Способ и устройство для производства строительных изделий - RU2422231C2
Код документа: RU2422231C2
Чертежи


Описание
Настоящее изобретение относится к способу производства сложных изделий из листового материала, заключающемуся в следующем: первый листовой материал подается в устройство поэтапно в первом направлении подачи с первым перемещением подачи с первого участка подачи к разгрузочному участку, при этом первый листовой материал будет обрабатываться по меньшей мере между определенными шагами подачи и посредством резания, пробивки, прессования, гибки и т.п.
Настоящее изобретение также относится к устройству для производства сложных изделий из листового материала, имеющему путь первого материала, проходящий через устройство, на котором первый листовой материал может подаваться поэтапно с первым перемещением подачи и на котором располагается множество постов обработки первого листового материала посредством резания, пробивки, прессования, гибки и т.п.
При производстве сложных изделий, то есть изделий, состоящих по меньшей мере из двух, но, возможно, и более деталей, принимаемых за отправную точку листового материала, ранее существовала следующая практика: на первом устройстве производилась первая комплектующая деталь, которая в принципе доводилась до состояния готовой. Кроме того, на втором, возможно, третьем или четвертом устройствах производилась вторая или, возможно, третья или четвертая комплектующая деталь. Затем изготовленные комплектующие детали последовательно соединялись вместе для получения готового изделия. Что касается соединения деталей вместе или сборки, то применялись различные технологии, например клепка, соединение на винтах, сварка, сшивание и, возможно, также склеивание.
При производстве комплектующих деталей изделия они, как правило, накапливались. Это означает, что сборка и соединение комплектующих деталей после их производства создавало большие проблемы для автоматизации и механизации. В этом отношении возникали такие сложности, как выбор комплектующих деталей с места бестарного хранения, определение их особой ориентации, а также позиционирование сориентированных комплектующих деталей. В некоторых случаях, например, когда комплектующие детали склонны попадать одна в другую, оказывается едва ли возможно вообще добиться требуемой ориентации и позиционирования.
Хотя в определенных случаях оказывалось возможным автоматизировать сборку комплектующих, но подобная автоматизация требовала крупного и дорогостоящего оборудования, поэтому сборка и соединение комплектующих деталей часто проводились вручную и обычно в странах с дешевой рабочей силой.
При ручной сборке, несмотря на использование дешевой рабочей силы, затраты все-таки оказывались высокими из-за транспортных расходов, относительно плохой точности, итогового невысокого качества изделий и высокого процента брака.
Настоящее изобретение направлено на то, чтобы устранить существующие проблемы. В частности оно ставит перед собой задачу создания такого способа производства сложных изделий, тесно связанного со способом их подачи, чтобы на одном и том же оборудовании существовала возможность производить сложное изделие до полностью готового состояния или по меньшей мере до состояния, когда комплектующие детали сложного изделия будут соединяться вместе. Оно также ставит перед собой задачу создания такого способа, чтобы даже при относительно крупных сериях изделий производительность была высокой, точность хорошей, а затраты низкие. Наконец настоящее изобретение направлено на то, чтобы создать такой способ производства комплектующих деталей сложного изделия, чтобы производство каждой комплектующей детали осуществлялось полностью независимо от других до момента их сборки.
Настоящее изобретение также ставит перед собой задачу создания такого устройства, тесно связанного со способом их подачи, чтобы оно обладало теми же или аналогичными качествами, что и предлагаемый в изобретении способ производства.
Задачи, составляющие основу настоящего изобретения, будут решаться в соответствии с предлагаемым способом, если последний характеризуется тем, что по меньшей мере второй листовой материал подается в устройство поэтапно через второй участок подачи во втором направлении со вторым перемещением подачи, при этом второй листовой материал будет обрабатываться по меньшей мере между определенными шагами подачи до состояния полностью или частично готовых вторых комплектующих деталей изделия посредством резания, пробивки, прессования, гибки и т.п., в устройстве вторые комплектующие детали соединяются вместе с первыми полностью или частичного готовыми комплектующими деталями из первого листового материала, для формирования изделия и чтобы указанные выше детали покинули данное устройство в собранном состоянии в первом направлении подачи.
