Прессовый агрегат - RU2043815C1
Код документа: RU2043815C1
Чертежи





Описание
Изобретение относится к устройству транспортировки в многопозиционном прессе или подобной формовочной машине.
Известен пресс [1] с устройством для перемещения листовых деталей на операции обработки, которое содержит две ходовые направляющие с обеих сторон от ползуна и штампов и проходит в направлении транспорта листовых деталей. Направляющие поддерживаются опорами на фундаменте пресса. На каждой направляющей имеется площадка с ходовыми роликами, опирающимися на направляющие. Эти площадки соединены между собой перемычкой, на которой установлены две движущие штанги, параллельные направляющим. Эти штанги соединены с толкателем кулачка, совершающим колебательное движение при обкатывании распределительного каучука. На стороне привода этот кулачок соединен с главным приводом пресса. Движущие штанги жестко соединены друг с другом посредством поперечных перемычек. В направляющих движущих штанг закреплены траверсы с возможностью перемещения относительно движущих штанг с помощью дополнительного привода. На траверсах расположены вакуумные присосы, устанавливаемые по длине листовой детали благодаря перемещению траверс. На этапе формования траверсы с вакуумными присосами перемещаются в область за пределами ползунов и штампов. Движущие штанги могут подниматься и опускаться с помощью не описанного подробнее и не показанного на чертежах подъемного механизма. Настройка вакуумных прессов на измененные габариты других листовых деталей при переналадке пресса выполняется вручную, если невозможна предварительная настройка во время работы пресса.
Техническая задача изобретения состоит в повышении производительности за счет сокращения времени на замену штампов при создании устройства транспортировки, не препятствующего операции смены штампов расположенными ниже уровня транспортировки листовых деталей опорных и приводных средств, воздействующих на устройство транспортировки. Перемещающиеся детали устройства транспоpтировки должны обладать малой массой и позволять создание высоких ускорений при сокращенном движении транспортировки и при возврате фиксаторов, захватывающих листовых детали. При этом устройство транспоpтировки должно выполнять движения подъема и опускания в целях извлечения листовой детали из штампа или укладки ее в штамп.
При этом предпочтительна конструкция с уменьшенной массой. Привод и средства для передачи и изменения направления перемещений располагаются в той области пресса (верхняя часть) или прессов, где установлен и привод ползуна или ползунов. Устройство транспоpтировки может быть установлено дополнительно как на линиях прессов, так и на отдельных прессах. Преимущества изобретения состоят также в уменьшении хода перестановки кареток и времени их промежуточного ожидания за пределами позиции обработки при выполнении операции формования.
Наиболее предпочтительна установка этого устройства транспортировки в современных гибридных прессовых агрегатах с промежуточными накопителями между двумя позициями обработки (в холостых зонах), поскольку каретки попарно могут выполнять различные движения при соответствующей конструкции привода.
