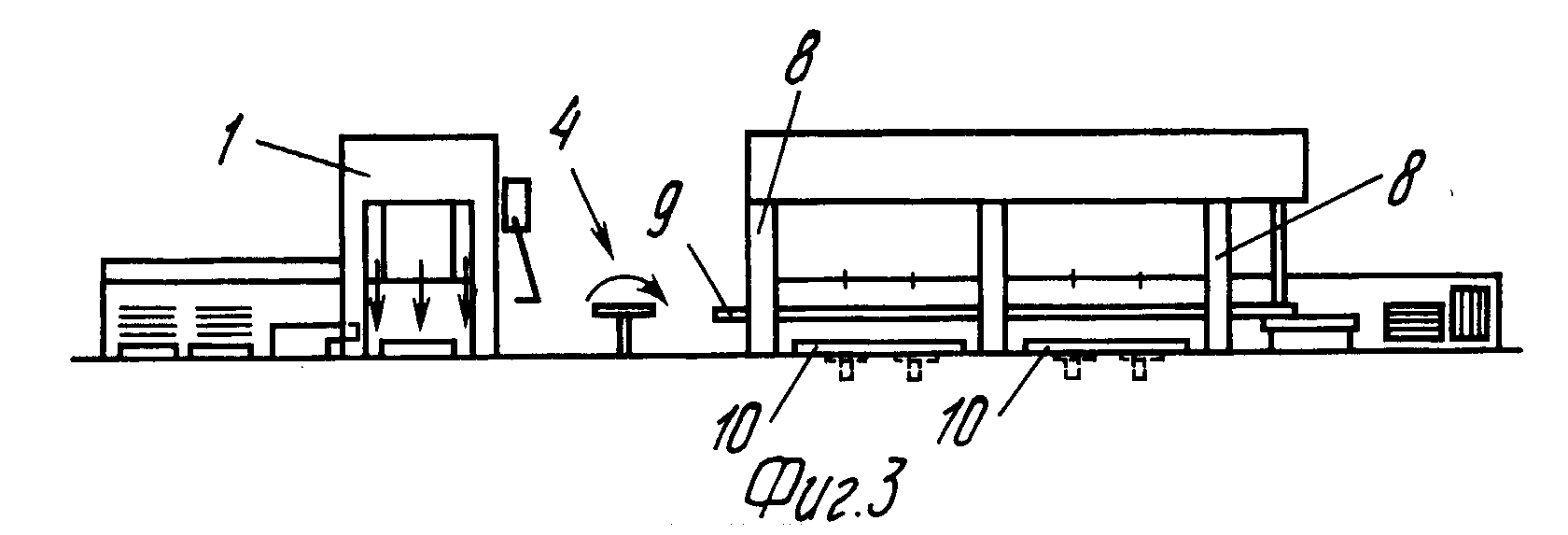
На фиг.3 показана комбинированная прессовая установка с вытяжным прессом 1 двойного действия, поворотным механизмом 4, трехстоечным многопозиционным прессом со стойками 8 и устройством 9 для транспортировки изделий по операциях обработки многопозиционного пресса. Комплекты штампов, например, на каждых двух операциях можно заменять с помощью подвижных столов 10.