Учитывая, что соединение вместе двух комплектующих деталей происходит на одном и том же оборудовании, ориентация и позиционирование комплектующих деталей реализуются простым образом, так как они определяются собственно устройством.
Задачи, являющиеся основой настоящего изобретения, будут решаться в соответствии с предлагаемым устройством, если оно характеризуется тем, что по меньшей мере на пути второго материала, где второй листовой материал может поэтапно подаваться со вторым перемещением подачи и на котором располагается множество постов обработки первого листового материала посредством резания, пробивки, прессования, гибки и т.п.; при этом пост для соединения или сборки полностью или частично готовых первых комплектующих деталей, изготовленных из первого листового материала, с полностью или частично готовыми вторыми комплектующими деталями, изготовленными из второго листового материала, находится в зоне пересечения путей первого и второго материалов.
Благодаря указанным характеристическим чертам устройства можно будет продемонстрировать преимущества, которые полностью аналогичны преимуществам, получаемым за счет создания способа производства, предлагаемого в настоящем изобретении.
Ниже настоящее изобретение будет описано подробно и со ссылками на соответствующие чертежи.
Фиг.1 - вид в перспективе нижней части всего устройства без заготовок.
Фиг.2 - вид в перспективе устройства, представленного на фиг.1, но с заготовками на нем.
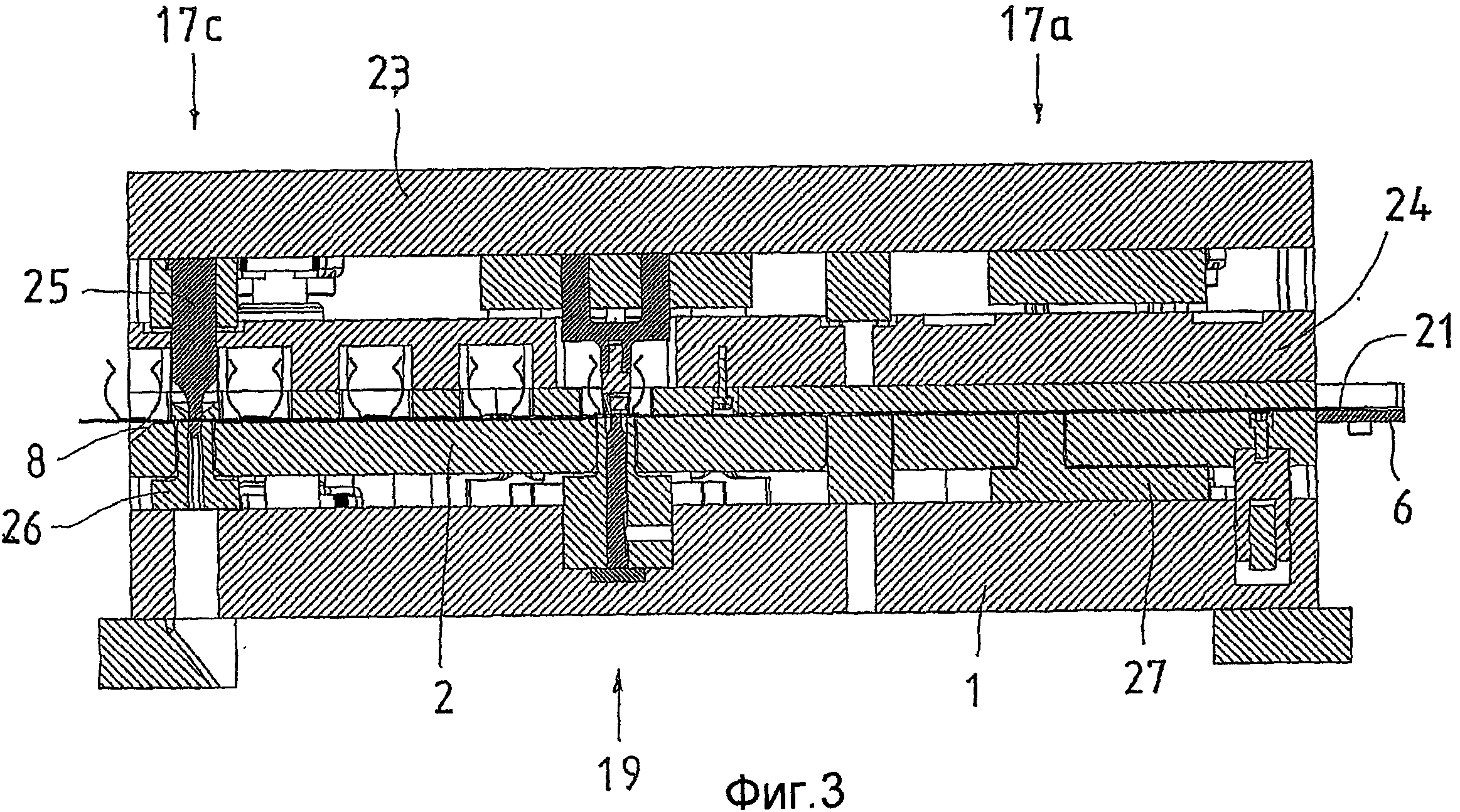
Фиг.3 - укрупненное сечение частей 1 и 2 устройства с заготовками на нем.
Фиг.4 - вид сверху в плане на заготовки, представленные на фиг.2.
Для иллюстративности настоящее изобретение ниже будет описано со ссылками на заданное устройство, но поскольку виды выпускаемых изделий могут широко варьироваться, следует понимать, что точная структура и конструкция устройства на месте может сильно меняться в зависимости от назначения и конструкции выпускаемого изделия.
Изобретение будет проиллюстрировано применительно к вертикальному прессу. Но в определенных случаях рабочим направлением пресса может быть горизонтальное, хотя указанное обстоятельство никоим образом не затрагивает принципов изобретения.