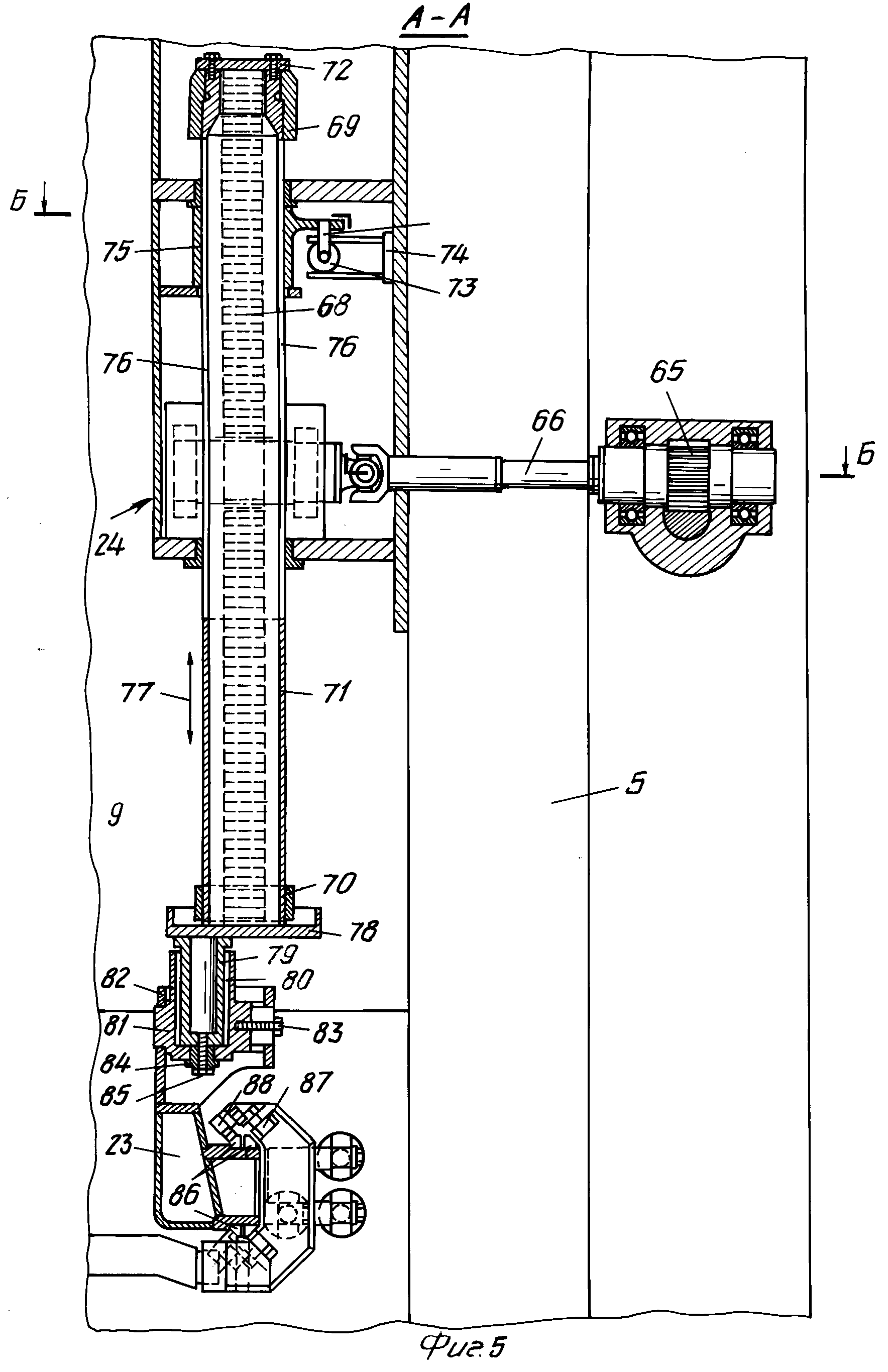
На фиг. 1 изображен гибридный прессовый агрегат, вид спереди (передние стойки не показаны); на фиг. 2 то же, план; на фиг. 3 увеличенный вырез из фиг. 1 с приводом устройства транспортировки; на фиг. 4 диаграмма перемещений каретки с приводными средствами, показанными на фиг. 3; на фиг. 5 разрез А-А на фиг. 3; на фиг. 6 разрез Б-Б на фиг. 5.
Гибридный прессовый агрегат содержит головной пресс 1, который может представлять собой вытяжной пресс, и прессы 2, из которых на крайней мере один пресс может иметь позиции дополнительной вытяжки. Головки 3 прессов 1, 2 опираются посредством стоек 4, 5 на столы 6 прессов. Шатун 7 приводится, например, через кривошипный привод от главного вала 8 и придает ползунам 9 прессов 1,2 возвратно-поступательное перемещение.
Главный вал 8 приводится во вращение от одного или нескольких электродвигателей через блок 10 муфты с тормозом. Посредством подвижных столов 11 штампы или комплекты штампов 12, 13 подаются на позиции обработки прессов 1, 2 и тем самым сменяются, причем штамп или набор штампов (матрица 14) остается на соответствующем подвижном столе 11, штамп или набор штампов 12 (пуансон) перемещается вместе с ползуном 9. В головном прессе 1 показан вытяжной аппарат 15. Листы 16, подводимые питателем 17, например, к головному прессу, перемещаются с помощью устройства 18 транспоpтировки от одной позиции обработки к другой и, наконец, на позицию 19 съема.
В холостых зонах между позициями обработки установлены промежуточные накопители 20 для листовых деталей 16, на подвижных столах 11 опоры 21 для траверс 22, устройства 18 транспортировки. Последнее содержит две ходовые направляющие 23, одна из которых расположена за ползунами 9 с пуансонами 12 (см. фиг. 1), а другая перед ползунами 9 с пуансонами 12 и которые проходят вдоль гибридного прессового агрегата. Направляющие 23 поднимаются или опускаются посредством, например, пневмоцилиндра или подобного устройства, или посредством реверсивных передач 24. Эти передачи задней стороны стоек и передней стороны стоек соединены с помощью системы 25 подъемных рычагов с толкателем 26 кулачка на каждой стороне стоек кулачкового механизма 27 в точках шарнирного закрепления.
Каретки 28, 30, 32, 34 располагаются на каждой из ходовых направляющих.
Каретки 29, 31, 33, 35 и 36 соединены с помощью системы 37 транспортирующих рычагов 38 между собой и с толкателем 39 кулачка. Каретки 28, 30, 32, 34 соединены системой 40 транспоpтирующих рычагов между собой и с толкателем 41 кулачка. Каретки 28-34, находящиеся напротив друг друга на разнесенных направляющих 23, соединены между собой с помощью траверс 22. На этих траверсах расположены присосы 42 или иные фиксаторы для захвата 43 и транспортировки листовых деталей 16 через гибридный прессовый агрегат. Системы 40,44 транспортирующих рычагов могут располагаться или с обеих сторон направляющих 23 (фиг. 2) или с одной стороны от них.