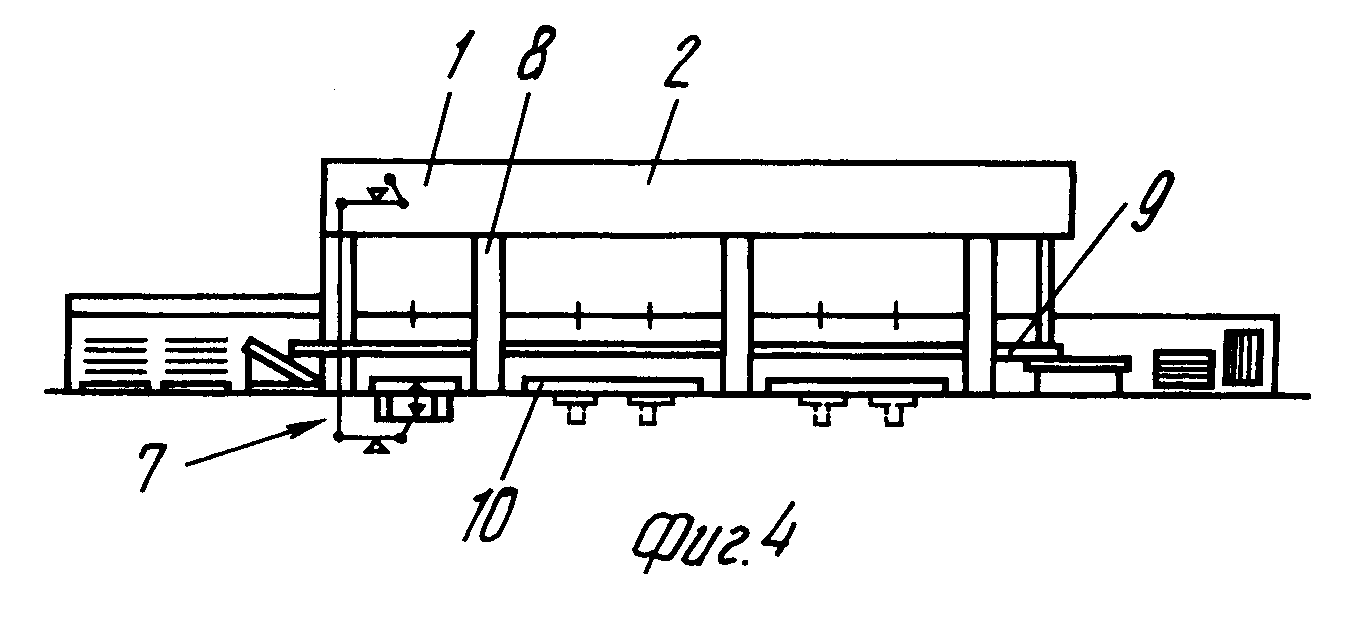
Показанный на фиг.4 четырехстоечный многопозиционный пресс с прямолинейным транспортом содержит наряду с головным прессом 1 двойного действия механизм вытяжки 7, работающий снизу вверх, и устройство 9, управляемое многопозиционным прессом, для транспортировки обрабатываемых изделий.
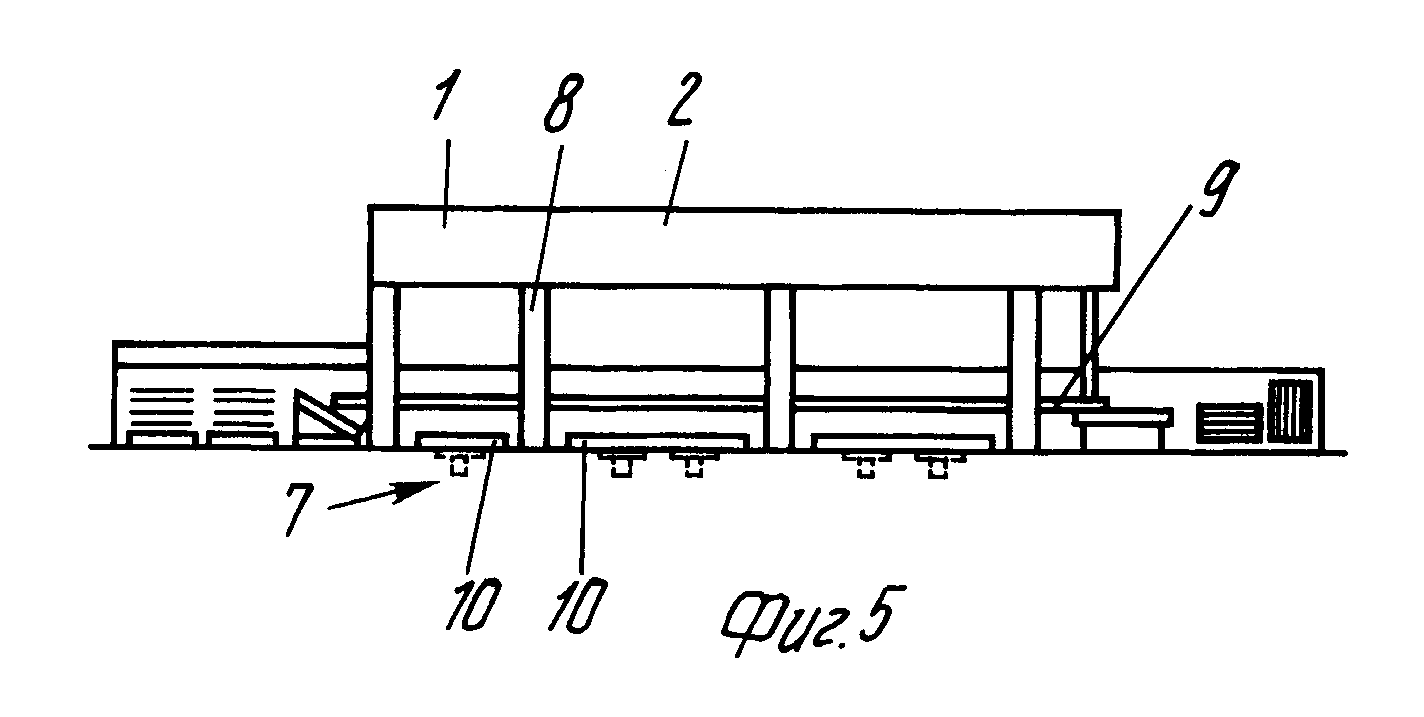
На фиг. 5 показан головной пресс 1, представляющий собой пресс простого действия с механизмом вытяжки 7, встроенным в стол.
На фиг.6 схематично показан спереди и сверху гибридный прессовый агрегат в соответствии с изобретением, который можно сравнить с предыдущими этапами развития технической мысли в области прессового оборудования. Между каждой позицией обработки расположен один промежуточный накопитель 11. Каждая позиция может содержать как один штамп для обработки одной заготовки, так и несколько штампов для нескольких одновременно обрабатываемых на этой позиции листовых заготовок. Механизм для транспортировки обрабатываемых заготовок располагается выше уровня транспортировки листовых заготовок над промежуточными накопителями 11.
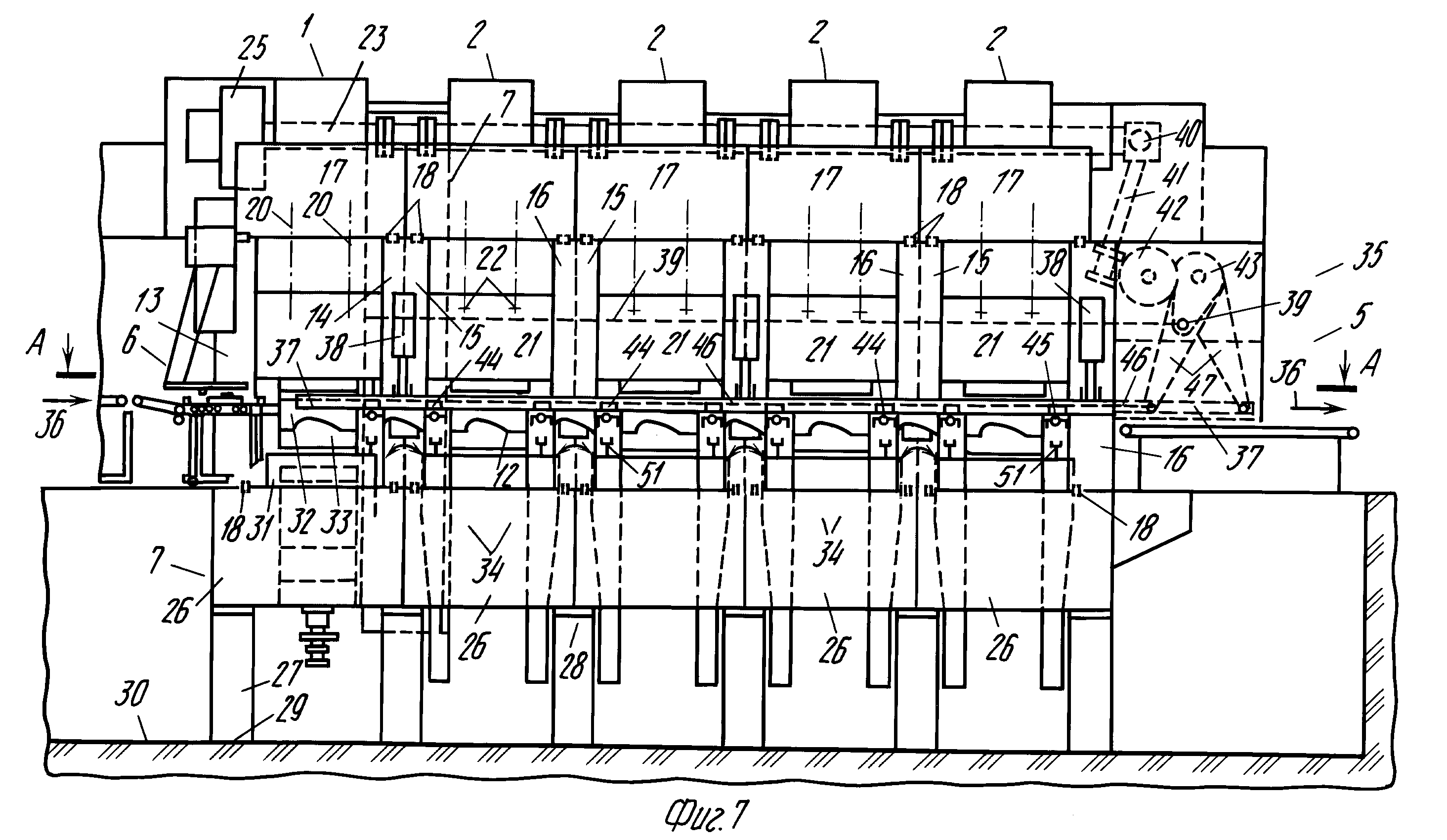