Пресс, тип которого предназначен для практической реализации настоящего изобретения, имеет нижнее зажимное устройство в виде стола, где может фиксироваться нижняя половина или нижняя часть устройства. Пресс оборудован ползуном, который может перемещаться соответствующим образом относительно зажимного устройства в виде стола и на котором может монтироваться верхняя половина или верхняя часть устройства. За один рабочий ход ползун пресса перемещается вниз по направлению к зажимному устройству в виде стола на требуемое расстояние, пока рабочий ход не будет завершен, после чего ползун снова поднимается.
Устройство, используемое для реализации настоящего изобретения, имеет нижнюю опорную плиту 1, посредством которой нижняя часть устройства устанавливается на зажимном устройстве в виде стола. Нижняя часть устройства также имеет подъемную плиту 2, перемещающуюся в вертикальном направлении относительно опорной плиты. Подъемная плита подпружинена в вертикальном направлении и, следовательно, во время одного рабочего хода может сжиматься на заданное расстояние вниз по направлению к опорной плите. Подъемная плита служит для удерживания листового материала, часто используемого в виде полос, который для устройства является объектом обработки.
Опорная плита 1 имеет прочно закрепленные матрицы 26, 27 и аналогичные обрабатывающие элементы, которые, когда подъемная плита сжимается, вступают во взаимодействие с нижней поверхностью заготовки для осуществления ее обработки.
Верхняя часть устройства (показана только на фиг.3) имеет верхнюю установочную плиту 23, предназначенную для монтажа на ползуне пресса. Верхняя часть устройства имеет также прижимную или листоприжимную плиту 24, перемещающуюся в вертикальном направлении относительно установочной плиты. Прижимная плита подпружинена в нижнем направлении, но может быть сжата в верхнем направлении за счет сжатия пружин во время рабочего хода.
Прижимная плита 24 предназначена для того, чтобы вступать во взаимодействие с верхней поверхностью заготовки во время рабочего хода, чтобы удерживать заготовку в нужном положении, но в определенных ситуациях также для того, чтобы предотвращать перекашивание, изгиб и т.п. деформации заготовки.