Кулачковый механизм 27 содержит кулачковый вал 45, приводимый от главного вала 8 посредством реверсивной или перестановочной передачи. На кулачковом валу 45 жестко закреплены с каждой стороны стоек по одному кулачку 46 для перемещения каждого из толкателей 26, кулачку 47 для перемещения каждого из толкателей 49 и кулачку 48 для перемещения каждого из толкателей 41. Кулачки 48, 26, 47 могут представлять собой двухкулачковые диски 49 для принудительного подъема и опускания ходовых направляющих 23 и перестановочного движения кареток.
Опущенное положение направляющих 23 необходимо для укладки траверс 22 на опоры 21 подвижных столов 11, при смене штампов и смене фиксаторов 42. Каждый регулировочный привод имеет для этого серводвигатель 50, приводящий шпиндель 51, вращение которого передается через зубчатую пару 52 на второй шпиндель 53.
В пластину 54 введена ходовая резьба (гайка), взаимодействующая со шпинделем 53 и изменяющая при его вращении длину подъемных рычагов 25. Кулачки 48, 49 для перемещения кареток имеют такой профиль, описываемый толкателями 39, 41, чтобы первая каретка 29 и каждая через одну выполняли транспортное перемещение из позиции 55 обработки в холостую зону 56 с промежуточным накопителем 57 и прерываемое в промежуточном положении 58 между позиций обработки и холостой зоной на время формования обратное перемещение 59 на позицию 55 обработки.
Вторая каретка 28 и каждая соединенная с ней через одну выполняют одновременно транспортное перемещение 60 из холостой зоны 56 с промежуточным накопителем 57 на позицию 61 обработки и прерываемое в промежуточном положении 58 между холостой зоной 56 и позицией 61 обработки на время формования обратное перемещение 62 в холостую зону 56. Позиции обработки характеризуются штампами 12, 13. Вертикально направленная составляющая перемещения на кривых 63, 60, 59,62, показанных на фиг. 4, обусловлена в каждом случае кулачками 46, перемещаемыми синхронно с кулачками 49, 48.
Движение системы 25 передается посредством зубьев 64, зацепляемых с цилиндрической шестерней 65, и вала 66 на вторую шестерню 67, взаимодействующую с зубчатой рейкой 68. Концы этой рейки жестко соединены с верхней втулкой 69 и с заплечиком и нижней втулкой 70 с заплечиком.
Верхняя втулка образует поверхность трения для подъемной трубы 71, кроме того, она взаимодействует с крышкой 72, привинченной к верхнему краю трубы 71. Такое соединение позволяет вращаться трубе 71 под действием регулировочного привода 73, например рабочего цилиндра, неподвижно установленного с помощью подшипниковой стойки 74, которая позволяет поворачиваться приводу 73, шарнирно закрепленному в точке 74, на кольцевой втулке 75. Последняя входит в зацепление с продольными пазами 76 в подъемной трубке, например, с помощью направляющих штифтов, чтобы, с одной стороны, осуществить необходимое для ходовых направляющих 23 движение подъема и опускания 77 трубы 71, а, с другой стороны, вызвать поворот этой трубы.
На нижнем конце трубы 71 имеется фланец 78 со втулкой 79, окруженной подшипниковой втулкой 80 и несущей втулкой 81, которая удерживается в опоре 82 с помощью винта 83. На нижнем конце несущей втулки 81 насажена втулка 84 с буртиком, через которую пропущен болт 85 для крепления таким образом опоры 82 к трубе 71. С опорой 82 жестко соединена ходовая направляющая 23, имеющая два рельса или рельсовую пару 86, по которой катятся ролики 87 кареток, в данном случае ролики 88 каретки 31.
Цифрой 89 обозначена рычажная система, присоединенная к корпусу каретки 31. Поворотом трубы 71 под действием регулировочного привода достигается перестановка ходовых направляющих 23 изнутри наружу по стрелке 90, например для отъединения траверс 22 от кареток 31, или снаружи внутрь по стрелке 91 соответственно для присоединения.
На фиг. 6 показаны также положения 71', соответствующие рабочему положению, и 71'' для присоединения или расцепления траверс 22.
Цифровой 92 обозначены зоны соединения или крепления для расцепления траверс 22 от кареток, в данном случае кареток или для соединения с ними вследствие перемещения направляющих 23 в одном из направлений стрелок 90, 91. В рабочем положении рельсы 86 направляющих 23 находятся посредине трубы 71.
Реферат
Использование: для транспортировки в многопозиционном прессе. Сущность: устройство транспортировки позволяет осуществлять различные перемещения фиксатора листовых деталей, транспортируемых через формовочную машину. Фиксаторы закреплены на каретках, которые перемещаются по криволинейной траектории, причем каретки выполняют движение транспортировки с позиции обратотки в холостую зону с захватом листовой детали. Обратное перемещение прерывается в промежуточном положении на время формования листовых деталей. Каретка совершает движение транспортировки из холостой зоны в положение обработки и обратное перемещение, временно прерываемое в промежуточном положении. Легкая благодаря кареткам конструкция позволяет создавать высокое ускорение при перемещении. Благодаря применению промежуточных накопителей на холостых зонах значительно сокращаются транспортные перемещения. 6 ил.
Комментарии