В соответствии с фиг.7 листовые заготовки 12 по отдельности или, если, например, необходимо изготовить обе внутренние панели дверей легкового автомобиля, две листовые заготовки 12 подаются на головной пресс 1 посредством питателя 6. Головной пресс 1 представляет собой, например, вытяжной пресс с механизмом вытяжки 7. Этот вытяжной пресс 1 содержит четыре стойки: левую пару стоек 13 и правую пару 14. Размещенные вслед за вытяжным прессом 1 прессы 2 снабжены другими обpабатывающими устройствами для листовых заготовок 12. Обработка включает в себя, в частности, позиции дополнительной вытяжки. Эти последующие прессы 2 также имеют четыре стойки 15, 16. Передние стойки 13, 14, 15 и 16 здесь не показаны. Согласно первому варианту стойки каждого пресса выполнены с опорным участком для крепления на них соответствующей траверсы 17. Траверсы 17 установлены на опорные участки с помощью пригоночных деталей 18 и зафиксированы натяжными анкерами 19. Каждый пресс содержит вертикально перемещающийся посредством шатунов 20 ползун 21. На каждый ползун 21 приходятся по четыре шатуна 20. Как можно видеть из фиг.7 и 10, показывающих вытяжной пресс 1, шатуны 20 соединены с ползуном 21 в удаленных друг от друга точках 22 нажима, расположенные по углам. Шатуны 20 приводятся от кулачкового или, как показано на фиг.10, кривошипного механизма. Привод осуществляется от вала 23, проходящего по всей длине прессового агрегата и получающего, в свою очередь, вращение от главного электродвигателя 24 (фиг.10), а также от второго электродвигателя через блок 25 муфты с тормозом. Каждому прессу 1, 2 соответствует стол 26, через который стойки 13, 14, 15, 16 или их опорные участки спираются на опору 27. Между столами 26 и стойками 13, 14, 15 и 16 также установлены пригоночные детали 18 для предотвращения бокового смещения. Траверсы 17 и столы 26 соседних прессов, а также опорные участки соседних стоек установлены с зазором 28 для исключения взаимного влияния. Общие для стоек опоры 27 установлены на монтажных площадках 29 фундамента 30. Каждому ползуну 21 соответствует стол 31, с помощью которого можно заменять отдельные штампы 32, 33. Между каждыми двумя прессами с определяемыми штампами 32, 33 позициями обработки расположен промежуточный накопитель 34. Эти промежуточные накопители 34 расположены, например, посередине расстояния между штампами 32 и 33 и между стойками 14, 15 в целях сокращения наполовину хода перестановки листовых заготовок 12 за один ход ползуна.