На нижней поверхности верхней установочной плиты расположены пробивочные, прессовальные, режущие и т.п. инструменты, которые во время рабочего хода проходят через соответствующие отверстия в удерживающей плите и вступают во взаимодействие с матрицами 26, 27, режущим и другим оборудованием, расположенным на опорной плите 1.
Во время рабочего хода верхняя часть устройства опускается до тех пор, пока прижимная плита не вступит в контакт с верхней поверхностью заготовки. Затем прижимная плита и подъемная плита 2 будут, как жесткая система, принудительно идти вместе вниз, при этом заготовка, находящаяся между ними, подвергнется обработке. Отходы, которые могут появиться при выполнении данной операции, будут покидать устройство по меньшей мере под действием сил тяжести и падать вниз.
После завершения обработки заготовки верхняя часть устройства поднимается, после чего подъемная плита 2, прижимная плита 24 и заготовка, расположенная между ними, поднимаются в начальное положение, а верхняя часть устройства продолжает свое движение вверх до тех пор, пока подъемная плита не отойдет на некоторое расстоянии от нижней части устройства и заготовок (заготовки), там расположенных.
На фиг.1 показан вид в перспективе сверху с наклоном нижней части устройства, с помощью которого реализуется настоящее изобретение. Опорная плита обозначена поз.1, подъемная плита - поз.2. В данном варианте, как было указано выше, опорная плита предназначена для закрепления в зажимном устройстве в виде стола.
Подъемная плита 2, как было указано выше, может перемещаться в вертикальном направлении относительно опорной плиты 1, и ее движение определяется направляющими 3. Хотя это из представленной фигуры не очевидно, но между нижней поверхностью подъемной плиты 2 и нижней поверхностью опорной плиты 1 в вертикальном направлении существует зазор. Кроме того, подъемная плита 2 подпружинена в вертикальном направлении, т.е. от опорной плиты 1.
Опорная плита 1 также имеет направляющие 4, которым соответствуют направляющие на верхней части устройства (не показаны). Назначение направляющих 4 и соответствующих им направляющих на верхней части устройства во время рабочего хода точно направлять верхнюю и нижнюю части устройства относительно друг друга в поперечном направлении (поперечно к направлению перемещения пресса).
Кроме того, опорная плита 1 в вертикальном направлении оснащена блокирующими средствами 5, предназначенными для стыковки с соответствующими блокирующими средствами, расположенными на верхней установочной плите верхней части устройства, чтобы тем самым ограничивать относительное положение верхней и нижней частей устройства относительно друг друга.
Подъемная плита 2 имеет по меньшей мере первый участок подачи 6 и второй участок подачи 7, а также разгрузочный участок 8. Первое направление подачи 9 проходит от первого участка подачи 6 до разгрузочного участка 8. Второе направление подачи 10 проходит от второго участка подачи к первому участку подачи, при этом второе направление подачи поперечно к первому. Второе направление подачи образует угол с первым направлением подачи, который может варьироваться в широких пределах и может являться прямым. На фиг.1 первое направление подачи обозначено пунктирной стрелкой 9, а второе направление подачи - пунктирной стрелкой 10. Несомненно, что два направления подачи 9 и 10 пересекаются.
Листовой материал типа стандартных полос, подаваемый к первому участку подачи 6 и второму участку подачи 7, продвигается поэтапно с помощью первого и второго механизмов подачи соответственно. Указанные механизмы полностью независимы друг от друга, при этом подача может осуществляться только при открытом устройстве. Следовательно, движения подачи реализуются синхронно. Однако абсолютно возможно, что второй механизм подачи не работает, когда первый механизм подачи осуществляет один или более шагов подачи, и наоборот. Следует также обратить внимание на то, что перемещение подачи механизмов подачи может выбираться совершенно независимо друг от друга.
По первому направлению подачи 9 проходит путь первого материала 11, который определяется или ограничивается двумя направляющими 12 и 13, расположенными по направлению подачи 9. Назначение направляющих 12 и 13 направлять в устройстве первый листовой материал, который, как правило, представляет собой полосы или ленты и движется через устройство по пути первого материала с поэтапной подачей.