Для транспортировки листовой заготовки 12 предусмотрен механизм, обозначенный в целом позицией 35, основные элементы которого находятся выше уровня 36 транспортировки листовых заготовок между позициями обработки. При этом механизм 35 состоит не менее чем из двух ходовых направляющих 37, которые могут проходить от питателя 6 до устройства съема 5 по всей длине прессового агрегата, причем первая ходовая направляющая 37, если смотреть на фиг. 7, расположена за ползунами 21 и верхними частями штампов 32, а вторая направляющая 37 перед ползунами 21 и верхними частями штампов 32 с возможностью подъема и опускания на прессах 1, 2. Движения подъема и опускания направляющих 37 осуществляются посредством подъемных приспособлений 38, расположенных на стойках 14 или 15 прессов 1, 2 и преобразующих, например, горизонтальное перемещение каждой из рычажных систем 39, расположенных перед и за ползунами 21, в вертикальном перемещение направляющих 37. Подъемы и опускания обеих направляющих 37 происходят синхронно и в такт прессовому агрегату посредством движений, передаваемых с вала 23 через редуктор 40, вращающийся вал 41, промежуточную шестерню 42 и кулачковый механизм на кривошипный рычаг 43. Каждая из рычажных систем 39 соединена посредством шарнира с соответствующим кривошипным рычагом 43.
На каждой из параллельных направляющих 37 перемещается вдоль каретка 44. При этом каретки 44, расположенные напротив друг друга, соединены перемычками 45 с присосками, как видно более наглядно на фиг.8.
Ходовой привод кареток 44 в направлении передачи и в обратном направлении осуществляется с помощью рычажного механизма 46 от кривошипных рычагов 47, которые, в свою очередь, перемещаются посредством редуктора 40, вращающегося вала 41, промежуточной шестерни 42 и кулачкового механизма. При этом кулачковые механизмы реализуются путем прилегания кривошипного рычага 47 или 43 к управляющим кулачкам 48 (фиг.8), вращающимся от редуктора 40, вала 41 и промежуточной шестерни 42.
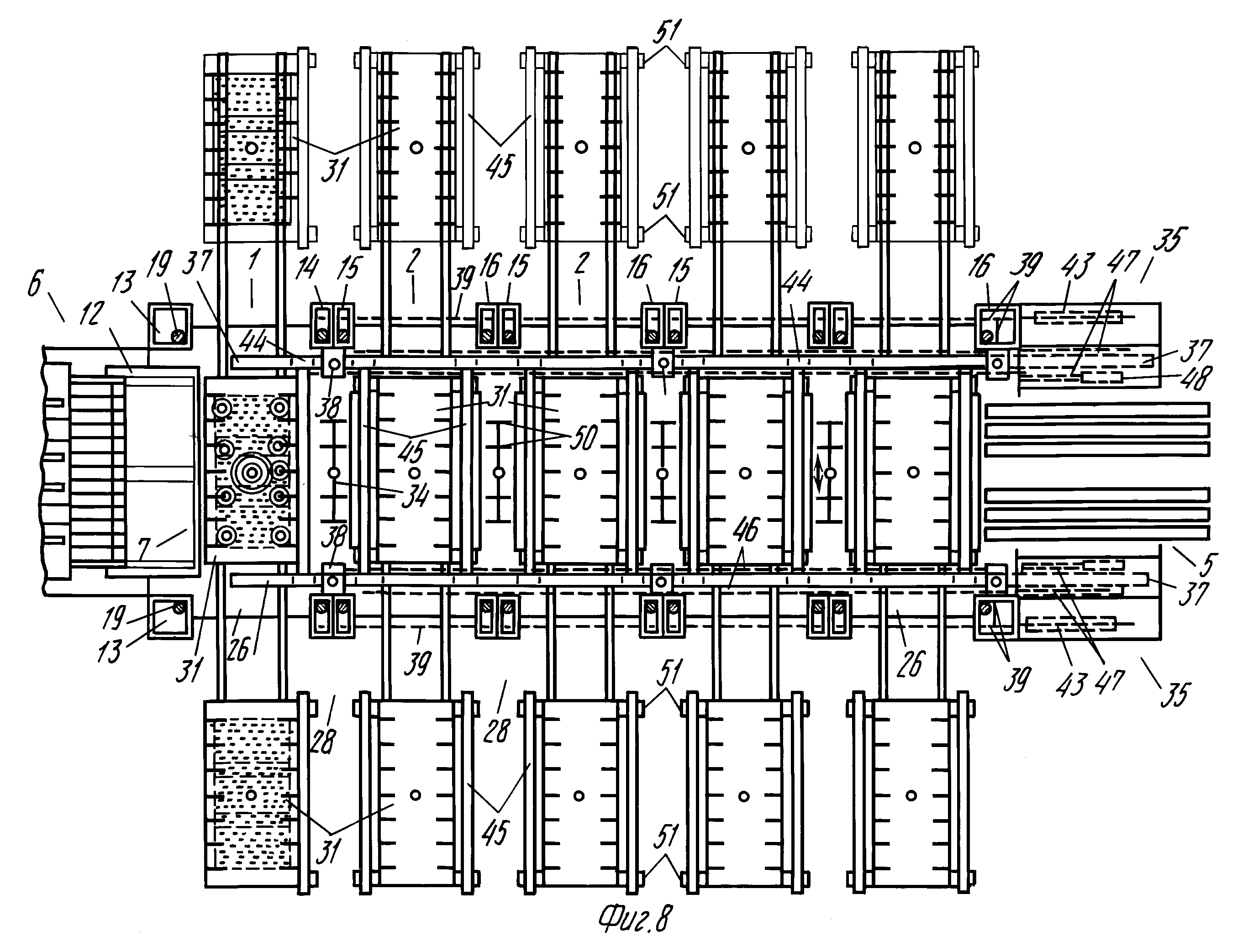
Фиг. 8 соответствует горизонтальному разрезу прессового агрегата выше уровня транспортировки листовых заготовок, обозначенного позицией 36 на фиг. 7.
В питателе 6 показаны листовые заготовки разного размера (и толщины). Позицией 12 обозначен исходный лист большой площади и две листовые заготовки меньшего размера. Соответственно этому на каждой позиции в прессовом агрегате дальше вводятся один или два штампа. В каждом прессе 1,2 для этого перемещается по направляющим стол 31. Закрепленные на нем штампы, которые при переналадке агрегата на новое изделие могут сниматься и заменяться другими, здесь не показаны. Каждому ползуну 21 соответствует один или два штампа 32 и 33. В то время как столы 31 могут выдвигаться с одной стороны (на фигуре - вверх) из прессов 1, 2 прессового агрегата, с другой стороны его (на фиг.3 - снизу) штампы можно вдвигать на столах 31.
Благодаря тому что в плоскости разреза на фиг.8 стойки 14, 15 заштрихованы в разных направлениях, видно, что они представляют собой разные детали. Эта раздельность относится к несущей, опорной области, а не к облицовке.
Зазор между опорными участками стоек 14 и 15, траверсами 17 и столами 26 соседних прессов обеспечивает исключение взаимного воздействия прессов.
На фиг. 9 и 12 изображен второй вариант прессового агрегата, в котором стойки прессов, за исключением крайних в линии прессов, выполнены с двумя опорными участками для крепления двух соседних траверс соседних прессов. В рамках этого изобретения находится замысел объединения для двух соседних прессов двух близрасположенных стоек в единое целое, в результате чего образуется стойка 49, на которую опираются две траверсы 17 соседних прессов. При этом в каждой стойке 49 имеются два натяжных анкера 19, соединяющих траверсы 17 со столами 26.