По второму направлению подачи 10 проходит путь второго материала 14, который определяется направляющими 15 и 16, назначение которых направлять второй листовой материал, который обычно представляет собой полосы или ленты и движется во втором направлении подачи 10 по пути второго материала 14.
Ширина двух путей материала 11 и 14 может выбираться совершенно независимо друг от друга и будет полностью зависеть от внешнего вида выпускаемого изделия.
На пути первого материала 11 находится множество постов обработки листового материала, например резкой, пробивкой, прессованием, гибкой, сшиванием, обработкой отверстий и т.п. В принципе посты обработки могут быть выполнены так, чтобы выполнять все рабочие операции, которые может выполнять устройство описываемого здесь типа.
Где будут размещаться посты обработки 17, сколько их будет и какие работы станут на них выполняться зависит от типа производимого устройством изделия. Так что, возможны различные варианты.
Аналогично пути первого материала 11 на пути второго материала 14 также располагается множество постов обработки 18 для обработки второго листового материала по меньшей мере между определенными шагами подачи, которые проходят второй листовой материал во время работы устройства.
Что касается пути второго материала 14, то размещение, число и конструкция постов обработки могут значительно варьироваться, они полностью зависят от типа обработки, которому подвергается второй листовой материал.
Число постов обработки 17 и 18 на путях материала 11 и 14 совершенно необязательно должно быть одинаковым, они выбираются в зависимости от конструкции выпускаемого изделия, в частности от конструкции комплектующих деталей, из которых собирается изделие.
В зоне пересечения первого 9 и второго 10 направлений подачи, а также в зоне пересечения путей первого 11 и второго 14 материалов расположен пост сборки или соединения 19, который по меньшей мере частично выполнен с возможностью сборки комплектующих деталей, изготовленных на пути первого материала, с комплектующими деталями, изготовленными на пути второго материала. В этом случае достаточно, чтобы две комплектующие детали собирались или соединялись без нарушения их взаимного положения, когда они подаются по пути первого материала 11.
Кроме того, в зоне пересечения двух путей материала 11 и 14 находится сепаратор 20, целью которого является отделять одну комплектующую деталь, изготовленную на пути второго материала, от следующей сразу за ней комплектующей детали по тому же пути, то есть отделенная комплектующая деталь может продолжать двигаться в первом направлении подачи 9 и ей не будет мешать второй листовой материал или комплектующие детали, выпущенные на пути второго материала.
На фиг.2 представлен вид в перспективе устройства, изображенного на фиг.1, но в устройстве находятся первый и второй листовые материалы, а также изготовленные из них комплектующие детали. На фиг.4 показан вид сверху на оба листовых материала.
Из фиг.2 и 4 ясно, что первый листовой материал в виде полосы 21 находится на пути первого материала 11, а второй листовой материал в виде полосы 22 - на пути второго материала 14. Из фиг.4 ясно, что полосы листового материала 21 и 22 поэтапно движутся в первом 9 и втором 10 направлениях подачи соответственно.
На фиг.2 самый крайний справа пост обработки, изображенный на фиг.1, который можно считать первым постом обработки, обозначен поз.17a. Соответственно следующий пост обработки в направлении подачи 9 (фиг.1) обозначается поз.17b и последний пост обработки в данном направлении подачи - 17c. Указанные позиции используются и на фиг.4.
Из фиг.2 и 4 ясно, что на посту обработки 17a из полосы 21 вырезается контур пластины и в ней одновременно выполняются отверстия, которые могут использоваться как сборочные для изготавливаемого на данном устройстве изделия, но они могут также служить направляющими для определения положения первой полосы 21 в устройстве при совместном использовании с направляющими шпильками устройства.
На посту обработки 17b в пластине, вырезанной на посту 17a, пробивается прямоугольное отверстие, а на посту обработки 17c готовое изделие отделяется от более - менее готовых изделий, находящихся сзади.
Аналогично на фиг.2 и 4 посты обработки по пути второго материала 14 обозначены 18a и 18b. Из фиг.4 ясно, что на посту обработки 18a из полосы второго листового материала 22 вырезается заготовка, которая затем на посту обработки 18b формуется в хомут рессоры (ее перспективный вид дан на фиг.2, вид сверху - на фиг.4).