В этом случае обеспечивается существенное сокращение влияния соседних позиций обработки.
Как видно на фиг.7 и 8, прессовый агрегат содержит траверсы 17 и столы 26, число которых соответствует количеству входящих в прессовый агрегат отдельных прессов, что, однако, не ограничивает замысла изобретения.
Между соседними позициями обработки расположены промежуточные накопители 34 с приемниками 50 для листовых заготовок. Обращенные вверх приемники 50 для поддержки листовых деталей 12 внизу автоматически регулируются по высоте, размеру, форме и наклону листовых заготовок 12 посредством установочных механизмов. Эти механизмы, их привод и регулировочные штанги подробно не показаны.
Каретки 44, как показано на фиг.8, могут выполнять различные перемещения посредством транспортировочного рычажного механизма 46 при соответствующем движении кривошипных рычагов 47 для того, чтобы, с одной стороны, в связи с подъемом и опусканием направляющих 37 переносить листовые заготовки 12 из штампов 33 в промежуточные накопители 34 и одновременно из этих накопителей 34 в следующие штампы 33, а, с другой стороны, выдерживать их во время деформирования в промежутках между штампом или ползуном пресса к промежуточным накопителем 34. Для того чтобы каретки 44 могли совершать на отдельных этапах перемещения ход разной величины, первая, третья, пятая и так каждая через одну каретки 44 перемещаются посредством рычажного механизма 46, который в данном случае расположен между ходовыми направляющими 37, а вторая, четвертая и далее через одну каретки 44 перемещаются посредством расположенного снаружи рычажного механизма 46. Каждый механизм 46 посредством кривошипного рычага 47 прилегает к одному из управляющих кулачков 48, перемещающихся от вала 23. Перемычки 45 с присосками с помощью дополнительного опускания направляющих 37 укладываются на опорные элементы 51 на столах 31, а затем отсоединяются от кареток 44 для замены вместе со штампами 32, 33.
На фиг. 10 показан привод вала 23 и привод ползуна 21 пресса, в данном случае вытяжного пресса 1. На станине пресса 1 закреплен электродвигатель 24, передающий вращение валу 23 посредством клиноременной передачи и маховика через блок 25 муфты с тормозом. С этого вала 23 осуществляются движения ползунов 21 прессов 1, 2, подъем и опускание направляющих 37 и перестановка кареток 44 для достижения таким образом синхронности перемещений. Движения приемников 50 обозначены стрелками.
Реферат
Использование: обработка металлов давлением, при получении методами штамповки изделий из листовых заготовок. Сущность изобретения: прессовый агрегат по первому варианту содержит установленные в технологической последовательности прессы, механизмы подачи исходного листового металла и удаления готовых деталей, механизм транспортировки металла между позициями обработки и промежуточные накопители. Каждый пресс включает стойки с траверсой, неподвижный стол с подвижным столом для штампов и ползун. Стойки каждого пресса выполнены с опорным участком для крепления на них соответствующей траверсы. Траверсы и столы соседних прессов, а также опорные участки соседних стоек расположены с зазором. Промежуточные накопители установлены между прессами. Средства захвата заготовок и механизм перемещения средств захвата расположены выше уровня транспортировки заготовок. Привод ползунов пресса представляет собой соединенный с механизмом вращения вал, с которым связан механизм перемещения средств захвата. В прессовом агрегате по второму варианту стойки прессов, за исключением крайних в линии прессов, выполнены с двумя опорными участками для крепления соседних траверс соседних прессов. Головной пресс в линии прессов в обоих вариантах оснащен механизмом вытяжки. Кроме того, один из последующих прессов выполнен с позицией дополнительной вытяжки. Промежуточные накопители в обоих вариантах могут быть выполнены с приемниками, установленными с возможностью регулировочного перемещения в горизонтальном, вертикальном и угловом направлениях. 2 с. и 12 з.п. ф-лы, 12 ил.

Комментарии