Как указывалось выше, в зоне пересечения двух листовых полос 21 и 22 находится пост сборки и сепаратор 20 (фиг.2 и 4).
Описанные выше стадии обработки и внешний вид комплектующих деталей, изготавливаемых из двух листовых материалов 21 и 22, могут широко варьироваться и полностью зависят от типа изделия, выпускаемого устройством.
На фиг.2 показано, что полоса второго листового материала 22 при входе в зону пересечения с полосой первого листового материала 21 и в частности комплектующие детали, изготовленные из полосы второго листового материала, будут подаваться на верхнюю поверхность полосы первого листового материала 21. Альтернативно возможно также, чтобы комплектующие детали, изготовленные из полосы второго листового материала 22, подавались на нижнюю поверхность полосы первого листового материала 21 или на детали из нее изготовленные. По этой причине высота устройства на первом 6 и втором 7 участках подачи является различной. Разница в высоте соответствует толщине материала двух листовых полос 21 и 22. В альтернативном варианте, когда на самом верху находится полоса второго листа 22, разница высот соответствует толщине материала полосы первого листа. Соответственно, когда полоса второго листа 22 находится под полосой первого листа 21, разница высот соответствует толщине материала полосы второго листа 22.
Следует подчеркнуть, что абсолютно возможно, чтобы толщина материала двух листовых полос может варьироваться в значительных пределах, причем естественно, что ее значения для полос могут быть различными. Также возможно, что материал листовых полос 21 и 22 может быть полностью отличающимся или различного качества при одном виде материала. Следовательно, возможно, что полоса первого листа 21 может быть стальной, а полоса второго листа 22 - алюминиевой или наоборот. Кроме того, ширина листовых полос 21 и 22 может сильно отличаться, и, как говорилось выше, перемещение подачи также может сильно разниться между листовыми полосами.
Показанный сборочный пост или устройство 19 предназначено для осуществления сборки посредством клепки. Однако в соответствии с настоящим изобретением в равной степени можно организовать пост сборки, выполняющий сварку, соединение на болтах, сшивание или любой другой процесс соединения деталей.
На фиг.3 показано поперечное сечение всего устройства во время рабочего хода, выполненное по линии A-A (фиг.2), нумерация позиций сохранена. Верхняя установочная плита устройства обозначена поз.23, прижимная плита или листоприжимная плита - поз.24. Прижимная плита 24 состоит из верхней и нижней частей, которые соединены болтами и образуют жесткую конструкцию.
Слева на фиг.3 изображен пуансон 25, опускающийся вниз на соответствующую матрицу 26; здесь пуансон и матрица составляют пост обработки, который на фиг.2 и 4 обозначен поз.17c. Кроме того, матрица 27 используется на посту обработки 17a в качестве режущего инструмента.
При работе устройства первый листовой материал, как правило, лента или полоса, например полоса листового материала 21, подается в устройство через первый участок подачи 6 с первым перемещением подачи в первом направлении подачи к разгрузочному участку 8, находящемуся на противоположном конце устройства. Подача в направлении подачи 9 осуществляется поэтапно при открытом устройстве. Первый листовой материал по меньшей мере между шагами подачи в направлении подачи 9 обрабатывается резкой, пробивкой, прессованием, гибкой и т.п. процессами в соответствии с требованиями к изготовлению изделия, выпускаемого устройством.
Второй листовой материал, главным образом в виде полосы или листовой полосы 22, подается через второй участок подачи 7 со вторым перемещением подачи во втором направлении подачи 10. Подача по направлению подачи 10 также осуществляется поэтапно и здесь также проводится обработка, но второй листовой полосы 22 по меньшей мере между заданными шагами подачи в направлении подачи 10.
Первое и второе перемещения подачи могут быть одинаковыми, но также могут и отличаться в значительной степени.
В соответствии с настоящим изобретением также возможно подавать третий и иные полосы листового материала в соответствии с направлением подачи, которые будут пересекать первое направление подачи 9.
Когда вторая листовая полоса 22 достигает зоны пересечения первого направления подачи 9 и второго направления подачи 10, происходит сборка или соединение комплектующих деталей готового изделия, составленных из деталей, которые были изготовлены из полосы первого листового материала 21, с комплектующими деталями, которые были изготовлены из полосы второго листового материала 22. Затем собранное из комплектующих деталей изделие покидает зону соединения или сборки в первом направлении подачи 9 и покидает устройство через разгрузочный участок 8. В устройстве между зоной сборки или соединения и разгрузочным участком может осуществляться дальнейшая обработка составленного из комплектующих деталей изделия.
Как правило, комплектующие детали, изготовленные из двух листовых полос 21 и 22, будут размещаться одна на другой. По этой причине листовые полосы в устройстве подаются с различных уровней высоты, при этом разница в указанных уровнях листов соответствует толщине материала листовой полосы, расположенной ниже.
Непосредственно перед зоной сборки или соединения комплектующая деталь, расположенная в зоне соединения, отделяется от комплектующей детали, находящейся за ней, с тем, чтобы последняя не мешала дальнейшей подаче первой в первом направлении подачи 9 из зоны сборки или соединения в направлении разгрузочного участка 8.
Обработка двух полос листового материала 21 и 22 в устройстве осуществляется синхронизированными движениями, поскольку посты обработки 17 и 18 расположены на плите, представляющей собой жесткую систему и которая может состоять из плит меньшего размера.
Выше было отмечено, что два элемента материала, составляющие основу производства, предлагаемого в настоящем изобретении, должны быть листовыми. Естественно, что термин «листовой» подразумевает любой листовой материал независимо от его физического состава, материальной толщины и ширины. В варианте практического осуществления изобретения под термином «листовой материал» в большинстве случаев понимается стальная листовая полоса или лента. Однако данный термин применим и к другим металлам и сплавам металлов, например алюминию, латуни, меди, нержавеющей стали, титану и т.п. Следует подчеркнуть, что физические свойства обрабатываемых заготовок могут варьироваться в значительной степени, при этом одна полоса материала может представлять собой, например, пружинную сталь, а другая быть выполненной из значительно более мягкого, пластически деформируемого материала. В определенных случаях настоящее изобретение допускает применение пластмасс.
Описанное выше устройство имеет первый и второй участки подачи 6 и 7. Однако в соответствии с настоящим изобретением возможно использование дополнительных участков подачи, дополнительных направлений подачи и дополнительных путей материала, с тем чтобы готовое изделие могло состоять по меньшей мере из двух, но также из трех и более комплектующих деталей, каждая из которых изготавливается из элемента материала, при этом каждый элемент материала подается через свой участок подачи. В случае трех и более участков подачи, направлений подачи и путей материала конструкция устройства остается полностью аналогичной описанной выше и состоящей из двух участков подачи и т.п.
Реферат
Изобретение относится к области обработки металлов давлением. В частности, к производству сложных изделий из листовых материалов. Первый листовой материал подают в устройство поэтапно по путям в первом направлении подачи с первым перемещением подачи с первого участка подачи к разгрузочному участку. При этом первый листовой материал обрабатывают по меньшей мере между заданными шагами подачи на постах обработки посредством резания, пробивки, прессования, гибки во взаимосвязанные первые комплектующие части изделия. По меньшей мере второй листовой материал подают в устройство по путям поэтапно во втором направлении подачи со вторым перемещением подачи со второго участка подачи. При этом второй листовой материал обрабатывают на постах обработки в полностью или частично готовые вторые комплектующие части изделия по меньшей мере между заданными шагами подачи посредством резания, пробивки, прессования, гибки, которые соединяют в устройстве с первыми комплектующими частями изделия. При этом вторые комплектующие части отделяют друг от друга в зоне соединения, а соединенные первые и вторые комплектующие части в собранном состоянии удаляют из устройства в первом направлении подачи. Повышается производительность и упрощается конструкция. 2 н. и 12 з.п. ф-лы, 4 ил.
Комментарии